定位误差的分析练习
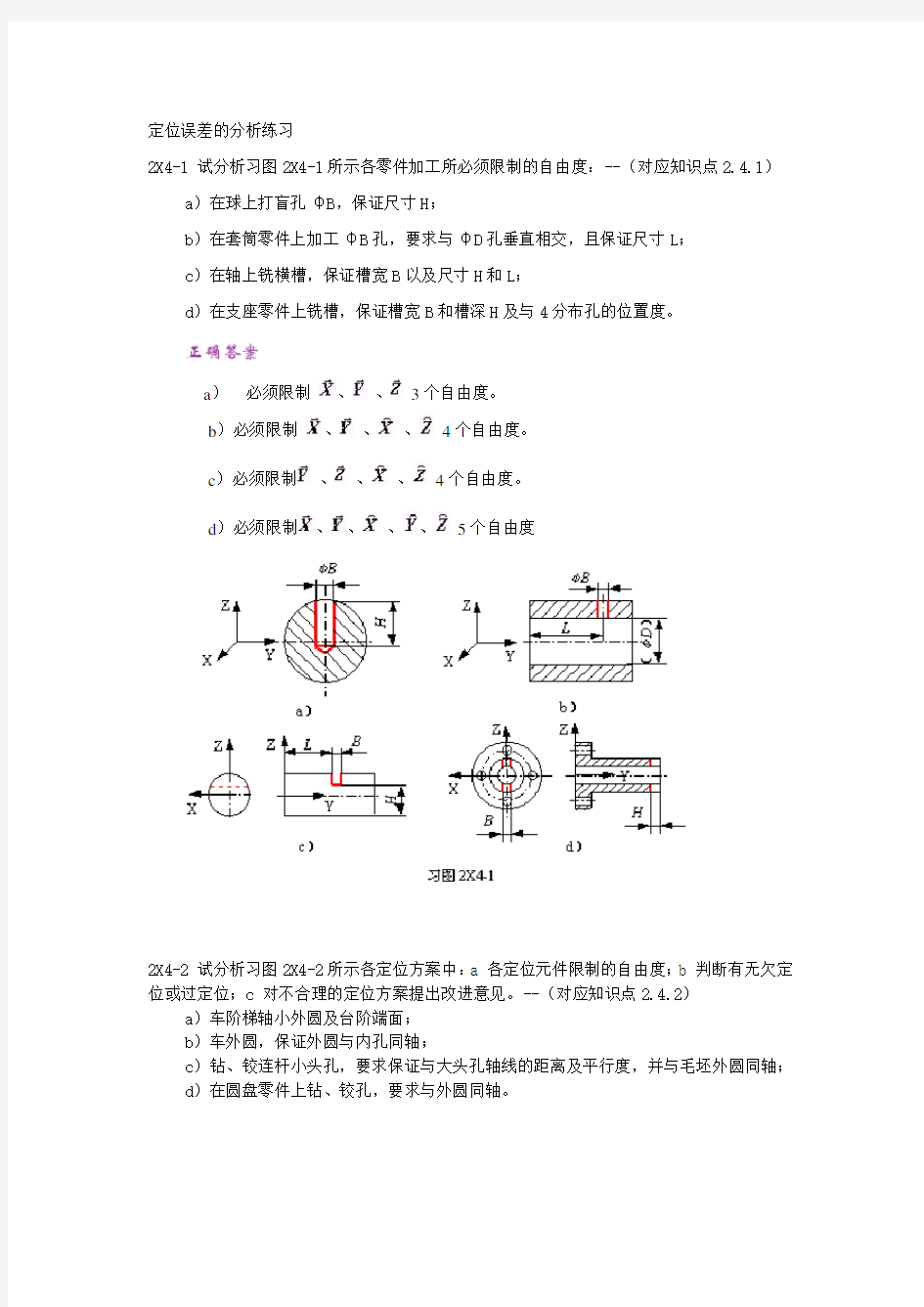
2X4-1 试分析习图2X4-1所示各零件加工所必须限制的自由度:--(对应知识点2.4.1) a)在球上打盲孔φB,保证尺寸H;
b)在套筒零件上加工φB孔,要求与φD孔垂直相交,且保证尺寸L;
c)在轴上铣横槽,保证槽宽B以及尺寸H和L;
d)在支座零件上铣槽,保证槽宽B和槽深H及与4分布孔的位置度。
a)必须限制、、3个自由度。
b)必须限制、、、4个自由度。
c)必须限制、、、4个自由度。
d)必须限制、、、、5个自由度
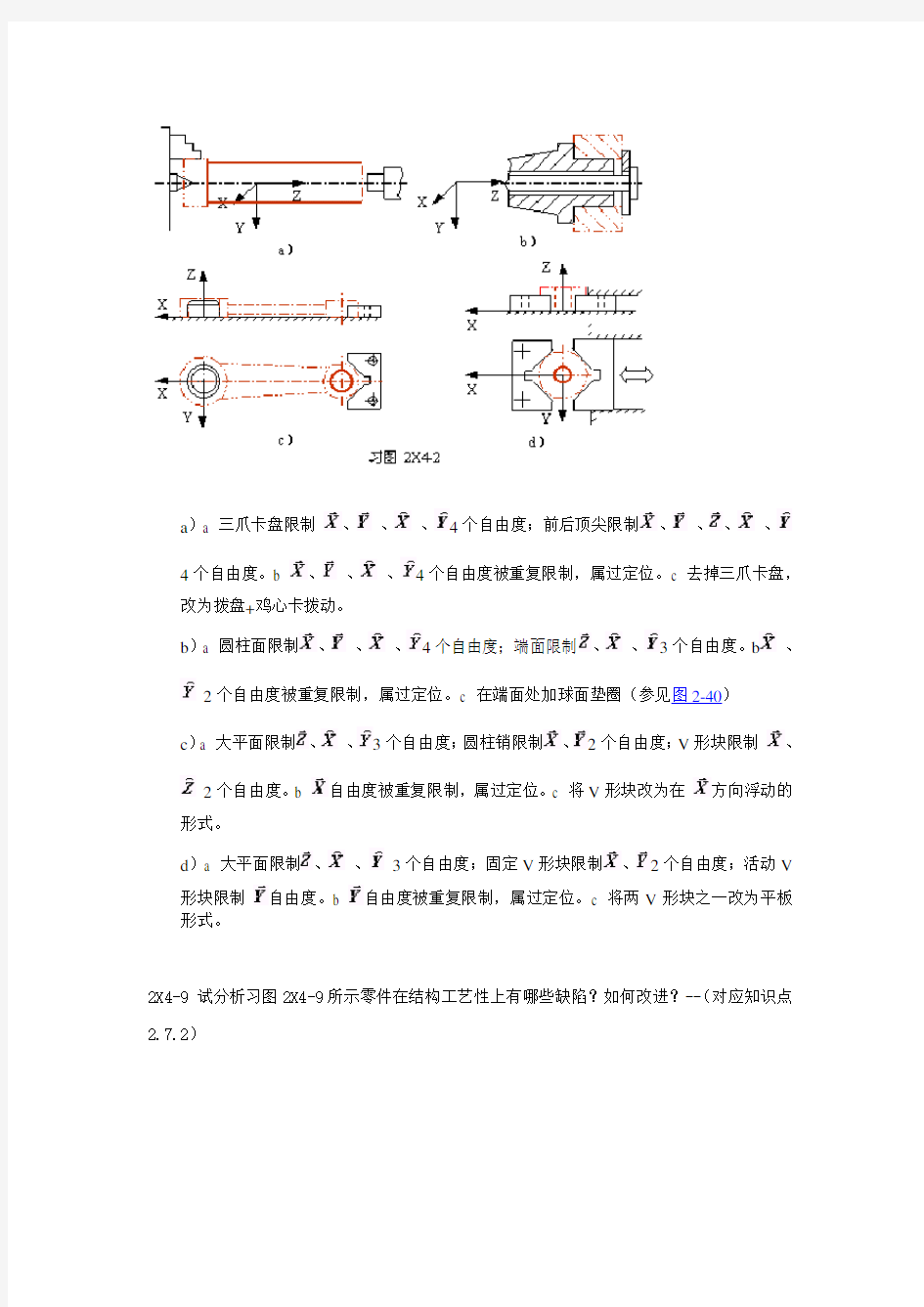
2X4-2 试分析习图2X4-2所示各定位方案中:a 各定位元件限制的自由度;b 判断有无欠定位或过定位;c 对不合理的定位方案提出改进意见。--(对应知识点2.4.2)
a)车阶梯轴小外圆及台阶端面;
b)车外圆,保证外圆与内孔同轴;
c)钻、铰连杆小头孔,要求保证与大头孔轴线的距离及平行度,并与毛坯外圆同轴; d)在圆盘零件上钻、铰孔,要求与外圆同轴。
a)a 三爪卡盘限制、、、4个自由度;前后顶尖限制、、、、
4个自由度。b 、、、4个自由度被重复限制,属过定位。c 去掉三爪卡盘,改为拨盘+鸡心卡拨动。
b)a 圆柱面限制、、、4个自由度;端面限制、、3个自由度。b、
2个自由度被重复限制,属过定位。c 在端面处加球面垫圈(参见图2-40)
c)a 大平面限制、、3个自由度;圆柱销限制、2个自由度;V形块限制、
2个自由度。b 自由度被重复限制,属过定位。c 将V形块改为在方向浮动的形式。
d)a 大平面限制、、3个自由度;固定V形块限制、2个自由度;活动V
形块限制自由度。b 自由度被重复限制,属过定位。c 将两V形块之一改为平板形式。
2X4-9 试分析习图2X4-9所示零件在结构工艺性上有哪些缺陷?如何改进?--(对应知识点2.7.2)
a 螺纹左端无倒角,右端无退
刀槽。应增加倒角和退刀槽。
b 锥面与圆柱面连接处应加退刀槽。
c 右端圆柱面右端应加倒角,与大圆柱面右端面连接处应加退刀槽。
d 两键槽宽度应一致,且方位也应一致。
修改后见习图2X4-9ans
第 2 章误差及数据处理练习题及答案 一、基础题 1、下列论述中正确的是:() A、准确度高,一定需要精密度高; B、精密度高,准确度一定高; C、精密度高,系统误差一定小; D、分析工作中,要求分析误差为零 2、在分析过程中,通过()可以减少随机误差对分析结果的影响。 A、增加平行测定次数 B、作空白试验 C、对照试验 D、校准仪器 3、下列情况所引起的误差中,不属于系统误差的是() A、移液管转移溶液之后残留量稍有不同 B、称量时使用的砝码锈蚀 C、滴定管刻度未经校正 D、以失去部分结晶水的硼砂作为基准物质标定盐酸 4、下列有关随机误差的论述中不正确的是 (A、随机误差是随机的; ) B、随机误差的数值大小,正负出现的机会是均等 的;C、随机误差在分析中是无法避免的; D、随机误差是由一些不确定的偶然因素造成的 5、随机误差是由一些不确定的偶然因素造成的、 2.050 × 10-2是几位有效数字()。 A、一位 B 、二位 C 、三位D 、四位 6、用 25ml 移液管移出的溶液体积应记录为()ml 。 A 、25.0B、 25 C、 25.00 D 、25.000 7、以下关于偏差的叙述正确的是()。 A、测量值与真实值之差 B、测量值与平均值之差 C、操作不符合要求所造成的误差 D、由于不恰当分析方法造成的误差 8、分析测定中出现的下列情况,何种属于随机误差?() A、某学生几次读取同一滴定管的读数不能取得一致 B、某学生读取滴定管读数时总是偏高或偏低; C、甲乙学生用同样的方法测定,但结果总不能一致; D、滴定时发现有少量溶液溅出。 9、下列各数中,有效数字位数为四位的是() A、c H 0.0003mol L 1 B、pH=10.42 C、 W(MgO ) 19.96% D、0. 0400
第一章绪论 习题一 1.设x>0,x*的相对误差为δ,求f(x)=ln x的误差限。解:求lnx的误差极限就是求f(x)=lnx的误差限,由公式(1. 2.4)有 已知x*的相对误差满足,而 ,故 即 2.下列各数都是经过四舍五入得到的近似值,试指出它们有几位有效数字,并给出其误差限与相对误差限。 解:直接根据定义和式(1.2.2)(1.2.3)则得 有5位有效数字,其误差限,相对误差限 有2位有效数字, 有5位有效数字, 3.下列公式如何才比较准确? (1) (2)
解:要使计算较准确,主要是避免两相近数相减,故应变换所给公式。 (1) (2) 4.近似数x*=0.0310,是 3 位有数数字。 5.计算取,利用:式计算误差最小。 四个选项: 第二、三章插值与函数逼近 习题二、三 1. 给定的数值表 用线性插值与二次插值计算ln0.54的近似值并估计误差限. 解:仍可使用n=1及n=2的Lagrange插值或Newton插值,并应用误差估计(5.8)。线性插值时,用0.5及0.6两点,用Newton插值 误差限,因
,故 二次插值时,用0.5,0.6,0.7三点,作二次Newton插值 误差限 ,故 2. 在-4≤x≤4上给出的等距节点函数表,若用二次插值法求的近似值,要使误差不超过,函数表的步长h 应取多少? 解:用误差估计式(5.8), 令 因 得 3. 若,求和.
解:由均差与导数关系 于是 4. 若互异,求 的值,这里p≤n+1. 解:,由均差对称性 可知当有 而当P=n+1时 于是得 5. 求证. 解:解:只要按差分定义直接展开得 6. 已知的函数表
实验二 流体流型观测及临界雷诺数的测定 一.实验数据记录 1.实验设备基本参数: 试验导管内径d=Φ23mm 转子流量计 公称通径=25mm 2.实验数据记录: 二.实验数据处理 1.查表知18℃水的相关物理参数如下: 密度 ρ= m 3 黏度μ=2 -??m s mN 2.数据处理 17.88)898885908988(616 16 1 11=+++++== ∑=i i Q Q L ·h -1 33.188)208181180191190180(6 16 16 2 22 =+++++==∑=i i Q Q L ·h -1 由u d Q 24 π = ,μ ρ du = Re 知,d Q μπρ 4Re = 代入数据得:
12821023100559.136005.9981017.884Re 333 1332 =????????????=------m m s N m kg s m π下 27381023100559.136005.9981033.1884Re 3 233 133=????????????=------m m s N m kg s m π上 三.实验误差分析 Re 文献理论值: 下临界值为下Re =2000,上限临界值为上Re =4000 实验产生误差的主要原因: 1.实验中未调节红墨水流量。红墨水的注射速度应与主体流速相随,随水流速增加,需相应增加红墨水的注射流量。这是实验产生误差的主要原因。 2.每次调节后,都要等到流动型态稳定后,再记录数据,这是实验产生误差的一个重要 原因。 3.由于个人对流体流型的判断差异,也是实验产生误差的主要原因。 4.实验前未对转子流量计进行标定,由于转子流量计具有恒压差,需进行系统读数校正,这也是引起读数误差的一个主要原因。 5.稳压水槽中的溢流水量,随着操作流量的改变需相应调节,既不能让水位下降亦不能发生泛滥。稳压水槽中的水位变化会使流速不稳定也会产生一定误差。 6.实验中碰撞设备,操作应轻巧缓慢,大声说话等都会干扰流体的稳定状态。 7.实验中未检查针头。针头位置应与液体流速平行且应位于管轴线上方为佳。 四.思考题 1.雷诺数的物理意义是什么 答:雷诺数的物理意义是表征惯性力与黏性力之比。惯性力加剧湍动,黏性力拟制湍动。若流体的流速大或黏度小,Re 便大,表示惯性力占主导地位;雷诺数愈大,湍动程度愈激烈。若流体的速度小或黏度大,Re 便小,小到临界值以下,则黏性力占主导地位。 2.有人说可以只用流体的速度来判断管中流体的流动形态,当流速低于某一具体数值是层流,否则是湍流,你认为这种看法对否,在什么条件下可以用流速来判断流体的流动形态
(3)定位误差的计算 由于定位误差ΔD是由基准不重合误差和基准位移误差组合而成的,因此在计算定位误差时,先分别算出Δ B和ΔY ,然后将两者组合而得ΔD。组合时可有如下情况。 1)Δ Y ≠ 0,Δ B=O时Δ D= Δ B (4.8) 2)ΔY =O,Δ B ≠ O时Δ D= Δ Y (4.9) 3)Δ Y ≠ 0, Δ B ≠ O时 如果工序基准不在定位基面上Δ D=Δ y + Δ B (4.10) 如果工序基准在定位基面上Δ D=Δ y ±Δ B (4.11) “ + ” ,“—” 的判别方法为: ①设定位基准是理想状态,当定位基面上尺寸由最大实体尺寸变为最小实体尺寸 (或由小变大)时, 判断工序基准相对于定位基准的变动方向。 ②② 设工序基准是理想状态,当定位基面上尺寸由最大实体尺寸变为最小实体尺寸 (或由小变大) 时,判断定位基准相对其规定位置的变动方向。 ③③ 若两者变动方向相同即取“ + ” ,两者变动方向相反即取“—”。 -、定位误差及其组成 图9-21a 图9-21 工件在V 形块上的定位误差分析 工序基准和定位基准不重合而引起的基准不重合误差,以表示由于定位基准和定位元件本身的 制造不准确而引起的定位基准位移误差,以表示。定位误差是这两部分的矢量和。 二、定位误差分析计算 (一)工件以外圆在v形块上定位时定位误差计算 如图9-16a所示的铣键槽工序,工件在v 形块上定位,定位基准为圆柱轴心线。如果忽略v形块的制造误差,则定位基准在垂直方向上的基准位移误差
(9-3) 对于9-16中的三种尺寸标注,下面分别计算其定位误差。当尺寸标注为B1时,工序基准和定位基准重合,故基准不重合误差ΔB=0。所以B1尺寸的定位误差为 (9-4) 当尺寸标注为B2时,工序基准为上母线。此时存在基准不重合误差 所以△D应为△B与Δy的矢量和。由于当工件轴径由最大变到最小时,和Δy都是向下变化的,所以,它们的矢量和应是相加。故 (9-5) 当尺寸标注为B3时,工序基准为下母线。此时基准不重合误差仍然是,但当Δy向下变化时,ΔB 是方向朝上的,所以,它们的矢量和应是相减。故 (9-6) 通过以上分析可以看出:工件以外圆在V形块上定位时,加工尺寸的标注方法不同,所产生的定位误差也不同。所以定位误差一定是针对具体尺寸而言的。在这三种标注中,从下母线标注的定位误差最小,从上母线标注的定位误差最大。 四.计算题:(共 10 分) 如图所示套类工件铣键槽,要求保证尺寸94-0.20,分别采用图(b)所示的定位销定位方案和图(c)所示的V形槽定位方案,分别计算定位误差。
第二章 误差和分析数据处理 1、 指出下列各种误差是系统误差还是偶然误差?如果是系统误差,请区别方法误差、仪器 和试剂误差或操作误差,并给出它们的减免方法。 答:①砝码受腐蚀: 系统误差(仪器误差);更换砝码。 ②天平的两臂不等长: 系统误差(仪器误差);校正仪器。 ③容量瓶与移液管未经校准: 系统误差(仪器误差);校正仪器。 ④在重量分析中,试样的非被测组分被共沉淀: 系统误差(方法误差);修正方法,严格沉淀条件。 ⑤试剂含被测组分: 系统误差(试剂误差);做空白实验。 ⑥试样在称量过程中吸潮: 系统误差;严格按操作规程操作;控制环境湿度。 ⑦化学计量点不在指示剂的变色范围内: 系统误差(方法误差);另选指示剂。 ⑧读取滴定管读数时,最后一位数字估计不准: 偶然误差;严格按操作规程操作,增加测定次数。 ⑨在分光光度法测定中,波长指示器所示波长与实际波长不符: 系统误差(仪器误差);校正仪器。 ⑩在HPLC 测定中,待测组分峰与相邻杂质峰部分重叠 系统误差(方法误差);改进分析方法 11、两人测定同一标准试样,各得一组数据的偏差如下: ① 求两组数据的平均偏差和标准偏差; ② 为什么两组数据计算出的平均偏差相等,而标准偏差不等; ③ 哪组数据的精密度高? 解:①n d d d d d 321n ++++= 0.241=d 0.242=d
1 2 i -∑= n d s 0.281=s 0.312=s ②标准偏差能突出大偏差。 ③第一组数据精密度高。 13、测定碳的相对原子质量所得数据:12.0080、12.0095、12.0099、12.0101、12.0102、12.0106、12.0111、12.0113、12.0118及12.0120。求算:①平均值;②标准偏差;③平均值的标准偏差;④平均值在99%置信水平的置信限。 解:①12.0104i =∑= n x x ②0.00121)(2 i =--∑= n x x s ③0.00038== n s s ④0.0012 0.000383.25 25.3t 92-2 0.01±=?±==±±==时,,查表置信限=f n s t n s t x u 15、解:(本题不作要求) ,存在显著性差异。 得查表8,05.08,05.021R 2121 306.2 228 24649.34 64 60008 .04602 .04620.00008.00008.0%08.0 4602.0%02.46 4620.0%20.46t t t f t S S S S S x x >=-=-+==+?-= ========== 16、在用氯丁二烯氯化生产二氯丁二烯时,产品中总有少量的三氯丁二烯杂质存在。分析表明,杂质的平均含量为1.60%。改变反应条件进行试生产,取样测定,共取6次,测定杂质含量分别为:1.46%、1.62%、1.37%、1.71%、1.52%及1.40%。问改变反应条件后,产品中杂质百分含量与改变前相比,有明显差别吗?(α=0.05时) 解:
GPS卫星定位误差习题 〈习题1〉 试述GPS测量定位中误差的种类,并说明产生的原因。 〈习题2〉 试述GPS定位误差来源。并详细说明各类误差来源影响特征与对策。 〈习题3〉 什么是星历误差?它是怎样产生的?如何削弱或消除其对GPS定位所带来影 响? 〈习题4〉 电离层误差、对流层误差是怎样产生的?你认为采用何种方法对削弱GPS测量定位所带来的影响最为有效。为什么? 〈习题5〉 在GPS测量定位中,多路径效应是怎样产生的?如何削弱多路径效应对GPS测量定位所带来的影响? 〈习题6〉 与接收机有关的误差包括哪几种?怎样削弱其影响?
第五章GPS卫星定位误差答案 习题一参考答案: GPS定位误差分类 1.按误差来源分类 (1)与卫星有关误差 星历误差 卫星钟差 相对论效应影响 (2)与卫星信号有关误差 电离层延迟影响 对流层延迟影响 多路径效应影响 (3)与接收机有关误差 接收机钟差 天线相位中心变化影响 位置误差 2.按误差性质分类 系统误差:钟差、星历误差、电离层延迟影响、对流层延迟影响 偶然误差:多路径效应影响、位置误差、天线相位中心变化影响 习题二参考答案: GPS定位误差来源有三个构成量: (1)卫星误差:GPS信号的自身误差及人为的SA误差; (2)GPS信号从卫星传播到用户接收天线的传播误差; (3)接收误差:GPS信号接收机所产生的GPS信号测量误差。 按误差产生内容分: A 卫星误差:(1)星历误差:用星历误差计算出的GPS卫星在轨位置与其真实位置之差的精度损失;(2)星钟误差:星钟A系数代表性误差的精度损失。 B 传播误差:电离层时延改正误差;对流层时延改正误差;多路径误差;相对论效应误差,即频率常数补偿导致的补偿残差。
“误差分析和数据处理”习题及解答 1.指出下列情况属于偶然误差还是系统误差? (1)视差;(2)游标尺零点不准;(3)天平零点漂移;(4)水银温度计毛细管不均匀。 答:(1)偶然误差;(2)系统误差;(3)偶然误差;(4)系统误差。2.将下列数据舍入到小数点后3位: ;;;;;。 答:根据“四舍六入逢五尾留双”规则,上述数据依次舍为:;;;;;。 3.下述说法正确否?为什么? (1)用等臂天平称衡采取复称法是为了减少偶然误差,所以取左右两边所称得质量的平均值作为测量结果,即 (2)用米尺测一长度两次,分别为cm及cm,因此测量误差为cm。 答:(1)错。等臂天平称衡时的复称法可抵消因天平不等臂而产生的系统误差。被测物(质量为m)放在左边,右边用砝码(质量为m r)使之平衡,ml1 =m r l2,即 当l1 =l2时,m=m r。当l1 ≠l2时,若我们仍以m r作为m的质量就会在测量结果中出现系统误差。为了抵消这一误差,可将被测物与砝码互换位置,再得到新的平衡,m l l1 =ml2,即 将上述两次称衡结果相乘而后再开方,得 这时测量结果中不再包含因天平不等臂所引起的系统误差。 (2)错。有效数字末位本就有正负一个单位出入;测量次数太少;真值
未知。 4.氟化钠晶体经过五次重复称量,其质量(以克计)如下表所示。试求此晶体的平均质量、平均误差和标准误差。 解:平均质量 3.69130 0.738265i i m m n = = =∑ 平均误差 || 0.00012 0.0000245 i i m m d n -=± =± =±∑ 标准误差 0.000032σ===± 5.测定某样品的重量和体积的平均结果W = g ,V = mL ,它们的标准误差分别为 g 和 mL ,求此样品的密度。 解:密度 -110.287 4.436 g mL 2.319 W V ρ= ==? 间接测量结果(乘除运算)的相对标准误差: 测量结果表示为:ρ = ± g ·mL -1 6.在629 K 测定HI 的解离度α时得到下列数据:
3.2.3 定位误差的分析与计算 在成批大量生产中,广泛使用专用夹具对工件进行装夹加工。加工工艺规程设计的工序图则是设计专用夹具的主要依据。由于在夹具设计、制造、使用中都不可能做到完美精确,故当使用夹具装夹加工一批工件时,不可避免地会使工序的加工精度参数产生误差,定位误差就是这项误差中的一部分。判断夹具的定位方案是否合理可行,夹具设计质量是否满足工序的加工要求,是计算定位误差的目的所在。 1.用夹具装夹加工时的工艺基准 用夹具装夹加工时涉及的基准可分为设计基准和工艺基准两大类。设计基准是指在设计图上确定几何要素的位置所依据的基准;工艺基准是指在工艺过程中所采用的基准。与夹具定位误差计算有关的工艺基准有以下三种: (1)工序基准 在工序图上用来确定加工表面的位置所依据的基准。工序基准可简单地理解为工序图上的设计基准。分析计算定位误差时所提到的设计基准,是指零件图上的设计基准或工序图上的工序基准。 (2)定位基准 在加工过程中使工件占据正确加工位置所依据的基准,即为工件与夹具定位元件定位工作面接触或配合的表面。为提高工件的加工精度,应尽量选设计基准作定位基准。 (3)对刀基准(即调刀基准) 由夹具定位元件的定位工作面体现的,用于调整加工刀具位置所依据的基准。必须指出,对刀基准与上述两工艺基准的本质是不同,它不是工件上的要素,它是夹具定位元件的定位工作面体现出来的要素(平面、轴线、对称平面等)。如果夹具定位元件是支承板,对刀基准就是该支承板的支承工作面。在图3.3中,刀具的高度尺寸由对导块2的工作面来调整,而对刀块2工作面的位置尺寸7.85±0.02是相对夹具体 4的上工作面(相当支承板支承工作面)来确定 的。夹具体4的上工作面是对刀基准,它确定了 刀具在高度方向的位置,使刀具加工出来的槽底 位置符合设计的要求。图3.3中,槽子两侧面对 称度的设计基准是工件上大孔的轴线,对刀基准 则为夹具上定位圆柱销的轴线。再如图3.21所 示,轴套件以内孔定位,在其上加工一直径为φ d 的孔,要求保证φd 轴线到左端面的尺寸L 1及孔中心线对内孔轴线的对称度要求。尺寸L 1的 设计基准是工件左端面A ′,对刀基准是定位心 轴的台阶面A ;φd 轴线对内孔轴线的对称度的 设计基准是内孔轴线,对刀基准是夹具定位心轴 2的轴线OO 。 2.定位误差的概念 用夹具装夹加工一批工件时,由于定位不准 确引起该批工件某加工精度参数(尺寸、位置) 的加工误差,称为该加工精度参数的定位误差 (简称定位误差)。定位误差以其最大误差范围 来计算,其值为设计基准在加工精度参数方向上 的最大变动量,用dw 表示。 a) b 图3.21 钻模加工时的基准分析
第二章误差和分析数据处理 1、指出下列各种误差是系统误差还是偶然误差?如果是系统误 差,请区别方法误差、仪器和试剂误差或操作误差,并给出它们的减免方法。 答:①砝码受腐蚀: 系统误差(仪器误差);更换砝码。 ②天平的两臂不等长: 系统误差(仪器误差);校正仪器。 ③容量瓶与移液管未经校准: 系统误差(仪器误差);校正仪器。 ④在重量分析中,试样的非被测组分被共沉淀: 系统误差(方法误差);修正方法,严格沉淀条件。 ⑤试剂含被测组分: 系统误差(试剂误差);做空白实验。 ⑥试样在称量过程中吸潮: 系统误差(操作误差);严格按操作规程操作。 ⑦化学计量点不在指示剂的变色范围内: 系统误差(方法误差);另选指示剂。 ⑧读取滴定管读数时,最后一位数字估计不准: 偶然误差;严格按操作规程操作,增加测定次数。 ⑨在分光光度法测定中,波长指示器所示波长与实际波长不符: 系统误差(仪器误差);校正仪器。 ⑩在HPLC测定中,待测组分峰与相邻杂质峰部分重叠 系统误差(方法误差);改进分析方法
6、两人测定同一标准试样,各得一组数据的偏差如下: ② 为什么两组数据计算出的平均偏差相等,而标准偏差不等; ③ 哪组数据的精密度高? 解:①n d d d d d 321n ++++= 0.241=d 0.242=d 12 i -∑=n d s 0.281=s 0.312=s ②标准偏差能突出大偏差。 ③第一组数据精密度高。 7、测定碳的相对原子质量所得数据:12.0080、12.0095、12.0099、12.0101、12.0102、12.0106、12.0111、12.0113、12.0118及12.0120。求算:①平均值;②标准偏差;③平均值的标准偏差;④平均值在99%置信水平的置信限。 解:①12.0104i =∑ =n x x ②0.00121)(2i =--∑= n x x s ③0.00038==n s s ④0.00120.000383.25 25.3t 92-2 0.01±=?±==±±==时,,查表置信限=f n s t n s t x u
华北航天工业学院教案 教研室:机制工艺授课教师:陈明
第十章机床夹具的设计原理 第三节定位误差的分析与计算一批工件逐个在夹具上定位时,各个工件在夹具上所占据的位置不可能完全一致,以致使加工后各工件的加工尺寸存在误差,这种因工件定位而产生的工序基准在工序尺寸上的最大变动量,称为定位误差,用?D表示。 一、定位误差的组成 1.基准不重合误差 如前所述,当定位基准与设计基准不重合时便产生基准不重合误差。因此选择定位基准时应尽量与设计基准相重合。当被加工工件的工艺过程确定以后,各工序的工序尺寸也就随之而定,此时在工艺文件上,设计基准便转化为工序基准。 设计夹具时,应当使定位基准与工序基准重合。当定位基准与工序基准不重合时,也将产生基准不重合误差,其大小对于定位基准与工序基准之间尺寸的公差,用?B表示。工序基准与定位基准之间的尺寸就称为定位尺寸。 2.基准位移误差 工件在夹具中定位时,由于工件定位基面与夹具上定位元件限位基面的制造公差和最小配合间隙的影响,从而使各个工件的位置不一致,给加工尺寸造成误差,这个误差称为基准位移误差,用?Y表示。 基准位移误差的大小对应于因工件内孔轴线与心轴轴线不重合所造成的工序尺寸最大变动量。 当定位基准的变动方向与工序尺寸的方向相同时,基准位移误差等于定位基准的变动范围,即 ?Y = ?i 当定位基准的变动方向与工序尺寸的方向不同时,基准位移误差等于定位基准的变动范围在加工尺寸方向上的投影,即 ?Y = ?i cos a 二、各种定位方式下定位误差的计算 1.定位误差的计算方法 如上所述,定位误差由基准不重合误差与基准位移误差两项组合而成。计算时,先分别算出?B和?Y,然后将两者组合而成?D。组合方法为:如果工序基准不在定位基面上:?D =?Y + ?B 如果工序基准在定位基面上:?D = ?Y±?B 式中“+”、“-”号的确定方法如下: 1)1)分析定位基面直径由小变大(或由大变小)时,定位基准的变动方向。 2)2)当定位基面直径作同样变化时,设定位基准的位置不变动,分析工序基准的变动方向。 3)3)两者的变动方向相同时,取“+”号,两者的变动方向相反时,取“-”号。 2.工件以圆孔在心轴(或定位销)上定位 (1)(1)定位副固定单边接触 当心轴水平放置时,工件在重力作用下与心轴固定单边接触,此时
“误差分析和数据处理”习题及解答 1.指出下列情况属于偶然误差还是系统误差 (1)视差;(2)游标尺零点不准;(3)天平零点漂移;(4)水银温度计毛细管不均匀。 答:(1)偶然误差;(2)系统误差;(3)偶然误差;(4)系统误差。 2.将下列数据舍入到小数点后3位: ; ; ; ; ; 。 答:根据“四舍六入逢五尾留双”规则,上述数据依次舍为: ; ; ; ; ; 。 3.下述说法正确否为什么 (1)用等臂天平称衡采取复称法是为了减少偶然误差,所以取左右两边所称得质量的平均值作为测量结果,即 ()1 2 m m m = +左右 (2)用米尺测一长度两次,分别为 cm 及 cm ,因此测量误差为 cm 。 答:(1)错。等臂天平称衡时的复称法可抵消因天平不等臂而产生的系统误差。被测物(质量为m )放在左边,右边用砝码(质量为m r )使之平衡,ml 1 = m r l 2,即 2 r 1 l m m l = 当l 1 = l 2时,m = m r 。当l 1 ≠ l 2时,若我们仍以m r 作为m 的质量就会在测量结果中出现系统误差。为了抵消这一误差,可将被测物与砝码互换位置,再得到新的平衡,m l l 1 = ml 2,即 1 l 2 l m m l = 将上述两次称衡结果相乘而后再开方,得 m = 这时测量结果中不再包含因天平不等臂所引起的系统误差。 (2)错。有效数字末位本就有正负一个单位出入;测量次数太少;真值未知。 4.氟化钠晶体经过五次重复称量,其质量(以克计)如下表所示。试求此晶体的平均质量、平均误差和标准误差。
解:平均质量 3.69130 0.738265i i m m n = = =∑ 平均误差 || 0.00012 0.0000245 i i m m d n -=± =± =±∑ 标准误差 0.000032σ===± 5.测定某样品的重量和体积的平均结果W = g ,V = mL ,它们的标准误差分别为 g 和 mL ,求此样品的密度。 解:密度 -110.287 4.436 g mL 2.319 W V ρ= ==? 间接测量结果(乘除运算)的相对标准误差: 0.00270.0027 4.4360.012 ρρσρσ====±=±?=± 测量结果表示为:ρ = ± g ·mL -1 6.在629 K 测定HI 的解离度α时得到下列数据: , , 01968, , , , , , , 。 解离度α与平衡常数K 的关系为: 2HI == H 2 + I 2 ()2 21K αα??=??-?? 试求在629 K 时的平衡常数及其标准误差。 解:略去可疑值后,α的平均值 α= ,平均误差 d = ±,标准误差 σα = ± (因 |?α| > 4|d |,故可疑值可以舍弃)。 ()()()()22 33 0.19500.01467 21210.19500.1950 0.00090.0001721210.19500.014670.00017 K K K K ααααασσσαα???? ===????--?????=±?=±?=±?=±?--=± 7.物质的摩尔折射度R ,可按下式计算:
定位误差分析计算综合实例 定位误差的分析与计算,在夹具设计中占有重要的地位,定位误差的大小是定位方案能否确定的重要依据。为了掌握定位误差计算的相关知识,本小节将给出一些计算实例,抛砖引玉,以使学习者获得触类旁通、融会贯通的学习效果。 例3-3 如图3.25所示,工件以底面定位加工孔内键槽,求尺寸h 的定位误差? 解:(1)基准不重合误差求jb ? 设计基准为孔的下母线,定位基准为底平面,影响两者的因素有尺寸h 和h 1,故jb ?由两部分组成: φD 半径的变化产生2 D ? 尺寸h 1变化产生12h T ,所以 底平面,对刀基准(2)基准位置误差jw ? 定位基准为工件 为与定位基准接触的支承板的工作表面,不记形状误差,则有 所以槽底尺寸h 的定 位误差为 122 h dw T D +?= ? 例3-4 有一批直径为0 d T d -φ的工件如图3.27所示。外圆已加工合格,今用V 形块定位铣宽度为b 的槽。若要求保证槽底尺寸分别为1L 、2L 和3L 。试分别分析计算这三种不同尺寸要求的定位误差。 解:(1)首先计算V 形块定位外圆时的基准位置误差jw ? 在图3.26中,对刀基准是一批工件平均轴线所处的位置O 点,设定位基准为外圆的轴线,加工精度参数的方向与21O O 相同,则基准位置误差jw ?为图中O 1 点到O 2点的距离。在ΔO 1CO 2中,2 2212 α =∠= O CO T CO d ,,根据勾股定理求得 2 21sin 2α d jw T O O E = =?=? (2)分别计算图3.27三种情 况的定位误差 ①图a )中1L 尺寸的定位误差 ②图b )中2L 尺寸的定位误差 需要说明的是2L 尺寸定位误差dw ?的合成问即外圆直径的变化 题。由于jb ?和jw ?中都含有d T ,要判别二者合成时 同时引起jb ?和jw ?的变化,因而 的符号。当外圆直径由大变小时,设计基准相对定位基准向上偏移,而当此圆放入V 形块中定位时,因外圆直 径的变小,定位基准相对调刀基准是向下偏移的,二者变动方向相反。故设计基准相对对刀基准的位移是二者之差,即 ③图c )中3L 尺寸的定位误差 与②类似,只是当外圆直径由大变小时jb ?和jw ?的变动方向相同,故jb ?和jw ?合成时应该相加,即 L 2 L 3 L 1 d T d -φ b 图3.27 V 形块定位外圆时定位误差的计算 图3.25 内键槽槽底尺寸定位误差计算 图3.26 V 形块定位外圆时 基准位置误差jw ?的计算 1—最大直径 2—平均直径 3—最小直径
定位误差计算 定位误差计算是工艺设计中经常的事。下面的几个例题属于典型定位条件下的计算。 例题一:如下图所示零件,外圆及两端面已加工好(外 圆直径0 1.050-=D ) 。现加工槽 B ,要求保证位置尺寸 L 和 H ,不考虑槽底面斜度对加工质量的影响。试求: 1)确定加工时必须限制的自由度; 2)选择定位方法和定位元件,并在图中示意画出; 3)计算所选定位方法的定位误差。 解:① 必须限制4个自由度:Z X Z Y ,,, 。 ② 定位方法如下图所示。
③ 定位误差计算: 对于尺寸H : 工序基准是外圆下母线 定位基准是外圆下母线 限位基准是与外圆下母线重合的一条线(也可认为是一个平面) 因此: 基准不重合误差0=?B 基准位移误差0=?Y 所以定位误差0=?DW 同理,对于尺寸L 其定位误差 :0=DW ? 例题二:如下图所示齿轮坯,内孔及外圆已加工合格( 025 .00 35+=φD mm ,0 1.080-=φd mm ),现在插床 上以调整法加工键槽,要求保证尺寸2 .005.38+=H mm 。试计算图示定位方法的定位误差(忽略外圆与内孔同轴度误差)。
解:工序基准是D 孔下母线;定位基准是D 轴中心线;限位基准V 型块的对称中心(垂直方向上)。定位误差计算如下: 1、基准不重合误差:T D /2; 2、基准位移误差:0.707Td 0825 .0025.05.01.07.05.07.0=?+?=?+?=?D d DW T T (mm) 例题三:a )图工件设计图。试分别计算按b )、c )、d )三种定位方式加工尺寸A 时的定位误差。
323 定位误差的分析与计算 在成批大量生产中,广泛使用专用夹具对工件进行装夹加工。加工工艺规程设计的工 序图则是设计专用夹具的主要依据。 由于在夹具设计、制造、使用中都不可能做到完美精确, 故当使用夹具装夹加工一批工件时, 不可避免地会使工序的加工精度参数产生误差, 定位误 差就是这项误差中的一部分。 判断夹具的定位方案是否合理可行, 夹具设计质量是否满足工 序的加工要求,是计算定位误差的目的所在。 1. 用夹具装夹加工时的工艺基准 用夹具装夹加工时涉及的基准可分为设计基准和工艺基准两大类。设计基准是指在设 计图上确定几何要素的位置所依据的基准; 工艺基准是指在工艺过程中所采用的基准。 与夹 具定位误差计算有关的工艺基准有以下三种: (1) 工序基准 在工序图上用来确定加工表面的位置所依据的基准。工序基准可简单 地理解为工序图上的设计基准。 分析计算定位误差时所提到的设计基准, 是指零件图上的设 计基准或工序图上的工序基准。 (2) 定位基准 在加工过程中使工件占据正确加工位置所依据的基准,即为工件与夹 具定位元件定位工作面接触或配合的表面。 为提高工件的加工精度,应尽量选设计基准作定 位基准。 (3) 对刀基准(即调刀基准) 由夹具定位元件的定位工作面体现的,用于调整加工 刀具位置所依据的基准。 必须指出,对刀基准与上述两工艺基准的本质是不同, 它不是工件 上的要素,它是夹具定位元件的定位工作面体现出来的要素(平面、轴线、对称平面等) 。 如果夹具定位元件是支承板,对刀基准就是该支承板的支承工作面。在图 3.3中,刀具的高 度尺寸由对导块 2的工作面来调整,而对刀块2工作面的位置尺寸 7.85土 0.02是相对夹具体 4的 上工作面(相当支承板支承工作面)来确定 的。夹具体 4的上工作面是对刀基准, 它确定了 刀具在高度方向的 位置,使刀具加工出来的槽底 位置符合设计的要求。图 3.3中,槽子两侧面对 称度的设计基准是工件上大孔的轴 线, 对刀基准 则为夹具上定位圆柱销的轴线。再如图 3.21所 示,轴套件以内孔定位, 在其上加工一直径为 0 d 的 孔,要求保证0 d 轴线到左端面的尺寸 L 1及 孔中心线对 内孔轴线的对称度要求。尺寸 L 1的 设计基准是工件左端面 A 对刀基准是定位心 轴的台阶面A ; 0 d 轴线对内孔轴线的对称度的 设计基准是内孔轴 线, 对刀基准是夹具定位心轴 2的轴线00。 2. 定位误差的概念 用夹具装夹加工一批工件时,由于定位不准 确引起 该批工件某加工精度参数(尺寸、位置) 的加工误差, 称为该加工精度参数的定位误差 (简称定位误差)。定位误差以其最大误差范围 来计 算,其值为设计基准在加工精度参数方向上 的最大变动 量,用."■:dw 表示。 a) b 图3.21 钻模加工时的基准分析
第二章 误差及分析数据的统计处理 思考题答案 1 正确理解准确度与精密度,误差与偏差的概念。 答:准确度表示测定结果与真实值的接近程度,用误差表示。精密度表示测定值之间相互接近的程度,用偏差表示。误差表示测定结果与真实值之间的差值。偏差表示测定结果与平均值之间的差值,用来衡量分析结果的精密度,精密度就是保证准确度的先决条件,在消除系统误差的前提下,精密度高准确度就高,精密度差,则测定结果不可靠。即准确度高,精密度一定好,精密度高,准确度不一定好。 2 下列情况分别引起什么误差?如果就是系统误差,应如何消除? (1)砝码被腐蚀; 答:系统误差。校正或更换准确砝码。 (2)天平两臂不等长; 答:系统误差。校正天平。 (3)容量瓶与吸管不配套; 答:系统误差。进行校正或换用配套仪器。 (4)重量分析中杂质被共沉淀; 答:系统误差。分离杂质;进行对照实验。 (5)天平称量时最后一位读数估计不准;答:随机误差。增加平行测定次数求平均值。 (6)以含量为99%的邻苯二甲酸氢钾作基准物标定碱溶液; 答:系统误差。做空白实验或提纯或换用分析试剂。 3 用标准偏差与算术平均偏差表示结果,哪一个更合理? 答:标准偏差。因为标准偏差将单次测定的偏差平方后,能将较大的偏差显著地表现出来。 4 如何减少偶然误差?如何减少系统误差? 答:增加平行测定次数,进行数据处理可以减少偶然误差。通过对照实验、空白实验、校正仪器、提纯试剂等方法可消除系统误差。 5 某铁矿石中含铁39、16%,若甲分析结果为39、12%,39、15%,39、18%,乙分析得39、19%,39、24%,39、28%。试比较甲、乙两人分析结果的准确度与精密度。 答:通过误差与标准偏差计算可得出甲的准确度高,精密度好的结论。 x 1 = (39、12+39、15+39、18)÷3 =39、15(%) x 2 = (39、19+39、24+39、28) ÷3 = 39、24(%) E 1=39、15-39、16 =-0、01(%) E 2=39、24-39、16 = 0、08(%) %030.01/)(1)(222 1=-∑-∑=--∑=n n x x n x x s i %045.01/)(222=-∑-=∑n n x x s i 6 甲、乙两人同时分析同一矿物中的含硫量。每次取样3、5 g,分析结果分别报告为 甲:0、042%,0、041% 乙:0、04199%,0、04201% 哪一份报告就是合理的?为什么? 答:甲的分析报告就是合理的。因为题上给的有效数字就是两位,回答也应该就是两位。
第三章 误差和分析数据的处理 思考题与习题 1.指出在下列情况下,各会引起哪种误差?如果是系统误差,应该采用什么方法减免? (1)砝码被腐蚀; (2)天平的两臂不等长; (3)容量瓶和移液管不配套; (4)试剂中含有微量的被测组分; (5)天平的零点有微小变动; (6)读取滴定体积时最后一位数字估计不准; (7)滴定时不慎从锥形瓶中溅出一滴溶液; (8)标定HCl 溶液用的NaOH 标准溶液中吸收了CO 2。 答:(1)系统误差中的仪器误差。减免的方法:校准仪器或更换仪器。 (2)系统误差中的仪器误差。减免的方法:校准仪器或更换仪器。 (3)系统误差中的仪器误差。减免的方法:校准仪器或更换仪器。 (4)系统误差中的试剂误差。减免的方法:做空白实验。 (5)随机误差。 (6)系统误差中的操作误差。减免的方法:多读几次取平均值。 (7)过失误差。 (8)系统误差中的试剂误差。减免的方法:做空白实验。 2.如果分析天平的称量误差为±0.2mg ,拟分别称取试样0.1g 和1g 左右,称量的相对误差各为多少?这些结果说明了什么问题? 解:因分析天平的称量误差为±0.2mg 。故读数的绝对误差Ea =±0.0002g 根据%100×Τ Ε= Εa r 可得 %2.0%1001000.00002.01.0±=×±= Εg g g r %02.0%1000000.10002.01±=×±= Εg g g r 这说明,两物体称量的绝对误差相等,但他们的相对误差并不相同。也就是说,当称取的样品的量较大时,相对误差就比较小,测定的准确程度也就比较高。 3.滴定管的读数误差为±0.02mL 。如果滴定中用去标准溶液的体积分别为2mL 和20mL 左右,读数的相对误差各是多少?从相对误差的大小说明了什么问题? 解:因滴定管的读数误差为±0.02mL ,故读数的绝对误差Ea =±0.02mL 根据%100×Τ Ε=Εa r 可得 %1%100202.02±=×±=ΕmL mL mL r %1.0%1002002.020±=×±=ΕmL mL mL r
定位误差分析计算综合实例 定位误差的分析与计算,在夹具设计中占有重要的地位,定位误差的大小是定位方案能否确定的重要依据。为了掌握定位误差计算的相关知识,本小节将给出一些计算实例,抛砖引玉,以使学习者获得触类旁通、融会贯通的学习效果。 例3-3 如图所示,工件以底面定位加工孔内键槽,求尺寸h 的定位误差 解:(1)基准不重合误差求jb ? 设计基准为孔的下母线,定位基准为底平面,影响两者的因素有尺寸h 和h 1,故jb ?由两部分组成: φD 半径的变化产生2 D ? 尺寸h 1变化产生12h T ,所以 122 h jb T D +?= ? 底平面,对刀基准(2)基准位置误差jw ? 定位基准为工件为与定位基准接触的支承板的工作表面,不记形状误差, 则有 0=?jw 所以槽底尺寸h 的定位误差为 122 h dw T D +?= ? 例3-4 有一批直径为0 d T d -φ的工件如图所示。外圆已加工合格,今用V 形块定位铣宽度为b 的槽。若要求保证槽底尺寸分别为1L 、2L 和3L 。试分别分析计算这三种不同尺寸要求的定位误差。 解:(1)首先计算V 形块定位外圆时的基准位置误差jw ? 在图中,对刀基准是一批工件平均轴线所处的位置O 点,设定位基准为外圆的轴线,加工精度参数的方向与21O O 相同,则基准位置误差jw ?为图中O 1点到O 2点的距离。在ΔO 1CO 2中,2 2212α =∠= O CO T CO d ,,根据勾股定理求得 《 2 21sin 2α d jw T O O E = =?=? (2)分别计算图三种情况的 定位误差 ①图a )中1L 尺寸的定位误差 2 )(2 sin 2sin 20 1αα d L dw d jw jb T T E B = ?= ?=?=?=? $ L 2 L 3 L 1 0d T d -φb 图 V 形块定位外圆时定位误差的计算 图 内键槽槽底尺寸定位误差计算 @ 图 V 形块定位外圆时基准 位置误差jw ?的计算 1—最大直径 2—平均直径 3—最小直径 B A α/ 2 1 C 3 2 @ O O
a )在球上打盲孔φB ,保证尺寸H ; b )在套筒零件上加工φB 孔,要求与φD 孔垂直相交,且保证尺寸L ; c )在轴上铣横槽,保证槽宽B 以及尺寸H 和L ; d )在支座零件上铣槽,保证槽宽B 和槽深H 及与4分布孔的位置度。 答案: a )必须限制X 、Y 、Z 3个自由度。 b )必须限制X 、Y 、X 、Z 4个自由度。 c )必须限制Y 、Z 、X 、Z 4个自由度。 d )必须限制X 、Y 、X 、Y 、Z 5个自由度 2 试分析习图2-4-2所示各定位方案中:① 各定位元件限制的自由度;② 判断有无 欠定位或过定位;③ 对不合理的定位方案提出改进意见。 a )车阶梯轴小外圆及台阶端面; b )车外圆,保证外圆与内孔同轴; 习图2-4-1 d ) c ) X a ) φB b ) Y X Z
c )钻、铰连杆小头孔,要求保证与大头孔轴线的距离及平行度,并与毛坯外圆同轴; d )在圆盘零件上钻、铰孔,要求与外圆同轴。 答案: a )① 三爪卡盘限制X 、Y 、X 、Y 4个自由度;前后顶尖限制X 、Y 、Z 、X 、Y 5个自由度。② X 、Y 、X 、Y 4个自由度被重复限制,属过定位。③ 去掉三爪卡 盘,改为拨盘+鸡心卡拨动。 b )① 圆柱面限制X 、Y 、X 、Y 4个自由度;端面限制Z 、X 、Y 3个自由度。② X 、Y 2个自由度被重复限制,属过定位。③ 在端面处加球面垫圈(参见图3-23) c )① 大平面限制Z 、X 、Y 3个自由度;圆柱销限制X 、Y 2个自由度;V 形块限 制X 、Z 2个自由度。② X 自由度被重复限制,属过定位。③ 将V 形块改为在X 方向浮动的形式。 d )① 大平面限制Z 、X 、Y 3个自由度;固定V 形块限制X 、Y 2个自由度;活动 V 形块限制Y 自由度。② Y 自由度被重复限制,属过定位。③ 将两V 形块之一改为平 板形式。 3.根据六点定位原则,试分析题图2-1所示各定位元件所消除的自由度。 X a ) 习图 2-4-2 d )
2-2切削过程的三个变形区各有何特点?它们之间有什么关联? 答:切削塑性金属材料时,刀具与工件接触的区域可分为3个变形区: ①第一变形区(基本变形区):是切削层的塑性变形区,其变形量最大,常用它来说明切 削过程的变形情况; ②第二变形区(摩擦变形区):是切屑与前面摩擦的区域; ③第三变形区(表面变形区):是工件已加工表面与后面接触的区域。 它们之间的关联是:这三个变形区汇集在切削刃附近,此处的应力比较集中而且复杂,金属的被切削层就在此处与工件基体发生分离,大部分变成切屑,很小的一部分留在已加工表面上。 2-3分析积屑瘤产生的原因及其对加工的影响,生产中最有效的控制积屑瘤的手段是什么?答:在中低速切削塑性金属材料时,刀—屑接触表面由于强烈的挤压和摩擦而成为新鲜表面,两接触表面的金属原子产生强大的吸引力,使少量切屑金属粘结在前刀面上,产生了冷焊,并加工硬化,形成瘤核。瘤核逐渐长大成为积屑瘤,且周期性地成长与脱落。 积屑瘤粘结在前刀面上,减少了刀具的磨损;积屑瘤使刀具的实际工作前角大,有利于减小切削力;积屑瘤伸出刀刃之外,使切削厚度增加,降低了工件的加工精度;积屑瘤使工件已加工表面变得较为粗糙。 由此可见:积屑瘤对粗加工有利,生产中应加以利用;而对精加工不利,应以避免。消除措施:采用高速切削或低速切削,避免中低速切削;增大刀具前角,降低切削力;采用切削液。 2-7车削时切削合力为什么常分解为三个相互垂直的分力来分析?分力作用是什么? 答:(1)车削时的切削运动为三个相互垂直的运动:主运动(切削速度)、进给运动(进给量)、切深运动(背吃刀量),为了实际应用和方便计算,在实际切削时将切削合力分解成沿三个运动方向、相互垂直的分力。 (2)各分力作用:切削力是计算车刀强度、设计机床主轴系统、确定机床功率所必须的;进给力是设计进给机构、计算车刀进给功率所必需的;背向力是计算工件挠度、机床零件和车刀强度的依据,与切削过程中的振动有关。 2-11背吃刀量和进给量对切削力和切削温度的影响是否一样?为什么?如何运用这一定律知道生产实践? 答:不一样。切削速度影响最大,进给量次之,背吃刀量最小。从他们的指数可以看出,指数越大影响越大。为了有效地控制切削温度以提高刀具寿命,在机床允许的条件下选用较大的背吃刀量和进给量,比选用打的切削速度更为有利。 2-18选择切削用量的原则是什么?从刀具寿命出发时,按什么顺序选择切削用量?从机床动力出发时,按什么顺序选择?为什么? 答:(1)指定切削用量时,要综合考虑生产率、加工质量和加工成本,选用原则为: ①考虑因素:切削加工生产率;刀具寿命;加工表面粗糙度;生产节拍。 ②粗加工时,应从提高生产率为主,同时保证刀具寿命,使用最高生产率耐用度。 ③精加工时,应保证零件加工精度和表面质量,然后才是考虑高的生产率和刀具寿命,一般使用小的切削深度和进给量,较高的切削速度。 (2)从刀具寿命出发,优先选用大的a p,其次大的f,最后大的V,因为由V→f→a p 对T的影响程度是递减的。 (3)从机床动力出发时,优先选用大的f,其次大的a p,最后大的V,因为由V→a p→f 对F2的影响程度递减。