
一、尺寸链公差基本知识训练
1、尺寸链就是研究零件或部件关联尺寸精度及零件关联尺寸精度的问题。
2、在实际应用中,尺寸链主要分为和。
3、尺寸链中每一个尺寸称为环。环可分为和。组成环可分
为和。
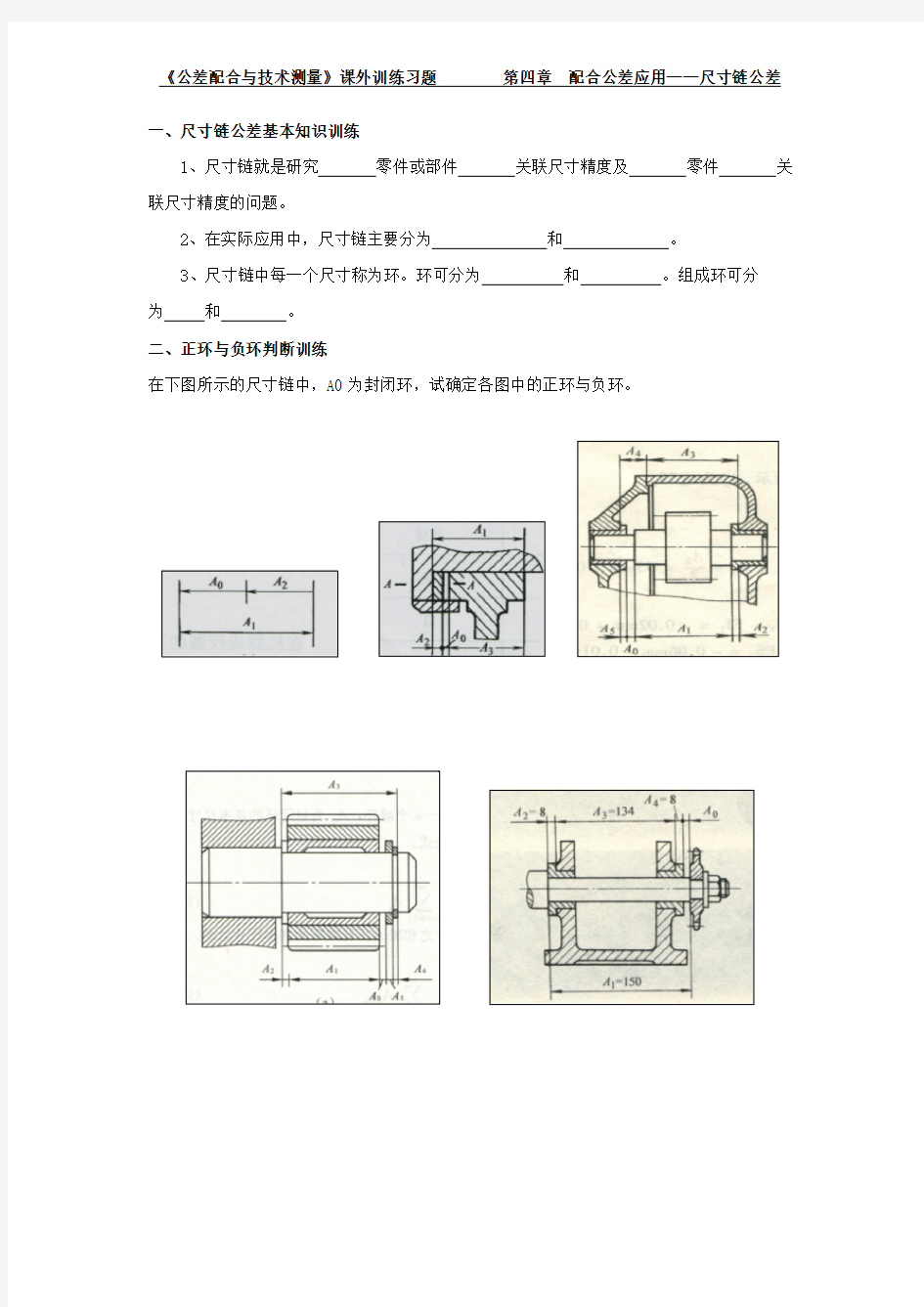
二、正环与负环判断训练
在下图所示的尺寸链中,A0为封闭环,试确定各图中的正环与负环。
三、找环训练 下图为一锥齿轮减速器装配图的一部分(小齿轮套环结构),轴承盖的左端与右轴承右端面间应保证一定的轴向间隙。试找出该间隙和对该间隙有直接影响的全部尺寸连接成封闭的尺寸组,并画出尺寸链线图,判断封闭环、增环和减环。
四、尺寸链计算训练
1、下图为一曲轴部件。经调试运转,发现有的曲轴肩与轴承衬套端面有划伤现象。按设计要求A 0=0.1~0.2 mm ,而A 1=150018.00
mm ,A 2=A 3=7502
.008.0-- mm ,试验算图样给定的零件尺寸的极限偏差是否合理?
2、下图为一链轮部件及其支架。要求装配后轴间间隙A 0=0.2~0.5mm 范围内。已试用等公差调整法求各环公差及上下偏差。
3、下图为一对开式齿轮箱,根据使用要求,间隙A 0应在0~0.9mm 范围内。已知各零
7.补偿环——尺寸链中预先选定某一组成环,可以通过改变其大小或位置,使封闭环达到规定的要求,该组成环为补偿环。 二、尺寸链的形成 为分析与计算尺寸链的方便,通常按尺寸链的几何特征,功能要求,误差性质及环的相互关系与相互位置等不同观点,对尺寸链加以分类,得出尺寸链的不同形式。 1.长度尺寸链与角度尺寸链 ①长度尺寸链——全部环为长度尺寸的尺寸链 ②角度尺寸链——全部环为角度尺寸的尺寸链 2.装配尺寸链,零件尺寸链与工艺尺寸链 ①装配尺寸链——全部组成环为不同零件设计尺寸所形成的尺寸链 ②零件尺寸链——全部组成环为同一零件设计尺寸所形成的尺寸链 ③工艺尺寸链——全部组成环为同一零件工艺尺寸所形成的尺寸链。工艺尺寸指工艺尺寸,定位尺寸与基准尺寸等。 装配尺寸链与零件尺寸链统称为设计尺寸链 装配尺寸链的解算示例
=(标准件) 封闭环的公称尺寸为零,即,先将各组
于内尺寸的组成环按基孔制,孔中心距按对称分布决定其极限偏差。不过需要留一个组成环,其极限偏差确定后计算得到。该组成环称为协调环。此处A s为垫圈,容易加工,且其他尺寸都便于用通用量具测量,故选A s为协调环。由此确定除协调环外各环的极限偏差 为:最后计算确定协调环 为: (2)不完全互换法。采用不完全互换法时,装配尺寸链采用概率法公式计算。当各组成环尺寸服从正态分布时封闭环公差T o 与各组成环公差T t的关系满足。若各组成环尺寸不服从正态分 布,则取封闭环公差T o与各组成环公差T t的关系满足。K依具体分布而定,一般可以取K=1.2~1.6。仍然以图57-4所以示的装配关系简图是基本尺寸,装配精度要求为例,设各组成环尺寸服从一个标准件A4的尺寸链,取各组成环的平均公差T(mm)为:
第五章尺寸链原理及应用 在机械产品设计过程中,设计人员根据某一部件或总的使用性能,规定了必要的装配精度(技术要求),这些装配精度,在零件制造和装配过程中是如何经济可靠地保证的,装配精度和零件精度有何关系,零件的尺寸公差和形位公差又是怎样制定出来的。所有这些问题都需要借助于尺寸链原理来解决。因此对产品设计人员来说尺寸链原理是必须掌握的重要工艺理论之一。 §5-1 概述 教学目的:①尺寸链的基本概念,组成、分类; ②尺寸链的建立与分析; ③尺寸链的计算 教学重点:掌握工艺尺寸链的基本概念;尺寸链组成及分类 教学难点:尺寸链的作图 一、尺寸链的定义及其组成 1. 尺寸链的定义 由若干相互有联系的尺寸按一定顺序首尾相接形成的尺寸封闭图形定义为尺寸链。 在零件加工过程中,由同一零件有关工序尺寸所形成的尺寸链,称为工艺尺寸链,如图5-1所示。在机器设计和装配过程中,由有关零件设计尺寸形成的尺寸链,称为装配尺寸链,如图5-2所示。 图5-1 工艺尺寸链示例 图5-1是工艺尺寸链的一个示例。工件上尺寸A1已加工好,现以底面A定位,用调整法加工台阶面B,直接保证尺寸A2。显然,尺寸A1和A2确定以后,在加工中未予直接保证的尺寸A0也就随之
确定。尺寸A0、A1和A2构成了一个尺寸封闭图形,即工艺尺寸链,如图5-1b所示。 图5-2 装配尺寸链图 由上述可知,尺寸链具有以下三个特征 1)具有尺寸封闭性,尺寸链必是一组有关尺寸首尾相接所形成的尺寸封闭图。其中应包含一个间接保证的尺寸和若干个对此有影响的直接获得的尺寸。 2)尺寸关联性,尺寸链中间接保证的尺寸受精度直接保证的尺寸精度支配,且间接保证的尺寸精度必然低于直接获得的尺寸精度。 3)尺寸链至少是由三个尺寸(或角度量)构成的。 在分析和计算尺寸链时,为简便起见,可以不画零件或装配单元的具体结构。知依次绘出各 个尺寸,即将在装配单元或零件上确定的尺寸链独立出来,如图5-1b),这就是尺寸链图。尺寸链图中,各个尺寸不必严格按比例绘制,但应保持各尺寸原有的连接关系。 2.尺寸链的组成 组成尺寸链的每一个尺寸,称为尺寸链的尺寸环。各尺寸环按其形成的顺序和特点,可分为封闭环和组成环。凡在零件加工过程或机器装配过程中最终形成的环(或间接得到的环)称为封闭环,如图5-1中的尺寸A0。尺寸链中除封闭环以外的各环,称为组成环,如图5-1中的尺寸A1和A2。对于工艺尺寸链来说,组成环的尺寸一般是由加工直接得到的。 组成环按其对封闭环影响又可分为增环和减环。若尺寸链中其余各环保持不变,该环变动(增大或减小)引起封闭环同向变动(增大或减小)的环,称为增环。反之,若尺寸链中其余各环保持不变,由于该环变动(增大或减小)引起封闭环反向变动(减小或增大)的环,称为减环。图5-1
工艺尺寸链计算的基本公式 来源:作者:发布时间:2007-08-03 工艺尺寸链的计算方法有两种:极值法和概率法。目前生产中多采用极值法计算,下面仅介绍极值法计算的基本公式,概率法将在装配尺寸链中介绍。 图 3-82 为尺寸链中各种尺寸和偏差的关系,表 3-18 列出了尺寸链计算中所用的符号。 1 .封闭环基本尺寸 式中 n ——增环数目; m ——组成环数目。 2 .封闭环的中间偏差
式中Δ0——封闭环中间偏差; ——第 i 组成增环的中间偏差 ; ——第 i 组成减环的中间偏差。 中间偏差是指上偏差与下偏差的平均值: 3 .封闭环公差 4 .封闭环极限偏差 上偏差 下偏差 5 .封闭环极限尺寸 最大极限尺寸 A 0max=A 0+ES 0 ( 3-27 )最小极限尺寸 A 0min=A 0+EI 0 ( 3-28 )6 .组成环平均公差 7 .组成环极限偏差 上偏差
下偏差 8 .组成环极限尺寸 最大极限尺寸 A imax=A i+ES I ( 3-32 ) 最小极限尺寸 A imin=A i+EI I ( 3-33 ) 工序尺寸及公差的确定方法及示例 工序尺寸及其公差的确定与加 工余量大小,工序尺寸标注方法及定位基准的选择和变换有密切的关系。下面阐述几种常见情况的工序尺寸及其公差的确定方法。 (一)从同一基准对同一表面多次加工时工序尺寸及公差的确定 属于这种情况的有内外圆柱面和某些平面加工,计算时只需考虑各工序的余量和该种加工方法所能达到的经济精度,其计算顺序是从最后一道工序开始向前推算,计算步骤为: 1 .确定各工序余量和毛坯总余量。 2 .确定各工序尺寸公差及表面粗糙度。 最终工序尺寸公差等于设计公差,表面粗糙度为设计表面粗糙度。其它工序公差和表面粗糙度按此工序加工方法的经济精度和经济粗糙度确定。 3 .求工序基本尺寸。 从零件图的设计尺寸开始,一直往前推算到毛坯尺寸,某工序基本尺寸等于后道工序基本尺寸加上或减去后道工序余量。 4 .标注工序尺寸公差。 最后一道工序按设计尺寸公差标注,其余工序尺寸按“单向入体”原则标注。 例如,某法兰盘零件上有一个孔,孔径为,表面粗糙度值为R a0.8 μ m
尺寸链计算 一.基本概念 尺寸链是一组构成封闭尺寸的组合。 尺寸链中的各个尺寸称为环。零件在加工或部件在装配过程中,最后得到的尺寸称为封闭环。组成环又分为增环和减环,当尺寸链中某组成环的尺寸增大时,封闭环的尺寸也随之增大,则该组成环称为增环。反之为减环。 补偿环:尺寸链中预先选定的某一组成环,可以通过改变其大小或位置,使封闭环达到规定要求。 传递系数ξ:表示各组成环对封闭环影响大小的系数。增环ξ为正值,减环ξ为负值。通常直线尺寸链的传递系数取+1或-1. 尺寸链的主要特征: ①.尺寸连接的封闭性;②.每个尺寸的变化(偏差)都会影响某一尺寸的精度。 二.尺寸链的分类 1.按应用范围分 工艺尺寸链:在零件加工过程中,几个相互联系的工艺尺寸形成的封闭链。 装配尺寸链:在设计或装配过程中,由几个相关零件的有关尺寸形成的封闭链。 2. 按构成尺寸链各环的空间位置分 线性尺寸链:各环位于平行线上 平面尺寸链:各环位于一个平面或相互平行的平面,各环不平行排列。 空间尺寸链:各环位于不平行的平面,需投影到三个座标平面上计算。 3.按尺寸链的形式分 a)长度尺寸链和角度尺寸链 b)装配尺寸链装、零件尺寸链和工艺尺寸链 c)基本尺寸链与派生尺寸链 基本尺寸链指全部组成环皆直接影响封闭环的尺寸链 派生尺寸链指一个尺寸链的封闭环为另一个尺寸链组成环的尺寸链。
d)标量尺寸链和矢量尺寸链 三. 基本尺寸的计算 把每个基本尺寸看成构成尺寸链的各环,验算其封闭环是否符合设计要求。是设计中尺寸链计算时首先应该进行的工作。 目前产品生产中经常出现错误的环节,大部分是基本尺寸链错误。特别是测绘设计的产品。由于原机的制造误差,测量系统的误差以及尺寸修约的误差,往往会使测绘设计与原设计产生很大的偏差,所以必须进行基本尺寸链的计算 四.解尺寸链的主要方法 根据零件尺寸的要求和相关标准确定零件尺寸公差,然后按照解尺寸链的最短途径原理的方法对尺寸公差进行验算和修正。 为了提高零件的装配精度,与其有关各零件表面形成的尺寸链环数必须最少。 a)极值法(完全互换法) 各组成环的公差之和不得大于封闭环的公差 即Σδi≤δN 不适合环数很多的尺寸链 b)概率法(不完全互换法) 设A表示组成环的算术平均值,σ表示均方根偏差,则一般各环的公差取±3σ。 σ=∑- i n A Xi/) ( c)选配法 将尺寸链中组成环的公差放大到经济可行的程度,然后选择合适的零件进行装配。 尺寸链计算程序 ①基本尺寸计算依据产品标准、产品装配图、零件图 ②公差设计计算可以先按推荐的公差等级标准选取公差值,然后按互换法进 行计算调整,决定各组成环的公差与极限偏差。 ③公差校核计算校核封闭环公差与极限偏差。 五. 计算举例
3、公差与配合的标注 (l)在装配图中的标注 国家标准规定,在装配图上标注公差与配合时,配合代号一般用相结合的孔与轴的公差带代号组合表示,即在基本尺寸的后面将代号写成分数的形式,分子为孔的公差带代号。分母为轴的公差带代号。孔和轴的公差带代号分别由基本偏差代号与公差等级两部件组成。 也可以注写成Φ50H7/K6和Φ50F8/h7的形式。 当配合代号的分子中出现基孔制代号H,而分母中同时出现基轴制代号h 时,则称为基准件相互配合,如Φ50H7/K6,它既可以视为基孔制,也可视为基轴制,是一种最小间隙为零的间隙配合。如分子分母均无基准件代号,则属于某一孔公差带与某一轴公差带组成的配合.在装配图中公差号配合的标注见图8. (2)零件图中尺寸公差的标注 在零件图中尺寸公差的标注形式有三种:
l)在基本尺寸后面只标注公差带代号。公差带代号应注写在基本尺寸的右边,如图9 所示,这种标注形式适合于大批量生产的零件。 2)在基本尺寸后面标注极限偏差、表示极限偏差的数字要比基本尺寸的数字小一号,如图9.b所示,偏差值一般要注写三位有效数字,上偏差注写在基本尺寸的右上力;下偏差应与基本尺寸注写在同一底线上。若其中有一个偏差值为零时,要以占位,并与上偏差或下偏差小数点前的个位数字对齐。如果上下偏差数值相同。符号相反,则应首先在基本尺寸的右边注上“士”号,再填写偏差数字,其高度与基本尺寸数字相同,如图10所示.这种标注形式适合于单件或小批量生产的零件。 3)在基本尺寸的后面同时标注公差带代号和极限偏差数值,此时极限偏差数值应加括号,如图9c所示。 如有侵权请联系告知删除,感谢你们的配合! 如有侵权请联系告知删除,感谢你们的配合!
.保证互换性生产的基础是 A.通用化 B. 系列化 C. 标准化 D. 优化 2.决定尺寸公差带大小的是, A、公差等级 B、基本尺寸 C、实际偏差 D、基本偏差 3.?60+0.046 的孔与?60±0.015的轴的结合是配合; A. 间隙 B. 过渡 C. 过盈 D. 无法确定. 4.对于尺寸公差带,代号为P-ZC的基本偏差为 A、上偏差, 正值 B、上偏差,负值 C、下偏差, 正值 D、下偏差, 负值 5.考虑到孔、轴的工艺等价性,下列孔、轴配合中选用不合理的是__。 A.H8/u8 B.H6/g5 C.H8/js8 D.H9/a9 6.当需要对某一被测要素同时给出定向公差和形状公差时,其形状公差值不得()定向公差的一半。 A.大于 B. 等于 C.小于 D.小于等于 7.当被测要素是圆柱面时,其形位公差带的形状是之间的区域。 A D 8.孔的体外作用尺寸其实际尺寸, A、不大于 B、不小于 C、大于 D、等于 9.在表面粗糙度评定参数中,能充分反映表面微观几何形状高度方面特性的是。 A. Ra、 B. Rz C. R Y D. R S m 二、填空题 1. 尺寸公差带二要素是指公差带的. 2. GB/T1800.2将线性尺寸的标准公差分为20级,其中最高级为 3. 表面粗糙度的两个高度特征参数中,比较全面客观地反映表面微观几何形状特征的 是。 4.配合精度要求高的零件,其表面粗糙度数值应 5. 配合公差的数值愈小,则相互配合的孔、轴的公差等级愈 6. 尺寸φ80JS8,已知IT8=46μm,则其最大极限尺寸是mm, 1
最小极限尺寸是 mm 。 三、填表 1.根据已知项,填写未知项。 +0.03Ф60 E
《公差配合与测量技术》知识点 绪言 互换性是指在同一规格的一批零件或部件中,任取其一,不需任何挑选或附加修配就能装在机器上,达到规定的功能要求,这样的一批零件或部件就称为具有互换性的零、部件。 通常包括几何参数和机械性能的互换。 允许零件尺寸和几何参数的变动量就称为公差。 互换性课按其互换程度,分为完全互换和不完全互换。 公差标准分为技术标准和公差标准,技术标准又分为国家标准,部门标准和企业标准。 第一章圆柱公差与配合 基本尺寸是设计给定的尺寸。实际尺寸是通过测量获得的尺寸。 极限尺寸是指允许尺寸变化的两个极限值,即最大极限尺寸和最小极限尺寸。最大实体状态是具有材料量最多的状态,此时的尺寸是最大实体尺寸。 与实际孔内接的最大理想轴的尺寸称为孔的作用尺寸,与实际轴外接的最小理想孔的尺寸称为轴的作用尺寸。 尺寸偏差是指某一个尺寸减其基本尺寸所得的代数差。 尺寸公差是指允许尺寸的变动量。 公差=|最大极限尺寸 - 最小极限尺寸|=上偏差-下偏差的绝对值 配合是指基本尺寸相同的,相互结合的孔与轴公差带之间的关系。 间隙配合:孔德公差带完全在轴的公差带上,即具有间隙配合。 间隙公差是允许间隙的变动量,等于最大间隙和最小间隙的代数差的绝对值,也等于相互配合的孔公差与轴公差的和。 过盈配合,过渡配合 T=ai, 当尺寸小于或等于500mm时,i=0.45+0.001D(um), 当尺寸大于500到3150mm时,I=0.004D+2.1(um). 孔与轴基本偏差换算的条件:1.在孔,轴为同一公差等级或孔比轴低一级配合2.基轴制中孔的基本偏差代号与基孔制中轴的基本偏差代号相当 3.保证按基轴制形成的配合与按基孔制形成的配合相同。 通用规则,特殊规则 例题 基准制的选用:1.一般情况下,优先选用基孔制。2.与标准件配合时,基准制的选择通常依标准件而定。3.为了满足配合的特殊需要,允许采用任一孔,轴公差带组合成配合。 公差等级的选用:1.对于基本尺寸小于等于500mm的较高等级的配合,由于孔比同级轴加工困难,当标准公差小于等于IT8时,国家标准推荐孔比轴低一级相配合,但对标准公差大于IT8级或基本尺寸大于500mm的配合,由于孔德测量精度比轴容易保证,推荐采用同级孔,轴配合。2.既要满足设计要求,又要考虑工艺的可能性和经济性。 各种配合的特性:间隙:主要用于结合件有相对运动的配合。 过盈:主要用于结合件没有相对运动的配合。 过渡:主要用于定位精确并要求拆卸的相对静止的联结。
我国尺寸公差与配合标准的发展历史 1944年:国民党政府制定了“尺寸公差与配合”的国家标准,但实际使用的是日本、德国、美国标准. 1955年:参照苏联标准,第一机械工业部颁布“公差与配合”的部颁标准,此标准只是将苏联标准(OCT标准)付与了中文名词. 1959年:颁布了“公差与配合”的国家标准GB159~174 (简称“旧国标”)(精度等级偏低、配合种类偏少). 1979年:参照国际标准制定了“公差与配合”的国家标准GB1800~1804 —1979(简称“新国标”)取代GB159~174—1959. 1992~1996年上述新国标进行了部分修订,将《公差与配合》改为《极限与配合》, 用《极限与配合基础第一部分:词汇》(GB/T1800.1—1996)替代GB1800-1979中的《公差与配合的术语及定义》;用《一般公差线性尺寸的未注公差》(GB/T1804—1992)替代《未注公差尺寸的极限偏差》(GB1804—1979) 国家标准《极限与配合》中,公差与配合部分的标准主要包括: GB/T1800.1—1997《极限与配合基础第1部分:词汇》 GB/T1800.2—1998《极限与配合基础第2部分:公差、 偏差和配合的基本规定》 GB/T1800.3—1998《极限与配合基础第3部分:标准公 差和基本偏差数值表》 GB/T1800.4—1999《极限与配合标准公差等级和孔、 轴的极限偏差表》 GB/T1801—1999《极限与配合公差带和配合的选择》 GB/T1804—2000《一般公差未注公差的线性和角度尺 寸的公差》 2009年11月1日实施: GB/T1800.1—2009《极限与配合第1部分:公差、偏差 和配合的基础》 GB/T1800.2—2009《极限与配合第2部分:标准公差等 级和孔、轴极限偏差表》 GB/T1801—2009 《极限与配合公差带和配合的选择》 GB/T4249-2009 《公差原则》 GB/T16671-2009 《几何公差最大实体要求、最小实体 要求和可逆要求》 GB/T1182-2008 《几何公差形状、方向、位置和跳动 公差标准》 GB/T 1031-2009 《表面结构轮廓法表面粗糙度参 数及其数值》 GB/T 3177-2009 《光滑工件尺寸的检验》 GB/T 3505-2009 《表面结构轮廓法术语、定义 及表面结构参数》
公差与配合1.基本偏差系列及配合种类 .2.标准公差值及孔和轴的极限偏差值 标准公差值(基本尺寸大于6至500mm) 基本尺寸mm 公差等级 IT5IT6IT7IT8IT9IT10IT11IT12 >6~10 >10~18 >18~30 >30~50 >50~80 >80~120 >120~180 >180~250 >250~315 >315~400 >400~5006 8 9 11 13 15 18 20 23 25 27 9 11 13 16 19 22 25 29 32 36 40 15 18 21 25 30 35 40 46 52 57 63 22 27 33 39 46 54 63 72 81 89 97 36 43 52 62 74 87 100 115 130 140 155 58 70 84 100 120 140 160 185 210 230 250 90 110 130 160 190 220 250 290 320 360 400 150 180 210 250 300 350 400 460 520 570 630
孔的极限差值(基本尺寸由大于10至315mm)μm
轴的极限偏差(基本尺寸由于大于10至315mm)
注:标注▼者为优先公差等级,应优先选用。
形状和位置公差(摘自GB1182~1184-80)形位公差符号 分类形状公差位置公差 项目 直线 度 平面 度 圆度 圆柱 度 平行 度 垂直 度 倾斜 度 同轴 度 对称 度 位置 度 圆跳 动 全跳动符号 圆度和圆柱度公差μm 主参数d(D)图例 公 差 等 级 主参数d(D) mm 应用举例>6 ~ 10 >10 ~18 >18~ 30 >30 ~50 >50~ 80 >80~ 120 >120 ~180 >180 ~250 >250 ~315 >315 ~400 >400 ~500 5234578910 安装E、C级滚 动轴承的配合 面,通用减速器 的轴颈,一般机 床的主轴。634456********* 745678101214161820 千斤顶或压力 油缸的活塞,水 泵及减速器的 轴颈,液压传动 系统的分配机 构86891113151820232527 9911131619222529323640起重机、卷扬机 用滑动轴承等101518212530354046525763 直线度和平面度公差μm
公差与配合基础知识 第一章极限与配合 概述 极限与配合国家标准包括: GB/T 1800.1—1997 《极限与配合基础第1部分:词汇》 GB/T 1800.2—1998 《极限与配合基础第2部分:公差、偏差和配合的基本规定》GB/T 1800.3—1998 《极限与配合基础第3部分:标准公差和基本偏差数值表》 GB/T 1800.4—1999 《极限与配合标准公差等级和孔、轴的极限偏差表》 GB/T 1801—1999 《极限与配合公差带的配合和选择》 GB/T 1803—1979 《极限与配合尺寸至18mm 孔轴公差带》 GB/T 1804—2000 《一般公差线性尺寸未注公差》 现行国家标准《极限与配合》的基本结构包括公差与配合、测量和检验两部分。 公差与配合部分包括公差制和配合制,是对工件极限偏差的规定;测量与检验部分包括检验制与量规制,是作为公差与配合的技术保证。两部分合起来形成一个完整的公差制体系。 第一节基本术语以及定义 一、术语与定义: GB/T 1800.1-1997《极限与配合基础第1部分:词汇》确定了极限与配合的基本术语 1、孔和轴 1)孔通常指工件的圆柱形内表面,也包括非圆柱形内表面(由两平行平面或切面形成的包容面)。 2)轴通常指工件的圆柱形外表面,也包括非圆柱形外表面(由两平行平面或切面形成的被包容面)。 2、尺寸:用特定单位表示线性尺寸值的数值。 1)基本尺寸:是设计给定的尺寸。(基本尺寸是设计零件时根据使用要求,通过刚度、强度计算或结构等方面的考虑,并按标准直径或标准长度圆整后所给定 的尺寸。它是计算极限尺寸和极限偏差的起始尺寸。)
2)实际尺寸:是通过测量获得的尺寸。(由于存在测量误差,实际尺寸也并非被测尺寸的真实值) 3)极限尺寸:极限尺寸是指允许尺寸变化的两个极限值。 较大的称为最大极限尺寸。 较小的称为最小极限尺寸。 3、偏差与公差 偏差:是指某一个尺寸减其基本尺寸所得的代数差,简称偏差。 最大极限尺寸减其基本尺寸的代数差称为上偏差。 最小极限尺寸减其基本尺寸的代数差称为下偏差。 上偏差和下偏差统称为极限偏差。 偏差可以为正值、负值或零值。 公差:是指允许尺寸的变动量,简称公差。 公差等于最大极限尺寸与最小极限尺寸之代数差的绝对值。 例题: 4、配合 配合是指基本尺寸相同的,相互结合的孔和轴公差带之间的关系。 国标对配合规定有两种基准制、即基孔制与基轴制。 配合的类别有间隙配合、过渡配合、过盈配合。
课程培训目标: ?能够计算装配零件的最小和最大壁厚、间隙、或干涉, ?能够创建几何公差或正负公差的尺寸链,分析公差叠加结果, ?能够创建、分析复杂的公差叠加分析工具,包含几何公差,名义尺寸,实效条件尺寸,和正负公差, ?能够分析通用装配条件的公差叠加分析, ?能够分析浮动紧固件的公差叠加分析,如何定义螺栓,轴类,或孔类公差, ?能够分析固定紧固件的公差叠加分析,如何定义螺栓,间隙孔,槽,凸缘,和整体尺寸的公差,以及螺纹孔的投影公差, ?能够计算在不同的基准方案下的最大,最小间隙, ?掌握一套逻辑的,系统的,数量化的公差分析方法, 课程包含主要内容: 课程参与者能够解决实际工作中面对的从简单到复杂的装配体的公差叠加分析。培训中以理论讲授和实践练习相结合来分析尺寸公差和几何公差的叠加分析,比较分析不同的基准设置情况下的输出结果。 培训大纲: ?尺寸链分析的起点 ?创建正负尺寸链 ?如何计算,如何确定影响贡献公差叠加结果的尺寸因素 ?如何分析:最差条件法Wost Case ?哪些几何公差影响公差叠加结果? ?均值分析:Mean ?边界计算:GD&T,MMC,LMC和RFS材料条件修正情况下, ?等边正负公差转换 2.复杂装配体的正负尺寸公差叠加分析 ?计算方法 ?尺寸链分析工具制作 ?分析工具的应用 ?最大、最小间隙的分析结果输出 ?合格率的计算 ?Cpk与公差叠加分析 ?统计公差的分析及计算 ?6Sigma公差设计方法
3.公差叠加的2D分析法–水平方向公差叠加和竖直方向的公差叠加分析?尺寸链分析的起点 ?创建正负尺寸链 ?最小、最大间隙的分析结果输出 4.装配体的公差叠加分析 ?装配体中零件间的尺寸链如何建立 ?不同的尺寸布局方案的公差叠加分析 ?尺寸公差定义的装配体中公差叠加分析复杂性 ?最小,最大间隙结果输出 ?公差的优化 ?合格率的计算 ?与几何公差的比较 5.浮动螺栓装配分析 ?几何公差控制的实效边界和补偿公差 ?内边界,外边界,均值边界 ?公差叠加分析中直径到半径的转化方法 ?轮廓度的叠加分析分解方法 ?基准浮动因素 ?几何公差浮动因素 ?复杂装配体的几何公差尺寸链建立方法 ?分析的标准化模板, 6.固定螺丝装配分析 ?计算装配体的最大、最小间隙 ?投影公差的因素 ?正向设计固定螺栓装配总成 ?逆向设计固定螺栓装配总成 ?对于孔类、槽类、凸缘和轴类装配体的分析 ?确定所有的几何公差因素 ?独立特征和阵列特征的不同分析方法 7.几何公差复杂装配体实例分析 ?对零件进行GD&T定义 ?装配设计方案 ?螺纹特征
尺寸链中形位公差的判别与解算 杜官将,薛小强 摘要:从零件形位公差要素所采用的公差原则入手,讨论了在尺寸链计算中,是否应该考虑形位公差的影响以及形位公差组成环性质的判别方法,并通过实例加以说明。 关键词:公差原则,形位公差;尺寸链 中囤分类号:TG801 文献标识码:A 0引言 在机械加工或装配的过程中,尺寸链是求解工序尺寸或装配精度的重要手段。在查找尺寸链组成环时,除了零件上的长度尺寸外,还经常涉及到零件上的形位公差。尺寸精度、形位精度是保证机械零件功能要求的基础,二者既相互联系,又相互制约,公差原则是处理尺寸公差与形位公差关系的重要原则。以往在计算尺寸链时,通常把与线性尺寸环相连接的零件要素作为具有理想形状和理想位置来处理,或把形位公差包含在尺寸公差之内处理。随着检测技术以及人们对产品质量要求的不断提高,我们认识到在工程中若回避或忽略形位误差的影响,可能会造成零件的报废或产品不合格,给生产带来不应有的经济损失。 文献[1,2]等对形位公差在尺寸链中的处理作了有益的探索,但主要针对同轴度、对称度等少数形位公差,缺乏较全面的分析。本文从零件形位公差要素所采用的公差原则入手,理清形位公差与尺寸公差之间的关系,从而确定形位公差是否应该计入尺寸链,以及尺寸链中形位公差环性质的判别方法,从而为涉及形位公差的尺寸链的求解提供思路。 1 形位公差作为尺寸链组成环的条件 由于零件功能要求的不同,所采用的公差原则也不同[3]。公差原则分为独立原则和相关原则,相关原则又可分为包容原则和最大实体原则。根据零件尺寸及形位公差所采用的公差原则.在建立尺寸链的过程中,对形位公差的处理方法也有所不同。 1.1 对于按包容要求设计的零件要素 包容要求是被测实际要素处处不得超越最大实体边界的一种要求,它只适用于单一尺寸要素(圆柱面、两平行平面)的尺寸公差与形位公差之间的关系。采用包容要求的尺寸要素,应在其尺寸极限偏差或公差代号后加注符号“E”。包容要求的实质就是用零件的尺寸公差控制其形位公差,因此,形位公差不会对封闭环产生影响,在尺寸链的建立过程中,只需计入零件的尺寸及公差,而相应的形位公差不应计入尺寸链。 1.2对于按独立原则设计的零件要素 独立原则是指图样上给定的各个尺寸和形状、位置要求都是独立的,应该分别满足各
線性尺寸鏈公差分析. 程序設計用于(1D)線性尺寸鏈公差分析。程序解決以下問題: 1公差分析,使用算術法"WC"(最差條件worst case)綜合和最優化尺寸鏈,也可以使用統計學計算"RSS"(Root Sum Squares)。 2溫度變化引起的尺寸鏈變形分析。 3使用"6 Sigma"的方法拓展尺寸鏈統計分析。 4選擇裝配的尺寸鏈公差分析,包含組裝零件數的最優化。 所有完成的任務允許在額定公差值內運行,包括尺寸鏈的設計和最優化。 計算中包含了ANSI, ISO, DIN以及其他的專業文獻的數據,方法,算法和信息。標准參考表:ANSI B4.1, ISO 286, ISO 2768, DIN 7186 計算的控制,結構及語法。 計算的控制與語法可以在此鏈接中找到相關信息"計算的控制,結構與語法". 項目信息。 “項目信息”章節的目的,使用和控制可以在"項目信息"文檔裏找到. 理論-原理。 一個線性尺寸鏈是由一組獨立平行的尺寸形成的封閉環。他們可以是一個零件的相互位置尺寸(Fig.A)或是組裝單元中各個零件尺寸(Fig. B). 一個尺寸鏈由分開的部分零件(輸入尺寸)和一個封閉零件(結果尺寸)組成。部分零件(A,B,C...)可以是圖面中的直接尺寸或者是按照先前的加工工藝,組裝方式。所給尺寸中的封閉零件(Z)表現爲加工工藝或組裝尺寸的結果,結果綜合了部分零件的加工尺寸,組裝間隙或零件的幹涉。結果尺寸的大小,公差和極限直接取決于部分尺寸的大小和公差,取決于部分零件的變化對封閉零件變化的作用大小,在尺寸鏈中分爲兩類零件: - 增加零件- 部分零件,該零件的增加導致封閉零件的尺寸增加 - 減少零件- 部分零件,封閉零件尺寸隨著該零件的尺寸增加而減小 在解決尺寸鏈公差關系的時候,會出現兩類問題: 5公差分析- 直接任務,控制 使用所有已知極限偏差的部分零件,封閉零件的極限偏差被設置。直接任務在計算中是明確的同時通常用于在給定圖面下檢查零件的組裝與加工。 6公差合成- 間接任務,設計