
第15章 弧齿锥齿轮的加工调整计算
弧齿锥齿轮的切齿是按照“假想齿轮”的原理进行的,而采用的切齿方法要根据具体情况而定。
15.1 弧齿锥齿轮的切齿原理与刀号
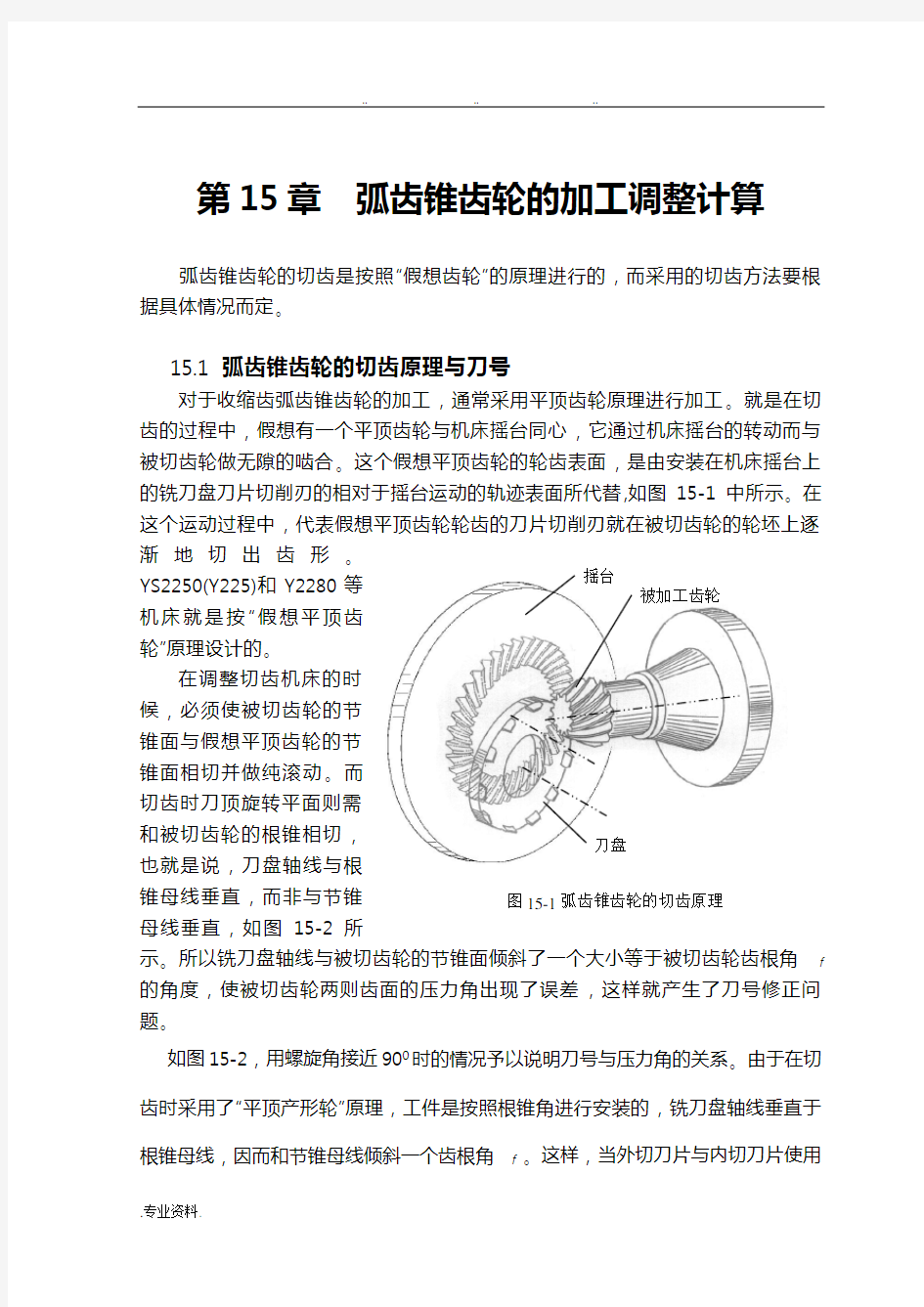
对于收缩齿弧齿锥齿轮的加工,通常采用平顶齿轮原理进行加工。就是在切齿的过程中,假想有一个平顶齿轮与机床摇台同心,它通过机床摇台的转动而与被切齿轮做无隙的啮合。这个假想平顶齿轮的轮齿表面,是由安装在机床摇台上的铣刀盘刀片切削刃的相对于摇台运动的轨迹表面所代替,如图15-1中所示。在这个运动过程中,代表假想平顶齿轮轮齿的刀片切削刃就在被切齿轮的轮坯上逐渐地切出齿形。
YS2250(Y225)和Y2280等
机床就是按“假想平顶齿
轮”原理设计的。
在调整切齿机床的时
候,必须使被切齿轮的节
锥面与假想平顶齿轮的节
锥面相切并做纯滚动。而
切齿时刀顶旋转平面则需
和被切齿轮的根锥相切,
也就是说,刀盘轴线与根
锥母线垂直,而非与节锥
母线垂直,如图15-2所示。所以铣刀盘轴线与被切齿轮的节锥面倾斜了一个大小等于被切齿轮齿根角
f 的角度,使被切齿轮两则齿面的压力角出现了误差,这样就产生了刀号修正问
题。 如图15-2,用螺旋角接近900时的情况予以说明刀号与压力角的关系。由于在切齿时采用了“平顶产形轮”原理,工件是按照根锥角进行安装的,铣刀盘轴线垂直于根锥母线,因而和节锥母线倾斜一个齿根角
f 。这样,当外切刀片与内切刀片使用
图15-1弧齿锥齿轮的切齿原理
摇台 刀盘 被加工齿轮
相同的压力角时,切出来的齿轮凹面与凸面在节锥上的压力角是不相等的(”≠’)。如果要使轮齿中点处的两侧压力角相等,就需要对刀具的两个侧刃的压力角进行修正。
修正时,外侧刃齿形角减少α?,
内侧刃增加α?。α?的确定可按
以下公式计算
βθαsin f ≈? (15-1) 其中β代表螺旋角。由于大轮
与小轮具有不同齿根角f ,所以
从严格意义上来讲,在加工大轮与小轮时,相应的切齿刀盘的刀刃修正量α?也应不同。
按照现有的刀号制度,将α?的单位设置为分,并规定10分为一号,则刀号的计算公式为
小轮理论刀盘刀号
βθβθαsin 610
sin 6010c 111*1f f ==?= (15-2a) 大轮理论刀盘刀号
βθβθαsin 610sin 6010c 222*
2
f f ==?= (15-2b) 所以,在用双面法分别加工大轮与小轮时,应该用不同刀号的刀盘。
图15-2刀盘齿形角对轮齿压力角的影响 θf
δf
但是,制造各种刀号的刀盘,也不太现实。为了简化刀具规格,制定了标准刀号规格,常见的刀号如表15-1所示。选择时应尽量选择与理论刀号相近的刀盘。
例如,压力角=200,刀号c 2*=12的刀盘,其内刀齿形角为220,外刀齿形角为180。对于弧齿锥齿轮内刀齿形角总是大于外刀齿形角(绝对值)。常见刀号对应的齿形角如表15-1所示。
刀盘直径根据齿轮的中点锥距确定,选取的合适与否将影响被加工齿轮的轮齿的收缩方式。刀盘直径计算公式如下
D 0 = 180
cos 1sin 20βαθβg t z R s ∑- (15-3) 由上式可以看出,在螺旋角350附近,刀盘公称直径与中点锥距相近。刀盘的旋向的选择,应该使得在加工时形成顺铣。
刀尖圆角半径可以查表选择。
刀顶距W 2根据被加工齿轮的齿槽宽与加工余量进行调整。W 2根据要控制的弧齿厚来取,其理论值为
αtg h s R R W f e e
m 2122-= (15-4) 15.2弧齿锥齿轮的切齿方法
弧齿锥齿轮的单齿切削方法分为成形法和展成法两大类。 表15-1 常用刀号及其对应的齿形角
常用刀号 3.5 4.5 5.5 6 7.5 9 12 内外齿形角 20035’ 19025’ 20045’ 19015’ 20055’ 19005’ 210 190 21045’ 18045’ 21030’ 18030’ 220 180
15.2.1成形法
用成形法加工的大齿轮齿廓与刀具切削刃的形状一样。
渐开线齿廓的曲率和它的基圆大小有关,基圆越大、齿廓曲率就越小,渐开线就直些;当基圆足够大时,渐开线就接近于直线。而齿轮的基圆大小是由模数m、齿数z和压力角α的余弦大小来决定的。模数和压力角一定时,齿数愈多,基圆直径就越大,相应的齿廓曲率越小,也就是齿廓越接近于直线。对于螺旋锥齿轮,传动比也是影响因素之一,当传动比大一些时,大轮的齿廓就更直一些。
小轮齿数(z1)一定时,传动比越大,大轮齿数也就越多,这时大轮的当量圆柱齿轮的基圆直径也越大,其齿廓接近于直线形,采用成形加工比较方便.当锥齿轮传动比大于2.5时,大轮的节锥角往往在700以上,大轮就可采用成形加工。同时,为了保证其正确啮合,相配小轮的齿廓应加以相应的修正,用展成法加工,这种组合切齿方法叫半滚切法或成形法。
此法生产效率较高,适于大批量生产。
半滚切法用以下三种方法加工:
1.用普通铣刀盘加工,齿廓为直线形,用于被切齿轮节角大于45?的粗切或传动比大于2.5,节角大于70?的大轮的精切,如图15-3。
2.在专用机床上以圆盘拉刀加工,简称拉齿,齿廓是直线形的,粗、精拉可一次完成,适用于传动比大于2.5的大轮。
图15-3 成形法刀盘位置图
图15-4 螺旋成形法刀盘位置图
3.螺旋成形法是半滚切法的特殊形式。在专用机床上,用特殊的圆拉刀盘,精加工传动比大于2.5齿轮副中的大轮,齿廓是直线形的。如图15-4。切齿时,刀盘安装轴线垂直于被切齿轮的面锥母线,刀盘除具有圆周方向的旋转运动外,还沿其自身轴向作往复运动,每个刀片通过齿槽的同时,刀盘轴向往复一次,而使刀齿顶刃始终沿着被切齿轮齿根切削。由于大齿轮的顶锥母线与小齿轮的根锥母线平行,所以大轮圆盘拉刀与小轮铣刀盘的轴线平行。
螺旋成形法切出的轮齿纵向曲面是一个有规则的、可展的和同向弯曲的渐开螺旋面,它得到的是收缩齿。采用螺旋成型法加工的大、小齿轮,不仅在齿宽中点处,而且在齿宽任意一点处,相啮合的凸凹面的压力角都相等,这样就提高了大小齿轮的啮合质量,并且对载荷变化、安装误差不敏感。载荷增加时,接触区长度不变,其位置移向大端。螺旋成形法是当前弧齿锥齿轮和双曲线齿轮切齿方法中较完善的一种,但由于螺旋成形法拉齿设备调整较复杂,目前实际生产中并没有大规模应用。
15.2.2 展成法(滚切法)
展成法是被切齿轮与旋转着的铣刀盘(摇台)按照一定的
比例关系进行滚切运动,加工出来的齿廓是渐开线形的,它
是由刀片切削刃顺序位置的包络线形成的,如图15-5所示,
在切齿过程中刀片的顺序位置如图15-6所示.切削时,先切
一面(如图的上侧面)的齿顶和另一面(如图的下侧面)的齿根:
图15-5
在滚切过程中,逐渐移向上侧面的齿根和下侧面的齿顶,最后脱离切削,如同一对轮齿的啮合运动一样.用此法加工的有以下两种常用的齿线形
状:
1.在YS2250、Y2280或格利森16号等机床上,用刀
片切削刃为直线的铣刀盘,齿长方向曲线是圆弧的一部分。
2.在奥利康2号等机床上用刀片切削刃为直线的铣刀
盘用连续切削法加工,齿长方向曲线是延伸外摆线的一部
分。
15.2.3 弧齿锥齿轮的加工方法
弧齿锥齿轮的切齿方法组合很多.粗切多数是用双面刀盘同时切齿槽的两侧齿面。精切常用三种方法,即:单面切削法、双面切削法和双重双面法。这些方法的特性、优缺点和适用范围列于表15-2中。
选择切齿方法时,应按具体情况。诸如根据现有的切齿机床和刀盘的数量以及被加工齿轮的精度要求等,做出符合客观实际的决定。如果齿轮的加工精度要求较高,产量较大、机床与刀盘齐全时,采用固定安装法比较合适。精度要求不太高的齿轮可用单刀号单面切削法。半滚切和螺旋成形法适宜于大批量生产。