加工中心点检(日检)卡
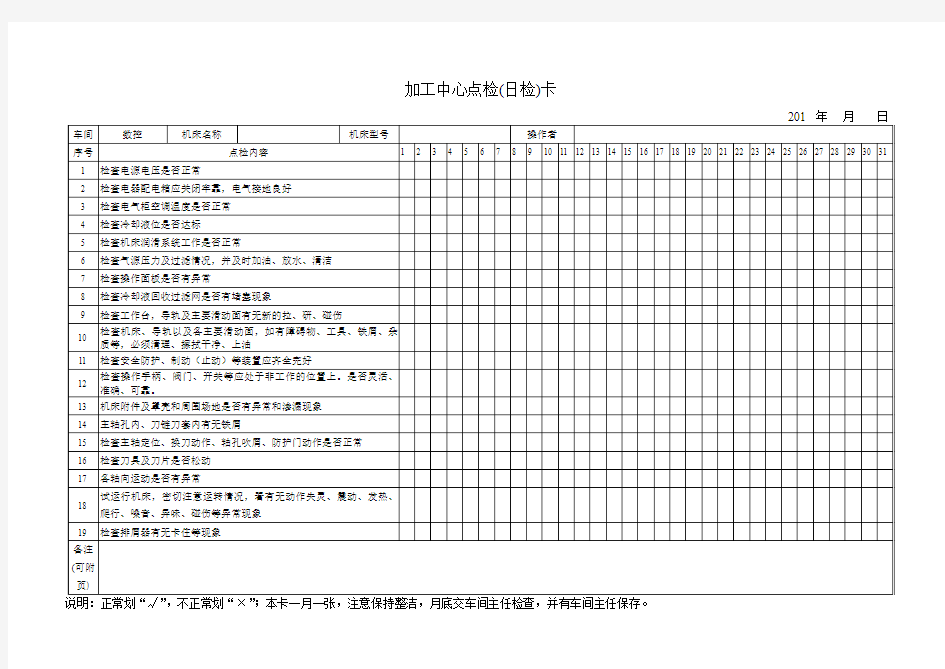
说明:正常划“√”,不正常划“×”;本卡一月一张,注意保持整洁,月底交车间主任检查,并有车间主任保存。
数控铣床维护和保养 版本号:00 一、安全操作: 1.数控铣床是一种精密的设备,所以对数控铣床的操作必须做到三定(定人、定机、定岗); 2.操作者必须经过专业培训并且能熟练操作,非专业人员勿动; 3.在操作前必须确认一切正常后,再装夹工件。 二、日常维护和保养: 1.操作者在每班加工结束后,应清扫干净散落于工作台、导轨等处的切屑、油垢;在工作 结束前,应将各伺服轴回归原点后停机; 2.检查确认各润滑油箱的油量是否符合要求。各手动加油点、按规定加油; 3.注意观察机器导轨与丝杠表面有无润滑油,使之保持润滑良好; 4.检查确认液压夹具运转情况,主轴运转情况; 5.工作中随时观察积屑情况,切削液系统工作是否正常,有积屑严重应停机清理; 6.如果离开机器时间较长要关闭电源,以防非专业者操作。 三、每周的维护和保养: 1.每周要对机器进行全面的清理。各导轨面和滑动面及各丝杆加注润滑油; 2.检查和调整皮带、压板及镶条松紧适宜; 3.检查并扭紧滑块固定螺丝、走刀传动机构、手轮、工作台支架螺丝、顶丝; 4.检查滤油器是否干净,若较脏,必须洗净; 5.检查各电气柜过滤网,清洗粘附的尘土。 四、月与季度的维修保养: 1.检查各润滑油管要畅通无阻、油窗明亮,并检查油箱内有无沉淀物; 2.清扫机床内部切屑、油垢; 3.各润滑点加油; 4.检查所有传动部分有无松动,检查齿轮与齿条啮合的情况,必要时作以调整或更换; 5.检查强电柜及操作平台,各紧固螺钉是否松动,用吸尘器或吹风机清理柜内灰尘。检查 接线头是否松动(详见电气说明书); 6.检查所有按钮和选择开关的性能,各接触点良好,不漏电,损坏的更换。 五、每年的维修保养: 1.检查滚珠丝杠,洗丝杠上的旧润滑脂,换新润滑脂; 2.更换X,Z 轴进给部分的轴承润滑脂,更换时,一定要把轴承清洗干净; 3.清洗各类阀、过滤器,清洗油箱底,按规定换油; 4.主轴润滑箱清洗,更换润滑油; 5.检查电机换向器表面,去除毛刺,吹净碳粉,磨损过多碳刷及时更换; 6.调整电动机传动带松紧; 7.清洗离合器片,清洗冷却箱并更换冷却液,更换冷却油泵过滤器。
数控铣床维护和保养Revised on November 25, 2020
数控铣床维护和保养 版本号:00 一、安全操作: 1.数控铣床是一种精密的设备,所以对数控铣床的操作必须做到三定(定 人、定机、定岗); 2.操作者必须经过专业培训并且能熟练操作,非专业人员勿动; 3.在操作前必须确认一切正常后,再装夹工件。 二、日常维护和保养: 1.操作者在每班加工结束后,应清扫干净散落于工作台、导轨等处的切屑、 油垢;在工作结束前,应将各伺服轴回归原点后停机; 2.检查确认各润滑油箱的油量是否符合要求。各手动加油点、按规定加油; 3.注意观察机器导轨与丝杠表面有无润滑油,使之保持润滑良好; 4.检查确认液压夹具运转情况,主轴运转情况; 5.工作中随时观察积屑情况,切削液系统工作是否正常,有积屑严重应停机 清理; 6.如果离开机器时间较长要关闭电源,以防非专业者操作。 三、每周的维护和保养: 1.每周要对机器进行全面的清理。各导轨面和滑动面及各丝杆加注润滑油; 2.检查和调整皮带、压板及镶条松紧适宜; 3.检查并扭紧滑块固定螺丝、走刀传动机构、手轮、工作台支架螺丝、顶 丝; 4.检查滤油器是否干净,若较脏,必须洗净; 5.检查各电气柜过滤网,清洗粘附的尘土。 四、月与季度的维修保养: 1.检查各润滑油管要畅通无阻、油窗明亮,并检查油箱内有无沉淀物; 2.清扫机床内部切屑、油垢; 3.各润滑点加油; 4.检查所有传动部分有无松动,检查齿轮与齿条啮合的情况,必要时作以调 整或更换; 5.检查强电柜及操作平台,各紧固螺钉是否松动,用吸尘器或吹风机清理柜 内灰尘。检查接线头是否松动(详见电气说明书); 6.检查所有按钮和选择开关的性能,各接触点良好,不漏电,损坏的更换。 五、每年的维修保养: 1.检查滚珠丝杠,洗丝杠上的旧润滑脂,换新润滑脂; 2.更换X,Z 轴进给部分的轴承润滑脂,更换时,一定要把轴承清洗干净; 3.清洗各类阀、过滤器,清洗油箱底,按规定换油;
数控加工中心的日常保养及维护示范文本 In The Actual Work Production Management, In Order To Ensure The Smooth Progress Of The Process, And Consider The Relationship Between Each Link, The Specific Requirements Of Each Link To Achieve Risk Control And Planning 某某管理中心 XX年XX月
数控加工中心的日常保养及维护示范文 本 使用指引:此操作规程资料应用在实际工作生产管理中为了保障过程顺利推进,同时考虑各个环节之间的关系,每个环节实现的具体要求而进行的风险控制与规划,并将危害降低到最小,文档经过下载可进行自定义修改,请根据实际需求进行调整与使用。 数控加工中心的设备均是高精度自动化的,而且价格 比较昂贵,如何在长期使用中,保证设备的质量与安全, 一直是数控加工中心管理人员关心的问题。本文主要概述 数控加工中心的一些情况以及重点讲述以延长设备使用寿 命为目的的数控加工中心日常的保养和维护工作。 近些年来,科学和经济都得到了飞快地发展,机械制 造随着社会的发展变得越来越精确,人们的生活得到很大 地提高的同时,对于事物提出了越来越高的要求,数控设 备应运而生。数控加工中心及机械加工、计算机、自动控 制、多种类型为一体的综合体,因此讲解数控加工中心的 日常保养维护是十分必要的。
数控加工中心概述 柳州五菱柳机动力有限公司(简称五菱柳机),是我国最大的微车发动机生产基地,具备国内一流的发动机设计、开发、制造、服务水平,为国家大型二类企业,中国机械工业企业500强之一,目前一直致力于成为国际先进、国内一流的发动机生产基地,为推动中国汽车产业的发展做出了巨大贡献。 目前我公司的数控加工中心主要由数控装置、伺服驱动装置、测量反馈装置和机床本体四个部分组成,加工中心主要是采用数字信号来控制零件的加工生产零件或设备。 数控加工中心的核心系统是数控装置,由硬件和软件来组成。工作流程如:首先先是数控装置接受机床输入的控制信号代码,然后装置经过输入、寄存及存储等将指令变为对伺服驱动系统的控制。
数控加工中心的日常保养及维 护(2021) Safety management is an important part of enterprise production management. The object is the state management and control of all people, objects and environments in production. ( 安全管理 ) 单位:______________________ 姓名:______________________ 日期:______________________ 编号:AQ-SN-0478
数控加工中心的日常保养及维护(2021) 数控加工中心的设备均是高精度自动化的,而且价格比较昂贵,如何在长期使用中,保证设备的质量与安全,一直是数控加工中心管理人员关心的问题。本文主要概述数控加工中心的一些情况以及重点讲述以延长设备使用寿命为目的的数控加工中心日常的保养和维护工作。 近些年来,科学和经济都得到了飞快地发展,机械制造随着社会的发展变得越来越精确,人们的生活得到很大地提高的同时,对于事物提出了越来越高的要求,数控设备应运而生。数控加工中心及机械加工、计算机、自动控制、多种类型为一体的综合体,因此讲解数控加工中心的日常保养维护是十分必要的。 数控加工中心概述
柳州五菱柳机动力有限公司(简称五菱柳机),是我国最大的微车发动机生产基地,具备国内一流的发动机设计、开发、制造、服务水平,为国家大型二类企业,中国机械工业企业500强之一,目前一直致力于成为国际先进、国内一流的发动机生产基地,为推动中国汽车产业的发展做出了巨大贡献。 目前我公司的数控加工中心主要由数控装置、伺服驱动装置、测量反馈装置和机床本体四个部分组成,加工中心主要是采用数字信号来控制零件的加工生产零件或设备。 数控加工中心的核心系统是数控装置,由硬件和软件来组成。工作流程如:首先先是数控装置接受机床输入的控制信号代码,然后装置经过输入、寄存及存储等将指令变为对伺服驱动系统的控制。 数控装置与机床主机的连接部分是伺服驱动装置,伺服驱动装置在接受数控装置发出的控制命令后,再通过机床主机的执行机构来达到机床运行的目的。 控制机床的主体是机床本体,由很多的基础件构成,它主要是来实现各种运动以及承受在生产过程中产生的各种力,所以为了保
CNC加工中心维护保养作业指导书 1.维护保养相关责任人 操作人员负责设备的使用、维护及基本保养; 设备维修人员负责设备的维修及必要的维护; 车间管理人员负责对整个车间各操作员及设备维护等方面的监督。 2.数控设备使用之基本要求 数控设备要求要避免潮湿、粉尘过多和有腐蚀气体的场所; 避免阳光的直接照射和其它热辐射,精密数控设备要远离振动大的设备,如冲床、锻压设备等; 设备的运行温度要控制在15度至35度之间。精密加工温度要控制在20度左右,严格控制温度波动; 为避免电源波动幅度大(大于正负10%和可能的瞬间干扰信号等影响,数控设备一般采用专线供电(如从低压配电室分一路单独供数控机床使用),增设稳压装置等,都可减少供电质量的影响和电气干扰。 3.日常加工精度维持 开机后,必须先预热10分钟左右,然后再加工;长期不用的机器应延长预热的时间;检查油路是否畅通; 关机前将工作台、鞍座置于机器中央位置(移动三轴行程至各轴行程中间位置); 机床保持干燥清洁 4.每日维护保养 每日对机床灰尘铁屑进行清扫清洁:包括机床控制面板、主轴锥孔、刀具车、刀头及锥柄、刀库刀臂及刀仓、转塔;XY轴钣金护罩、机床内柔性软管、坦克链装置、切屑槽等;检查润滑油液面高度,保证机床润滑; 检查冷却液箱内冷却液是否足够,不够及时添加; 检查空气压力是否正常;
检查主轴内锥孔空气吹气是否正常,用干净棉布擦拭主轴内锥孔,并喷上轻质油;清洁刀库刀臂和刀具,尤其是刀爪; 检查全部信号灯,异警警示灯是否正常; 检查油压单元管是否有渗漏现象; 机床每日工作完成后进行清洁清扫工作; 维持机器四周环境整洁。 5.每周保养 清洗热交换器的空气滤网,冷却泵、润滑油泵滤网; 检查刀具拉栓是否松动,刀把是否清洁; 检查三轴机械原点是否偏移; 检查刀库换刀臂动作或刀库刀盘回转是否顺畅; 如有油冷机检查油冷机油,如低于刻度线请及时加注油冷油; 清洁压缩气体中的杂质和水份,检查油雾分离器中的油量,检查各路电磁阀的工作是否正常,检查气动系统中的密封性,因为气路系统的好坏直接影响换刀及润滑系统; 防止灰尘污物进入数控装置内部。在机加车间的空气中一般都会有油雾、灰尘甚至金属粉末,一旦它们落在数控系统内的电路板或电子器件上,容易引起元器间绝缘电阻下降,甚至导致元器件及电路板损坏。 6.每月保养 检测轴轨道润滑情况,轨道面必须保证润滑良好; 检查、清洁极限开关以及碰块; 检查打刀缸油杯油是否足够,不足及时添加; 检查机器上的指示牌与警告铭牌是否清晰,存在。 7.半年保养 拆开轴防屑护罩,清洁轴油管接头,滚珠导螺杆,三轴限位开关,并检测是否正常。检查各轴硬轨刮刷片效果是否良好;
机械设备日常点检表 目录 1、固定式螺杆空压机 2、储气罐 3、起重机械 4、造型机 5、转子混砂机 6、袋式除尘器 7、内燃式叉车 8、中频感应无芯熔炼炉 9、抛丸清理机 10、三坐标测量机 11、数控车床 12、数控镗铣床 13、加工中心 14、普通车床 15、立式钻床 16、摇臂钻床 17、普通铣床 18、插床
固定式螺杆空压机日常点检表 年月 设备名称规格型号设备编号操作者A 操作者B 操作者C 使用部门 检查日期 点检内容点检记录 1 2 3 4 5 6 7 8 9 10 1112 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 每日点检1 检查压缩机油位。 2 检查显示屏的读数。 3 检查加载中是否有冷凝液排出。 4 检查空气过滤器保养指示器。 每周点检5 检查空压机机组有无异常声响和泄漏; 6 检查仪表读数是否正确; 7 检查温度显示是否显示正常。 8 检查工作压力是否正常? 9 安全阀及其他零件无缺损,工作正常。 10 无漏气、漏油、漏水现象。 每月点检11 检查机内有无锈蚀,必要时去锈涂漆; 12 检查机内有无松动,如有则将其紧固;
13 排放冷凝水; 异常情况记录1 8 15 2 9 16 3 10 17 4 11 18 5 12 19 6 13 20 7 14 21 备注1.检查方法:看、听、试 2.检查周期:每天。(由白班操作者负责) 重大 安全 隐患 记录 注:保养后,用“√”表示进行了点检,“○”表示休息或放假,“×”表示有异常情况,应在“异常情况记录”栏予以记录。 储气罐日常点检表 年月 设备名称规格型号设备编号操作者A 操作者B 操作者C 使用部门 检查日期 点检内容点检记录 1 2 3 4 5 6 7 8 9 10 1112 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 1 对储气罐外壳表面进行日常清扫(擦拭灰尘)
加工中心维护保养内容及 要求 Newly compiled on November 23, 2020
加工中心维护保养内容及要求 1 日常保养 定期时间:每班班前、班后。 作业时间:各15分钟内。 班前 对机床各重要部位进行检查(液压系统、导轨润滑系统、中央闭式循环系统、切削水系统是否足够)。 擦净机床外露导轨面及滑动面的尘土。 空车试运转。 . 班后 抹净操作屏上的油渍。 清扫、擦拭机床。 清扫铁屑。 各部归位。 2 一级保养 定期时间:每季度一次。 作业时间:4小时内。 外表 擦拭机床外表、罩盖及附件,达到内外清洁、无锈蚀、无黄袍。 检查补齐螺钉、螺母,油杯有无松动。 传动系统,工作台及导轨 检查主轴系统及各定位螺钉有无松动。
检查工作台及导轨面,去除毛刺。 检查各传动机构动作是否正常。 检查丝杆,螺母及调整间隙。 检查刀架、主轴头及刀库运动是否准确可靠。检查刀眼是否准确可靠。液压、润滑、冷却、气动 检查过滤器、冷却泵、冷却箱,要求管路、阀门畅通无泄漏。 检查油质、油量、油位是否符合要求。 检查液压、气动及润滑、冷却系统,调整工作压力。 电器 擦拭电动机及电器箱达到内外清洁。 检查线路是否漏电,各触点接触良好。 检查CNC的全部机能是否正常动作。 检查控制装置及伺服装置内外的外观情况是否良好。 检查限位装置与接地是否安全可靠。 3 二级保养 定期时间:每年一次。 作业时间:8小时内。 完成一级保养的各项内容(按一级保养要求)。 检查、调整各传动零部件,修复或更换磨损件。 刀架、工作台与导轨 检查导轨面,要求无油污、去毛刺、整修伤痕、调整间隙。 检查、调整刀架主轴及传动齿轮啮合间隙。 检查、调整各零部件,修复更换磨损件。
机械设备日常点检表目录 1、固定式螺杆空压机 2、储气罐 3、起重机械 4、造型机 5、转子混砂机 6、袋式除尘器 7、内燃式叉车 8、中频感应无芯熔炼炉 9、抛丸清理机 10、三坐标测量机 11、数控车床 12、数控镗铣床 13、加工中心 14、普通车床 15、立式钻床
16、摇臂钻床 17、普通铣床 18、插床 固定式螺杆空压机日常点检表 年月 规格型 号 设备编号操作者A 操作者B 操作者C 使 录 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 2 检查压缩机油 位。 检查显示屏的读 数。 检查加载中是否 有冷凝液排出。 检查空气过滤器 保养指示器。 检查空压机机组 有无异常声响和 泄漏;
责) 隐患 记录 注:保养后,用“√”表示进行了点检,“○”表示休息或放假,“×”表 示有异常情况,应在“异常情况记录”栏予以记录。 储气罐日常点检表 年月 规格型 号 设备编号操作者A 操作者B 操作者C 使 录 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 2 对储气罐外壳表面 进行日常清扫(擦 拭灰尘) 检查储气罐压力表 压力是否在规定内 (0.4~0.65MPa) 检查储气罐安全阀 有无漏气 每日进行储气罐排 水
注:保养后,用“√”表示进行了点检,“○”表示休息或放假,“×”表示有异常情况,应在“异常情况记录”栏予以记录。 起重机械日常点检表 年月
号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 2录 检查钢丝绳润滑磨 损情况,断裂数 >12更换 检查吊钩防脱卡是 否灵敏可靠 检查警告信号铃性 能是否灵敏、可靠 卷扬机构的上限位 开关无缺损、性能 可靠 升降机构的制动器 无缺损件,性能可 靠 紧急制动机构性能 可靠 手把操作灵活、定 位可靠 大小车限位开关性 能可靠 大车小车在运行中 无明显啃轨或振动 大车小车的制动器
精品文档你我共享 机械设备日常点检表 目录 1、固定式螺杆空压机 2、储气罐 3、起重机械 4、造型机 5、转子混砂机 6、袋式除尘器 7、内燃式叉车 8、中频感应无芯熔炼炉 9、抛丸清理机 10、三坐标测量机 11、数控车床 12、数控镗铣床 13、加工中心 14、普通车床 15、立式钻床 16、摇臂钻床 17、普通铣床 18、插床
固定式螺杆空压机日常点检表 年月 设备名称规格型号设备编号操作者A 操作者B 操作者C 使用部门 检查日期 点检内容点检记录 1 2 3 4 5 6 7 8 9 10 1112 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 每日点检1 检查压缩机油位。 2 检查显示屏的读数。 3 检查加载中是否有冷凝液排出。 4 检查空气过滤器保养指示器。 每周点检5 检查空压机机组有无异常声响和泄漏; 6 检查仪表读数是否正确; 7 检查温度显示是否显示正常。 8 检查工作压力是否正常? 9 安全阀及其他零件无缺损,工作正常。 10 无漏气、漏油、漏水现象。 每月点检11 检查机内有无锈蚀,必要时去锈涂漆; 12 检查机内有无松动,如有则将其紧固; 13 排放冷凝水; 异常情况记录1 8 15 2 9 16 3 10 17 4 11 18 5 12 19 6 13 20 7 14 21 备注1.检查方法:看、听、试 2.检查周期:每天。(由白班操作者负责) 重大 安全 隐患 记录 注:保养后,用“√”表示进行了点检,“○”表示休息或放假,“×”表示有异常情况,应在“异常情况记录”栏予以记录。
加工中心维护保养内容及要求 1 日常保养 1.1 定期时间:每班班前、班后。 1.2 作业时间:各15分钟内。 1.3 班前 1.3.1对机床各重要部位进行检查(液压系统、导轨润滑系统、中央 闭式循环系统、切削水系统是否足够)。 1.3.2擦净机床外露导轨面及滑动面的尘土。 1.3.3空车试运转。 1.4. 班后 1.4.1抹净操作屏上的油渍。 1.4.2清扫、擦拭机床。 1.4.3清扫铁屑。 1.4.4各部归位。 2 一级保养 2.1 定期时间:每季度一次。 2.2 作业时间:4小时内。 2.3外表 2.3.1擦拭机床外表、罩盖及附件,达到内外清洁、无锈蚀、无黄袍。 2.3.2检查补齐螺钉、螺母,油杯有无松动。 2.4 传动系统,工作台及导轨 2.4.1 检查主轴系统及各定位螺钉有无松动。 2.4.2检查工作台及导轨面,去除毛刺。 2.4.3检查各传动机构动作是否正常。 2.4.4检查丝杆,螺母及调整间隙。 2.4.5检查刀架、主轴头及刀库运动是否准确可靠。检查刀眼是否准确可靠。 2.5 液压、润滑、冷却、气动 2.5.1检查过滤器、冷却泵、冷却箱,要求管路、阀门畅通无泄漏。 2.5.2检查油质、油量、油位是否符合要求。 2.5.3检查液压、气动及润滑、冷却系统,调整工作压力。 2.6 电器 2.6.1擦拭电动机及电器箱达到内外清洁。 2.6.2检查线路是否漏电,各触点接触良好。
2.6.3检查CNC的全部机能是否正常动作。 2.6.4检查控制装置及伺服装置内外的外观情况是否良好。 2.6.5检查限位装置与接地是否安全可靠。 3 二级保养 3.1定期时间:每年一次。 3.2作业时间:8小时内。 3.3完成一级保养的各项内容(按一级保养要求)。 3.4检查、调整各传动零部件,修复或更换磨损件。 3.5刀架、工作台与导轨 3.5.1检查导轨面,要求无油污、去毛刺、整修伤痕、调整间隙。3.5.2检查、调整刀架主轴及传动齿轮啮合间隙。 3.5.3检查、调整各零部件,修复更换磨损件。 3.5.4检查调整平衡装置及安全装置,达到安全可靠。 3.6 液压、气动及润滑 3.6.1清洗换油,排除泄漏。 3.6.2检查调整液压、气动及润滑系统,修复或更换磨损件。 3.6.3更换油线、油毡,修复润滑装置,达到油窗清晰、油路畅通、 装置安全。 3.7 精度 3.7.1检查、调整、修复精度,达到产品工艺要求。 3.8 电器 3.8.1检修电器及电器控制系统,拆检电机,达到内外整洁,安全可靠。
加工中心维护保养规程标准化管理处编码[BBX968T-XBB8968-NNJ668-MM9N]
加工中心维护保养规程 一、日常维护保养 1.检查液压油箱,集中润滑油箱,三联件油杯液位,油标1/2以下需要加油。 2.检查集中润滑箱是否正常耗油,两天油位无变化,需报修。三联件油雾器顶油窗在用 气时有油珠滴下。 3.检查气液增压器油面,油量不够时填加。 4.检查气源气压是否为5-6MPa. 5.检查切削液液位。确认切削液流量是否正常。 6.检查安全防护罩、门是否正常,无松动。 7.注意加工中是否有异响,异常温升。 8.注意是否有漏气、漏油、漏水现象并及时报修。 9.作业结束后,清除台面及三轴防护罩,水箱及滤网,大防护罩内所有切屑,机床外观 清洁一次。 10.作业结束后,主轴内孔需擦拭干净。 二、每周维护保养 1.目视检查ATC前后移动是否顺畅。 2.目视检查刀库回转是否顺畅。 3.确认主轴锁放刀动作是否顺畅。 4.清理三联件空气过滤器滤网。 5.检查或清理电控箱风扇滤网。
6.检查机械手油箱液位。 7.检查恒温油箱液位。 三、每半年维护保养(停产检修) 1.打开三轴防护罩,清理积屑。 2.清理刀库,机械手,主轴上下,电机,大防护罩内外。 3.清洁三轴导轨刮刷。 4.彻底清洁冷却液箱,清洗滤网。 5.清洁润滑油箱,清理润滑泵滤网。 6.检查丝杠导轨润滑、磨损情况。(机修) 四、年度维护保养 1.更换机械手、第四轴油箱油。 2.点检传动机构、液压系统、气动系统、润滑系统。(机修) 3.清理电控柜,紧固接线端子,清理NC风扇。(机修) 五、将保养中已解决与未解决的主要问题记录入档,作为下次保养或安排检修计划的资 料。
设备名称、型号:开式压力机所属管理单位:浙江铁流离合器股份有限公司点检状态标记符号:●运行中 ○开机前编制: 工业工程部 表号:ZJTL-点检周期:S班D天W周 M月Y年 点检部位简图点检部位项目图 号 点 检 内 容 方 法 要求规格(标 准值) 点检周期点检状态 操作 者 维护 者 操作 者 维护 者 电器、控制 部分操作面板、 各个按钮 1 外 观 目 视 无破损、固定 无松动 1S 1D ○○ 动 作 手 试 压制、回程、 急停按钮,反 应灵敏可靠 1S 1D ●●照明灯 2 外 观 目 视 固定牢靠、无 异损 1S 1D ○○ 亮 度 目 视 照明正常1S 1D ●● 工作部分润滑注油箱 3 油 量 目 视 油量高于最 低刻度线,否 则添加润滑 油 1S 1W ○○ 加 油 手 动 加入符合要 求的润滑油, 并摇动摇杆 给机床注润 滑油 1S 1D ●● 3 2 1
设备名称、型号:油压机 所属管理单位:浙江铁流离合器股份有限公司 点检状态标记符号:●运行中 ○开机前 编制: 工业工程部 表号:ZJTL-2016002 点检周期:S 班 D 天 W 周 M 月 Y 年 点检部位简图 点检部位 项目 图号 点检内容 方法 要求规格(标准值) 点检周期 点检状态 操作者 维护者 操作者 维护者 电器、控制 部分 操作面板、各个按钮 1 外观 目视 无破损、固定无松动 1S 1D ○ ○ 功能 手试 压制、急停工作正常使用 1S 1D ● ● 限位开关 2 功能 手试 功能正常,起限位作用 1S 1D ● ● 工作部分 油泵、油管 3 外观 目视 油泵、油管紧固无漏油,无 晃动 1S 1D ○ ○ 滑块 4 功能 手试 每次作业前必须先按回程,查看滑块是否故障,不可直接压制 1S 1D ● ● 润滑 5 外观 目视 注油孔灌注润滑油润滑 1D 1W ○ ○ 3 2 1 4 5
加工中心维护保养內容及要求 1 日常保养 1?1定期时间:每班班前、班后。 1.2作业时间:各15分钟内。 1.3班前 1.3.1对机床各重要部位进行检查(液压系统、导轨润滑系统、中央闭式循环系统、 切削水系统是否足够)。 132擦净机床外露导轨面及滑动面的尘土。 1.3.3空车试运转。 14班后 1.4.1抹净操作屏上的油渍。 142清扫、擦拭机床。 1.4.3清扫铁屑。 144各部归位。 2 一级保养 2.1定期时间:每季度一次。 22作业时间:4小时内。 2.3外表 2.3.1擦拭机床外表、罩盖及附件,达到内外清洁、无锈蚀、无黄袍。 2.3.2检查补齐螺钉、螺母,油杯有无松动。 2.4传动系统,工作台及导轨 2.4.1检查主轴系统及各定位螺钉有无松动。 2.4.2检查工作台及导轨面,去除毛刺。 2.4.3检查各传动机构动作是否正常。 2.4.4检查丝杆,螺母及调整间隙。 2.4.5检查刀架、主轴头及刀库运动是否准确可靠。检查刀眼是否准确可靠。 2.5液压、润滑、冷却、气动 2.5.1检查过滤器、冷却泵、冷却箱,要求管路、阀门畅通无泄漏。 2.5.2检查油质、油量、油位是否符合要求。 2.5.3检查液压、气动及润滑、冷却系统,调整工作压力。
2.6电器 2.6.1擦拭电动机及电器箱达到内外清洁。 262检查线路是否漏电,各触点接触良好 263检查CNC的全部机能是否正常动作。 264检查控制装置及伺服装置内外的外观情况是否良好。 265检查限位装置与接地是否安全可靠。 3 二级保养 3.1定期时间:每年一次。 3.2作业时间:8小时内。 3?3完成一级保养的各项内容(按一级保养要求)。 3.4检查、调整各传动零部件,修复或更换磨损件。 3.5刀架、工作台与导轨 3.5.1检查导轨面,要求无油污、去毛刺、整修伤痕、调整间隙。 3.5.2检查、调整刀架主轴及传动齿轮啮合间隙。 3.5.3检查、调整各零部件,修复更换磨损件。 3.5.4检查调整平衡装置及安全装置,达到安全可靠。 3.6液压、气动及润滑 3.6.1清洗换油,排除泄漏。 3.6.2检查调整液压、气动及润滑系统,修复或更换磨损件。 3.6.3更换油线、油毡,修复润滑装置,达到油窗清晰、油路畅通、装置安全。3?7精度 3.7.1检查、调整、修复精度,达到产品工艺要求。 3.8电器 3.8.1检修电器及电器控制系统,拆检电机,达到内外整洁,安全可靠。 【下载本文档,可以自由复制内容或自由编辑修改内容,更多精彩文章,期待你的好评和尖注,我将一如既往为您服务】