优质课参评教案课 题 滚花 学习目标知识目标: 1.能选用、装夹滚花刀。 2.能确定滚花前工件的直径。 3.掌握滚花的工作要点,具备滚花的技能。重点 1、滚花前工件直径的确定。 2、滚花的方法。 难点 1、滚花时的工作要点和滚花的技能。 教具工具、刃具:90度外圆车刀、切断刀、双轮滚花刀、游标卡尺和毛坯件等。 设备(仪器):CA6140车床,多媒体。 教 学 方 法 讲练结合法,归纳总结法。 教学指导思想教学中,坚持理论够用原则,即:基础理论够用、实用,强化实践环节,突出实际运用的原则。通过讲解、图片、多媒体演示等手段让学生掌握基本的理论知识,然后再通过动作示范、重点地方强调,并通过实践练习让学生掌握用滚花的基本技能。 操作要领1、工件装夹要牢靠 2、滚花刀对中心,尾部向左偏移3°~5°。 3、切削用量的选择。 4、开始滚压时挤压力要大且猛,滚轮表面1/2 ~ 1/3的宽度与工件接触。
教案附页教学内容、方法、教学过程附记理论知识 一、滚花的花纹 滚花——在车床上用滚花刀在工件表面上滚压出花纹的加工。 滚花过程是利用滚花刀的滚轮来滚压工件表面的金属层,使其产生一定的塑性变形而形成花纹。 滚花的目的:增大摩擦力或使零件表面美观。 二:滚花的种类和标记 标记:直纹m0.2 GB/T6403.3—1986 标记:网纹m0.5 GB/T6403.3—1986 花纹的粗细由节距P决定,并用模数m区分。模数越大,花纹越粗。 直径大选用大模数花纹,直径小选用小模数花纹。 注: 按照国家标准规定,—零件上的滚花等网状结构,应用粗实线完全或部分的表示出来。 三、滚花刀的种类 1.单轮滚花刀 由直纹滚轮和刀柄组成,用来滚直纹。由常见的图片引入新课。 由图片引导学生说出两种花纹 有图片和实物介绍滚花刀的种类和作用
GB中常用标准 GB中常用标准 螺栓和螺柱 六角头螺栓 GB/T27-1988六角头铰制孔用螺栓A级 GB/T27-1988六角头铰制孔用螺栓B级 GB/T31.1-1988六角头螺杆带孔螺栓-A级和B级GB/T31.2-1988A型六角头螺杆带孔螺栓-细杆-B级GB/T31.2-1988B型六角头螺杆带孔螺栓-细杆-B级GB/T5780-2000六角头螺栓C级 GB/T5781-2000六角头螺栓-全螺纹-C级 GB/T5782-2000六角头螺栓 GB/T5783-2000六角头螺栓-全螺纹 GB/T5784-1986六角头螺栓-细杆-B级 GB/T5785-2000六角头螺栓-细牙 GB/T5786-2000型六角头螺栓-细牙-全螺纹 其它螺栓 GB/T8-1988方头螺栓C级 GB/T 10-1988沉头方颈螺栓 GB/T 11-1988沉头带榫螺栓 GB/T 37-1988T形槽用螺栓 GB/T 798-1988活节螺栓 GB/T 799-1988地脚螺栓 GB/T 800-1988沉头双榫螺栓 GB/T 794-1993加强半圆头方颈螺栓A型 GB/T 794-1993加强半圆头方颈螺栓B型 双头螺柱 GB/T897-1988双头螺柱B型 GB/T 898-1988双头螺柱B型 GB/T 899-1988双头螺柱B型 GB/T 900-1988双头螺柱B型 GB/T 901-1988等长双头螺柱-B级 GB/T 953-1988等长双头螺柱-C级 螺母 六角螺母 1型六角螺母C级(GB41-86) GB56-1988六角厚螺母 GB808-1988小六角特扁细牙螺母
GB中常用标准 螺栓和螺柱 六角头螺栓 GB/T27-1988六角头铰制孔用螺栓A级 GB/T27-1988六角头铰制孔用螺栓B级 GB/T31.1-1988六角头螺杆带孔螺栓-A级和B级GB/T31.2-1988A型六角头螺杆带孔螺栓-细杆-B级GB/T31.2-1988B型六角头螺杆带孔螺栓-细杆-B级GB/T5780-2000六角头螺栓C级 GB/T5781-2000六角头螺栓-全螺纹-C级 GB/T5782-2000六角头螺栓 GB/T5783-2000六角头螺栓-全螺纹 GB/T5784-1986六角头螺栓-细杆-B级 GB/T5785-2000 六角头螺栓-细牙 GB/T5786-2000 型六角头螺栓-细牙-全螺纹 GB/T5787-1986 六角头法兰面螺栓 其它螺栓 GB/T8-1988 方头螺栓C级 GB/T 10-1988 沉头方颈螺栓 GB/T 11-1988 沉头带榫螺栓 GB/T 37-1988 T形槽用螺栓 GB/T 798-1988 活节螺栓 GB/T 799-1988 地脚螺栓 GB/T 800-1988 沉头双榫螺栓 GB/T 794-1993 加强半圆头方颈螺栓A型 GB/T 794-1993 加强半圆头方颈螺栓B型 双头螺柱 GB/T897-1988 双头螺柱B型 GB/T 898-1988 双头螺柱B型 GB/T 899-1988 双头螺柱B型 GB/T 900-1988 双头螺柱B型 GB/T 901-1988 等长双头螺柱-B级 GB/T 953-1988 等长双头螺柱-C级
螺母 六角螺母 1型六角螺母C级(GB41-86) GB56-1988六角厚螺母 GB808-1988小六角特扁细牙螺母 GB/T6170-2000(1型六角螺母) GB/T6171-2000(1型六角螺母-细牙) GB/T6172.1-2000六角薄螺母 GB/T6173-2000六角薄螺母-细牙 GB/T6174-2000六角薄螺母-无倒角 GB/T6175-2000(2型六角螺母) GB/T6176-2000(2型六角螺母-细牙) GB/T6177.1-2000六角法兰面螺母 GB/T6177.2-2000六角法兰面螺母细牙 六角锁紧螺母 GB/T6184-2000(1型全金属六角锁紧螺母) GB/T6185.1-2000(2型全金属六角锁紧螺母) GB/T6185.2-2000(2型全金属六角锁紧螺母-细牙) GB/T6186-2000(2型全金属六角锁紧螺母-9级) 六角开槽螺母 GB6179-1986(1型六角开槽螺母-C级) GB6180-1986(2型六角开槽螺母-A级和B级) GB6181-1986六角开槽薄螺母-A和B级 GB9457-1988(1型六角开槽螺母) GB9458-1988(2型六角开槽螺母-细牙-A级和B级) GB9459-1988六角开槽薄螺母 GB6178-1986(1型六角开槽螺母-A和B级) 圆螺母 GB810-1988小圆螺母 GB817-1988带槽圆螺母 GB812-1988圆螺母 滚花高螺母
螺栓等级 螺栓性能等级分、、、、、、、、等10余个等级,其中级及以上螺栓材质为低碳合金钢或中碳钢并经热处理(淬火、回火),通称为高强度螺栓,其余通称为普通螺栓。螺栓性能等级标号有两部分数字组成,分别表示螺栓材料的公称抗拉强度值和屈强比值。例如: 性能等级级的螺栓,其含义是: 1、螺栓材质公称抗拉强度达400MPa级; 2、螺栓材质的屈强比值为; 3、螺栓材质的公称屈服强度达400×=240MPa级 性能等级级高强度螺栓,其材料经过热处理后,能达到: 1、螺栓材质公称抗拉强度达1000MPa级; 2、螺栓材质的屈强比值为; 3、螺栓材质的公称屈服强度达1000×=900MPa级 螺栓性能等级的含义是国际通用的标准,相同性能等级的螺栓,不管其材料和产地的区别,其性能是相同的,设计上只选用性能等级即可。 另:不锈钢螺栓通常标为A4-70,A2-70的样子,意义另有解释 度量释义 度量:当今世界上长度计量单位主要有两种,一种为公制,计量单位为米(m)、厘米(cm)、毫米(mm)等,在欧州、我国及日本等东南亚地区使用较多,另一种为英制,计量单位主要为英寸(inch),相当于我国旧制的市寸,在美国、英国等欧美国家使用较多。 1、公制计量:(10进制) 1m =100 cm=1000 mm 2、英制计量:(8进制) 1英寸=8英分 1英寸= mm 3/8¢¢× = 3、1/4¢¢以下的产品用番号来表示其称呼径,如: 4#, 5#, 6#, 7#, 8#,10#,12# 螺纹 一、螺纹是一种在固体外表面或内表面的截面上,有均匀螺旋线凸起的形状。根据其结构特点和用途可分为三大类: (一)、普通螺纹:牙形为三角形,用于连接或紧固零件。普通螺纹按螺距分为粗牙和细牙螺纹两种,细牙螺纹的连接强度较高。 (二)、传动螺纹:牙形有梯形、矩形、锯形及三角形等。 (三)、密封螺纹:用于密封连接,主要是管用螺纹、锥螺纹与锥管螺纹。 二、螺纹配合等级: 螺纹配合是旋合螺纹之间松或紧的大小,配合的等级是作用在内外螺纹上偏差和公差的规定组合。 (一)、对统一英制螺纹,外螺纹有三种螺纹等级:1A、2A和3A级,内螺纹有三种等级:1B、2B和3B级,全部都是间隙配合。等级数字越高,配合越紧。在英制螺纹中,偏差仅规定1A和2A级,3A级的偏差为零,而且1A和2A级的等级偏差是相等的。等级数目越大公差越小。 1、1A和1B级,非常松的公差等级,其适用于内外螺纹的允差配合。 2、2A和2B级,是英制系列机械紧固件规定最通用的螺纹公差等级。 3、3A和3B级,旋合形成最紧的配合,适用于公差紧的紧固件,用于安全性的关键设计。 4、对外螺纹来说,1A和2A级有一个配合公差,3A级没有。1A级公差比2A级公差大50%,比3A级大75%,对内螺纹来说,2B级公差比2A公差大30%。1B级比2B级大50%,比3B级大75%。
螺钉规格标准——GB标准【发布时间:2006-08-24 08:48:24 浏览次数:1677 】 规格标准——GB标准 开槽圆柱头螺钉GB /T 65-2000 开槽盘头螺钉GB /T 67-2000 开槽沉头螺钉GB /T 68-2000 开槽半沉头螺钉GB /T 69-2000 内六角圆柱头螺钉GB /T 70.1-2000 内六角平圆头螺钉GB /T 70.2-2000 内六角沉头螺钉GB /T 70.3-2000 开槽锥端紧定螺钉GB 71-85 开槽锥端定位螺钉GB 72-88 开槽平端紧定螺钉GB 73-85 开槽凹端紧定螺钉GB 74-85 开槽长圆柱端紧定螺钉GB 75-85 内六角平端紧定螺钉GB /T 77-2000 内六角锥端紧定螺钉GB /T 78-2000 内六角圆柱端紧定螺钉GB /T 79-2000 内六角凹端紧定螺钉GB /T 80-2000 方头长圆柱球面端紧定螺钉GB 83-88 方头凹端紧定螺钉GB 84-88
方头长圆柱端紧定螺钉GB 85-88 方头短圆柱锥端紧定螺钉GB 86-88 十字槽盘头螺钉GB /T 818-2000 六角头不脱出螺钉GB 838-88 滚花头不脱出螺钉GB 839-88 塑料滚花头螺钉GB 840-88 开槽球面圆柱头轴位螺钉GB 946-88 开槽球面大圆柱头螺钉GB 947-88 开槽沉头不脱出螺钉GB 948-88 开槽半沉头不脱出螺钉GB 949-88 内六角花形盘头螺钉GB 2672-86 内六角花形沉头螺钉GB 2673-86 内六角花形半沉头螺钉GB 2674-86 内六角圆柱头轴肩螺钉GB 5281-85 内六角花形圆柱头螺钉-4.8级GB 6190-86 内六角花形圆柱头螺钉-8.8和10.9级GB 6191-86 精密机械用紧固件十字槽螺钉GB /T 13806.1-92 十字槽半沉头螺钉GB /T 820-2000 方头平端紧定螺钉GB 821-88 十字槽圆柱头螺钉GB /T 822-2000 十字槽小盘头螺钉GB 823-88
Knurling Technology
The company Hommel + Keller was founded in 1926 by the precision technician Jakob Keller and his business partner Georg Hommel. During the first years of its operation, the company specia-lised in the development, manu-facture and sales of measuring instruments. Already in the early stages, the two founders recognized a considerable demand for knurling tools and knurling wheels and consequently focused increasingly on customer orientated product developments and the brand name ZEUS. Today, the dominant part of the business continues to be the development of knurling techno-logy, resulting in continued sales through a long-term strategic marketing focus by the company. Apart from a continuing process of product optimization, providing the user with new and innovative solutions, Hommel + Keller reinforces its service offerings on all markets. Apart from its core competence in knurling technology, Hommel and Keller’s diversification strategy has led to an expansion of its product portfolio. The product fields marking technology, profile marking technology, wobble broaching and contract manufac- ture constitute an important part of the company’s activities today. Hommel + Keller places great emphasis on a strong partnership with its qualified distributors around the world, but also sup- plies directly to a diversity of indu-stries, such as the high technology industry, the aviation industry or the medical engineering industry. The Company 2
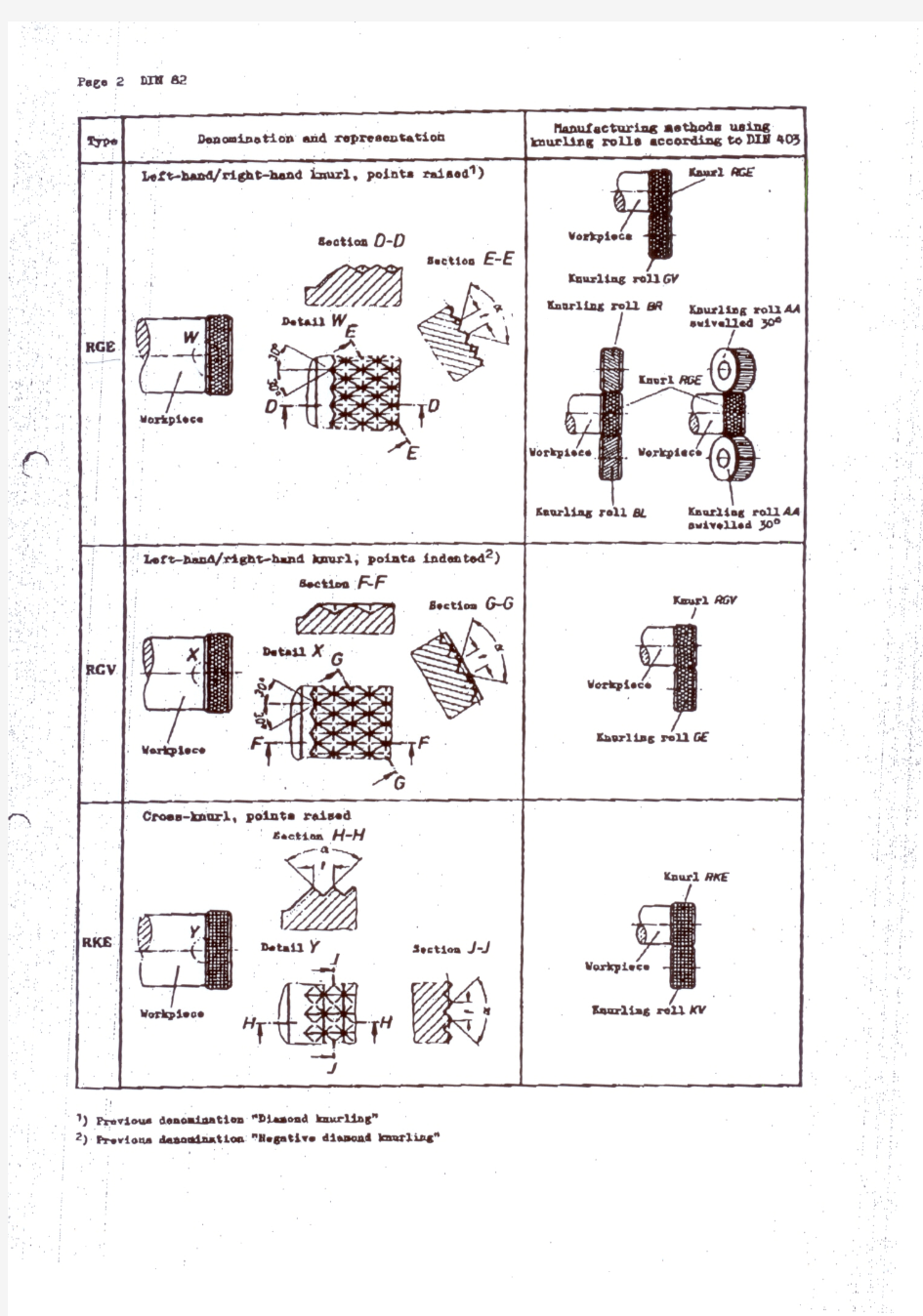
1. 花纹的型式。 滚花花纹有多种,大致为直纹、斜纹、网纹三种。其中网纹有菱形与方形,也就是30°和45°两种。按我国国家标准中滚花花纹是以模数来计算的,有、、、四种,其P值(花纹齿数距离,单位mm)为=,=,=,=。通常花纹有公制和英制,英制的P值是按每寸多少牙数计算的;公制的P值为每一个规格,即,,,,,,,,,等。 2. 滚花轮的规格。 按不同的直径、宽度与花纹的不同,滚花轮有许多规格。 国产的大致有Φ15、Φ20、Φ25、Φ30等不同直径系列;宽度有6、8、10、12、15、20等系列。花纹有直纹与斜纹,网纹是由两个相对的斜纹滚花轮上下组合形成的。 进口的滚花现在大多是德国的,其规格也很多。按直径不同有Φ10、Φ15、 Φ20、Φ25等规格,按宽度不同有4、6、8、10、15、20等规格。按花纹不同有直纹、斜纹、网纹等规格。按P值不同,从起,到,有很多规格。另外,国外有专门的网纹花轮,只要零件花纹在花轮宽度之内,就可以直接用单个花轮压花。如果零件网纹超过花轮宽度,还是要用上下两个斜纹轮进行走花压制。 3.滚花刀的型式。 滚花操作需要用滚花刀,也就是装有滚花轮的刀柄。滚花刀可以直接购买,也可以买滚花轮回来自己制作。一般有单轮式、复轮式和六轮式。单轮式是在一个滚花刀柄上装一个花轮;复轮是在一个滚花刀柄上上下装两个花轮,一般都是由两个相反的斜纹轮组成一对;六轮式就是有三组复式轮装要刀柄上,可以直接转换不同的花纹组合。在我们自动车床上用的滚花刀一般都是买进口的滚花轮回来自己制作的。 4.滚花的加工操作。 在车床上滚花,受力相当大,工件必须装夹牢固。按装滚花刀时,刀面要与工件垂直,同时花轮中心要对准工件的轴心。滚花开始时,起头很重要,要用力直接压入工件,不能有停顿,使工件一下子就压出花纹。等花纹滚得很清晰后再开走刀,进行走花。否则容易产生破头,即花纹滚乱。在滚花时要保证有充分的润滑液,可用机械油进行润滑。还要经常清除铁屑,花纹才能滚得清清楚楚。 在自动车床上滚花也相同。设计凸轮时,要求在滚花刀接触工件表面后,直接切入到规定的花纹底径,再停留10°~15°左右就立即退刀。如果是走花,切入到花纹底径后就立即让滚花刀横向行走,走到规定的距离后,也同样要立即退刀,不然多停留后,会产生一条刀痕,破坏花纹的表面形状。在自动车床上压网纹花,只要花纹宽度不超过滚花轮的宽度,可直接用网纹轮滚,如果工件网纹超过花轮长度,就要用复式轮进行走花。 &&&一切准备完毕后开车,刚开始不要开走刀,等滚出的花纹没问题后再开走刀,发现乱纹立即停车,重新开始,如果深度不够可再滚一遍。&&& 对车床没有什么特殊要求,只是你干这个活的时候要慢慢来,不能着急。
规格标准——GB标准 方螺母C级GB 39-88 六角螺母C级GB /T41-2000 六角厚螺母GB 56-88 蝶形螺母GB 62-88 环形螺母GB 63-88 组合式盖形螺母GB 802-88 球面六角螺母GB 804-88 扣紧螺母GB 805-88 滚花高螺母GB 806-88 滚花薄螺母GB 807-88 小六角特扁细牙螺母GB 808-88 嵌装圆螺母GB 809-88 小圆螺母GB 810-88 圆螺母GB 812-88 端面带孔圆螺母GB 815-88 侧面带孔圆螺母GB 816-88 带槽圆螺母GB 817-88 1型非金属嵌件六角锁紧螺母GB /T 889.1-2000 1型非金属嵌件六角锁紧螺母细牙GB /T 889.2-2000 盖形螺母GB 923-88
1型六角螺母GB /T 6170-2000 1型六角螺母细牙GB /T 6171-2000 六角薄螺母GB /T 6172.1-2000 非金属嵌件六角锁紧薄螺母GB /T 6072.2-2000 六角薄螺母细牙GB /T 6173-2000 六角薄螺母无倒角GB /T 6174-2000 2型六角螺母GB /T 6175-2000 2型六角螺母细牙GB /T 6176-2000 六角法兰面螺母GB /T 6177.1-2000 六角法兰面螺母细牙GB /T 6177.2-2000 1型六角开槽螺母-A和B级GB 6178-86 1型六角开槽螺母-C级GB 6179-86 2型六角开槽螺母-A和B级GB 6180-86 六角开槽薄螺母-A和B级GB 6181-86 2型非金属嵌件六角锁紧螺母GB /T 6182-2000 非金属嵌件六角法兰面锁紧螺母GB /T 6183.1-2000 非金属嵌件六角法兰面锁紧螺母细牙GB /T 6183.2-2000 1型全金属六角锁紧螺母GB /T 6184-2000 2型全金属六角锁紧螺母GB /T 6185.1-2000 2型全金属六角锁紧螺母细牙GB /T 6185.2-2000 2型全金属六角锁紧螺母9级GB /T 6186-2000 全金属六角法兰面锁紧螺母GB /T 6187.1-2000
带肩六角螺母 JB/T 8004.1-1999 标记示例:d =M 16的带肩六角螺母: 螺母 M 16 JB/T 8004.1 d =M 16×1.5的带肩六角螺母: 螺母 M 16×1.5 JB/T 8004.1-1999 单位为毫米 d D H S D 1≈ D 2≈ 普通螺纹 细牙螺纹 基本尺寸 极限偏差 M 5 - 10 8 8 0 -0.220 9.2 7.5 M 6 - 12.5 10 10 11.5 9.5 M 8 M 8×1 17 12 13 0 -0.270 14.2 13.5 M 10 M 10×1 21 16 16 17.59 16.5 M 12 M 12×1.25 24 20 18 19.85 17 M 16 M 16×1.5 30 25 24 0 -0.330 27.7 23 M 20 M 20×1.5 37 32 30 34.6 29 M 24 M 24×1.5 44 38 36 0 -0.620 41.6 34 M 30 M 30×1.5 56 48 46 53.1 44 M 36 M 36×1.5 66 55 55 0 -0.740 63.5 53 M 42 M 42×1.5 78 65 65 75 62 M 48 M 48×1.5 92 75 75 86.5 72 1 材 料:45钢,按GB/T 699的规定。 2 热 处 理:35~40 HRC 。 3 技术条件:按JB/T 8044的规定。 3.2 2 1 其余 12.5
标记示例:d =M12的连接螺母 螺母 M12 JB/T 8004.3-1999 d L S 基本尺寸 极限偏差 M12 40 18 -0.270 M16 50 24 0 -0.330 M20 60 30 M24 75 36 0 -0.620 M30 90 46 M36 110 55 -0.740 M42 130 65 M48 160 75 2 热 处 理:35~40HRC 。 3 其他技术条件:按JB/T 8044的规定。 调 节—1999 标记示例:d =M16的调节螺母 螺母 M16 JB/T 8004.4-1999 表1 尺寸 单位为毫米 d D (滚花前) H d 1 l M6 20 6 3 4.5 M8 24 7 3.5 5 M10 30 8 4 6 M12 35 10 5 7 M16 40 12 6 8 M20 50 14 10 2 热 处 理:35~40HRC 。 3 其他技术条件:按JB/T 8044的规定。
1、滚花 注:1.表中h=0.785m-0.414r。 2.滚花前工件表面的粗糙度的轮廓算术平均偏差Ra的最大允许值为12.5μm。 3.滚花后工件直径大于滚花前直径,其值△≈(0.8~1.6)m,m为模数。 2、滚花的推荐尺寸 3、滚花高螺母 4、滚花薄螺母
5、滚花高头螺钉 注:1.标记示例:螺纹规格d=M5、公称长度l=20mm、性能等级为4.8 级、不经表面处理的滚花高头螺钉标记为:螺钉GB/T 834 M5×20; 2.本表的单位是mm。 ①长度系列(单位为mm)为2、2.5、3、4、5、6、8、10、12、(14)、16、 20~45(5进位)。 6、滚花平头螺钉 注:1.标记示例:螺纹规格d=M5、公称长度l=20mm、性能等级为 4.8级、不经表面处理的滚花平头螺钉标记为:螺钉GB/T 835 M5×20; 2.本表的单位是mm。 ①长度系列(单位为mm)为2、2.5、3、4、5、6、8、10、12、(14)、16、 20~45(5进位)。
7、滚花小头螺钉 注:1.标记示例:螺纹规格d=M5、公称长度l=20mm、性能等级为4.8级、 不经表面处理的滚花小头螺钉标记为:螺钉GB/T 836 M5×20; 2.本表的单位是mm。 ①长度系列(单位为mm)为3、4、5、6、8、10、12、(14)、16、20~40(5进 位) 8、塑料滚花螺钉 注:1.标记示例:螺纹规格d=M10、公称长度l=30mm、 性能等级为14H级、表面氧化、按A型制造的塑料滚花 头螺钉标记为:螺钉GB/T 840 M10×30、按B型制造时, 应加标记B:螺钉GB/T 840 BM10×30; 2.本表的单位是mm。 ①长度系列(单位为mm)为8、10、12、16、20~50(5进位)、60、70、80。
螺钉规格标准——GB标准 【大中小发布时间:2006-08-24 08:48:24 浏览次数:1677 】 规格标准——GB标准 开槽圆柱头螺钉GB /T 65-2000 开槽盘头螺钉GB /T 67-2000 开槽沉头螺钉GB /T 68-2000 开槽半沉头螺钉GB /T 69-2000 内六角圆柱头螺钉GB /T 70.1-2000 内六角平圆头螺钉GB /T 70.2-2000 内六角沉头螺钉GB /T 70.3-2000 开槽锥端紧定螺钉GB 71-85 开槽锥端定位螺钉GB 72-88 开槽平端紧定螺钉GB 73-85 开槽凹端紧定螺钉GB 74-85 开槽长圆柱端紧定螺钉GB 75-85 内六角平端紧定螺钉GB /T 77-2000 内六角锥端紧定螺钉GB /T 78-2000 内六角圆柱端紧定螺钉GB /T 79-2000 内六角凹端紧定螺钉GB /T 80-2000 方头长圆柱球面端紧定螺钉GB 83-88 方头凹端紧定螺钉GB 84-88 方头长圆柱端紧定螺钉GB 85-88 方头短圆柱锥端紧定螺钉GB 86-88 十字槽盘头螺钉GB /T 818-2000 六角头不脱出螺钉GB 838-88 滚花头不脱出螺钉GB 839-88 塑料滚花头螺钉GB 840-88 开槽球面圆柱头轴位螺钉GB 946-88 开槽球面大圆柱头螺钉GB 947-88 开槽沉头不脱出螺钉GB 948-88 开槽半沉头不脱出螺钉GB 949-88 内六角花形盘头螺钉GB 2672-86 内六角花形沉头螺钉GB 2673-86 内六角花形半沉头螺钉GB 2674-86 内六角圆柱头轴肩螺钉GB 5281-85 内六角花形圆柱头螺钉-4.8级GB 6190-86
Table I [Close this window] APPROXIMATE INCREASE IN KNURLED DIAMETERS Using ACCU TRAK Circular or Diametral Pitch Knurls TPI Pitch mm Tooth Angle Straight In. / mm Diagonal In. / mm Diamond (ON PART) Male Female 12 2.12 90° .034" / .86mm .034" / .86mm .038" / .97mm .023" / .58mm 16 1.59 90° .025" / .64mm .025" / .64mm .029" / .74mm .017" /.43mm 20 1.22 90° .020" / .51mm .020" / .51mm .023" / .58mm .014" / .36mm 25 1.02 90° .016" / .41mm .016" / .41mm .018" / .46mm .011" / .28mm 30 0.85 90° .013" / .33mm .013" / .33mm .015" / .38mm .009" / .23mm 35 0.73 90° .011" / .28mm .011" / .28mm .013" / .33mm .007" / .18mm 40 0.64 90° .009" / .23mm .009" / .23mm .010" / .25mm .006" / .15mm - 35 0.73 70° .014" / .36mm .014" / .36mm .016" / .36mm .009" / .23mm 40 0.64 70° .012" / .34mm .012" / .34mm .013" / .33mm .008" / .20mm 50 0.51 70° .009" / .23mm .009" / .23mm .010" / .25mm .006" / .15mm 60 0.42 70° .007" / .18mm .007" / .18mm .008" / .20mm .005" / .11mm 70 0.36 70° .006" / .15mm .006" / .15mm .007" / .17mm .004" / .10mm 80 0.32 70° .005" / .13mm .005" / .13mm .006" / .15mm .004" / .10mm - DP Pitch mm Tooth Angle Straight In. / mm Diagonal In. / mm Diamond (ON PART) Male Female 64 1.25 80° .024" / .61mm .021" / .53mm .024" / .61mm .015" / .38mm 96 0.83 80° .016" / .41mm .014" / .36mm .016" / .41mm .010" / .25mm 128 0.62 80° .012" / .30mm .010" / .25mm .012" / .30mm .007" / .18mm 160 0.50 80° .009" / .23mm .008" / .20mm .009" / .23mm .005" / .13mm Print this Page 页码,1/1(W) w 2009/7/27https://www.doczj.com/doc/bb733855.html,/technicalinfo/table1.html Generated by Foxit PDF Creator ? Foxit Software https://www.doczj.com/doc/bb733855.html, For evaluation only.
文件编号:RHD-QB-K9338 (操作规程范本系列) 编辑:XXXXXX 查核:XXXXXX 时间:XXXXXX 车床的基本知识及安全操作标准版本
车床的基本知识及安全操作标准版 本 操作指导:该操作规程文件为日常单位或公司为保证的工作、生产能够安全稳定地有效运转而制定的,并由相关人员在办理业务或操作时必须遵循的程序或步骤。,其中条款可根据自己现实基础上调整,请仔细浏览后进行编辑与保存。 一、概要 同学们,大家今天第一次来到工程训练中心,第一次接触车床。首先由我来介绍一下车床和车削加工的过程。 什么是车床? 就是利用工件的旋转运动和刀具的进给运动来加工工件的金属切削机床。 那么车床在机械加工过程中最基本,最常用的加工方法。车削加工的精度可达IT10~IT7,粗糙度可达Ra为12.5~0.8㎜。
什么是车削加工? 车削加工就是车床上用车刀从金属材料(毛坏)上切去多余的部分,使获得的零件具有符合要求的几何形状,尺寸精度及表面粗糙度的加工过程。 车削的主运动是工件的旋转运动,进给运动是刀具的移动,移动方向若平行于主轴轴钱称纵向进给,若垂直于主轴轴线称横向进给。 我就先简单的介绍了一下关于车床的一点基本知识,接下来我为同学们介绍车床的组成。 二、车床的用途、型号 1、车床的用途有哪些? 车床可以加工内外圆柱面、圆锥面、平面、内外螺纹成型表面、沟槽、切断、钻孔、铰孔、滚花、滚压等。 如果安装上其他附件和夹具,还可以进行镗削、
磨削、铣削、研磨、抛光以及加工各种复杂零件的外圆、内孔等。(以实物说明在条件允许的情况下,找工件加工好的零件拿给同学们看,比如车床上的部件、手柄、丝杆等等)。因此,车床的万能性特别强,在机械制造工业中,是应用得最广泛的金属切削机床之一。 2、车床的型号 机床均用汉语拼音和数字,按一定规律结合进行编号以表示机床的类型和主要规格 类别代号:汉语拼音字母表示,排在型号的首位。 特性代号:表示车床的某些特性,有通用特性和结构特性两种。用大 写汉语拼音表示,位于类别代号之后。
1、滚花 注: 1. 表中h=0.785m-。 2.滚花前工件表面的粗糙度的轮廓 算术平均偏差Ra的最大允许值为μm。 3.滚花后工件直径大于滚花前直径,其值△≈(~)m,m为模数。 2、滚花的推荐尺寸 3、滚花高螺母
4、滚花薄螺母 5、滚花高头螺钉 注:1.标记示例:螺纹规格d=M5、公称长度l=20mm、性能等级为级、不 经表面处理的滚花高头螺钉标记为:螺钉GB/T 834 M5×20; 2.本表的单位是mm。 ①长度系列(单位为mm)为2、、3、4、5、6、8、10、12、(14)、16、20~45(5进位)。 6、滚花平头螺钉 注:1.标记示例:螺纹规格d=M5、公称长度l=20mm、性能等级为级、 不经表面处理的滚花平头螺钉标记为:螺钉GB/T 835 M5×20; 2.本表的单位是mm。 ①长度系列(单位为mm)为2、、3、4、5、6、8、10、12、(14)、16、20~45(5进位)。
7、滚花小头螺钉 注:1.标记示例:螺纹规格d=M5、公称长度l=20mm、性能等级为级、不经表 面处理的滚花小头螺钉标记为:螺钉GB/T 836 M5×20; 2.本表的单位是mm。 ①长度系列(单位为mm)为3、4、5、6、8、10、12、(14)、16、20~40(5进位) 8、塑料滚花螺钉 注:1.标记示例:螺纹规格d=M10、公称长度l=30mm、 性能等级为14H级、表面氧化、按A型制造的塑料滚花 头螺钉标记为:螺钉GB/T 840 M10×30、按B型制造时,应加标记B:螺钉GB/T 840 BM10×30; 2.本表的单位是mm。 ①长度系列(单位为mm)为8、10、12、16、20~50(5进位)、60、70、80。
螺栓等级 螺栓性能等级分3.6、4.6、4.8、5.6、6.8、8.8、9.8、10.9、12.9等10余个等级,其中8.8级及以上螺栓材质为低碳合金钢或中碳钢并经热处理(淬火、回火),通称为高强度螺栓,其余通称为普通螺栓。螺栓性能等级标号有两部分数字组成,分别表示螺栓材料的公称抗拉强度值和屈强比值。例如: 性能等级4.6级的螺栓,其含义是: 1、螺栓材质公称抗拉强度达400MPa级; 2、螺栓材质的屈强比值为0.6; 3、螺栓材质的公称屈服强度达400×0.6=240MPa级 性能等级10.9级高强度螺栓,其材料经过热处理后,能达到: 1、螺栓材质公称抗拉强度达1000MPa级; 2、螺栓材质的屈强比值为0.9; 3、螺栓材质的公称屈服强度达1000×0.9=900MPa级 螺栓性能等级的含义是国际通用的标准,相同性能等级的螺栓,不管其材料和产地的区别,其性能是相同的,设计上只选用性能等级即可。 另:不锈钢螺栓通常标为A4-70,A2-70的样子,意义另有解释 度量释义 度量:当今世界上长度计量单位主要有两种,一种为公制,计量单位为米(m)、厘米(cm)、毫米(mm)等,在欧州、我国及日本等东南亚地区使用较多,另一种为英制,计量单位主要为英寸(inch),相当于我国旧制的市寸,在美国、英国等欧美国家使用较多。 1、公制计量:(10进制)1m =100 cm=1000 mm 2、英制计量:(8进制)1英寸=8英分1英寸=25.4 mm 3/8¢¢×25.4 =9.52 3、1/4¢¢以下的产品用番号来表示其称呼径,如:4#,5#,6#,7#,8#,10#,12# 螺纹 一、螺纹是一种在固体外表面或内表面的截面上,有均匀螺旋线凸起的形状。根据其结构特点和用途可分为三大类: (一)、普通螺纹:牙形为三角形,用于连接或紧固零件。普通螺纹按螺距分为粗牙和细牙螺纹两种,细牙螺纹的连接强度较高。 (二)、传动螺纹:牙形有梯形、矩形、锯形及三角形等。 (三)、密封螺纹:用于密封连接,主要是管用螺纹、锥螺纹与锥管螺纹。 二、螺纹配合等级: 螺纹配合是旋合螺纹之间松或紧的大小,配合的等级是作用在内外螺纹上偏差和公差的规定组合。 (一)、对统一英制螺纹,外螺纹有三种螺纹等级:1A、2A和3A级,内螺纹有三种等级:1B、2B和3B级,全部都是间隙配合。等级数字越高,配合越紧。在英制螺纹中,偏差仅规定1A和2A级,3A级的偏差为零,而且1A和2A级的等级偏差是相等的。等级数目越大公差越小。 1、1A和1B级,非常松的公差等级,其适用于内外螺纹的允差配合。 2、2A和2B级,是英制系列机械紧固件规定最通用的螺纹公差等级。 3、3A和3B级,旋合形成最紧的配合,适用于公差紧的紧固件,用于安全性的关键设计。 4、对外螺纹来说,1A和2A级有一个配合公差,3A级没有。1A级公差比2A级公差大50%,比3A级大75%,对内螺纹来说,2B级公差比2A 公差大30%。1B级比2B级大50%,比3B级大75%。 (二)、公制螺纹,外螺纹有三种螺纹等级:4h、6h和6g,内螺纹有三种螺纹等级:5H、6 H、7H。(日标螺纹精度等级分为I、II、III三级,通常状况下为II级)在公制螺纹中,H和h的基本偏差为零。G的基本偏差为正值,e、f和g的基本偏差为负值。如图所示: 1、H是内螺纹常用的公差带位置,一般不用作表面镀层,或用极薄的磷化层。G位置基本偏差用于特殊场合,如较厚的镀层,一般很少用。 2、g常用来镀6-9um的薄镀层,如产品图纸要求是6h的螺栓,其镀前螺纹采用6g的公差带。 3、螺纹配合最好组合成H/g、H/h或G/h,对于螺栓、螺母等精制紧固件螺纹,标准推荐采用6H/6g的配合 (三)、螺纹标记 四、自攻、自钻螺纹的主要几何参数: (一)、大径/牙外径(d1),为螺纹牙顶重合的假想圆柱直径。螺纹大径基本代表螺纹尺寸的公称直径。 (二)、小径/牙底径(d2):为螺纹牙底重合的假想圆柱直径。
车床滚花 在车削加工中,常常会遇到零件的滚花加工,滚花加工看似简单,但往往会因为操作不当,造成花纹的紊乱。下面简述一下滚花操作的点滴知识。1.花纹的型式。滚花花纹有多种,大致为直纹、斜纹、网纹三种。其中网纹有菱形与方形,也就是30°和45°两种。按我国国家标准GB6403.3-86中滚花花纹是以模数来计算的,有0.2、0.3、0.4、0.5四种,其P值(花纹齿数距离,单位mm)为0.2=0.628,0.3=0.942,0.4=1.257,0.5=0.571。通常花纹有公制和英制,英制的P值是按每寸多少牙数计算的;公制的P值为每0.1一个规格,即0.3,0.4,0.5,0.6,0.7,0.8,1.0,1.2,1.4,1.6等。2.滚花轮的规格。按不同的直径、宽度与花纹的不同,滚花轮有许多规格。国产的大致有Φ15、Φ20、Φ25、Φ30等不同直径系列;宽度有6、8、10、12、15、20等系列。花纹有直纹与斜纹,网纹是由两个相对的斜纹滚花轮上下组合形成的。进口的滚花现在大多是德国的,其规格也很多。 按直径不同有Φ10、Φ15、Φ20、Φ25等规格,按宽度不同有4、6、8、10、15、20等规格。按花纹不同有直纹、斜纹、网纹等规格。按P值不同,从0.3起,到1.6,有很多规格。 另外,国外有专门的网纹花轮,只要零件花纹在花轮宽度之内,就可以直接用单个花轮压花。 如果零件网纹超过花轮宽度,还是要用上下两个斜纹轮进行走花压制。3.滚花刀的型式。 滚花操作需要用滚花刀,也就是装有滚花轮的刀柄。滚花刀可以直接购买,也可以买滚花轮回来自己制作。一般有单轮式、复轮式和六轮式。单轮式是在一个滚花刀柄上装一个花轮;复轮是在一个滚花刀柄上上下装两个花轮,一般都是由两个相反的斜纹轮组成一对;六轮式就是有三组复式轮装要刀柄上,可以直接转换不同的花纹组合。在我们自动车床上用的滚花刀一般都是买进口的滚花轮回来自己制作的。4.滚花的加工操作。在车床上滚花,受力相当大,工件必须装夹牢固。按装滚花刀时,刀面要与工件垂直,同时花轮中心要对准工件的轴心。滚花开始时,起头很重要,要用力直接压入工件,不能有停顿,使工件一下子就压出花纹。等花纹滚得很清晰后再开走刀,进行走花。否 1/ 2
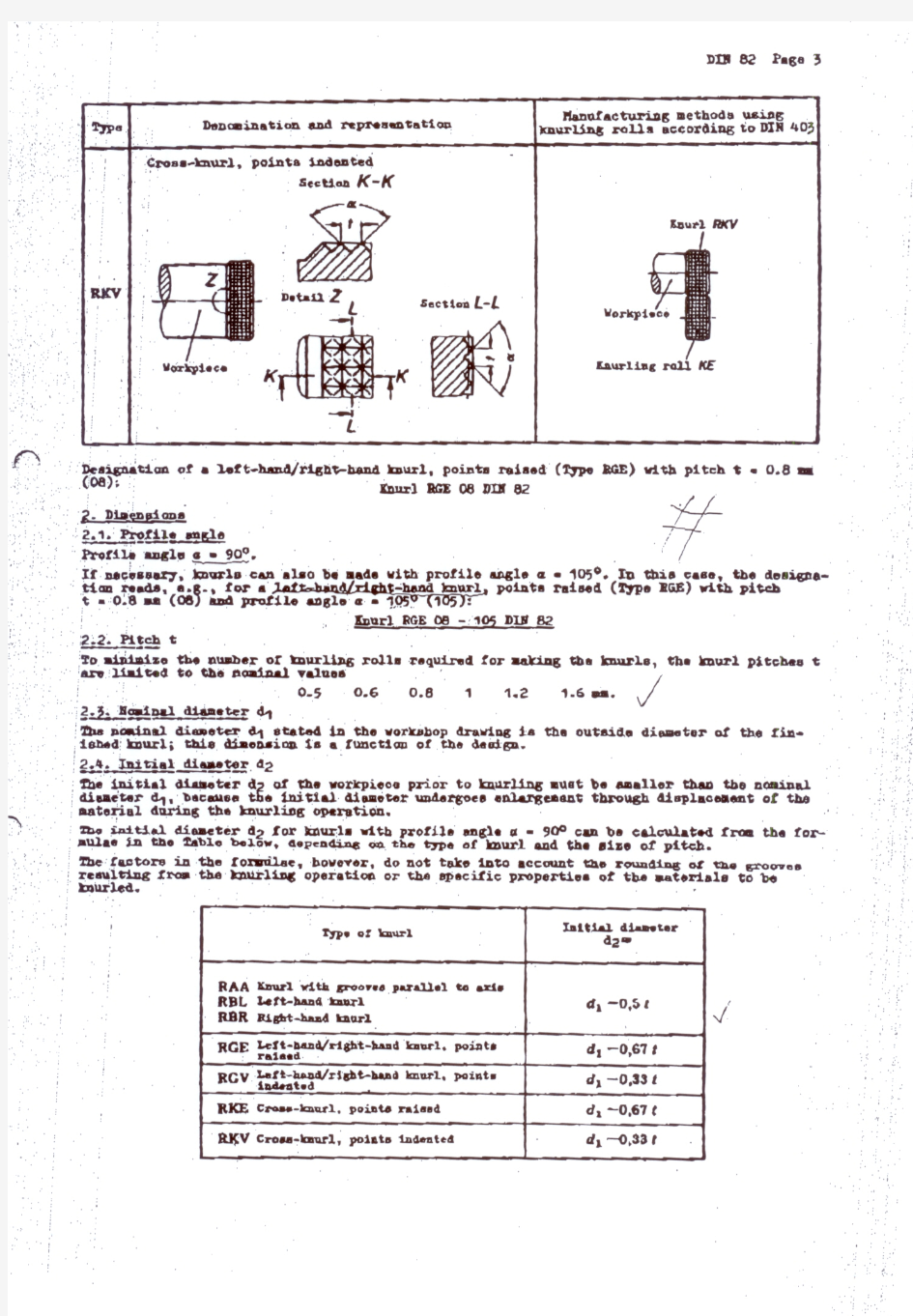
普通滚花信息 直纹滚花右斜滚花左斜滚花凸钻石网纹滚花凹钻石网纹滚花 1,2或者3个直滚花 轮或者1个斜纹滚花 轮或者2个斜纹滚花 轮 1个左斜滚花轮或者 2个左斜滚花轮或者 2个质问滚花轮 1个右斜滚化轮或者 2个右斜滚化轮或者 2个直纹滚化轮 1个凸钻石滚花轮 1个凹钻石滚化轮或 者一个左斜与一个 右斜滚花轮或者2个 直纹滚花轮(定做刀 柄) ACCU TRAK的斜纹滚花 轮都是用这种方式表 示 (除了TPI14,21,33与 阿姆斯特朗标准对 比.) 使用ACCU TRAK滚花轮的工件膨胀系数 英制齿数 (TPI & DP) 齿间距 (mm) 齿间角 直纹 (In. / mm) 斜纹 (In. / mm) 钻石网纹花 凸钻石网纹花凹钻石网纹花12TPI 2.12 90°.034" / .86mm .034" / .86m .038" / .97mm .023" / .58mm 16TPI 1.59 90°.025" / .64mm .025" / .64mm .029" / .74mm .017" /.43mm 20TPI 1.22 90°.020" / .51mm .020" / .51mm .023" / .58mm .014" / .36mm 25TPI 1.02 90°.016" / .41mm .016" / .41mm .018" / .46mm .011" / .28mm 30TPI 0.85 90°.013" / .33mm .013" / .33mm .015" / .38mm .009" / .23mm 35TPI 0.73 90°.011" / .28mm .011" / .28mm .013" / .33mm .007" / .18mm 40TPI 0.64 90°.009" / .23mm .009" / .23mm .010" / .25mm .006" / .15mm 35TPI 0.73 70°.014" / .36mm .014" / .36mm .016" / .36mm .009" / .23mm 40TPI 0.64 70°.012" / .34mm .012" / .34mm .013" / .33mm .008" / .20mm 50TPI 0.51 70°.009" / .23mm .009" / .23mm .010" / .25mm .006" / .15mm 60TPI 0.42 70°.007" / .18mm .007" / .18mm .008" / .20mm .005" / .11mm 70TPI 0.36 70°.006" / .15mm .006" / .15mm .007" / .17mm .004" / .10mm 80TPI 0.32 70°.005" / .13mm .005" / .13mm .006" / .15mm .004" / .10mm 64DP 1.25 80°.024" / .61mm .021" / .53mm .024" / .61mm .015" / .38mm 96DP 0.83 80°.016" / .41mm .014" / .36mm .016" / .41mm .010" / .25mm 128DP 0.62 80°.012" / .30mm .010" / .25mm .012" / .30mm .007" / .18mm 160DP 0.50 80°.009" / .23mm .008" / .20mm .009" / .23mm .005" / .13mm