轮胎生产工艺流程The tyres Production Process
Process One工序一:密炼工序Mixing Process
密炼工序就是把碳黑、天然/合成橡胶、油、添加剂、促进剂等原材料混合到一起,在密炼机里进行加工,生产出“胶料”的过程。
Mixing Process is to mix materials,such as Carbon Black, Natural/Synthetic Rubber, Oil, Additive, Accelerator etc. together, and processing in the Internal Mixer,then get rubber film.
所有的原材料在进入密炼机以前,必须进行测试,被放行以后方可使用。密炼机每锅料的重量大约为250公斤。
All the materials should be test before send into Internal Mixer,after be permited then can be used. Every pot weight is about 250 kilograms in Internal Mixer,
轮胎里每一种胶部件所使用的胶料都是特定性能的。
The glue stock used in every kind of Rubber part have specific performance .
胶料的成分取决于轮胎使用性能的要求。
The rubber film composition depends on the tyre performance requirement.
同时,胶料成分的变化还取决于配套厂家以及市场的需求,这些需求主要来自于牵引力、驾驶性能、路面情况以及轮胎自身的要求。
At the same time, the rubber film composition change also depends on the related producer and marke t’s demand. This demand mainly comes from the traction, driving performance, road surface condition and tire own requirements
所有的胶料在进入下一工序—胶部件准备工序之前,都要进行测试,被放行以后方可进入下一工序。
All the rubber film should be test before going into next process, after be permited then can be used in next process.
Process Two工序二:胶部件准备工序Preparing Rubber parts process
胶部件准备工序包括6个主要工段section。在这个工序里,将准备好组成轮胎的所有半成品胶部件,其中有的胶部件是经过初步组装的。
This process include six sections,in this process,will prepare well all the semi-finished rubber parts of tyre. Some rubber parts is being initial assembled.
这6个工段分别为:
The six sections is as following:
Section One工段一:挤出Extrusion
胶料喂进挤出机头,从而挤出不同的半成品胶部件:胎面、胎侧/子口和三角胶条。
Put the rubber film into the Extruding, thus get different semi-finished rubber components: the tread, the side wall and triangle strip.
Section Two工段二:压延Rolling
原材料帘线穿过压延机并且帘线的两面都挂上一层较薄的胶料,最后的成品称为“帘布”。
Raw materials cord thread through the rolling machine and both sides of cord thread can be put on a thin rubber material, and the finished product called "cord fbric".
原材料帘线主要有尼龙和聚酯两种
Raw materials are nylon cord and polyester two kinds.
Section Three工段三:胎圈成型Molding Wheel rim
胎圈是由许多根钢丝挂胶以后缠绕而成的。
Wheel rim is twined by many steel wire,which be put on rubber material.
用于胎圈的这种胶料是有特殊性能的,当硫化完以后,胶料和钢丝能够紧密的贴合到一起。
Because of the rubber material have special properties, when vulcanization finished, rubber material and steel wire can close joint together.
Section Four工段四:帘布裁断Cutting Flaps
在这个工序里,帘布将被裁断成适用的宽度并接好接头。
In this section, the cord fbric will be cut into the applicable width and connected joint. 帘布的宽度和角度的变化主要取决于轮胎的规格以及轮胎结构设计的要求。The width and the angel change of the cord fbric, mainly depends on the tire structure design requirements
Section Five工段五:贴三角胶条Sticking triangle strip
在这个工序里,挤出机挤出的三角胶条将被手工贴合到胎圈上。
In this section, the Extruder extrusion triangle strip will be manual joint to the wheel rim
三角胶条在轮胎的操作性能方面起着重要的作用。
The triangle strip play an important role in the tyre operation performance.
Section Six工段六:带束层成型M olding Beam layer
这个工序是生产带束层的。在锭子间里,许多根钢丝通过穿线板出来,再和胶料同时穿过口型板使钢丝两面挂胶。
This process is belt layer production. In the spindle, many wires through threading board out, then through the mouth tpre board to make steel wire put on rubber on both sides
挂胶后带束层被裁断成规定的角度和宽度。宽度和角度大小取决于轮胎规格以及结构设计的要求。
The belt layer is cut into specified angle and width after be put on rubber. The width and the angular dimension depends on the tyre size and the structure design requirement.
所有的胶部件都将被运送到“轮胎成型”工序,备轮胎成型使用。
All the rubber parts will be sent to the "tyre forming" process, for the tyre forming use.
Process Three工序三:轮胎成型工序Tyre Forming process
轮胎成型工序是把所有的半成品在成型机上组装成生胎,这里的生胎是指没经过硫化。生胎经过检查后,运送到硫化工序。
Tyre Forming pro cess is assemb all the semi-finished products into tyre embryo in the molding machine.The tyre embryo is not be curing,then it’ll be sent to Vulcanization process after test.
Process Four工序四:硫化工序Vulcanization process
生胎被装到硫化机上,在模具里经过适当的时间以及适宜的条件,从而硫化成成品轮胎,这个过程大概需要20-30分钟。硫化完的轮胎即具备了成品轮胎的外观—图案/字体以及胎面花纹。现在,轮胎将被送到最终检验区域了。
The tyre embryo is put on vulcanizer, in the mould with appropriate time and conditions, then get finished products tires,this process will take about 20-30 mins. Then the tires have the finish product’s appearance, such as pattern,design and tread. Now, tyre will be sent to the final inspection area.
Process Five工序五:最终检验工序Final Inspection process
在这个区域里,轮胎首先要经过目视外观检查,然后是均匀性检测,均匀性检测是通过“均匀性实验机”来完成的。
In this section, first,the tire should pass the visual appearance check,then it is uniformity test,it is detected by "uniform experiment machine" to finish the test.
均匀性实验机主要测量径向力,侧向力,锥力以及波动情况的。均匀性检测完之后要做动平衡测试,动平衡测试是在“动平衡实验机”上完成的。
Uniform experiment machine mainly measure radial force, lateral force, cone force and the fluctuations.After the uniformity test is to do the dynamic balance test, this test is finished on the "dynamic balance testing machine".
最后轮胎要经过X-光检测,然后运送到成品库以备发货
Finally, tires should pass the X-ray detection, then sent to the finished-parts storage for delivery
Process Six工序六:轮胎测试T esting tyre
在设计新的轮胎规格过程中,大量的轮胎测试就是必须的,这样才能确保轮胎性能达到政府以及配套厂的要求。
In the design new tire size process, a large number of tyre test is needed, thus can make sure the tire performance to meet government and the related producer requirements
当轮胎被正式投入生产之后,我们仍将继续做轮胎测试来监控轮胎的质量,这些测试与放行新胎时所做的测试是相同的。
When the tire is put on production, we still continue to do the test to monitor tire quality, the test is same as the test when release the new tire.
用于测试轮胎的机器是“里程实验”,通常做的实验有高速实验和耐久实验。The machine is "mileage experiment" used for testing the tire,usually the e xperiment is high-speed experiment and durable experiment.
电炉制磷的工艺流程及主要设备
————————————————————————————————作者:————————————————————————————————日期:
第一节电炉制磷的工艺流程及主要设备 一、电炉法生产对炉料的要求 电炉法制磷生产的主要原料是磷矿、焦碳和硅石。生产上原料的品位、粒度及杂质含量都有一定的要求。 (一)磷矿 对磷矿品位P2O5的要求,一般而言,品位愈高则生产每t黄磷的电耗就愈低,不过这种说法尚不够全面。磷矿中除了P2O5组分外,还有CaO、SiO2、Fe2O3、AL2O3、CO2、F等组分。SiO2是参与磷矿还原反应的有用成分之一。根据SiO3-CaO-Al2O3三元体系的熔点图和生产实践,在炉料中控制炉渣的酸度指标SiO2/CaO(质量比)在0.75 -0.85范围内。可以使炉料有较低的熔融温度,促使反应向生成磷的方向进行。在配料时通常需要添加硅石以补充磷矿石中SiO2含量的不足。一般磷矿和硅石的混合料中P2O5含量达22%-25%即可满足生产要求。但是,P2O5每降低1%,每T黄磷将增加电耗400kW·h左右。某些含硅石高的中低品位磷矿,对酸法生产磷肥是不太适应,但却是制磷的好原料。这是中低品位磷矿的利用途径之一。 磷矿必须有适宜的粒度才能确保电炉的正常运行。如粒度过大,易引起料管堵塞,并在炉内发生离析现象,呈现局部的焦炭“不足”或“过多”,影响还原反应进行。如粒度过细,则增加料层阻力,妨碍炉气逸出,炉内容易结拱、塌料引起操作不稳,炉气中粉尘含量大,泥磷量增多,使磷的得率降低。通常磷矿石的机械强度和热稳定性也有一定的要求。在贮存、运输、加工过程中要有足够的强度而不致粉碎;在加热时不发生爆裂和软化发粘的现象。但磷矿石的机械强度和热稳定性,至今还没有建立统一的质量检验指标,通常是在选用某种磷矿石作原料之前,经试生产考核后才能确定其适用与否。 中国制磷工作者综合参考了磷矿石中P2O5、Ca02、SiO2、Fe2O3、CO2等五个主要组分在电炉内参与化学反应的热效应,根据生产经验推导出评价磷矿的
服装生产工艺流程图 ┌——┐┌——┐┌———┐┌——┐┌——┐┌——┐┌——┐ │验布│→│裁剪│→│印绣花│→│缝制│→│整烫│→│检验│→│包装│ └——┘└——┘└———┘└——┘└——┘└——┘└——┘ 服装生产的工艺流程大全 (一)面辅料进厂检验 面料进厂后要进行数量清点以及外观和内在质量的检验,符合生产要求的才能投产使用。在批量生产前首先要进行技术准备,包括工艺单、样板的制定和样衣制作,样衣经客户确认后方能进入下一道生产流程。面料经过裁剪、缝制制成半成品,有些梭织物制成半成品后,根据特殊工艺要求,须进行后整理加工,例如成衣水洗、成衣砂洗、扭皱效果加工等等,最后通过锁眼钉扣辅助工序以及整烫工序,再经检验合格后包装入库。 (二)面料检验的目的和要求 把好面料质量关是控制成品质量重要的一环。通过对进厂面料的检验和测定可有效地提高服装的正品率。 面料检验包括外观质量和内在质量两大方面。外观上主要检验面料是否存在破损、污迹、织造疵点、色差等等问题。经砂洗的面料还应注意是否存在砂道、死褶印、披裂等砂洗疵点。影响外观的疵点在检验中均需用标记注出,在剪裁时避开使用。 面料的内在质量主要包括缩水率、色牢度和克重(姆米、盎司)三项内容。在进行检验取样时,应剪取不同生产厂家生产的、不同品种、不同颜色具有代表性的样品进行测试,以确保数据的准确度。 同时对进厂的辅料也要进行检验,例如松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等,对不能符合要求的辅料不予投产使用。 (三)技术准备的主要内容 在批量生产前,首先要由技术人员做好大生产前的技术准备工作。技术准备包括工艺单、样板的制定和样衣的制作三个内容。技术准备是确保批量生产顺利进行以及最终成品符合客户要求的重要手段。 工艺单是服装加工中的指导性文件,它对服装的规格、缝制、整烫、包装等都提出了详细的要求,对服装辅料搭配、缝迹密度等细节问题也加以明确。服装加工中的各道工序都应严格参照工艺单的要求进行。 样板制作要求尺寸准确,规格齐全。相关部位轮廓线准确吻合。样板上应标明服装款号、部位、规格、丝绺方向及质量要求,并在有关拼接处加盖样板复合章。 在完成工艺单和样板制定工作后,可进行小批量样衣的生产,针对客户和工艺的要求及时修正不符点,并对工艺难点进行攻关,以便大批量流水作业顺利进行。样衣经过客户确认签字后成为重要的检验依据之一。 (四)裁剪工艺要求 裁剪前要先根据样板绘制出排料图,“完整、合理、节约”是排料的基本原则。在裁剪工序中主要工艺要求如下:(1)拖料时点清数量,注意避开疵点。(2)对于不同批染色或砂洗的面料要分批裁剪,防止同件服装上出现色差现象。对于一匹面料中存在色差现象的要进行色差排料。(3)排料时注意面料的丝绺顺直以及衣片的丝缕方向是否符合工艺要求,对于起绒面料(例如丝绒、天鹅绒、灯芯绒等)不可倒顺排料,否则会影响服装颜色的深浅。(4)对于条格纹的面料,拖料时要注意各层中条格对准并定位,以保证服装上条格的连贯和对称。(5)裁剪要求下刀准确,线条顺直流畅。铺型不得过厚,面料上下层不偏刀。(6)根据样板对位记号剪切刀口。(7)采用锥孔标记时应注意不要影响成衣的外观。裁剪后要进行清点
关于轮胎制作工艺流程2009-05-31 04:55
序一:密炼工序轮胎的原材料: 密序就是把碳黑、天然/合成橡胶、油、添加剂、促进剂等原材料混合到一起,在密炼机里进行加工,生产出“胶料”的。所有的原材料在进入密炼机以前,必须进行测试,被放行以后方可使用。密炼机每锅料的重量大约为250公斤。 里每一种胶部件所使用的胶料都是特定性能的。胶料的成分取决于轮胎使用性能的要求。同时,胶料成分的变化还取配套厂家以及市场的需求,这些需求主要来自于牵引力、驾驶性能、路面情况以及轮胎自身的要求。所有的胶料在进一工序—胶部件准备工序之前,都要进行测试,被放行以后方可进入下一工序。
工序部件准备工序胶部件准备工序包括6个主要工段。在这个工序里,将准备好组成轮胎的所有半成品胶部件,其的胶部件是经过初步组装的。这6个工段分别为:工段一:挤出胶料喂进挤出机头,从而挤出不同的半成品件:胎面、胎侧/子口和三角胶条。
工段二 延原材料帘线穿过压延机并且帘线的两面都挂上一层较薄的胶料,最后的成品称为“帘布”。原材料帘线主要龙和聚酯两种。工段三:胎圈成型胎圈是由许多根钢丝挂胶以后缠绕而成的。用于胎圈的这种胶料是有特殊的,当硫化完以后,胶料和钢丝能够紧密的贴合到一起。工段四:帘布裁断在这个工序里,帘布将被裁断成的宽度并接好接头。帘布的宽度和角度的变化主要取决于轮胎的规格以及轮胎结构设计的要求。工段五:贴三角胶条这个工序里,挤出机挤出的三角胶条将被手工贴合到胎圈上。三角胶条在轮胎的操作性能方面起着重要的作用。工:带束层成型这个工序是生产带束层的。在锭子间里,许多根钢丝通过穿线板出来,再和胶料同时穿过口型板丝两面挂胶。挂胶后带束层被裁断成规定的角度和宽度。宽度和角度大小取决于轮胎规格以及结构设计的要求。 的胶部件都将被运送到“轮胎成型”工序,备轮胎成型使用。
第一节电炉制磷的工艺流程及主要设备 一、电炉法生产对炉料的要求 电炉法制磷生产的主要原料是磷矿、焦碳和硅石。生产上原料的品位、粒度及杂质含量都有一定的要求。 (一)磷矿 对磷矿品位P2O5的要求,一般而言,品位愈高则生产每t黄磷的电耗就愈低,不过这种说法尚不够全面。磷矿中除了P2O5组分外,还有CaO、SiO2、Fe2O3、AL2O3、CO2、F等组分。SiO2是参与磷矿还原反应的有用成分之一。根据SiO3-CaO-Al2O3三元体系的熔点图和生产实践,在炉料中控制炉渣的酸度指标SiO2/CaO(质量比)在0.75 -0.85范围内。可以使炉料有较低的熔融温度,促使反应向生成磷的方向进行。在配料时通常需要添加硅石以补充磷矿石中SiO2含量的不足。一般磷矿和硅石的混合料中P2O5含量达22%-25%即可满足生产要求。但是,P2O5每降低1%,每T黄磷将增加电耗400kW·h左右。某些含硅石高的中低品位磷矿,对酸法生产磷肥是不太适应,但却是制磷的好原料。这是中低品位磷矿的利用途径之一。 磷矿必须有适宜的粒度才能确保电炉的正常运行。如粒度过大,易引起料管堵塞,并在炉内发生离析现象,呈现局部的焦炭“不足”或“过多”,影响还原反应进行。如粒度过细,则增加料层阻力,妨碍炉气逸出,炉内容易结拱、塌料引起操作不稳,炉气中粉尘含量大,泥磷量增多,使磷的得率降低。通常磷矿石的机械强度和热稳定性也有一定的要求。在贮存、运输、加工过程中要有足够的强度而不致粉碎;在加热时不发生爆裂和软化发粘的现象。但磷矿石的机械强度和热稳定性,至今还没有建立统一的质量检验指标,通常是在选用某种磷矿石作原料之前,经试生产考核后才能确定其适用与否。 中国制磷工作者综合参考了磷矿石中P2O5、Ca02、SiO2、Fe2O3、CO2等五个主要组分在电炉内参与化学反应的热效应,根据生产经验推导出评价磷矿的
钢丝 百科名片 钢丝是钢材的板、管、型、丝四大品种之一,是用热轧盘条经冷拉制成的再加工产品。 目录 钢丝 钢丝的生产 烘干处理 热处理 镀层处理 钢丝的分类 编辑本段 钢丝 From 中国食品百科全书
Jump to: navigation, search [中文]: 钢丝 [英文]: steel wire [说明]: 钢丝是钢材的板、管、型、丝四大品种之一,是用热轧盘条经冷拉 钢丝 制成的再加工产品。按断面形状分类,主要有圆、方、矩、三角、椭圆、扁、梯形、Z字形等;按尺寸分类,有特细<0.1毫米、较细~0.5毫米、细~1.5毫米、中等~3.0毫米、粗~6.0毫米、较粗~8.0毫米,特粗>8.0毫米;按强度分类,有低强度<390兆帕、较低强度390~785兆帕、普通强度 785~1225兆帕、较高强度1225~1960兆帕、高强度1960~3135兆帕、特高强度>3135兆帕;按用途分类有:普通质量钢丝包括焊条、制钉、制网、包装和印刷业用钢丝,冷顶锻用钢丝供冷镦铆钉、螺钉等,电工用钢包括生产架空通讯线、钢芯铝绞线等用专用钢丝,纺织工业用钢丝包括粗梳子、综013、针布和针用钢丝,制绳钢丝专供生产钢丝绳和辐条,弹簧钢丝包括弹簧和弹簧垫圈用、琴用及轮胎、帘布和运输胶带用钢丝,结构钢丝指钟表工业、滚珠、自动机易切削用钢丝,不锈钢丝包括上述各用途的不锈钢丝及外科植入物钢丝,电阻合金丝供加热器元件、电阻元件用,工具钢丝包括钢筋钢丝和制鞋钢丝。 编辑本段 钢丝的生产 钢丝生产的主要工序包括原料选择、清除氧化铁皮、烘干、涂层处理、热处理、拉丝、镀层处理等。 原料选择见钢丝原料。 清除氧化铁皮指去除盘条或中间线坯表面的氧化铁皮,目的是防止拉拔时氧化铁皮损伤模具和钢丝表面,为后继的涂或镀层处理准备良好的表
产品生产工艺流程(doc 46页)
产品生产工艺规程--藿香正气片生产工艺规程 说明 由于企业扩大了生产范围,按甘肃佛仁制药科技有限公司《文件起草、修订、审查、批准、撤消、印制及保管管理程序》及《企业内控质量标准管理程序》的规定,本技术文件于2011年01月年经过制定人、审核人、批准人签字确认后,由质量部门发布,并对相关人员进行培训,于执行日期起执行。 产品工艺规程具有法定意义,代表了产品生产和质量控制方面有关法律、法规的符合性和质量安全保证性的内容。任何部门及个人无权更改,如有变更,请按规定的程序进行。申请修订(修改)时,其修改内容及记录作为历史沿革文件,以本规程附件的形式一并存档。 目录 一、产品概述 (3)
二、处方及处方依据 (3) 三、生产工艺流程 (3) 四、制剂处方中中药材前处理和炮制 (5) 五、提取生产操作过程及工艺条件 (7) 六、制剂生产操作过程及工艺条件 (9) 七、原辅料的质量标准和检测方法 (13) 八、中间产品质量标准和检测方法 (14) 九、成品质量标准和检测方法 (19) 十、物料平衡计算方法 (21) 十一、成品容器包装材料的要求 (22) 十二、包装标签内容、说明书式稿 (23) 十三、工艺卫生要求及生产区环境监测方法与标准 (25) 十四、设备一览表及主要设备生产能力 (26) 十五、技术安全及劳动保护 (26) 十六、综合利用与环境保护 (28) 十七、原辅料消耗定额 (29) 十八、包装材料消耗定额 (29) 十九、岗位定员及定额、生产周期 (30) 附录:有关规定、理化常数及换算 (31) 附页:文件修订记录 藿香正气水生产工艺规程 一、产品概述
1.工艺流程介绍 本项目生产工艺共分四部分:轮辋生产工段、轮辐生产工段、合成装配工段及涂装工段。 (1)轮辋生产工艺说明 第一步:纵剪(挤):把材料按照要求宽度进行剪切(挤边:对边料边缘进行挤边去毛刺); 第二步:酸洗:把材料浸入酸液中去氧化皮、锈迹;本项目酸洗采用槽内浸泡方式,除油槽用钢板制作,内壁铺PVC或聚乙烯,材料在槽内浸泡时,应注意放置的位置,避免存留空气,浸泡过程中应上下前后移动或翻动管件,使内腔溶液不断更换,以提高效果。 第三步:水洗:用水清洗材料表面酸洗液和残留污物; 第四步:钝化:在材料表面形成保护膜防止加工过程中生锈;钝化采用池内槽泡方式,钝化槽钢板制作,内壁铺防酸塑料,槽内浸泡时,应注意放置的位置,避免材料内存留空气,浸泡过程中应上下前后移动或翻动方管,使内腔溶液不断更换,以提高效果。必要时取出材料,用水气冲洗后再进行浸泡。 第五步:切割:把材料按照要求长度进行剪切; 第六步:打字:在材料上按要求位置和字样打印清晰标识; 第七步:卷圆:把材料由条形按要求卷制成圆形; 第八步:压端头:把卷制成圆形的工件两端压平整; 第九步:对焊:将压平后的工件两端烧化焊接; 第十步:刮渣(滚压、端切):把工件焊接处上下两平面焊渣刮除干净; 滚压:对焊接处上下两平面进行滚压,要求厚度与其它位置一致; 端切:对焊接处两端焊渣进行切除; 第十一步:冷却:对工件进行降温冷却; 第十二步:修磨:对工件焊接处残留焊渣进行清除; 第十三步:复圆:对工件焊缝和焊缝两边进行复圆消除不圆度;
第十四步:扩口:把工件两端扩成要求的角度和直径; 第十五步:旋压:对工件进行旋压成型底槽R并确认定位点; 第十六步:一序滚压成型:对工件进行滚压预成形底槽等各部形状; 二序滚压成型:对工件进行滚压成形底槽和胎圈座部位; 三序滚压成型:对工件进行滚压成形胎圈座和轮缘部位。 (2)轮辐生产工艺说明 第一步:开平:将进厂卷板料进行校平的工序; 第二步:落圆:将校平后的板料毛坯通过油压机和模具,冲出一定规格的圆料毛坯; 第三步:冲预孔:在冲床上冲出圆料毛坯中心预孔,用于后序定位; 第四步:旋压:以中心预孔定位,将圆料毛坯通过旋压机旋压成一定形状的轮辐毛坯; 第五步:整形:通过压力机和模具对轮辐毛坯安装面进行整形,使安装面的平面度达到规定的要求; 第六步:组合冲压:通过压力机和模具对轮辐毛坯中心孔和螺栓孔同时冲出的工序; 第七步:冲风孔:在冲床上通过带分度装置的模具对轮辐毛坯冲出规定数量的通风孔; 第八步:挤风孔:在冲床上通过模具对轮辐毛坯冲通风孔形成的冲裁毛刺进行挤压的工序; 第九步:平端面:主要是将轮辐端面进行平整,使轮辐高度符合要求,同时也有利于后续焊接; 第十步:车中孔:主要是将轮辐中心孔在车床上通过车胎进行精加工至规定的尺寸; 第十一步:整平面:通过压力机和模具对轮辐毛坯安装面进行整形,使安装面的平面度达到规定的要求;
轮胎生产认识实习报告 专业名称: 实习地点:青岛赛轮股份有限公司 实习时间: 指导教师: 实习目的:认识轮胎生产流程
工厂简介: 赛轮股份有限公司了的前身为成立于2002年11月18日的青岛赛轮子午线轮胎信息化生产示范基地有限公司,位于风景秀丽、交通便捷的国家级经济技术开发区---青岛经济技术开发区富源工业园,占地面积约611亩。公司以青岛科技大学等多所高等院校为依托,由多家知名企业和行业专家共同投资组建,国内首家轮胎信息化生产示范基地,是国家轮胎工艺与控制工程技术研究中心科研示范基地、山东省橡胶行业技术中心依托单位和青岛市制造业信息化示范单位,是中国轮胎业迅速崛起的新锐力。2007年12月27日,公司成功实现股份制改制。 公司坚持产学研相结合,为科研院所、国内外技术专家等提供实验和研发平台,先后与青岛科技大学、山东省橡胶行业技术中心、国家轮胎工艺与控制工程技术研究中心等高等院校、科研院所建立了长期科研合作关系,并成为其实习、示范基地。目前,公司积聚了众多国内外轮胎技术专家,不断进行轮胎设计理论、设计方法的研究以及试验检测手段的改进,形成了一套完整的具有自主知识产权的子午线轮胎配方和结构设计体系。公司在不断进行技术创新和开发的同时,在同行业中率先采用管控一体化网络系统,应用网络化、智能化的计算机信息系统对轮胎生产制造、技术品质控制、能源动力、企业运营管理、产品仓储物流、轮胎销售与售后服务等各项业务进行全方位信息化控制与管理,实现了对生产的每一条轮胎全生命周期数据的实时采集和全程信息追溯。 目前,公司已通过TS16949质量管理体系认证、ISO9001国际质量体系认证、ISO14001环境管理体系认证、3C认证、欧盟ECE认证、美国DOT认证、巴西INMETRO认证、马来西亚SIRIM认证、尼日利亚SONCAP认证和海湾GCC认证。2006年,公司“SAILUN”牌载重汽车轮胎荣获“山东名牌”称号;2007年,公司荣获“AAA级”标准化良好行为证书;2007年,“SAILUN”牌全钢子午
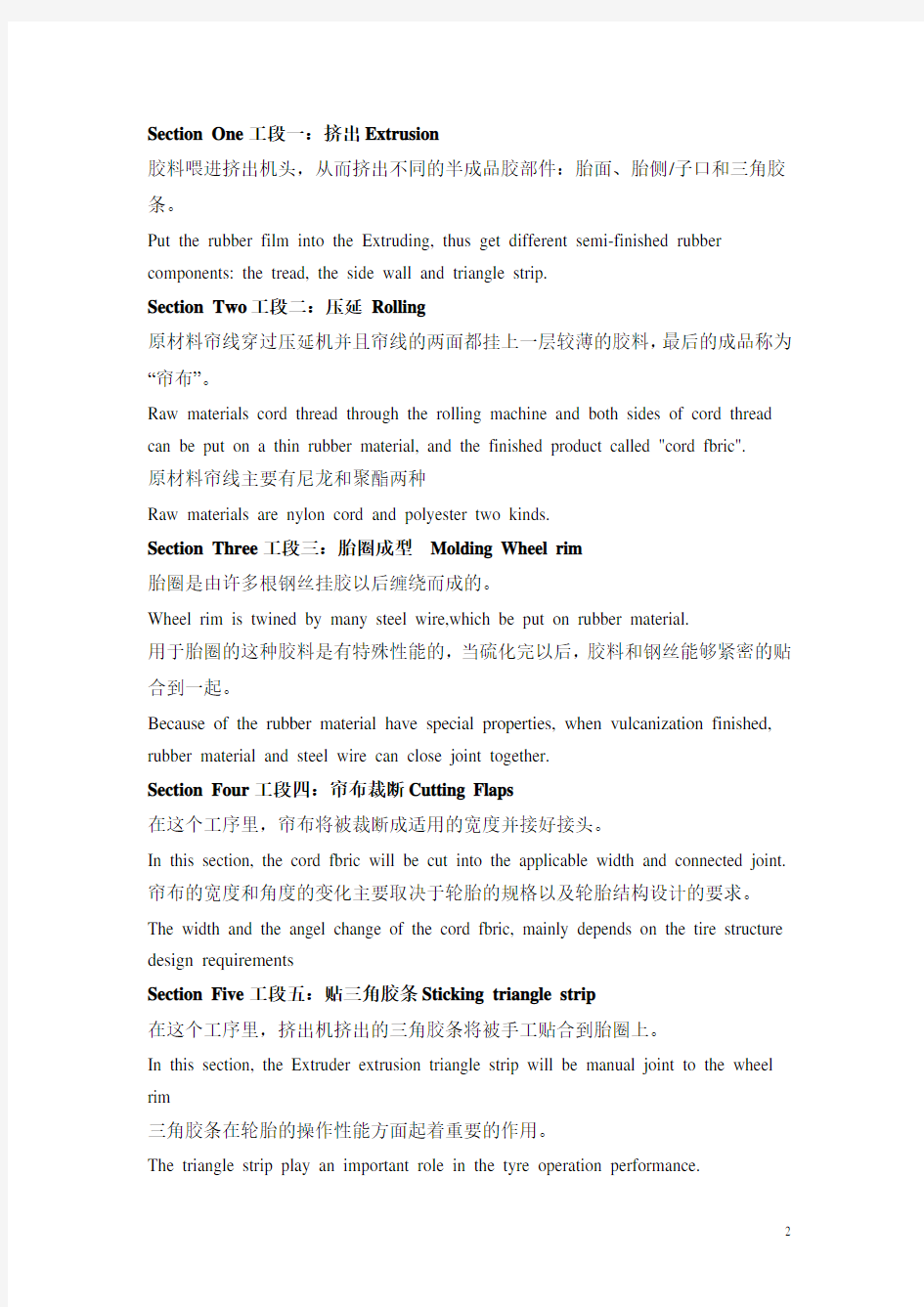
轮胎生产工艺及类型 「炼胶—】 亠 _ [修整剪) [It 品拎血j 钢丝圈成型 用凸缘压出机在钢丝带束层外面形成橡胶涂层,然后针对不同轮胎的规格,按 不同的扎数和直径反复缠绕。 成型 把上述流程生产的部件送往成型区。在这里,把胎面、胎侧、胎体帘布和钢丝 带束层等各部件放在成型鼓上,组装成生胎(即尚未硫化的轮胎)。 碳黑、油料和化学添加剂混合在一起,制成橡胶片。 通过挤压成型,形成组装轮胎所需要的不同形状,比如 碳黑、油料和化学添加剂混合在一起,制成橡胶片。 炼胶 按固定的比例把橡胶、 押出 把橡胶片放进押出机, 胎面和胎侧。 成网和切割 按固定的比例把橡胶、
硫化 对生胎进行处理后,送至硫化机,在特定的压力和温度下硫化一定的时间。本 阶段 形成轮胎的花纹。 修剪/成品检验 为保证轮胎的质量符合我们的标准,经硫化的轮胎最后需送至修整剪区进行修, 并进 行成品检测 轮胎的类型: 全钢子午线轮胎和半钢子午线轮胎具有符合动力学特征的胎面花纹,适用于良好路况下的高速运输车辆。全钢子午线轮胎的用户一般要求在高速运行条件下获得良好的牵引控制效果、节省耗油量、耐磨性以及更长的胎面寿命。 全钢子午线轮胎和半钢子午线轮胎的优点是胎面寿命长,并通过减小车轮在滚动中受到的阻力以达到降低耗油量的目的,使得车辆能对路面产生更大的抓力,从而在高速行使过程中增加车辆运行的稳定性,并提高胎面的耐磨性。 为保证全钢子午线轮胎和半钢子午线轮胎适应不同的功能,在胎面和胎体之间用钢丝带束层进行强化,并按照尺寸和胎体帘布的配置形式划分轮胎的类型。全钢子午线轮胎和半钢子午线轮胎的胎体由钢帘线织聚脂制成,胎体内可以容纳到四层钢丝带束层。 内衬层 胎面 肩垫胶 子口包布 全钢子午线轮胎和半钢子午线轮胎 胎侧 钢丝带束层 下三角腔 隔离胶
生产废水整治综合方案 编制:生产部、技术与项目开发部 拟稿:王开林、付忠炎 审核:韦国祖、蒋成义、祝萌
审批:段仕东 时间:2016年4月
一、目的 为认真贯彻落实黔南州环境保护局、黔南州公安局文件黔南环通[2016]35文件《关于对龙马磷业有限公司等6件环境违法案件实施挂牌督办的通知》要求,进一步解决公司内存在的环境突出问题,消防环境安全隐患,重点整治各车间生产废水外排问题,经公司党政联协会、公司安全生产委员会根据公司实际情况,经研究讨论特制定本方案 二、组织领导 (一)、 为保证公司生产废水整治工作落到实处,特成立以公司总经理为组长的“生产废水整治工作领导小组”,以下简称领导小组,成员如下: 组 长:段仕东 副组长:韦国祖、蒋成义、祝萌 成 员:广聚祥、邓孝吉、田勇、丁大祥、王承俊、徐祖荣、王吕建、王开林 领导小组设办公室于技术与项目研发部,由蒋成义担任组长、祝萌任副组长,二人具体负责监督、检查生产废水整治工作开展情况 (二)、工作职责 1、按照瓮安县环境保护局2016年4月11日环境整治会议“一厂一策”的要求,领导小组组织相关人员对厂区生产废水进行辨识分析,并针对存在的问题拟定环境整治工作专项方案,并为专项整治工作提供必要的技术、工程、资金、人力资源支持。 2、统筹、协调各部门按照专项整治方案落实整治内容,并对各部门整治工作开展情况进行监督、检查,追究失职、渎职现象。 3、落实专项整治工程安全、环保预防措施,定期对整治工作现场进行检查,及时发现潜在的安全、环保隐患,并提出处理意见。 4、对环境专项整治效果进行验收,确保整治结果达到环境要求。 三、工作目标 生产废水“零排放” 四、公司简介 贵州省瓮安县瓮福黄磷有限公司(简称瓮安黄磷公司)地处贵州省瓮安县银盏镇银盏村下街村民组,2004年8月26日成立,注册资金壹仟肆佰零柒万玖仟元,职工人数78人,年工作300天,系贵州省瓮福(集团)有限责任公司下属子公司。 本厂于1998年9建成投产,原名为瓮安县贵信黄磷厂,2001年更名为贵州省大信黄磷有限责任公司,于2004年4月被贵州省瓮福(集团)有限公司收购, 贵州省瓮安县 瓮福黄磷有限公司 生产废水整治 综合方案 编号: SCB-2016-04-13-01 环保整改方案 编制:生产部
第一道:冲压工艺 目标:生产出各种车身冲压零部件 下面是整齐码放的一卷卷的汽车专用钢板,厚度在至不等。这一卷卷的钢板,接下来就将会发生神奇的变化。 首先要把整卷钢板裁剪成大小不等的几块后,分类整理,以便有各自不同的用处。 大小不等的钢材,要经过一道切边工序。然后分配到各个冲压机上,进行下一步工序。 平整的钢材经过冲压机重新塑造,被压制成车身上的各种冲压部件。 压制好的前翼子板,整齐放在成品区待用。
压制成型的车辆侧车身 至此,一批批的汽车钢板就变成了形状结构复杂的车身零部件。接下来他们就被送到了焊接车间,进入了下一道工序。 第二道:焊接工艺 目标:将各种车身冲压部件焊接成完成的车身 每一道焊接完成后,工人师傅都要仔细检查焊接情况。 哈弗的车身焊接还大量运用了工业机器人,这大大提高了效率并降低了失误的风险。 车身焊接完成后,还要再进一步检查焊接情况。 在确认了焊接没有问题之后,白车身就将被送入涂装车间进行下一道工序。 第三道:涂装工艺 目标:防止车身锈蚀,使车身具有靓丽外表 组装完成的车身,被吊装到喷漆车间,先进行电泳防锈处理。
电泳防锈处理完毕后,工人们还要清理车身表面,发现是否有缺陷,为下一步即将到来的喷漆做准备。 由于油漆含有大量有毒物质,而且人工喷漆效率低、浪费油漆,因此哈弗喷漆工艺已经由机器人来完成了。 至此车身涂装工艺就结束了,喷涂完毕的车身将被送到总装车间进行最后一道工序。 第四道:总装工艺 目的:将车身、底盘和内饰等各个部分组装到一起,形成一台完整的车 本来运到总装车间的应该是包含发动机变速箱在内的底盘总成。但是我们有必要了解一下底盘总成是怎么组装的,因此先从哈弗的大梁开始。 在哈弗的大梁上需要安装转向系统和其他不易安装的部件。 这个工序是给车辆安装悬架连杆等部件。
生产工艺管理流程 生产技术部接到产品开发需求后,进行产品开发策划并起草设计开发任务书,经公司领导审批后,业务部门根据产品设计开发任务书准备纸、油墨、印版、烫金等生产材料及生产工艺设备的准备工作,材料、设备准备完成后,安排在印刷车间进行上机打样;打样过程中,由生产技术部组织业务、品质、车间等部门对打样结果进行评审,打样评审通过后,由生产技术部进行送样、签样工作(送中烟技术中心材料部),若签样不合格,需重新进行打样准备;签样完成后,生产技术部根据打样情况形成临时技术标准,品质部形成检验标准,印刷车间根据临时技术标准进生试机生产,生产产品由生产技术部送烟厂进行上机包装测试(若包装测试不通过,生产技术部需重新调整临时技术标准重新试机生产),包装测试通过后,生产技术部根据试机生产时情况形成技术标准。当月生产需求时,生产技术部按生产组织程序进行组织生产,并同时下达技术标准,印刷车间根据生产技术标准,进行工艺首检,确认各项工艺指标正确无误,进行材料及设备的准备工作,各项工作准备完成后按技术标准要求进行工艺控制,生产技术部对整个生产运行过程进行监督,当工艺运行不符合要求时,通知生产技术部进行工艺调整。生产结束后,进入剥盒、选盒工序,经过挑选的烟标合格的按成品入库程序进行入库,不合格的产品按不合格程序进行处理。
产品工艺管理流程图 业务部生产技术部印刷车间品质部输出记录 接到设计 更改需求 段 阶 } 改 更 计 设 { 发 开 吕 产 不通过 不通过 通过 接到设计 开发需求 产品开发策划 打样准备 送样、签样 通过 不通过 形成技术标 准(临时) 审批不通过 上机打样 形成检验标准 设计开发项目组成立 通知 产品开发任务书 段 阶 制 控 艺 工 产 生 送客户包装测试■试生产 ■ 形成技术标准 <接到生 产需求 组织生产 下达工艺标准工艺首检 材料准备设备准备 工艺监督过程质量监督 工艺改进不通过运行判定 成品质量监督 是合格 成品入库 结束 不合格 控制程序 过程检验记录 工艺检查记录表, 匚工艺记录表 工艺运行控制 剥盒、选盒 烟用材料试验评价 报告 印刷作业指导书 生产工作单 换版通知单 生产操作记录表 工艺更改通知单 成品检验记录
二、工艺技术方案 1、工艺流程图 (1)熔炼工序 (2)造型工序 本项目采用先进的脱箱造型工艺进行造型。其技术先进性表现在: ①较高的设备精确度:成形件尺寸及形位精度高,为后续采用高效数控加工提供了理想毛坯。可保证错箱误差小于0.1mm,铸件对机加工的要求降低到了最低值,能够最大限度的节约原材料。 ②最佳的造型方式:可以比较方便、快捷地做出过去很难做出的结构件,从而为新产品开发提供了有力的制造技术支持。 ③高效的生产能力:先进的PLC程序优化了所有机械系统、液压
系统的功能。铸造生产方式高效率、高智能化、高柔性、清洁和集约化。 ④原料的再利用:回收型砂、废砂,将新、旧砂混合用于造型。 1)震压式脱箱造型工艺 震压式脱箱造型工艺流程如下: 脱箱造型线用粘土砂砂处理工艺如下: (3)后处理工序 用冒口去除机清理冒口,对废料和废砂进行回收利用;抛丸清理机对产品进行抛丸处理,定期检查抛丸粒度,使产品表面光洁;对铸件进行打磨处理后送到机械加工工段,经加工形成最终产品;用塑料纸密封保存,放入包装箱入库。 三、生产设备选择 1、设备选型原则
选择的工艺流程是否先进合理,很大程度上取决于选用的设备状况。机器设备的质量和性能,对企业的生产能力、产品质量、原辅材料及公用工程单耗等方面都有直接的影响。购置设备的费用,在生产成本中也占有相当的比重。因此,选择什么样的设备,必须慎重考虑,设备选型应遵循先进、经济、实用的原则,综合考虑投入和产出的关系。 (1)技术上先进,经济上合理 选用的设备同工厂的生产规模相适应,并且能达到工艺要求,确保产品质量。在选择设备时,尽量坚持选用连续化和自动化程度较高的机器设备,以降低工人的劳动强度和提高劳动生产率;同时还要容易保养和维修,公用工程(水、电等)单耗要低。 (2)安全可靠 在选择机器设备时,坚持选用经过生产实践考验合格的产品。避免选用那些技术上不够成熟或未经技术鉴定和生产考验的机器设备。 (3)设备选型必须符合国家能效指标。 2、主要生产设备 生产设备选用国内外先进设备,并使装备水平在满足生产要求的前提下达到国内先进水平。 主要生产设备一览表
三氯化磷生产工艺 将干燥的氯气通入磷和三氯化磷的混合溶液中,再经蒸馏精制而成。原料:黄磷,液氯将黄磷加热熔融后,由专用的黄磷液下往复泵输入到已经加有适量三氯化磷作母液,的反应器内,通氯,进行放热反应,生成的三氯化磷蒸气进入精馏塔精馏,得三氯化磷流入贮罐。反应式 2P + 3Cl2→ 2PCl3+ 313.95kJ/mol (1)熔磷将黄磷投入熔化罐加热熔融。黄磷是自燃物品,需贮于水中,离开水面极易自燃,故投料前熔磷罐必须充氮或二氧化碳,驱净空气。投料时,动作要快,以防自燃。黄磷的熔点甚低,加热温度不必太高,可用夹层热水加热。 (2)反应黄磷与氯气在反应器中反应,生成三氯化磷。反应迅速,并放出大量的热,危险性很大。①反应时必须先加入适量的三氯化磷,生产上称为“底磷”,使黄磷与三氯化磷混合后,再通入氯气进行反应,这样比较稳妥。生产中还必须定期测定“底磷”的含量,勿使过少。②黄磷与氯气的比例必须适当,如果黄磷量不足,则氯气与三氯化磷作用,将生成五氯化磷。后者为白色固体,容易升华,往往堵塞管道,导致事故的发生。若五氯化磷量已较多,在投入黄磷时,则立即与黄磷猛烈反应而还原成大量三氯化磷。其反应如下: 3PCl5 +2p → 5PCl3 在反应过程中,因产生高温,三氯化磷大量气化,以致压力升高,容易发生冲料。冲料后,将使黄磷一起喷出,黄磷遇空气即自燃,容易引起火灾;有时来不及冲料就发生爆炸,后果极为严重。在生产中已有事故教训,必须充分警惕。所以要采用专用的液下往复泵来输送熔融的黄磷。用这种泵输送黄磷,能使加入磷的量不会一次过多,可以防止与五氯化磷猛烈反应而造成爆炸或冲料。③反应产生大量热量,必须及时冷却。冷却方法宜将冷水沿反应器壁四面喷淋,不宜采用夹层通冷水的方法,以防万一器壁渗漏,夹层冷却水的压力使水进入反应器中,与三氯化磷猛烈反应而引起爆炸。 PCl3 + 3H2O → H3PO3+3HCl↑即使用喷淋法,也要经常检修反应器,严防渗漏。冷凝器同样如此。④通氯气的管道必须插入反应液底部。如果管道折断,氯气在液面上与三氯化磷反应生成五氯化磷: PCl3+Cl2→PCl5 (五氯化磷) 则在加入熔磷时极易发生爆炸或冲料。⑤控制反应器内“底磷”液面,可以采用底磷浮标仪,或称“底磷浮标”。“底磷浮标”一般可以根据反应罐内在一定温度下黄磷与三氯化磷的混合比重制成。浮标上端装上铁杆,外套一个螺管式变压器,再接仪表指示。根据浮标的高度不同,而产生的电流也不同,即可判断出“底磷”液位的高度。 (3)精馏从反应器出来的热的气化了的三氯化磷在精馏塔中精馏,取得三氯化磷冷凝液,进入贮槽。若三氯化磷含游离磷高,在脱酸及下一步化合反应时会因黄磷自燃而引起燃烧爆炸,所以应严格控制三氯化磷的质量。
关于轮胎制作工艺流程 2009-05-31 04:55 工序一:密炼工序 轮胎的原材料: 密炼工序就是把碳黑、天然/合成橡胶、油、添加剂、促进剂等原材料混合到一起,在密炼机里进行加工,生产出“胶料”的过程。所有的原材料在进入密炼机以前,必须进行测试,被放
行以后方可使用。密炼机每锅料的重量大约为250公斤。 轮胎里每一种胶部件所使用的胶料都是特定性能的。胶料的成分取决于轮胎使用性能的要求。同时,胶料成分的变化还取决于配套厂家以及市场的需求,这些需求主要来自于牵引力、驾驶性能、路面情况以及轮胎自身的要求。所有的胶料在进入下一工序—胶部件准备工序之前,都要进行测试,被放行以后方可进入下一工序。
工序二:胶部件准备工序 胶部件准备工序包括6个主要工段。在这个工序里,将准备好组成轮胎的所有半成品胶部件,其中有的胶部件是经过初步组装的。这6个工段分别为: 工段一:挤出 胶料喂进挤出机头,从而挤出不同的半成品胶部件:胎面、胎侧/子口和三角胶条。
工段二:压延 原材料帘线穿过压延机并且帘线的两面都挂上一层较薄的胶料,最后的成品称为“帘布”。原材料帘线主要为尼龙和聚酯两种。 工段三:胎圈成型
胎圈是由许多根钢丝挂胶以后缠绕而成的。用于胎圈的这种胶料是有特殊性能的,当硫化完以后,胶料和钢丝能够紧密的贴合到一起。 工段四:帘布裁断 在这个工序里,帘布将被裁断成适用的宽度并接好接头。帘布的宽度和角度的变化主要取决于轮胎的规格以及轮胎结构设计的要求。 工段五:贴三角胶条 在这个工序里,挤出机挤出的三角胶条将被手工贴合到胎圈上。三角胶条在轮胎的操作性能方面起着重要的作用。 工段六:带束层成型 这个工序是生产带束层的。在锭子间里,许多根钢丝通过穿线板出来,再和胶料同时穿过口型板使钢丝两面挂胶。挂胶后带束层被裁断成规定的角度和宽度。宽度和角度大小取决于轮胎规格以及结构设计的要求。 所有的胶部件都将被运送到“轮胎成型”工序,备轮胎成型使用。
轮胎生产工艺流程
工序一:密炼工序 密炼工序就是把碳黑、天然/合成橡胶、油、添加剂、促进剂等原材料混合到一起,在密炼机里进行加工,生产出“胶料”的过程。所有的原材料在进入密炼机以前,必须进行测试,被放行以后方可使用。密炼机每锅料的重量大约为250公斤。轮胎里每一种胶部件所使用的胶料都是特定性能的。胶料的成分取决于轮胎使用性能的要求。同时,胶料成分的变化还取决于配套厂家以及市场的需求,这些需求主要来自于牵引力、驾驶性能、路面情况以及轮胎自身的要求。所有的胶料在进入下一工序—胶部件准备工序之前,都要进行测试,被放行以后方可进入下一工序。 工序二:胶部件准备工序 胶部件准备工序包括6个主要工段。在这个工序里,将准备好组成轮胎的所有半成品胶部件,其中有的胶部件是经过初步组装的。这6个工段分别为: 工段一:挤出 胶料喂进挤出机头,从而挤出不同的半成品胶部件:胎面、胎侧/子口和三角胶条。 工段二:压延 原材料帘线穿过压延机并且帘线的两面都挂上一层较薄的胶料,最后的成品称为“帘布”。原材料帘线主要为尼龙和聚酯两种。 工段三:胎圈成型 胎圈是由许多根钢丝挂胶以后缠绕而成的。用于胎圈的这种胶料是有特殊性能的,当硫化完以后,胶料和钢丝能够紧密的贴合到一起。 工段四:帘布裁断 在这个工序里,帘布将被裁断成适用的宽度并接好接头。帘布的宽度和角度的变化主要取决于轮胎的规格以及轮胎结构设计的要求。 工段五:贴三角胶条 在这个工序里,挤出机挤出的三角胶条将被手工贴合到胎圈上。三角胶条在轮胎的操作性能方面起着重要的作用。 工段六:带束层成型
这个工序是生产带束层的。在锭子间里,许多根钢丝通过穿线板出来,再和胶料同时穿过口型板使钢丝两面挂胶。挂胶后带束层被裁断成规定的角度和宽度。宽度和角度大小取决于轮胎规格以及结构设计的要求。 所有的胶部件都将被运送到“轮胎成型”工序,备轮胎成型使用。 工序三:轮胎成型工序 轮胎成型工序是把所有的半成品在成型机上组装成生胎,这里的生胎是指没经过硫化。生胎经过检查后,运送到硫化工序。 工序四:硫化工序 生胎被装到硫化机上,在模具里经过适当的时间以及适宜的条件,从而硫化成成品轮胎。硫化完的轮胎即具备了成品轮胎的外观—图案/字体以及胎面花纹。现在,轮胎将被送到最终检验区域了。 工序五:最终检验工序 在这个区域里,轮胎首先要经过目视外观检查,然后是均匀性检测,均匀性检测是通过“均匀性实验机”来完成的。均匀性实验机主要测量径向力,侧向力,锥力以及波动情况的。均匀性检测完之后要做动平衡测试,动平衡测试是在“动平衡实验机”上完成的。最后轮胎要经过X-光检测,然后运送到成品库以备发货 工序六:轮胎测试 在设计新的轮胎规格过程中,大量的轮胎测试就是必须的,这样才能确保轮胎性能达到政府以及配套厂的要求。 当轮胎被正式投入生产之后,我们仍将继续做轮胎测试来监控轮胎的质量,这些测试与放行新胎时所做的测试是相同的。用于测试轮胎的机器是“里程实验”,通常做的实验有高速实验和耐久实验。
轮胎生产制造工艺流程
密炼工序是把炭黑、天然/合成橡胶、油、添加剂、促进剂等原材料混合到一起,在密炼机里进行加工,生产出“胶料”的过程。所有的原材料在进入密炼机前,必须进行测试,被放行以后方可使用。轮胎里每一种胶部件所使用的胶料都是特定性能的。胶料的成分取决于轮胎使用性能的要求。同时,胶料成分的变化还取决于配套厂家以及市场的需求,这些需求主要来自于牵引力、驾驶性能、路面情况以及轮胎自身的需求。所有的胶料在进入下一工序—胶部件准备工序之前,都要进行测试,被放行以后方可进入下一工序。 二、胶部件准备工序 胶部件准备工序包括5个主要工段。在这个工序里,将准备好组成轮胎的所有半成品胶部件,其中 有的胶部件是经过初步组装的。这5个工段分别为: 工段一:压出 为获得满足要求形状的橡胶,将混炼后的橡胶投入压出机,并经过模具,从而获得不同的半成品胶 部件:胎面、胎侧、子口和三角胶条的过程。
工段二:压延工段 1.原材料帘线(钢丝)按照一定密度排列后,穿过压延机并且帘线的两面都挂上一定厚度的胶料,最后的成品成为“帘布”。原材料帘线主要为钢丝、尼龙和聚酯。 2.内衬层:相当于轮胎内胎的作用。将致密性橡胶穿过压延机形成按照一定厚度宽度的内衬层。 工段三:胎圈形成 胎圈是由许多根钢丝挂上一定厚度的橡胶以后缠绕而成的。用于胎圈的这种胶料是有特殊性能的,当硫化完以后,胶料和钢丝能够紧密的贴合到一起。
工段四:帘布裁断 在这个工序里,压延物帘布将被裁断成适用的宽度并接好接头。帘布的宽度和角度的变化主要取决于轮胎的规格以及轮胎结构设计的要求。 工段五:贴三角胶条 在这个工序里,挤出机挤出的三角胶条将被手工贴合到胎圈上。三角胶条在轮胎的操作性能方面起着 重要的作用。
【乳胶网- 配方设计】 1.基本工艺流程 伴随现代工业尤其是化学工业的迅猛发展,橡胶制品种类繁多,但其生产工艺过程,却基本相同。以一般固体橡胶(生胶)为原料的制品,它的生产工艺过程主要包括: 原材料准备→塑炼→混炼→成型→硫化→修整→检验 2.原材料准备 橡胶制品的主要材料有生胶、配合剂、纤维材料和金属材料。其中生胶为基本材料;配合剂是为了改善橡胶制品的某些性能而加入的辅助材料;纤维材料(棉、麻、毛及各种人造纤维、合成纤维)和金属材料(钢丝、铜丝)是作为橡胶制品的骨架材料,以增强机械强度、限制制品变型。 在原材料准备过程中,配料必须按照配方称量准确。为了使生胶和配合剂能相互均匀混合,需要对某些材料进行加工: 1.基本工艺流程 伴随现代工业尤其是化学工业的迅猛发展,橡胶制品种类繁多,但其生产工艺过程,却基本相同。以一般固体橡胶(生胶)为原料的制品,它的生产工艺过程主要包括: 原材料准备→塑炼→混炼→成型→硫化→休整→检验
2.原材料准备 橡胶制品的主要材料有生胶、配合剂、纤维材料和金属材料。其中生胶为基本材料;配合剂是为了改善橡胶制品的某些性能而加入的辅助材料;纤维材料(棉、麻、毛及各种人造纤维、合成纤维)和金属材料(钢丝、铜丝)是作为橡胶制品的骨架材料,以增强机械强度、限制制品变型。 在原材料准备过程中,配料必须按照配方称量准确。为了使生胶和配合剂能相互均匀混合,需要对某些材料进行加工: 生胶要在60--70℃烘房内烘软后,再切胶、破胶成小块; 块状配合剂如石蜡、硬脂酸、松香等要粉碎; 粉状配合剂若含有机械杂质或粗粒时需要筛选除去; 液态配合剂(松焦油、古马隆)需要加热、熔化、蒸发水分、过滤杂质; 配合剂要进行干燥,不然容易结块、混炼时旧不能分散均匀,硫化时产生气泡,从而影响产品质量; 3.塑炼 生胶富有弹性,缺乏加工时的必需性能(可塑性),因此不便于加工。为了提高其可塑性,所以要对生胶进行塑炼;这样,在混炼时配合剂就容易均匀分散在生胶中;同时,在压延、成型过程中也有助于提高胶料的渗透性(渗入纤维织品内)和成型流动性。将生胶的长链分子降解,形成可塑性的过程叫做塑炼。生胶塑炼的方法有机械塑炼和热塑炼两种。机械塑炼是在不太高的温度下,通过塑炼机的机械挤压和摩擦力的作用,使长链橡胶分子降解变短,由高弹性状态转变
子午线轮胎的生产流程
第一节生产工艺条件 子午线轮胎的生产对工艺条件的要求比较严格。实践证明,子午线轮胎的质量对生产工艺条件的反应特别敏感,而这一点对斜交胎的生产则表现的不是十分明显。如果把子午线轮胎的生产工艺与斜交胎的生产工艺条件等同要求,那么就不会生产出高质量的于午线轮胎。 1.对温度、湿度的要求 全钢丝子午线轮胎的生产厂房室温要求保持恒定,尤其是压延生产区、裁断生产区和成型生产区一定要严格控制,一般保持在22±2℃。温度低则各种部件变硬,影响粘合,部件收缩率大,部件尺寸难控制,温度高则各种部件工艺操作困难。 相对湿度一般要求控制在50%以下,尤其是钢丝压延锭子房内和成型区。如果湿度过大,钢丝帘线表面有水份,重则生锈,影响橡胶与钢丝帘线的粘合。如果湿度过小,操作人员会感到口干舌燥,极不舒服。所以绝大多数工厂在锭子房和成型区采用大面积空调,来保持春夏秋冬温度、湿度恒定。 2.对紫外线和臭氧的要求 全钢线于午轮胎生产中的各种部件存放应严格控制太阳光中紫外线的照射和臭氧的侵入。因为紫外线和臭氧都会引起橡胶老化而影响橡胶粘合,故子午线轮胎生产厂房一般不采用日光采光,即使是墙上有窗也要在玻璃上涂上一层黄色涂料,用来过滤紫外线,室内采光多采用一种特制的、尽量减少紫外线的日光灯管。半成品部件的贴合面在成型之前尽量不暴露在外面,防上与紫外线和臭氧接触。 3.对灰尘的要求 灰尘对橡胶有隔离作用,影响橡胶的粘合,所以目前太多数于午线轮胎生产厂房都采用封闭式,厂房内的通风采取过滤,胶料及原材料运输采用外用车辆不进车间,内用车辆不出车间的内、外交接。有的厂规定进出车间职工换鞋等一系列措施防止灰尘进入生产区。 第二节胶料生产的主要工艺过程 1. 原材料的加工 主要包括天然橡胶、丁基橡胶的烘胶,将大块的小料加工成符合工艺规程要求的重量。混炼前将天然橡胶、丁基橡胶烘到工艺要求的温度,以利于保护设备和炼胶质量。 2. 配料工艺 炼胶车间要根据胶料的生产配方中规定的质量标准和生产计划的要求将各种小料和大料进行配制,配制的公差要符合制造标准要求。 3. 混炼胶的生产 (1) 混炼胶生产的主要设备 混炼胶生产用的主要设备有GK400N和GK270N、F270密炼机,其中GK400N 采用上顶栓液压控制,有利于分段调整上顶栓压力,保证混炼胶质量。
1.基本流程 将废轮胎放进裂解斧中,加热升温,脱水,然后升温,轮胎融化然后气化,经冷凝器冷凝,分离器分离,振荡过滤可得到液体轮胎油。 2.操作流程 进料 进料即将废轮胎投入到裂解斧中,此过程可以人工进料、平板输送机进料和液压进料机进料等方式,最新工艺工厂通常采用液压进料机进料,因其生产效率高,节省人力,不用冷却裂解釜缩短生产周期,同时安全等优点而被众多工厂广泛采用。 裂解气化 废轮胎投入到裂解斧中,然后加热升温裂解斧,使裂解斧中的温度逐渐升至100℃,此过程中废轮中的水分及小分子物质会挥发,然后析出沉降至分离器中放出,随着水分及小分子物质逐渐挥发完全,裂解斧中的温度就会继续上升,达到140℃时,废轮胎开始融化成液
态,打开转动,使得转炉转动,温度继续升高,已经融化的轮胎会随着温度的升高而逐渐气化,等裂解斧中的温度上升到260℃-280℃时,然后维持6-12h(根据气化情况而定),此时压力在1.2kg/㎡,直到完全气化,气化的气体会到冷凝器中冷凝。 燃烧油冷凝 经裂解斧气化的气体,经过离心分离器去除灰尘等杂质,然后进入粗口经、直通式冷凝器中冷却,经冷凝器冷却得到的液体油进入毛油储罐,然后经油泵打入振动过滤机中过滤,进一步去除杂质,可得到成品油。 经冷凝器中未冷凝的气体,此处称作“不凝气体”,经过冷凝器尾气冷却系统进一步冷却充分回收后进入气液分离器,经尾气燃烧器再次进入裂解斧中再次燃烧,裂解斧加热过程中所产生的废气,经风机抽到水循环式除尘系统,进入气体净化箱中,经有害物质如硫等物质吸附截留,最后比较干净的尾气排入空气中。 裂解斧中的燃烧后生成的碳灰,采用螺旋输送机密封无尘输送出来并做打包处理。废轮胎融化燃烧后所剩余的钢丝,抽出,整理。 河南领帆机械设备有限公司专业从事轮胎裂解设备的生产制造,对各类油脂设备加工具有丰富的经验,拥有自己的制造工厂。公司集设计、制造、安装、调试、科研、销售、售后服务为一体。具备很强的各类油脂预处理,精炼和分提设备加工能力。设备环保节能,出油率高,专业工程师团队为您量身打造方案,欢迎到厂参观!