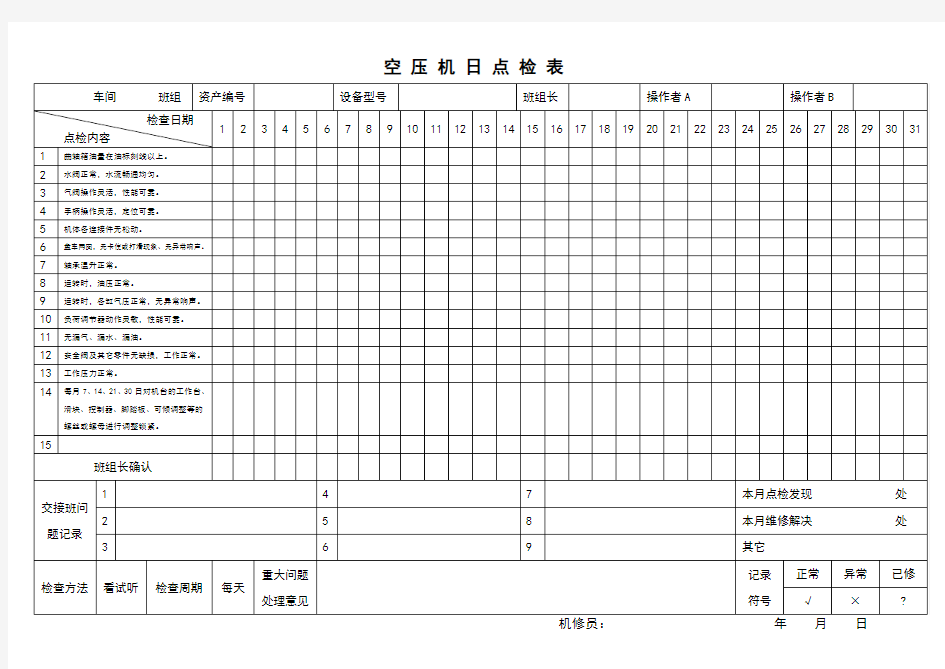

空压机日点检表
工具磨床日点检表
压力机日点检表
高频设备日点检表
拉床日点检表
电阻焊机日点检表
交流弧焊机日点检表
冲床日点检表
压力机日点检表
机修员:年月日钻床日点检表
设备作业日常点检维护内容 一、清扫 (一)清扫的含义及其作用 清扫是指干净地擦去设备上的灰尘与活物。 机械的滑动部位与油压系统、电气控制系统,常常由于灰尘和污物而引起设备磨损、阻塞、泄漏、动作失灵、通电不良和精度下降等,并进而发展成为设备的突发故障,导致产品质量下降,通常将这种现象称为设备的强制劣化。为防止这种强制劣化,首先必须经常注意对设备进行定期的彻底清扫。设备清扫不能仅局限于表面的部位,还要擦净设备的每个角落,使设备的磨损、松动、伤痕、变形、裂纹、温升、振动和异音多潜在的缺陷表面化,以便及时对所发现的这些问题进行妥善处理。对长期不清扫的设备进行彻底清扫,一台设备有时能发现近百个潜在缺陷,还能发现螺栓折报和台架、箱体龟裂等设备内在隐患。所以说,清扫并不单纯是为了干净,更重要的是通过对设备各个部位、角落的清扫、抚摸、观察,使设备的潜在缺陷或损坏、温度、声音等异常情况易于发现。清扫是日常点检活动的最基本的工作。 (二)清扫方法 1.第一阶段初期清扫 初期清扫的目的主要是提高生产操作人员对设备的关心程度和爱护设备 的热情。通过清扫、检查,使操作人员逐渐熟悉设备,建立起爱护环境的习惯,产生不愿再把好不容易打扫干净的设备弄脏的心情,同时也会逐渐发现并提出如下问题:
(1)这里有垃圾和灰尘,会有什么坏作用? (2)这个脏污的发生源在何处?如何预防? (3)有无轻松的清扫办法? (4)有无螺栓松动、部件磨损等不良之处? (5)这个部件是起什么作用的? (6)这里发生故障,修理时费力不费力? 这些问题的发现及提出,循环往复地进行,通过大家讨论,就会萌发自主管理的意识。同时,通过清扫的实践,思考实际行动中产生的问题,并将结果同下次行动联系起来,这是一项很重要的教育培训。这样,一方面,操作人员进行清扫,另一方面,又使他们明白保持设备整洁的重要性和维护整洁的方法,逐渐培养起自觉的管理意识。 2.第二阶段研究发生源、困难点的对策 初期清扫越辛苦,就越能珍惜自己的劳动成果,防止设备再脏污,从这种心情出发,就会对如何改进产生兴趣。例如,尽管多次清扫,但很快又脏污了,就会感到在清扫上花太多的时间实在划不来,于是促使自己想办法彻底解决。又如,好不容易发现和处理好的设备缺陷,很快又发生了,这就促使点检方面下决心,采取彻底的对策。由此就会产生改进设备的想法或建议,并进一步产生实质性的改进对策及改进效果。而真正实现了改进效果,就会给自己带来欣慰和喜悦,进而对更大的改进充满勇气和信心。 (1)垃圾、脏污、异物的危害和发生源的对策。经过第一阶段的清扫,熟悉了垃圾、脏污及异物产生的起源,明白了它们对设备和产品质量的影响。为了提高效率,缩短清扫时间和减少工作量,隔绝其发生源是一个基本对策,如用
固定式螺杆空压机日常点检表 年月 设备名称规格型号设备编号操作者A 操作者B 操作者C 使用部门 检查日期 点检内容点检记录 1 2 3 4 5 6 7 8 9 10 1112 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 每日点检1 检查压缩机油位。 2 检查显示屏的读数。 3 检查加载中是否有冷凝液排出。 4 检查空气过滤器保养指示器。 每周点检5 检查空压机机组有无异常声响和泄漏; 6 检查仪表读数是否正确; 7 检查温度显示是否显示正常。 8 检查工作压力是否正常? 9 安全阀及其他零件无缺损,工作正常。 10 无漏气、漏油、漏水现象。 每月点检11 检查机内有无锈蚀,必要时去锈涂漆; 12 检查机内有无松动,如有则将其紧固; 13 排放冷凝水; 异常情况记录1 8 15 2 9 16 3 10 17 4 11 18 5 12 19 6 13 20 7 14 21 备注1.检查方法:看、听、试 2.检查周期:每天。(由白班操作者负责) 重大 安全 隐患 记录
储气罐日常点检表 年月 设备名称规格型号设备编号操作者A 操作者B 操作者C 使用部门 检查日期 点检内容点检记录 1 2 3 4 5 6 7 8 9 10 1112 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 1 对储气罐外壳表面进行日常清扫(擦拭灰尘) 2 检查储气罐压力表压力是否在规定内(0.4~0.65MPa) 3 检查储气罐安全阀有无漏气 4 每日进行储气罐排水 5 6 7 8 9 10 11 12 13 异常情况记录1 8 15 2 9 16 3 10 17 4 11 18 5 12 19 6 13 20 7 14 21 备注1.检查方法:看、听、试 2.检查周期:每天。(由白班操作者负责) 重大 安全 隐患 记录
费降表格编号 设备名称型号出厂编号购置日期自编号检查、维护记录 马鞍车床12345678910111213141516171819202122232425262728293031操作工 负责设备点检工作: 检查卡盘扳手有无取下,检查防护件是否关闭好开机前 手转主轴检查传动链是否有卡阻现象开机前 检查润滑油泵工作是否正常,待油窗有油后方可启动主轴开机后 检查床头箱润滑油箱油位,不足时添加8小时 检查床鞍下部导轨前后储油杯及后托架油池油量,不足添加8小时 向床鞍上部导轨、横向丝杆、上刀架丝杆、刀座、尾座套筒和尾座丝杆部位加油点加注润滑油8小时 检查挂轮架惰轮轴与轴套润滑情况,适量加注润滑脂(轴头螺塞旋转一圈)8小时 清洁、润滑导轨面下班前 清洗滤油器和导油毛线、毛毡每周 检查进给箱废油量,必要时放掉废油每周 检查切削液有无分层、异味,有则更换并清洁冷却液箱每周 清除刀座和上刀架之间的污物,以保持刀座的重复定位精度每月预计 日进行,实际维护日期: 检查三爪卡盘座安装是否牢固每月预计 日进行,实际维护日期: 维修工 负责下述各项工作,并检查督促操作工进行的设备保养、维护工作: 常规检查:急停按钮、其他开关按钮、各操作手柄、挂轮间隙、 轴套间隙、刮屑板、溜板限位、卡盘防护、前挡屑板、三角带、带轮 500小时预计 日进行,实际维护日期: 检查、调整离合器离合片间隙打滑或操纵预计 日进行,实际维护日期: 检查、调整制动器带闸刹车失灵时预计 日进行,实际维护日期: 调整主轴游隙;调整后应高速空运转不少于1小时,测量温度不高于70℃,温升不超过40℃主轴精度下预计 日进行,实际维护日期: 检查、调整电机传动皮带的松紧每月预计 日进行,实际维护日期: 故障维修记录 注:1、机床加工能力参数——工件最大直径φ500;刀架处工件最大直径φ300;马鞍部位工件最大直径φ710;轴孔φ105
精品文档设备日常点检记录表(1—15 日) 年月 简易数控双柱立 型号规格CKJQ52100 设备类别重、稀、关使用单位 设备名称设备编号015031 式车床Φ 10000×4000×150t 序 点检项目衡量标准 日期 号23456789101112131415 1 1检查设备外观清洁无油污、无黄袍 2检查各处安全装置齐全、灵活、可靠 3检查所有操作开关是否有效控制灵活、准确 4检查工作台温度表、压力表、电流表显示数值是否正确在规定数值范围内 5开机前检查各操作手柄、控制装置所处位置是否正确处于停机位置 6检查稳压器电源输出电压是否正常380V ± 10% 7检查油冷机油温表数值是否在要求范围内12~35℃ 8检查电气柜空调滤网、风冷机滤网、油冷机滤网及通风窗无集尘 9检查滑枕垂直移动润滑面表面有油膜 10检查工作台静压系统压力表视值(操作台面压力表)4MPa 左右 11检查主轴电机运行状态无振动及异常声音 12 13 14 15 点检人签字 点检异常记录异常排除记录 年月日异常情况描述点检人年月日维修内容维修人
说明: 1、每日点检项目,点检者应在上班前30 分钟内完成;2、点检者对点检合格的打“√”,不合格的打“×” ,并在点检异常记录栏内描述。 设备日常点检记录表(16—31 日) 年月 简易数控双柱立式 型号规格CKJQ52100 015031 设备类 重、稀、关使用单位 设备名称设备编号 别 车床Φ10000×4000×150t 序 点检项目衡量标准 日期 号171819202122232425262728293031 16 1检查设备外观清洁无油污、无黄袍 2检查各处安全装置齐全、灵活、可靠 3检查所有操作开关是否有效控制灵活、准确 4检查工作台温度表、压力表、电流表显示数值是否正确在规定数值范围内 5开机前检查各操作手柄、控制装置所处位置是否正确处于停机位置 6检查稳压器电源输出电压是否正常380V ±10% 7检查油冷机油温表数值是否在要求范围内12~35℃ 8检查电气柜空调过滤网、风冷机滤网、油冷机滤网及通风窗无集尘 9检查滑枕垂直移动润滑面表面有油膜 10检查工作台静压系统压力表视值(操作台面压力表)4MPa 左右 11检查主轴电机运行状态无振动及异常声音 12 13 14 15 点检人签字 点检异常记录异常排除记录 年月日异常情况描述点检人年月日维修内容维修人
设备点检要求 一、设备日点检表 1、点检的要求 ①日常点检:主要是设备日点检要求,此项工作应视为维修工作的 基石,没有日点检,就没有预防性的维护,剩下的只能是救火。 生产和维修主管必须重视点检,主动点检,尤其是生产人员,他 们是点检的主力军。设备日点检要求就是以生产人员点检为主, 在故障发生前解决设备问题, ②定期点检:按计划定期点检,生产和维修都要列计划同步进行, 定期点检可以看作是对日常点检工作执行好坏的考核。二级巡视 规定维修组每周检查一次设备,三级巡视规定生产每月定期对设 备进行两次检查,四级巡视规定生产每月定期进行一次检查。 ③年终点检:年终前对主要设备进行一次普查,目的是掌握设备的 当前状态,摸清存在的问题,为制定来年的维修计划做准备。 2、点检的方法 设备的点检一般是在机器运转状态下进行的,很少停车进行静态检查,因此必须采用一些方法。目前流行的检查方法主要有:①感官检测法②温度检测法③润滑检测法④振动检测法⑤超声波检测法。感官检测法是最简单、最省钱的一种方法,其他方法都需要特定的仪器来辅助检 查。 感官检测法就是利用人的感觉器官来发现故障预兆和异常信 息,主要有视觉、听觉、触觉和嗅觉。例如利用视觉观察设备和零件的外
形是否变形,设备是否运转,指示灯是否熄灭,仪表数据是否正常等, (如螺旋机皮带护罩破损变形,层绕放线机护罩变形开焊,切拔丝梭子护罩合页损坏);利用听觉可以检查设备是否有异常声音,(如切丝机梭子运转噪音大,链条炉减速机声音异响,镀铜放线机声音振动异响);利用触觉可以检查轴承温度,(如用手触摸螺旋机轴承室是否过热,直拔放线机箱轴承室是否过热,以及电机运转时否过热);利用嗅觉检查是否有异味、烟和恶臭等(如设备上电机烧时的异味)。感官检测法是我们工作中常用的一种方法。 二、设备的润滑点检表1、设备润滑点检表:定期对设备的转动部位进行润滑,以延长设备的使用寿命. A润滑的形式:①手工润滑②滴油润滑③油绳和毡块润滑④强制送油润滑 ⑤油雾润滑⑥自带油润滑⑦压力循环润滑等等,目前我们最常用的是手 工润滑,简单可靠。 B润滑的“五定”:这是我国润滑技术管理多年实践经验的总结,它使润滑工作经常化、规范化、制度化,切实贯彻“五定”可是设备达到及时、合理、正确地润滑,保证设备处于良好状态。 ①定点:即确定润滑点(多用图或表的形式,见下),要求润滑工操 作人员必须熟悉这些部位。 ②定质:按照润滑图表中规定的油料品种、牌号润滑 ③定量:对各部位执行定量加油,对每个车间来说,必须有油量定 额,超过定额应查找原因。并做好废油的回收利用。 ④定期:对每个加油部位必须规定加油周期,并按规定执行
精品文档你我共享 机械设备日常点检表 目录 1、固定式螺杆空压机 2、储气罐 3、起重机械 4、造型机 5、转子混砂机 6、袋式除尘器 7、内燃式叉车 8、中频感应无芯熔炼炉 9、抛丸清理机 10、三坐标测量机 11、数控车床 12、数控镗铣床 13、加工中心 14、普通车床 15、立式钻床 16、摇臂钻床 17、普通铣床 18、插床
固定式螺杆空压机日常点检表 年月 设备名称规格型号设备编号操作者A 操作者B 操作者C 使用部门 检查日期 点检内容点检记录 1 2 3 4 5 6 7 8 9 10 1112 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 每日点检1 检查压缩机油位。 2 检查显示屏的读数。 3 检查加载中是否有冷凝液排出。 4 检查空气过滤器保养指示器。 每周点检5 检查空压机机组有无异常声响和泄漏; 6 检查仪表读数是否正确; 7 检查温度显示是否显示正常。 8 检查工作压力是否正常? 9 安全阀及其他零件无缺损,工作正常。 10 无漏气、漏油、漏水现象。 每月点检11 检查机内有无锈蚀,必要时去锈涂漆; 12 检查机内有无松动,如有则将其紧固; 13 排放冷凝水; 异常情况记录1 8 15 2 9 16 3 10 17 4 11 18 5 12 19 6 13 20 7 14 21 备注1.检查方法:看、听、试 2.检查周期:每天。(由白班操作者负责) 重大 安全 隐患 记录 注:保养后,用“√”表示进行了点检,“○”表示休息或放假,“×”表示有异常情况,应在“异常情况记录”栏予以记录。
管理制度编号:LX-FS-A89338 设备点检、维护、定修、全面安全 管理制度标准范本 In The Daily Work Environment, The Operation Standards Are Restricted, And Relevant Personnel Are Required To Abide By The Corresponding Procedures And Codes Of Conduct, So That The Overall Behavior Can Reach The Specified Standards 编写:_________________________ 审批:_________________________ 时间:________年_____月_____日 A4打印/ 新修订/ 完整/ 内容可编辑
设备点检、维护、定修、全面安全 管理制度标准范本 使用说明:本管理制度资料适用于日常工作环境中对既定操作标准、规范进行约束,并要求相关人员共同遵守对应的办事规程与行动准则,使整体行为或活动达到或超越规定的标准。资料内容可按真实状况进行条款调整,套用时请仔细阅读。 一、目的 为了强化设备点检制在维检中心全面贯彻执行,巩固和深化设备管理,保证设备安全、可靠、经济运行,以达到减少设备故障,降低维修费用的目标。特制定本管理制度。 二、适用范围 本制度适用于公司全部所属设备的点检管理。 三、组织机构 (1)危险中心经理是设备点检管理工作的第一领导者、管理者和责任者。
(2)维检中心点检站站长是设备点检管理工作的常务领导。 (3)公司设备科是设备点检日常工作管理和考核的职能部门。 (4)各作业区区长兼本作业区点检作业长。 (5)各作业区下设点检责任员及兼(专)职点检员。 四、职责 (1)公司设备科点检站负责全厂设备点检工作的管理和考核。 (2)各作业区负责所辖区域设备点检工作的执行和推广。 (3)维检中心负责厂设备专业点检的实施。 五、定义 为了维持生产设备的原有性能,通过人的“五
Sbgl设备管理之--- 点检员日常工作标准 --- 申国威 (一)点检员一天工作内容 1.主持设备部检修班交接班会(早晨10:00-10:15 下午18:00――18:15)主管工程师向点检员传达上级指令以及设备管理上的问题,做到信息及时上通下达,明确当日重点点检的内容,决定当日工作的重点项目,作好点检前的准备。 2.正常点检作业(10:30-14:00) 3.5小时 (1) 了解生产方、运行方设备运转状态信息。查阅当班作业日志,了解夜间设备运行情况,从而确定重点检查的项目内容,点检员查阅后必须在运行日志与上签名,并对提出的问题汇总并作出答复。 (2)按点检路线进行点检,点检内容分如下几种: 1)按点检路线进行点检检查表上内容的点检。 2)对经常出故障的部位进行跟踪点检。 3)对生产部发现疑问的部位进一步诊断性检查。 4)对节假日或夜间检修、抢险的项目进行认真检查。 3.休息(14:00-15:00)1小时 指中午吃饭与饭后休息。 4.协调交流(15:00-16:00)1小时 对上午点检时发现的问题,相关点检员、主管工程师、工艺工程师通报交流,协调制定合理处理方案。 5.管理工作(16:00-18:00)2小时 (1)计划管理 1)填写工作任务单(编写下一工作日工作计划及内容)。 2)编备件、物资材料计划。 3)编检修计划。 4)完善、修正、制定点检计划表。 (2)实绩记录: 1)点检记录―――点检计划实施后的设备状态缺陷、处理记录的整理汇总(包括巡检记录本、缺陷记录本、润滑记录本)。 2)检修记录―――设备检修内容、修前、修后的技术记录,工时、记录等。 3)备品备件消耗记录―――实际备品资材名称、数量等记录。 6.作业区活动(18:00-19:00) (1)填写工作日志。记录当日工作内容。 (2)参加设备部碰头会,小结工作。 (二)点检员其他管理工作 1.紧急故障处理 当发生设备故障时,好似一个“中断程序”一样,停止其他各种工作。点检员负责故障调查判断,处理方案制定,抢修施工联络,同工艺联系停运时间,并为抢修项目准备备件、资材。抢修结束后,进行验收。 2.检修日管理
设备点检要求 一﹑设备日点检表 1﹑点检的要求 ①日常点检:主要是设备日点检要求,此项工作应视为维修工 作的基石,没有日点检,就没有预防性的维护,剩下的只能 是救火。生产和维修主管必须重视点检,主动点检,尤其是 生产人员,他们是点检的主力军。设备日点检要求就是以生 产人员点检为主,在故障发生前解决设备问题, ②定期点检:按计划定期点检,生产和维修都要列计划同步进 行,定期点检可以看作是对日常点检工作执行好坏的考核。 二级巡视规定维修组每周检查一次设备,三级巡视规定生产 每月定期对设备进行两次检查,四级巡视规定生产每月定期 进行一次检查。 ③年终点检:年终前对主要设备进行一次普查,目的是掌握设 备的当前状态,摸清存在的问题,为制定来年的维修计划做 准备。 2﹑点检的方法 设备的点检一般是在机器运转状态下进行的,很少停车进行静态检查,因此必须采用一些方法。目前流行的检查方法主要有:①感官检测法②温度检测法③润滑检测法④振动检测法⑤超声波检测法。感官检测法是最简单﹑最省钱的一种方法,其他方法都需要特定的仪器来辅助检查。
感官检测法就是利用人的感觉器官来发现故障预兆和异常信息,主要有视觉﹑听觉﹑触觉和嗅觉。例如利用视觉观察设备和零件的外形是否变形,设备是否运转,指示灯是否熄灭,仪表数据是否正常等,(如螺旋机皮带护罩破损变形,层绕放线机护罩变形开焊,切拔丝梭子护罩合页损坏);利用听觉可以检查设备是否有异常声音,(如切丝机梭子运转噪音大,链条炉减速机声音异响,镀铜放线机声音振动异响);利用触觉可以检查轴承温度,(如用手触摸螺旋机轴承室是否过热,直拔放线机箱轴承室是否过热,以及电机运转时否过热);利用嗅觉检查是否有异味﹑烟和恶臭等(如设备上电机烧时的异味)。感官检测法是我们工作中常用的一种方法。 二﹑设备的润滑点检表 1﹑设备润滑点检表:定期对设备的转动部位进行润滑,以延长设备的使用寿命. A润滑的形式:①手工润滑②滴油润滑③油绳和毡块润滑④强制送油润滑⑤油雾润滑⑥自带油润滑⑦压力循环润滑等等,目前我们最常用的是手工润滑,简单可靠。 B润滑的“五定”:这是我国润滑技术管理多年实践经验的总结,它使润滑工作经常化﹑规范化﹑制度化,切实贯彻“五定”可是设备达到及时﹑合理﹑正确地润滑,保证设备处于良好状态。 ①定点:即确定润滑点(多用图或表的形式,见下),要求润滑工 操作人员必须熟悉这些部位。 ②定质:按照润滑图表中规定的油料品种﹑牌号润滑