
DCS 硬件结构,DCS 画面操作及日常维护
一、CS3000系统简介
1.1 CS3000系统基本构成及其功能
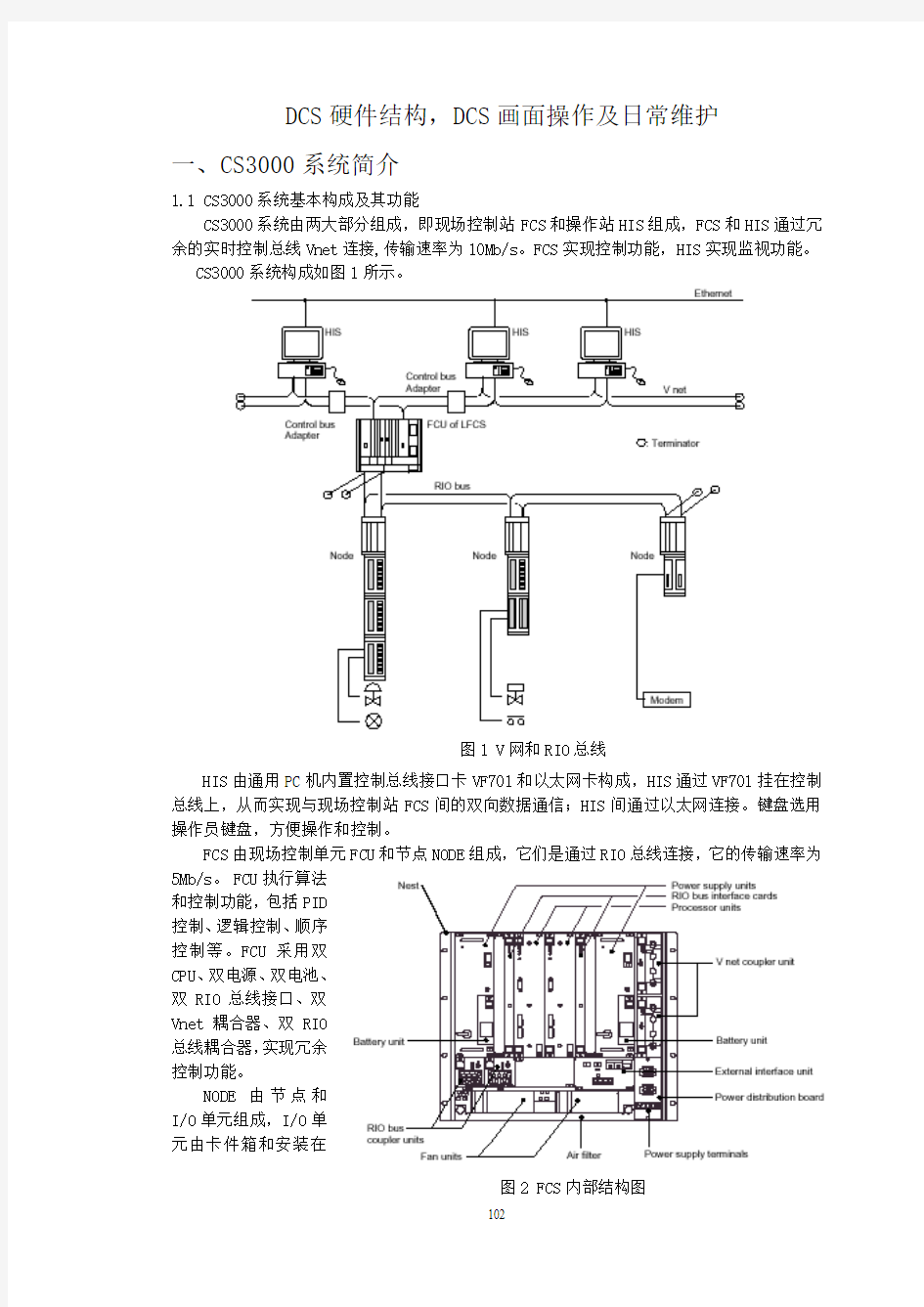
CS3000系统由两大部分组成,即现场控制站FCS 和操作站HIS 组成,FCS 和HIS 通过冗余的实时控制总线Vnet 连接,传输速率为10Mb/s 。FCS 实现控制功能,HIS 实现监视功能。 CS3000系统构成如图1所示。
HIS 由通用PC 机内置控制总线接口卡VF701和以太网卡构成,HIS 通过VF701挂在控制总线上,从而实现与现场控制站FCS 间的双向数据通信;HIS 间通过以太网连接。键盘选用操作员键盘,方便操作和控制。
FCS 由现场控制单元FCU 和节点NODE 组成,它们是通过RIO 总线连接,它的传输速率为5Mb/s 。 FCU 执行算法和控制功能,包括PID 控制、逻辑控制、顺序控制等。FCU 采用双CPU 、双电源、双电池、双RIO 总线接口、双Vnet 耦合器、双RIO 总线耦合器,实现冗余控制功能。
NODE 由节点和 I/O 单元组成,I/O 单元由卡件箱和安装在
图1 V 网和RIO 总线
图2 FCS 内部结构图
卡件箱中的I/O卡组成。节点接口单元NIU通过RIO总线与FCU通讯。I/O模块处理现场信号并在FCU和I/O模块间传递数据。
FCS内部结构图如图2所示。
注:HIS能监视的工位多达十万个。
FCS采用粗同轴电缆,10Mb/s, 500m ,(10-Base-5)
HIS采用细同轴电缆,5Mb/s, 185m ,(10-Base-2)
粗同轴电缆+细同轴电缆的长度:(10-Base-5)*0.4+(1—Base-2)<=185m
二硬件设置及软件安装
2.1硬件设置
在安装软件前,必须设置安装在HIS内部的VF701卡,以及现场控制站FCS处理器单元FCU的DIP开关,以此设置HIS 和FCS的域号和站号,VLnet站地址就是由域号和站号组合而成, VLnet站的名字为HISddss 和FCSddss,其中dd是域号ss是站号。一个VLnet系统需要一个域号。
CS3000系统可以有16个域,域号的设置范围从1到16,缺省为01。CS3000系统一个域可挂64个站,包括HIS 、FCS和BCV、CGW。HIS的数量不能超过16个。CS3000系统规定:操作站HIS站号从64开始设置,依次为63、62、61……; 现场控制站站号从01开始设置,依次为02、03、04 ……。
2.1.1域号的设置
①操作站域号的设置
CS3000系统每个操作站都安装了一块过程总线接口卡VF701,它有两个DIP开关,一个是domain number DIP开关,用来设置域号;一个是 station number DIP开关,用来设置站号。如下图所示。 1 0
domain number DIP SWITCH (LSB) station number 域号
(5位) VF701 (MSB)
固定为零
奇校验位如果域号为1,则将第8位置1,其余位置0;
如果域号为2,则将第7位置1,其余位置0;
如果域号为3,则将第7、8位置1,奇校验位也置1,其余位置0
②现场控制站域号的设置
0 1 奇校验位
设置站地址的DIP开关
固定为0
域号设置开关(MSB)
域号(5位)
站号设置开关(LSB)
域号设置方法同上,范围从01到16。
FCS处理器单元
2.1.2站号的设置
①操作站站号的设置
用VF701卡上的station number DIP 开关设置操作站的站号。
1 0
(LSB)8
站号(7位)
(MSB)2 奇校验位
②现场控制站站号的设置
用处理器单元上的station number DIP 开关设置FCS的站号。
0 1
(MSB) 奇校验位
站号(7位)
(LSB)
(注:域号和站号的设置采用奇校验)
2.2软件安装条件
2.2.1 安装所需媒体
●CS3000 软件CD-ROM(1)
●CS3000 电子文档CD-ROM(1)
●CS3000 key-coded 软盘
●CS3000 ID 卡
●WINDOWS XP service pack2
●Excel 2000 安装盘
2.2.2硬件环境
●主机型号:Dell PrecisionTM 390
●处理器:Intel(R) Core(TM)2 E4300,(2.4 1066 FSB/4MB)
●内存: 1GB(2×512)ECC双通道DDR2 667MHz
●主板: Intel 975X Express
●硬盘: 160G Serial ATA (7200RPM) RAID硬盘驱动器
●显卡: 128MB PCLex16 NVIDIA Quadro NVS 285 图形卡
●监视器:17″液晶显示器(Analog & DVI)
●光驱:16X DVD-ROM Serial ATA
●软驱: 1.44M 3.5″
2.2.3软件环境
操作系统为正版Windows? XP Professional SP2(简体中文),应用软件为正版Office2003,横河系统软件为R3.08.50版,HIS0158和HIS0164增加长趋势软件包。
2.3软件安装
2.3.1CS3000系统软件的组成
● CS3000 软件(系统生成功能、操作及监视功能以及其他可选的软件包)
● VLnet 驱动程序
●电子文档
2.3.2软件安装步骤
●安装WindowsXP
●Windows XP设置
1.虚拟内存和控制面板的设置或修改
2.添加网卡
●添加打印机
●安装VLnet 驱动程序
●安装CS3000 软件和电子手册
●Windows XP 组态
1.网络
2.用户名
3.在Windows XP上运行CS3000 系统软件所需的其它信息
2.3.3Windows XP设置项
●计算机名
当在系统中同时存在VLnet和以太网时,计算机在VLnet上的站名必须和在以太网上的站名完全一样。如:一个操作站的名字为HIS0164,则它既是操作站在VLnet上的站名,也是它在以太网上的站名。
●IP地址
IP地址是可以由Vlnet网和以太网唯一识别的计算机地址。
一个站在Vlnet上的地址为:172.16.dd.ss
一个站在以太网上的地址为:172.17.dd.ss
其中dd代表域号,ss代表站号。
2.3.4安装软件的详细步骤(略)
二、各键功能
1、按键功能
过程报警键,当工艺参数达到报警值时会闪烁,点击进入过程报警画面。
系统报警键,当系统出现报警时会闪烁,点击进入系统报警画面。
操作指导,当有操作指导信息时会闪烁,。点击进入操作指导窗口。
消息窗口,当有新消息来时会闪烁,。点击进入消息窗口。
用户登录键,默认三个用户,offuser,onuser,engineer,分别有不同的权限,offuser权限最低,只能监视不能操作。Onuser可以进行一般的操作。engineer权限最高,可以改变一些重要的参数。在操作站重启后要点击此键登录,不然只有最低权限不能操作。
窗口菜单,点击后会出现一下拉菜单,
调用总貌画面。
调用过程报警画面。
操作指导。
调用调节窗口。
调用调整窗口。
打开趋势窗口。
调用流程图。
显示系统状态。
生产报表。
历史报表。
打开图片资料。
激活系统预览。
调出操作菜单。如下所示。
前一窗口。
上一层窗口。
后一窗口。
前一历史画面。
后一历史画面。
按输入的名称调用。(画面,调节器面板等)
调出预设(自定义)菜单。
调出工具菜单窗口,如下所示。
设定窗口能否被别的窗口覆盖。
在此状态时,窗口总在最前面,不消失。
调用系统状态窗口。
显示帮助对话框。
调用过程报警窗口。
调用操作指导窗口。
调出调节窗口。
调出调整窗口。
调出趋势窗口
调用流程图窗口。
生产报表。
历史报表。
前一窗口。
上一层窗口。
后一窗口。
调用总貌画面。
设定动态窗口分组。
删除动态窗口分组。
打开图片。
切换活动窗口。
最大化当前窗口。
还原当前窗口。
导航键。点击出现导航目录树窗口。
按输入的名称调用。(画面,调节器面板等)
最上面与最下面的窗口之间切换。
清屏,关闭除了系统信息窗口之外的所有窗口。
蜂鸣器消音。
2、流程图操作
2.1调出操作步骤:
通过操作键盘用户可以直接调出。.或单击流程图下方自定义按钮。
2.2 流程图显示的通用信息;
a. 可以直观地观察各个控制点的测量值并提供报警信息。
b. 可以通过流程画面对控制点进行操作。
c. 提供模拟流程指导。
d. 可以观察到各个值的情况(设定值、输出值),可以观察到调节阀开的大小
2.3调节器面板
鼠标点击需要显示的点出现如下图:
2.3.1参数调节
鼠标双击需要控制的点出现如下图:
2.5 控制组
在总貌图中选择相应控制组名称,鼠标双击出现如下图:
2.6趋势组
在流程图下方有对应的趋势组按钮,点击后出现下图
2.7 报警显示和报警的处理
报警器显示,点击流程图画面左上角的图标出现如下图并显示报警信息:序号,标记,日期,时间,仪表说明,报警状态,测量值,是否恢复正常。
操作员处理过程报警的步骤:
确认音响报警,按下组合键盘上的报警确认,消除报警音响,或者选中顶部菜单的键,调出当前报警画面,或者根据报警指示灯的指示,调出报警所在的组显示画面,也可以调出流程图画面,有助于认识报警点但不能确认。
据报警信息和实际操作情况对报警原因做出判断,及时采取措施消除报警。
化工生产中DCS控制系统的应用 发表时间:2018-10-08T15:05:26.410Z 来源:《新材料.新装饰》2018年4月下作者:朱文强 [导读] 近些年我国各领域企业都在进行自动化控制系统技术的融入,电厂化工生产企业也不例外,在自动化控制系统中有一种DCS 控制系统 (广西医科大学,广西南宁 530000) 摘要:近些年我国各领域企业都在进行自动化控制系统技术的融入,电厂化工生产企业也不例外,在自动化控制系统中有一种DCS 控制系统,它通过综合应用计算机通讯等技术来对电厂化工生产系统中的设备进行优化控制和保护,DCS 系统在实际应用中具有很多优势,比如可靠性高、具有一定的开发性等。 关键词:化工生产;DCS控制系统;应用 DCS控制系统在电厂化工生产体系中的应用可以为企业带来更高的生产效率和更快的发展步伐,我们要明确DCS控制系统与生产环节相结合的具体方式与优点,才能在工作中更好地运用DCS系统。 1 化工生产系统功能 1.控制系统功能属于可控网络。DCS控制系统是一个可控网络,都是使用化工现场的仪器、设备、工作站与服务器等,这个网络之中包含了三层结构,在分散环境的过程中,能够管理与控制监测过程与监测设备。第一,在整个DCS下层之中包含分散过程控制,对控制对象、生产对象等进行功能控制与数据采集。这一层之中应该采集数据信息,然后把这些信息传达给上层,也就是监控的过程中很集中,这种主要就是包含了闭环调节、执行顺序与采集方式等方面。第二,在DCS系统之中,中间层之中就包含了集中操作监控级,其一般都是面向于操作人员与化工生产控制,该层就是对以前的层进行数据的处理分析,在操作人员面前,就凸显更加清晰的程序。 2.2DCS系统的分层与功能。DCS控制系统具有通信结构,主要有三个层次的区分,主要分成为过程控制层、控制站内部以及信息管理层。信息管理层之中的DCS控制系统使用各种网络与计算机完整组成,此信息管理层能够汇总系统信息与运行参数,同时还能够进行生产调度指令,在企业数据库之中包含各信息。 DCS控制系统实现了一些功能,在化工生产之中,操作站控制站的控制网络与监控网络在这个过程中不可缺少。DCS控制站之中系统对某一流程或者是某个项目之中的I/O服务能方便建立,通过此类型的内容控制与协议对县城的数据可进行采集,采集到的这些信息最终可以变成为图形信息。操作站就是控制与调节生产过程中的参数,控制输入材料之中的流量、产品温度以及设备压力,产品的生产要求与质量完全相匹配,DCS控制系统之中还可以使用其余辅助的设备,对关键设备、关键流程进行监控。该功能对于化工生产过程之中的故障能有效提高处理能力与应对能力,能够让操作人员对于出现故障的位置了解,并且还可提供故障发生的原因。 2 DCS控制系统具有的优越性 DCS控制系统在控制系统方面是有机控制,其组成的部分就是有信息传输、软件控制与硬件设备,通过这个系统对离散环境要集中进行管理与控制,这样在生产方面可以实现最优化,对生产管理就完全可以提高效果,对控制生产的成本可以降低。其主要的控制功能优越性包含如下: 1.控制功能强大。这些硬件设备主要就是借助于控制电路系统与专业数据处理、计算机硬件,DCS控制系统在控制内容与控制方式都能够多种实现,不管控制是多变量优化,还是单回路控制,只需要对这个系统进行程序的选取与调节。 2.DCS控制系统操作简便。在DCS控制系统之中,都可能显示系统状况,系统服务建立是I/O,对控制点方面将数据收集,同时数据、声音、画面的变化都能在操作员站进行显示,于是系统的整个情况就能够更好体现。然后在操作的过程中,调整操作员可以根据这些数据与参数来进行调整,比如温度、压力、流量以及液位参数等。最后如果出现了运行故障,就应该立马报警,其主要可以对自动报警功能创建,对系统的模拟量、开关量不断监控,在报警点、报警显示与报警时间等对系统出现的故障进行判断。DCS控制系统能够简单分析出各种问题,然后就需要使用一些措施,对这样的故障需要杜绝,这样就让损失降到了最低水平。 3化工生产中DCS控制系统的应用 1.液位串级方面的实践应用。在化工生产过程中,前塔液位平温度和后塔进料量等都可以采用DCS控制系统中的串级控制功能来完成,以通过确定控制器的给定值来控制液位的输出值。并且,串级均匀控制系统中设置有副回路,可以有效抵制塔内压力和排出端压力所嗲了的流量变化,从而有效提高整个系统的运行稳定性。因此,在实践过程中,液位串级方面的合理应用,不仅可以大大降低工作人员的工作量,还可以在减少系统过大波动带来的损失的同时,使化工生产水平得到有效提升。 2.反应器反应温度方面的实践应用。在化工生产的正常运行中,反应器的有效控制是影响生产安全的最重要因素,在确保产品质量方面发挥着重要作用。因此,通过不断提高反应器的控制水平,可以使压力得到有效控制,在保证工艺参数温度合理度的同时,还能提高产品的质量。根据化工生产的实际情况可知,想要更好的保证反应温度的平温度,就必须将设备运行过程产生的反应热及时排除,才能避免反应温度过高情况出现。由于进料系统物料、反应器、反应温度三者之间有着直接联系,因此,他们的反应物料的反应器流量情况,可以通过使用椭圆齿轮流量计、质量流量计、流量定质控制仪来进行有效控制,从而确保三者的物料配比处于最佳状态。在实践过程中,采用DCS控制系统来完成上述操作,可以有效提高反应温度的控制准确性,并使反应器始终处于最佳反应状态。如果出现温度不断升高的情况,DCS控制系统可以通过“反应温度程控投入”这个操作对系统的运行温度进行自动操作,并在温度处于合适范围时,通过上述操作自动完成程序切断。由此可见,通过合理应用DCS控制系统,化工生产中反应器的控制可以真正实现全自动化,在对循环水流量、夹套蒸汽等进行科学调整后,反应温度可以平稳的保持在一定数值范围内,与化工生产的相关标准相符,在提高产品质量、生产效率和节能等方面发挥着重要作用。 3.生产过程中联锁控制应用。在化工生产过程中,联锁控制指的是实际作业设施和电脑自动运算的有效结合,以在某种情况下达到联锁条件,则会自动执行某些动作,达到对相关设施进行有效保护的目的,如电动设备的相关动作、调节阀的相关动作等。从联锁控制的应用情况来看,整个操作都是通过计算机来完成的,具有较高可靠性、关联性和精准性等,可以获得智能化、逻辑判断和及时记录等多种应用效果。例如:在液位出现比设定下限还低的情况时,DCS控制系统会自动发出信号,同时电动机会处于运行状态,使控制开关做出相应的动作。由此可见,DCS控制系统中联锁控制的有效应用,可以大大提高化工生产的安全性,使整个作业过程始终处于良好运用状态,对于
和利时d c s介绍
DCS系统概述 一、过程控制系统的发展历程 早期的控制系统往往是一台二次仪表控制一个回路,各回路的仪表相互之间没有关联关系,单个回路的仪表损坏之后并不影响其他回路仪表的正常运行。 第一代过程控制系统(PCS,Pneumatic Control System)是基于气信号的气动仪表控制系统; 第二代过程控制系统(ACS,Analogous Control System)是基于模拟电流信号的电动模拟单元组合式仪表控制系统; 20世纪80年代,微处理机的出现和应用,从而产生了分布式控制系统,即第三代过程控制系统(DCS,Distributed Control System); 20世纪90年代,现场总线技术的出现产生了新的一代过程控制系统,即现场总线控制系统FCS(Fieldbus Control System) 。 DCS即集散型控制系统,又称分布式控制系统(Distributed Control System)。它是指利用计算机技术将所有的二次显示仪表集中在电脑上显示,同时所有的一次表及调节阀等仍然分散安装在生产现场,DCS系统的核心是布置在机柜室的现场控制站,一旦控制站出现出现故障,将会导致灾难性的后果,为了避免这种情况的发生,各DCS生产厂家采用在线冗余(如同机泵的备用泵一样,一台坏了,另一台自动运行,而且是无扰动的切换。在这种切换方式下,我们人根本感觉不到任何变化发生)的技术来解决这一问题。 DCS系统的主要基础是4C技术,即计算机-Computer、控制-Control、通信-Communication和CRT显示技术。
DCS系统通过某种通信网络(如以太网、总线等)将分布在工业现场的现场控制站和操作室(控制中心)的操作员站及工程师站等连接起来,以完成对现场生产设备的分散控制和集中操作管理(工程师站与操作站一样都是普通的计算机,只是因为其内部装有组态软件而已,大多数情况下工程师站也能作为操作站使用)。 下图以一个水位信号调节的例子简单地说明DCS系统在实际生产中的应用过程: 被控对象(过程):工艺生产设备(如反应釜,换热器,汽包、水箱等),从传感器(测量变送单元)到执行器之间。 被控参数:各种工艺参数,如液位,温度,压力等。 测量变送:对被控参数进行测量转换的装置(转换成标准信号)。 调节器:把测定值和设定值进行比较和运算并输出控制信号的装置。 执行器(调节阀):接收调节器来的信号并予以执行的装置。 我们可以把上述过程引申如下:
华中数控系统操作面板按键的用途图1华中世纪星车床数控系统的操作面板 ㈠功能菜单 在显示器的下方有十个功能按键,从“F1”到“F10”(相当于FANUC 系统中的软键),通过这十个功能按键,可完成对系统操作界面中菜单命令的操作,系统操作界面中菜单命令由主菜单和子菜单构成,所有主菜单和子菜单命令都能通过功能按键“F1”~“F10”来进行操作。主菜单分别是:F1为“自动加工”、F2为“程序编辑”、F3为“参数”、F4为“MDI”、F5为“PLC”、F6为“故障诊断”、F7为“设置毛坯大小”、F9为“显示方式”。每一主菜单下分别有若干个子菜单。 ㈡NC键盘 NC键盘用于零件程序的编制、参数输入、MDI 及系统管理操作等,见图4。 图4? NC键盘 1.“Esc”键:按此键可取消当前系统界面中的操作。 2.“Tab”键:按此键可跳转到下一个选项。 3.“SP”键:按此键光标向后移并空一格。 4.“BS”键:按此键光标向前移并删除前面字符。 5.“Upper”键:上档键。按下此键后,上档功能有效,这时可输入“字母”键与“数字”键右上角的小字符。 6.“Enter”键:回车键,按此键可确认当前操作。 7.“Alt”键:替换键,也可与其它字母键可组成快捷键。
谢谢你的观赏 8.“DEL”键:按此键可删除当前字符。 9.“PgDn”键与“PgUp”键:向后翻页与向前翻页。 10.“▲”键、“▼”键、“?”键与“?”键:按这四个键可使光标上、下、左、右移动。 11.“字母”键、“数字”键和“符号”键:按这些键可输入字母、数字以及其他字符,其中一些字符需要配合“Upper”键才能被输入。 ㈢机床控制面板见图5 图5 机床控制面板 1. 方式选择按键。方式选择按键的作用是把数控车床的操作方式进行了分类,在每一种操作方式下,只能进行相应的操作。方式选择按键共有五个,分别是“自动”操作方式、“单段”操作方式、“手动”操作方式、“增量”操作方式和“回零”操作方式。 (1)“自动”操作方式:按此键进入自动运行方式,在自动方式下可进行连续加工工件、模拟校验加工程序、在MDI 模式下运行指令等操作。进入自动方式后在系统主菜单下按“F1”键进入“自动加工”子菜单,再按“F1”选择要运行的程序,然后按一下“循环启动”键自动加工开始。在自动运行过程中按一下“进给保持”键程序暂停运行,进给轴减速停止,再按一下“循环起动”键,程序会继续运行。 (2)“单段”操作方式:在自动运行方式下按此键进入单程序段执行方式,这时按一下“循环启动”键只运行一个程序段。 (3)“手动”操作方式:按此键进入手动操作方式。在手动方式下通过 谢谢你的观赏
DCS 系统包括控制节点、操作节点、通信网络。控制节点包括控制站,通信接口。操作节点包括工程师站,操作员站,服务器站,数据管理站。通信网络包括管理信息网,过程信息网,过程控制网, I/O 总线。 控制站硬件包括机柜,机笼,供电,卡件。机柜包括机笼、交换机、电源模块、端子板、卡件。机笼分为电源机笼和卡件机笼;卡件包括主控卡、数据转发卡、I/O 卡件及端子板。 现场接线箱里面包括接线端子和接线端子排。 DCS 的硬件体系结构 考察DCS 的层次结构,DCS 级和控制管理级是组成DCS 的两个最基本的环节。 过程控制级具体实现了信号的输入、 变换、运算和输出等分散控制功能。在不同的DCS 中,过程控制级的控制装置各不相同,如过程控制单元、现场控制站、过程接口单元等等,但它们的结构形式大致相同,可以统称为现场控制单元FCU 。过程管理级由工程师站、操作员站、管理计算机等组成,完成对过程控制级的集中监视和管理,通常称为操作站。DCS 的硬件和软件,都是按模块化结
构设计的,所以DCS的开发实际上就是将系统提供的各种基本模块按实际的需要组合成为一个系统,这个过程称为系统的组态。 (1)现场控制单元 现场控制单元一般远离控制中心,安装在靠近现场的地方,其高度模块化结构可以根据过程监测和控制的需要配置成由几个监控点到数百个监控点的规模不等的过程控制单元。 现场控制单元的结构是由许多功能分散的插板(或称卡件)按照一定的逻辑或物理顺序安装在插板箱中,各现场控制单元及其与控制管理级之间采用总线连接,以实现信息交互。 现场控制单元的硬件配置需要完成以下内容: 插件的配置根据系统的要求和控制规模配置主机插件(CPU插件)、电源插件、I/O插件、通信插件等硬件设备; 硬件冗余配置对关键设备进行冗余配置是提高DCS可靠性的一个重要手段,DCS通常可以对主机插件、电源插件、通信插件和网络、关键I/O插件都可以实现冗余配置。 硬件安装不同的DCS,对于各种插件在插件箱中的安装,会在逻辑顺序或物理顺序上有相应的规定。另外,现场控制单元通常分为基本型和扩展型两种,所谓基本型就是各种插件安装在一个插件箱中,但更多的时候时需要可扩展的结构形式,即一个现场控制单元还包括若干数字输入/输出扩展单元,相互间采用总线连成一体。 就本质而言,现场控制单元的结构形式和配置要求与模块化PLC的硬件配
DCS、FCS两大控制系统比较及两者的集成 2007年12月12日星期三 19:56 1 引言 过程控制以计算机控制作为主流。近年来,计算机技术的飞速发展正迅速改变着工业自动化的现状,传统的生产过程计算机控制系统已仅仅是一个狭义的概念,现代计算机控制系统的含义已被大大扩展,它不仅包含我们最熟悉的各种自动控制系统、各种顺序逻辑控制系统、各种自动批处理控制系统及联锁保护系统,还包括了各生产工段和各生产车间的优化调度系统,以及整个企业的决策系统和管理系统。本文重点分析作为现代工业顺序逻辑控制的可编程逻辑控制PLC、现代工业主流的集散型控制系统(DCS)和未来工业主流的现场总线控制系统(FCS)及其相互关系。 2 DCS、FCS控制系统的基本要点 目前,在连续型流程生产自动控制(PA)或习惯称之为工业过程控制中,有两大控制系统,即DCS和FCS。它们的各自基本要点如下: 2.1 DCS或TDCS (1)分散控制系统DCS与集散控制系统是集通讯、计算、控制、显示 4C(Communication,Computer,Control,CRT)技术于一身的监控技术。 (2) 从上到下的树状拓扑大系统,其中通信(Communication)是关键。 (3) PID在中继站中,中继站联接计算机与现场仪器仪表与控制装置。 (4) 模拟信号A/D-D/A带微处理的混合。 (5) 一台仪表一对线接到I/O,由控制站挂到局域网LAN。 (6) DCS是控制(工程师站)、操作(操作员站)、现场仪表(现场控制站)的三级结构。 (7) 缺点是成本高,各公司产品不能互换,不能互操作,大DCS系统是各家不同的。 (8) 用于大规模的连续过程控制,如石化等。 (9) 制造商:Bailey(美)、Westinghouse(美)、HITACH(日)、LEEDS&NORTHRMP(美)、Siemens(德)、Foxboro(美)、ABB(瑞士)
FANUC-0i数控系统操作面板和手动操作面板如图所示 (1)MODE SELECT(方式选择开关):选择操作方式的开关,有以下几种方式。 ①编辑(EDIT)编缉方式 ②自动(MEM或AUTO)存储运转方式(或称自动加工) ③MDI MDI手动数据输入方式 ④手动(JOG)手动连续进给方式 ⑤手轮手动连续进给方式 ⑥快速快速进给方式 ⑦回零(REF或ZRN)手动返回参考点方式 ⑧ DNC 联机通信、计算机直接加工控制方式 ⑨示教示教方式 操作步骤: 1.手动回参考点 手动回机床原点(参考点):将手动操作面板上的操作方式( MODE ) 开关置“REF.RETURN (回零)”档位,先将手动轴选择为Z轴,再按下“+”移动方向键,则Z轴将向参考点方向移动,一直至回零指示灯亮。然后分别选择Y、X轴进行同样的操作。 2.工作台的手动调整 工作台拖板的手动调整是采用方向按键通过产生触发脉冲的形式或使用手轮通过产生手摇脉冲的方式来实施的。和手柄的粗调、微调一样,其手动调整也有两种方式。 (1)粗调:置操作方式开关为“JOG(手动连续进给)”方式档。先选择要移动的轴,再按轴移动方向按钮,则刀具主轴相对于工作台向相应的方向连续移动,移动速度受“JOG FEEDRA TE”(快速倍率)旋钮的控制,移动距离受按压轴方向选择钮的时间的控制,即按即动,即松即停。采用该方式无法进行精确的尺寸调整,当移动量大时可采用此方法。(2)微调:本机床系统的微调需使用手轮来操作。将方式开关置为“手轮”方式档。再在手轮中选择移动轴和进给增量,按“逆正顺负”方向旋动手轮手柄,则刀具主轴相对于工作台向相应的方向移动,移动距离视进给增量档值和手轮刻度而定,手轮旋转360o,相当于100个刻度的对应值。
合同编号: 20031112-J01 xxxx石化15万吨/年气分 JX-300X DCS控制系统 DCS操作规程 编制:俞聚森 审核:张竹南 xxxxxx技术有限公司 2003年11月
说明 本规程根据xxxx120万吨/年常减压及15万吨/年气分项目JX-300X DCS 集散控制系统所作。 本规程所指的硬件系统是由xxxxxx技术有限公司供货的JX-300X集散控制系统硬件部分及与相关控制有关的其它厂商供货的设备。(相关硬件参见相应技术资料) 本规程所涉及的软件是由xxxxxx技术有限公司提供的全套软件和相关组态文件。(相关内容参见相应的技术资料)
一、总体说明: 1、系统硬件 本套系统由六个操作站、四个控制站及一个工程师站构成。 本规程所涉及的操作均在操作站上实现,具体的硬件构成参见相关技术资料。 2、系统软件 系统软件由ADVANTROL和组态文件构成。 系统的所有操作均在Advantrol软件下实现,具体的Advantrol操作参见相关技术手册。 3、注意事项 1)系统的开启与停止、操作人员口令等系统维护工作由专职人员完成,未经授权人员 不得进行此操作。 2)操作站计算机、键盘和鼠标为专用设备,严禁挪用。特别注意:为保证系统正常运 行,不许在操作站计算机上运行任何其它非本公司系统所提供的软件,否则将可能造成严重后果。 3)系统供电用的UPS为DCS系统专用设备,只能用于系统的各操作站和控制站供电, 不能用于其它用途。 4)本系统对操作人员规定了四种权限,规定如下: 观察:只能观察数据,不能作任何修改和操作。 操作员:可以更改阀位输出(软手动)和设定值等有限的数据。本权限适用于合格的DCS操作人员。 工程师:可以修改控制系统的P、I、D参数和其它一些数据,可以下载系统文件;可以退出系统。本权限适用于系统运行维护人员。 特权:可以对系统进行维护,增加减少操作人员;改变操作人员权限和修改其口令;以及其它一些系统特殊功能。本权限适用于DCS系统维护人员。 二、本规程提及的术语 注意:表示涉及的事物或操作可能引起不可预测的危险后果。 警告:表示涉及的事物或操作能引起可预见的系统运行故障。 危险:表示涉及的事物或操作将引起系统停运,甚至设备损坏及人身伤害。三、操作员操作指导: 操作员职责: 1)监视DCS系统运行,预防可能产生的危险。 2)随时干预系统运行,确保安全、正常生产。 3)系统授权运行参数的更改。
化工装置DCS控制系统管理 规定(新版) Safety management refers to ensuring the smooth and effective progress of social and economic activities and production on the premise of ensuring social and personal safety. ( 安全管理) 单位:_______________________ 部门:_______________________ 日期:_______________________ 本文档文字可以自由修改
化工装置DCS控制系统管理规定(新版) 1.总则 1.1.为了提高公司生产过程控制计算机系统(以下简称“控制系统”)的管理水平,确保生产装置实现安、稳、长、满、优运行,制定本规定。 1.2.生产过程控制计算机是自动化控制系统的重要组成部分,是生产装置自动控制的核心。包括以微处理器为核心构成的分散型控制系统(DCS)、紧急停车系统(ESD)、可编程序控制器(PLC)、工业控制用计算机系统(IPC)、数据采集系统(SCADA)、先进控制(APC)及优化控制用上位计算机等。 2.机构与职责
2.1.公司各部设备管理为公司控制系统的主管部门,主要履行下列职责: 2.1.1.负责制定公司控制系统管理规定; 2.1.2.审定公司控制系统更新、系统硬件及软件大修计划及方案; 2.1. 3.检查考核控制系统的管理运行状况。 2.1.4.结合本单位实际,制定控制系统的点检标准及运行考核办法; 2.1.5.负责本单位控制系统的运行考核。 2.1.6.负责控制系统日常维护、检修、运行管理工作; 2.1.7.设立专门技术人员、维护人员负责本单位控制系统的日常点检、维护保养、检修等工作。 3.控制系统的前期管理 3.1.控制系统的前期管理是指规划、设计、选型、购置、安装、投运阶段的全部管理工作,是全过程管理的重要部分。为使寿命周期费用最经济、综合效率最高,必须重视前期管理工作。
计算机过程控制系统(DCS)课程实验指导书实验一、单容水箱液位PID整定实验 一、实验目的 1、通过实验熟悉单回路反馈控制系统的组成和工作原理。 2、分析分别用P、PI和PID调节时的过程图形曲线。 3、定性地研究P、PI和PID调节器的参数对系统性能的影响。 二、实验设备 AE2000A型过程控制实验装置、JX-300X DCS控制系统、万用表、上位机软件、计算机、RS232-485转换器1只、串口线1根、网线1根、24芯通讯电缆1根。 三、实验原理 图2-15为单回路水箱液位控制系统 单回路调节系统一般指在一个调节对象上用一个调节器来保持一个参数的恒定,而调节器只接受一个测量信号,其输出也只控制一个执行机构。本系统所要保持的参数是液位的给定高度,即控制的任务是控制水箱液位等于给定值所要求的高度。根据控制框图,这是一个闭环反馈单回路液位控制,采用SUPCON JX-300X DCS控制。当调节方案确定之后,接下来就是整定调节器的参数,一个单回路系统设计安装就绪之后,控制质量的好坏与控制器参数选择有着很大的关系。合适的控制参数,可以带来满意的控制效果。反之,控制器参数选择得不合适,则会使控制质量变坏,达不到预期效果。一个控制系统设计好以后,系统的投运和参数整定是十分重要的工作。 一般言之,用比例(P)调节器的系统是一个有差系统,比例度δ的大小不仅会影响到余差的大小,而且也与系统的动态性能密切相关。比例积分(PI)调节器,由于积分的作用,不仅能实现系统无余差,而且只要参数δ,Ti调节合理,也能使系统具有良好的动态性能。比例积分微分(PID)调节器是在PI调节器的基础上再引入微分D的作用,从而使系统既无余差存在,又能改善系统的动态性能(快速性、稳定性等)。但是,并不是所有单回路控制系统在加入微分作用后都能改善系统品质,对于容量滞后不大,微分作用的效果并不明显,而对噪声敏感的流量系统,加入微分作用后,反而使流量品质变坏。对于我们的实验系统,在单位阶跃作用下,P、PI、PID调节系统的阶跃响应分别如图2-16中的曲线①、②、③所示。 图2-16 P、PI和PID调节的阶跃响应曲线
;k;lm/n 部分面板按键功能说 明(FANUC) 一、FANUC0系统MDI面板 : FANUC0系统MDI面板各键功能说明表 键名称功能说明 RESET 复位键按下此键,复位CNC系统,包括取消报警、主轴故障复位、中途 退出自动操作循环与输入、输出过程等。 OUTPT START 输出启动键按下此键,CNC开始输出内存中的参数或程序到外部设备。 地址与数字键按下这些键,输入字母、数字与其它字符。 INPUT 输入键除程序编辑方式以外的情况,当面板上按下一个字母或数字键以 后,必须按下此键才能输入到CNC内。另外,与外部设备通信时, 按下此键,才能启动输入设备,开始输入数据到CNC内。CURSOR 光标移动键用于在CRT页面上,移动当前光标。 PAGE 页面变换键用于CRT屏幕选择不同的页面。 POS 页 面 切 换 键位置显示键在CRT上显示机床当前的坐标位置。 PRGRM 程序键在编辑方式,编辑与显示在内存中的程序。 在MDI方式,输入与显示MDI数据。MENU OF SET 参数设置键刀具偏置数值与宏程序变量的显示的设定。 DGNOS PRGRM 自诊断的参数键设定与显示参数表及自诊表的内容*
OPRALARM 报警号显示键按此键显示报警号* AUXGRAPH 辅助图形图形显示功能,用于显示加工轨迹。 ALTER 编 辑 键 替代键用输入域内的数据替代光标所在的数据。 DELET 删除键删除光标所在的数据。 INSRT 插入键将输入域之中的数据插入到当前光标之后的位置上。CAN 取消键取消输入域内的数据。 EOB 回车换行键结束一行程序的输入并且换行。 *表示尚未开发的功能键 二、FANUC0系统车床标准面板 FANUC0系统车床标准面板功能说明表 按钮名称功能说明MODE(模式选择旋 钮) EDIT 编辑模式用于直接通过操作面板输入数控 程序与编辑程序。 AUTO 自动模式进入自动加工模式。 REF 回零模式机床回零;机床必须首先执行回 零操作,然后才可以运行。 MDI MDI模式单程序段执行模式。 STEP/HANDLE 单步/手轮方式手动方式,STEP就是点 动;HANDLE就是手轮移动。 JOG 手动方式手动方式,连续移动。 DRY RUN 空运行模式按照机床默认的参数执行程序 DNC DNC模式从计算机读取一个数控程序。运行控制按钮START 循环启动程序运行开始;模式选择旋钮在 “AUTO”或“MDI”位置时按 下有效,其余模式下使用无效。 HODE 进给保持程序运行暂停,在程序运行过程 中,按下此按钮运行暂停。按 “START”恢复运行。
DCS操作工艺 1、严格执行本岗位操作规程,安全技术规程和各项规章制度。服从班组长领导及工作安排,负责本岗位的工作安排及DCS操作所有指挥工作。 2、积极参加安全卫生活动,学习安全卫生技术知识,认真学习、严格遵守公司和车间有关安全生产、工业卫生、员工手册等方面的规章制度。 3、认真学习本岗位及相关岗位业务知识,掌握DCS操作要领,不断提高自身操作水平,确保安全生产。 4、严格执行工艺指标,精心操作,及时优化调节工艺参数,认真如实做好原始记录。时刻监视DCS系统的运行,预防可能产生的危险。随时干预系统运行,确保安全、正常生产。准确分析、判断和处理生产过程中的异常情况,并做好记录,出现异常情况及时解决并上报班组长,不能解决的要上报班组长、生产调度直至车间主任等有关领导。 5、根据生产情况,听从调度指挥,积极配合做好系统生产调节工作。 6、操作人员不得随意离开工作岗位,无关人员不得操作。 7、操作人员非特殊情况下严禁退出实时监控画面,擅自修改参数(系统授权运行参数的更改除外),随意删除报警,趋势信息;发现故障,及时确认,并联系相关部门处理。 8、操作人员严禁修改计算机系统的配制,严禁任意增、删、移动或拷贝硬盘上的文件和资料,禁止插装可移动磁盘或外设。 9、严禁在操作站、控制站柜的插线板上擅自连接其它与控制无关的用电设备。严禁在操作站计算机上运行任何其他非本公司系统所提供的软件,否则将可能造成严重的后果。10、认真执行交接班制度,接班前必须认真检查本岗位的设备和安全设施是否齐全完好,生产系统是否稳定。认真维护保养设备,发现缺陷及时消除,并做好记录,保持作业场所清洁。 11、正确使用、妥善保管各种劳动用品、器具和防护器材、消防器材。
DCS 操作资料 前言 所谓集散控制系统(即DCS,英文名称为Distributed Control System),其含义是利用微处理机或微型计算机技术对生产过程进行集中管理和分散控制的系统,是一种新型的过程控制系统。这个系统以多台微型计算机分散应用与过程控制全部信息通过通信网络由上位计算机监控,实现最佳化控制;通过CRT装置,通信总线键盘,打印机等装置又能高度集中地操作、显示和报警。整个装置继承了常规模拟仪表控制系统和计算机集中控制系统的优点,并且克服了单微机控制系统危险性高度集中以及常规仪表控制功能单一,人/机联系差的缺点,可以方便地用于工业装置的生产控制和经营管理。 本《操作规程》是针对《某化工厂磷酸装置CENTUM CS3000 DCS控制系统》所做的,主要介绍了DCS系统使用方法,就正确使用该DCS系统向操作人员提供了指导性意见。 本规程所涉及的操作均在操作站上实现。系统的开启与停止、操作人员口令等系统维护工作由专职人员完成,未经授权人员不得进行此操作。操作站计算机、键盘和鼠标为专用设备,严禁挪用。特别注意:为保证系统正常运行,不允许在操作站计算机上安装运行其它与该系统无关的软件,否则将可能造成严重后果。
网络 CENTUM CS 3000 可以连到V net 或以太网。 图1-6 CENTUM CS3000的网络连接图 1. V网(V-net) V net 是可以连接象FCS、HIS、BCV 和CGW 站的10Mbps 实时控制总线,它可以双冗余的,有两种类型的电缆: (1)YCB111 电缆:连接除了HIS 以外的站,最大距离500m (2) YCB141 电缆:连接HIS ,最大距离185m,YCB111 电缆和YCB141 电缆可以由电缆转换器单元或总线转发器连接,当这两种电缆混合使用,最大长度按如下计算: YCB141 电缆长度+YCB111 电缆长度×0.4≤185m
DCS控制系统详解(化工厂) 提起DCS系统,化工人都不陌生,因为它是化工厂的大脑,会根据采集现场仪表(温度、压力、流量、液位等)信号作出判断,让输出的信号对管道的阀门进行控制 由于DCS涉及的知识面很广,所以今天只介绍基本结构和原理部分,希望能为工厂中相关操作人员以及初学者提供参考。 01基本结构 DCS是Distributed Control System的缩写,直译为“分布式控制系统”。由于产品生产厂家众多,系统设计不尽相同,功能和特点也各不相同。 国内在翻译时,也有不同的称呼: 分散控制系统(简称DCS) 集散控制系统(简称TDCS或TDC) 分布式计算机控制系统(简称DCCS) 02系统组成 三站一线:工程师站、操作员站、现场控制站、系统网络 1、工程师站 对DCS进行离线的配置、组态工作和在线的系统监督、控制、维护的网络接点。 主要功能:提供对DCS进行组态,配置工作的工具软件,并在DCS在线运行时实时监视DCS网络上各个节点的运行情况,使系统工程师可以通过工程师站及时调整系统配置及一些系统参数的设定,使DCS随时处在最佳工作状态之下。 2、操作员站 处理一切与运行操作有关的人机界面(HIS,Human Interface Station,或OI,Operator Interface,或MMI,Man Machine Interface)功能的网络节点。 主要功能:为系统的运行操作人员提供人机界面,使操作员可以通过操作员站及时了解现场运行状态、各种运行参数的当前值、是否有异常情况发生等,并可通过输入设备对工艺过程进行控制和调节,以保证生产过程的安全、可靠、高效。
数控车床编程和操作 实训指导书 实训一数控车床程序编辑及基本操作实验 一. 实训目的: 1.了解数控车削的安全操作规程 2.掌握数控车床的基本操作及步骤 3.对操作者的有关要求 4.掌握数控车削加工中的基本操作技能 5.培养良好的职业道德 二. 实训内容: 1.安全技术(课堂讲述) 2.熟悉数控车床的操作面板与控制面板(现场演示) 3. 熟悉数控车床的基本操作 ①数控车床的启动和停止:启动和停止的过程 ②数控车床的手动操作:手动操作回参考点、手动连续进给、增量进给、手轮进给 ③数控车床的MDI运行:MDI的运行步骤 ④数控车床的程序和管理 ⑤加工程序的输入练习 三. 实训设备: CK6132数控车床 5台 四. 实训步骤: (一)熟悉机床操作面板 图3.1-1 GSK980T面板 1.方式选择
EDIT: 用于直接通过操作面板输入数控程序和编辑程序。 AUTO:进入自动加工模式。MDI:手动数据输入。 REF:回参考点。HNDL:手摇脉冲方式。 JOG:手动方式,手动连续移动台面或者刀具。 置光标于按钮上,点击鼠标左键,选择模式。 2.数控程序运行控制开关 单程序段机床锁住辅助功能锁定空运行 程序回零手轮X轴选择手轮Z轴选择 3.机床主轴手动控制开关 手动开机床主轴正转手动关机床主轴手动开机床主轴反转 4.辅助功能按钮 润滑液换刀具 5.手轮进给量控制按钮 选择手动台面时每一步的距离:0.001毫米、0.01毫米、0.1毫米、1毫米。置光标于旋钮上,点击鼠标左键选择。 6.程序运行控制开关 循环停止循环启动 MST选择停止 7.系统控制开关 NC启动 NC停止 8.手动移动机床台面按钮
本文导语 说到DCS的操作,不少化工人都关心应该从哪儿学起?实际应用中应该注意哪些问题?其实,DCS是现场施工的平面体现,真正要学还是应从现场学起,然后和DCS 的操作界面对应起来。 首先要有扎实的理论基础知识,然后才能结合DCS的操作方案来很好地调整或控制现场。 比如:理解反应时,针对不同的反应,理解温度、压力、流量、组分含量、分布等对反应的影响,多个控制手段,分清主次,弄清各个参数对反应影响的大小,如何调到最优等。 经验人士说,熟读DCS操作手册是第一步,因为这些是经验总结,而后根据实际操作慢慢理解消化。 小7接着上次DCS的介绍,今天来说DCS系统的操作方法。本文列举的是河南某化工公司离子膜烧碱项目的DCS操作说明。 一、总体说明 1.系统软件 本规程所涉及的操作均在操作站上实现,系统软件由ADVANTROLPRO 2.50和组态文件构成。 系统的所有操作均在Advantrol软件下实现。 2.本规程提及的术语 1)注意:表示涉及的事物或操作可能引起不可预测的危险后果。 2)警告:表示涉及的事物或操作能引起可预见的系统运行故障。 3)危险:表示涉及的事物或操作将引起系统停运,甚至设备损坏及人身伤害。 3.操作员操作职责 1)监视DCS系统运行,预防可能产生的危险。 2)随时干预系统运行,确保安全、正常生产。 3)系统授权运行参数的更改。 4.系统异常情况处理 1)DCS操作界面数据不刷新(正常情况数据每秒刷新一次),手自动切换无法操作等情况,应联系DCS 维护人员进行维护,同时立即到现场操作。 2)出现变送器故障,自动控制过程应立即切回手动。 3)出现阀门执行机构,回路输出卡件等故障现象,应改为现场操作。 4)出现DCS系统回路输入卡件故障时应把相应控制回路切回手动,并更换故障卡件,检查确认故障消除后方可再次投入自动。
集散控制系统DCS简介 DCS是以微型计算机为基础,将分散型控制装置,通信系统,集中操作与信息管理系统综合在一起的新型过程控制系统。 它是一个由过程控制级和过程监控级组成的以通信网络为纽带的多级计算机系统,综合了计算机(Computer)、通讯(Communication)、显示(CRT)和控制(Control)等4C技术,其基本思想是分散控制、集中操作、分级管理、配置灵活、组态方便。采用了多层分级的结构,适用现代化生产的控制与管理需求,目前已成为工业过程控制的主流系统。 集散控制系统把计算机、仪表和电控技术融合在一起,结合相应的软件,可以实现数据自动采集、处理、工艺画面显示、参数超限报警、设备故障报警和报表打印等功能,并对主要工艺参数形成了历史趋势记录,随时查看,并设置了安全操作级别,既方便了管理,又使系统运行更加安全可靠。其特点有: 1、基于现场总线思想的I/O总线技术 2、先进的冗余技术、带电插拔技术po 3、完备的I/O信号处理 4、基于客户/服务器应用结构 5、WindowsNT平台,以太网,TCP/IP协议 6、OPC服务器提供互连 7、Web浏览器风格,ActiveX控件支持 8、ODBC,OLE技术,实现信息,资源共享 9、高性能的过程控制单元。 10、支持标准现场总线 11、Internet/Intranet应用支持 (1)高可靠性 由于DCS将系统控制功能分散在各台计算机上实现,系统结构采用容错设计,因此某一台计算机出现的故障不会导致系统其它功能的丧失。此外,由于系统中各台计算机所承担的任务比较单一,可以针对需要实现的功能采用具有特定结构
和软件的专用计算机,从而使系统中每台计算机的可靠性也得到提高。 (2)开放性DCS采用开放式、标准化、模块化和系列化设计,系统中各台计算机采用局域网方式通信,实现信息传输,当需要改变或扩充系统功能时,可将新增计算机方便地连入系统通信网络或从网络中卸下,几乎不影响系统其他计算机的工作。 (3)灵活性 通过组态软件根据不同的流程应用对象进行软硬件组态,即确定测量与控制信号及相互间连接关系、从控制算法库选择适用的控制规律以及从图形库调用基本图形组成所需的各种监控和报警画面,从而方便地构成所需的控制系统。 (4)易于维护 功能单一的小型或微型专用计算机,具有维护简单、方便的特点,当某一局部或某个计算机出现故障时,可以在不影响整个系统运行的情况下在线更换,迅速排除故障。 (5)协调性 各工作站之间通过通信网络传送各种数据,整个系统信息共享,协调工作,以完成控制系统的总体功能和优化处理。 (6)控制功能齐全 控制算法丰富,集连续控制、顺序控制和批处理控制于一体,可实现串级、前馈、解耦、自适应和预测控制等先进控制,并可方便地加入所需的特殊控制算法。DCS的构成方式十分灵活,可由专用的管理计算机站、操作员站、工程师站、记录站、现场控制站和数据采集站等组成,也可由通用的服务器、工业控制计算机和可编程控制器构成。 处于底层的过程控制级一般由分散的现场控制站、数据采集站等就地实现数据采集和控制,并通过数据通信网络传送到生产监控级计算机。生产监控级对来自过程控制级的数据进行集中操作管理,如各种优化计算、统计报表、故障诊断、显示报警等。随着计算机技术的发展,DCS可以按照需要与更高性能的计算机设备通过网络连接来实现更高级的集中管理功能,如计划调度、仓储管理、能源管理等。
DCS的特点和优点 1. 分散性和集中性 2. 自治性和协调性 3. 灵活性和扩展性 4. 先进性和继承性 5. 可靠性和适应性 6. 友好性和新颖性 DCS结构体现的思想 无论从何角度去认识分散控制系统的结构,它所体现的是控制分散、功能分散、负荷分散、危险分散、监视集中、操作集中、综合管理集中的思想。 DCS重要设备冗余结构 同步运转方式:让两台或两台以上的装置以相同的方式同步运转,输入相同的信号,进行相同的处理,然后对输出进行比较,如果输出保持一致则系统是正常运行的。双重冗余、“三中取二” 应用于可靠性要求极高的场合。待机运转方式:采用N台同类设备,采用一台后备设备,平时后备设备处于准备状态,一旦N 台设备中某一台设备发生故障,能启动后备设备使其运转。1:1备用系统、N:1备用系统。后退运转方式:当其中一台设备损坏时,其余设备放弃部分不重要的功能,以此来完成损害设备的功能。多级操作方式。纵向冗余的方法 常见的通信介质 双绞线、同轴电缆、光缆 反馈重发纠错方式(ARQ) 在发送端,首先要对所发送的数据进行某种运算,产生能检测错误的帧校验序列,然后把校验序列与数据一起发往对方。在接收端,根据事先约定的编码运算规则及校验序列,检查数据在传输过程中是否有出错,并通过反馈信道把判决结果发回发送端。发送端收到反馈信号若标明传送有错,则发送端重发数据,直到接收端返回信号标明接收正确为止。 ISO/OSI通信功能分为七层 从下至上分别为物理层、链路层、网络层、传送层、会话层、表示层及应用层。 TDC-3000系统基本组成 LCN网络及其模件、UCN网络及其管理站、TDC-3000 BASIC 的DHW通信通道及其设备 JX-300X的通信系统的组成 控制站(CS)、操作站(OS)、工程师站(ES)、通信接口单元(CIU)、多功能站(MFS)、过程控制网(SCnet Ⅱ)
FANUC Oi B数控系统操作面板说明 您现在的位置: FANUC Oi B数控系统操作面板说明 一、机床操作面板结构及功能说明 机床操作面板由大小两块组成,小面板上安装有主轴负载表及控制器电源通断按钮,大操作面板位于操作下部,装有各种按钮,指示灯及操作部件,以下主要对人操作面板进行说明。 二、操作面板说明 1.CYCLE START 程序执行启动按钮(带灯) 自动操作方式时,选择所要执行的程序,按下此按钮自动操作开始,执行自动操作执行期间,按钮内指示灯点亮。 2.FEED HOLD进给保持按钮(带灯) 自动执行程序期间,按下此按钮,机床运动轴即减速停止。 3.MODE SELECT方式选择开关,选择机床的工作方式 1)EDIT:编辑方式 2)AUTO:自动方式 3)MDI:手动数据输入方式 4)JOG:点动进给方式 5)HANDLE:手摇脉冲发生器进给方式 6)RAPID:手动快速进给方式 ?)ZRN:手动返回机床参考零点方式 8)DNC:DNC工作方式 9)TEACH.H:手轮示教方式 4,FEEDRATE OVERRIDE进给速率修调开关 以给定的F指令进给时,可在0—150%的范围内修改进给率。JOG方式时,亦可用其改变JOG速率。 5.BDT程序段跳步功能按钮(带灯) 自动操作时此按钮接通,程序中有“\”的程序段将不执行。 6.SBK单程序段执行按钮(带灯) 自动操作执行程序时,每按一下CYCLESTART按钮,只执行一个程序段。 7.DRN空运行功能按钮(带灯) 自动或MDI方式时,此按钮接通,机床按空运行方式执行程序。 8.Z AXIS LOCK Z轴锁定功能按钮(带灯) 自动执行程序时,此按钮接通,可禁止Z轴方向的移动 9. MLK机床锁定按钮(带灯) 自动,MDI或JOG操作时,此按钮接通,即禁止所有轴向运动已(进给的轴将减速停止)但位置显示仍将更新M,S,T功能不受影响。 10. OPS程序段选择停功能按钮(带灯)