利用罗非鱼内脏发酵乳酸菌的研究
*
罗科丽,彭喜春,欧仕益
(暨南大学食品科学与工程系,广东广州,510632)
摘 要 采用液态发酵工艺,以细菌数为检测指标,从3种乳酸菌中筛选出能利用罗非鱼内脏发酵的菌种及其营养配方,并通过单因素实验和正交实验对其发酵条件进行了优化。结果显示:Lact obacillus fer m entu m 菌株发酵罗非鱼内脏能力更强。优化后的发酵条件为:发酵时间8h ,接种量5%,30 静置培养;营养配方为:0.2%K 2HPO 4 3H 2O,0.5%CH 3COON a ,葡萄糖含量为2.0%,3.3%罗非鱼内脏,在此条件下,发酵液的细菌数达到109CFU /mL 以上。
关键词 罗非鱼内脏,发酵,乳酸菌
第一作者:博士研究生(彭喜春为通讯作者)。 *广东省产学研结合示范基地项目(2009B090200012)
收稿日期:2010-04-02,改回日期:2010-06-25
罗非鱼(T ilap ia ),俗称非洲鲫鱼,隶属于鲈形目(Percifor m es),丽鱼科(C ichlidae)。因其具有生长快、养殖周期短、生产成本低、市场前景广等特点,而
成为联合国粮农组织向世界推荐的优良养殖品种
[1]
。由于罗非鱼体形较扁,鱼片利用率只占整条
鱼的46%,而鱼片加工废弃物却占54%[2]
,造成浪费
和污染。开展罗非鱼内脏综合利用研究,可以提高罗
非鱼的利用率和附加值。
Lactobacillus fer m entum 作为异型发酵乳酸菌,传统上多用于谷物发酵和豆豉生产。在国内的发酵制品中,L fer m entum 的使用较少。而在国外,发酵乳杆
菌早已被经列入益生菌类,应用于豆乳的发酵,以消除豆乳中的胀气因子!!! 半乳糖苷类低聚糖
[4]
。
L p lantrum 和L s sakei 可从烟熏鱼和海产品中分离获得,由于它们分泌的有机酸、H 2O 2和细菌素对腐败菌和病原菌有抑制作用,常用于确保海产品的微生物安全。L p lan trum 是同型发酵乳酸菌,它能代谢乳糖产生乳酸,在处理乳清中乳糖转化时,具有其他菌无法比拟的优越性,它既可以高转换率地利用乳糖转化为乳酸,又可以利用乳清中残留的蛋白质
[5]
。在食
品发酵过程中,L p lantrum 将食品原料中的糖转变为乳酸,同时产生抗菌肽、胞外多糖和其他代谢产物。L sakei 在肉制品的保藏中也发挥着重要的作用,这可能与它产生的乳酸产物和合成的物质抑制了致病菌或腐败菌的生长有关,特别是对切片香肠中的单增李斯特菌有显著的抑制作用
[6]
。
本研究以罗非鱼内脏为原料,对乳酸菌进行液态
发酵,筛选菌种和发酵液配方,并对发酵条件进行优化。
1 材料与方法
1 1 实验材料
罗非鱼内脏,购于广州市石牌东菜市场。MRS 培养基(青岛海博生物技术有限公司),K 2HPO 4 3H 2O,CH 3COONa 和葡萄糖(分析纯,广州化学试剂厂)。
实验菌株:Lactobacillus fer m entum (ATCC 9338),Lactobacillus p lantrum (ATCC 14917),Lactobacill u s sakei (ATCC 15521)。1 2 主要仪器与设备
TH Z-98A 型恒温振荡培养箱,上海一恒科学仪器有限公司;3524-2型CO 2培养箱,SHEL LAB 公司;F H S-2A 型可调高速匀浆机,金壇市宏华仪器厂;KDC -1044低速离心机,科大创新股份有限公司中佳分公司;M u ltiskan MK3型酶标仪,her m o Lab syste m s ;YX -280B 型手提式压力蒸汽灭菌锅,合肥华泰医疗设备有限公司;S W -CJ 1F 型单人双面净化工作台,苏州净化设备有限公司。1 3 实验方法
1 3 1 罗非鱼内脏的前处理
清洗?沥水30m in ?绞碎?离心除油、除杂?二次离心除油?-20 冰箱保存1 3 2 菌种的筛选
将罗非鱼内脏代替MRS 液体培养基中的氮源(蛋白胨、牛肉膏和酵母膏),料水比1#20,其他成分不变,混匀灭菌,分别接种L fer m entum,L p lantrum,L sakei 进行发酵,接种量5%,37 静置培养16h ,采用MRS 平板计数法计算细菌数,筛选最能利用罗非
鱼内脏发酵的菌种。
1 3 3 菌种的生长曲线
根据筛选结果,从MRS平板上接种相应的菌种至10mL MRS肉汤中,培养至OD值为0 6左右,取其中的1mL接种于50mL MRS肉汤中扩大培养,37 静置培养,32h内每2h测定培养液的OD值。根据OD值绘制该菌种的生长曲线。
1 3 4 发酵配方的初筛
用以下4种培养基配方接种上述筛选获得的乳酸菌菌株进行发酵,接种量为5%,37 静置培养16h,同一配方做3个平行,采用平板计数的方法计算细菌总数,数据处理采用Exce l软件的STDE V函数。其中,内脏的料水比为1#20。
配方1:0 2%柠檬酸三铵、0 2%K2H PO4
3H2O、0 5%CH3COONa、0 06%M gSO47H2O、0 02%M nSO4H2O,0 1%吐温80、2%葡萄糖、罗非鱼内脏。
配方2:0 2%K2H PO43H2O、0 5%C H3COON a、2%葡萄糖、罗非鱼内脏。
配方3:0 2%K2PO43H2O、2%葡萄糖,罗非鱼内脏。
配方4:2%葡萄糖、罗非鱼内脏。
根据细菌的生长情况,初筛出适合乳酸菌利用罗非鱼内脏发酵的配方。
1 3 5 发酵条件的单因素试验
1 3 5 1 发酵时间对乳酸菌生长的影响
采用接种量为5%、发酵温度为37 、葡萄糖含量为2 0%、料水比为1#20、静置培养的发酵条件,对8h、12h、16h、20h和24h等5个发酵时间的发酵液的细菌数进行检测,同一水平做3个平行。用M RS琼脂培养基,在5%CO2培养箱37 下培养48h 后计算菌落总数,数据处理采用Excel软件的STDEV 函数。
1 3 5
2 接种量(v/v)对乳酸菌生长的影响
采用发酵时间为12h、发酵温度为37 、葡萄糖含量为2 0%、料水比为1#20、静置培养的发酵条件,分别对1%、3%、5%、8%和10%等5个接种量的发酵液中的细菌数进行检测,方法如1 3 5 1所述。
1 3 5 3 培养温度对乳酸菌生长的影响
采用发酵时间为12h、接种量为5%、葡萄糖含量为2 0%、料水比为1#20、静置培养的发酵条件,对25、30、35、37和40 等5个发酵温度条件下发酵液的细菌数进行检测,方法如1 3 5 1所述。1 3 5 4 葡萄糖含量(w/v)对乳酸菌生长的影响
采用发酵时间为12h、接种量为5%、发酵温度为35 、葡萄糖含量为2 0%、料水比为1#20、静置培养的发酵条件,对0 5%、1 0%、2 0%、3 0%和5 0%等5个葡萄糖含量条件下发酵液的细菌数进行检测,方法如1 3 5 1所述。
1 3 5 5 料水比对乳酸菌生长的影响
采用发酵时间为12h、接种量为5%、发酵温度为35 、葡萄糖含量为1 0%、静置培养的条件下,对1#40、1#30、1#20、1#10和1#5等5个料水比条件下发酵液的细菌数进行检测,方法如1 3 5 1所述。
1 3 5 6 摇床转速对乳酸菌生长的影响
采用发酵时间为12h、接种量为5%、发酵温度为35 、葡萄糖含量为1 0%、料水比为1#30的条件下,对0、125、150、175和200r/m i n等5个转速条件下发酵液的细菌数进行检测,方法如1 3 5 1所述。
1 3 6 发酵条件优化的正交试验
根据单因素试验结果,对发酵时间、发酵温度、接种量和葡萄糖含量等进行了4因素3水平的L9(34)正交试验,确定最优发酵条件。正交试验因素及水平如表1所示。
表1 发酵条件优化正交试验因素水平表L
9
(34)
水平
(A)发酵
时间/h
(B)发酵
温度/
(C)接种量
/%
(D)葡萄糖
含量/% 183030 5
2123551 0
3163782 0
2 结果分析
2 1 发酵菌株的筛选
将均质内脏与不含蛋白胨、牛肉膏、酵母膏的MRS培养基加一定比例的蒸馏水混合,分别接种L fer m entum,L p lantru m,L s ak ei发酵16h,平板计数,发现L fer m ent u m的活菌数最多,即3株菌中L fer m entu m最适合利用罗非鱼内脏进行发酵。
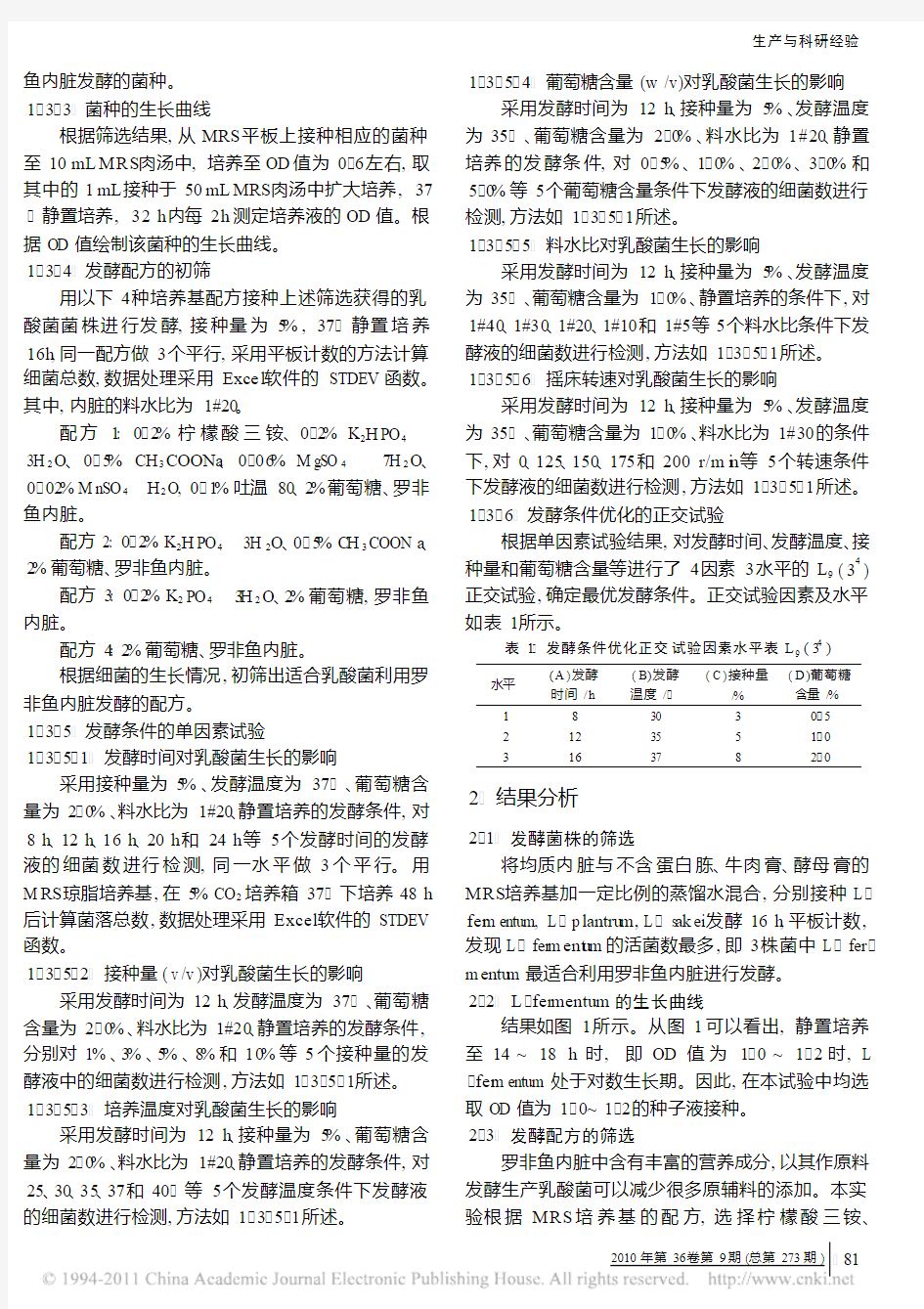
2 2 L fer mentu m的生长曲线
结果如图1所示。从图1可以看出,静置培养至14~18h时,即OD值为1 0~1 2时,L fer m entum处于对数生长期。因此,在本试验中均选取OD值为1 0~1 2的种子液接种。
2 3 发酵配方的筛选
罗非鱼内脏中含有丰富的营养成分,以其作原料发酵生产乳酸菌可以减少很多原辅料的添加。本实验根据MRS培养基的配方,选择柠檬酸三铵、
图1 L fer m entu m的生长曲线
K2H PO43H2O、C H3COON a、M gSO47H2O、M nSO4
H2O、吐温80、葡萄糖的一种或几种与内脏混匀作
为培养基,接种L fer m entum发酵16h后细菌总数如
图2所示。从图2可知,采用配方2的细菌数最多。
据此,选用此培养基配方进行发酵条件的优化。
图2 不同配方发酵L ferm ent um对细菌数的影响
2 4 发酵条件的单因素试验
2 4 1 发酵时间的影响
从图3可以看出,发酵时间为12h时,发酵液的
细菌数达到最大值,其对数值为8 72;随着发酵时间
的延长,细菌数呈下降的趋势。显然,发酵至12h
后,酸的过量产生抑制了细菌的生长。因此,在利用
罗非鱼内脏为原料发酵时,发酵时间12h为宜。
图3 不同时间对细菌数的影响
2 4 2 接种量的影响
从图4可以看出,随着接种量的增大,发酵液的
细菌数逐渐增多。当接种量增大至8%以后,发酵液
的细菌数达到最大值,其对数值为8 76。接种量增
大至10%时,由于营养物质消耗过快,导致细菌过早
衰亡。但是,当接种量超过3%时,菌数增加幅度并
不显著。考虑接种量少(如3%)时,发酵的稳定性不
足,接种量选择5%更佳。
图4 不同接种量对细菌数的影响
2 4
3 发酵温度的影响
从图5可以看出,在35~37 之间,发酵液达到
同样高的细菌数,此时发酵液的细菌数也是最大的,
其对数值为8 71。考虑到其耗能成本,发酵温度选
用35 。
图5 不同温度对细菌数的影响
2 4 4 葡萄糖含量的影响
从图6可以看出,当葡萄糖含量为1 0%时,发
酵液的细菌数达到最大值,其对数值为8 85。葡萄
糖含量超过1%后,细菌数反而下降,很可能是发酵
12h时,由于碳源的充盈细菌生长过快引起其它营养
的缺乏致细菌过早衰亡。因此,选用葡萄糖含量为
1 0%。
2 4 5 料水比的影响
从图7可以看出,在所选择的5个水平中,料水
比越小,细菌数越多,即内脏含量越小,细菌数越多。
其中料水比达1#30和1#40时,细菌数差不大。为避
免终产品由于营养的耗尽,所含活菌过早衰亡,后续
研究选用1#30的料水比(含3 3%的内脏)。
2 4 6 摇床转速的影响
图6 不同葡萄糖含量对细菌数的影响
图7 不同料水比对细菌数的影响
从图8可以看出,在静置培养和转速为175r /m in 摇床培养的条件下,发酵液的活菌数一致。当转速为200r/m i n 时,发酵液的活菌数达到最大值,其对数值为8 85。因此,从节能方面考虑,选择静置培养。
图8 不同转速对细菌数的影响
2 4 7 最优发酵条件的确定
结合单因素试验的结果,进行发酵条件优化的正交试验,以获得最适的发酵条件,结果见表2。
由表2可知,实验7在所做过的9次实验中结果是最好的,此时发酵液的细菌数多达109
CFU /m L 。极差分析可知:R D >R B >R C >R A ,说明各因素对活菌数含量影响的显著性大小依次为葡萄糖含量>发酵温度>接种量>发酵时间,活菌总数最高的组合为A 1B 1C 1D 3,即发酵时间8h 、接种量3%、发酵温度30 、葡萄糖含量为2%。
表2 发酵条件正交试验结果
项目A 发酵时间
B 发酵温度
C 接种量D
葡萄糖含量活菌数/
l g (CF U mL -1)
111118 74
212228 76313338 77421239 01522315 85623128 777
31329 05832138 87933215 76
K 126 2726 8026 3820 35K 223 6323 4823 5326 58K 323 6823 3023 6726 65k 18 7578 9338 7936 783k 27 8777 8277 8438 860k 37 8937 7677 8908 883R
0 880
1 166
0 950
2 100
3 讨论
虽然专门对罗非鱼加工后的内脏直接进行发酵研究比较少,但不少科研工作者一直在探索水产加工废弃物的综合利用,如国内有吴燕燕等
[2]
将罗非鱼
加工废弃物通过酶法水解、过滤调配,研制开发营养丰富、风味独特的新型营养调味料;陈瑜珠等[3]
利用
罗非鱼生产的下脚料通过自然发酵方式得到风味良
好、营养丰富的鱼露。郝志明等[9]
通过对罗非鱼内
脏酶的提取,筛选出含量多、活性高的酶。国外有
H orn 等
[8]
将鳕鱼内脏进行酶解从而作为培养基的氮
源来培养乳酸菌,Bezerra 等[9]
从尼罗罗非鱼内脏中
提取碱性蛋白酶。这些研究大大提高了罗非鱼的利用率和附加值,提高了其经济价值和利用价值。本研究以罗非鱼加工废弃内脏为原料,对乳酸菌直接进行
液体发酵,通过发酵条件的优化,使发酵液的细菌数达到了109
CFU /m L 以上,显示罗非鱼内脏是可以用于乳酸菌等益生菌的发酵生产的。
4 结论
(1)利用罗非鱼内脏发酵L fer m entum 的最佳配方为:0 2%K 2HPO 4 3H 2O 、0 5%C H 3COON a 、2%葡萄糖、3 3%罗非鱼内脏。
(2)利用罗非鱼内脏发酵L.fer m entum 的最佳条件为:发酵时间8h 、接种量5%、发酵温度30 、静置培养。
参考文献
[1] 曹杰英,耿俊林.罗非鱼产业大有可为[J].河北渔业,
2004(6):5-6.
[2] 吴燕燕,李来好,岑剑伟,等.酶法由罗非鱼加工废弃物
制取调味料的研究[J].南方水产,2006(2)1:49-
53.
[3] 陈瑜珠,陶红丽,曾庆孝,等.利用罗非鱼加工下脚料发
酵鱼露的研究[J].现代食品科技,2008,24(5):441-
443.
[4] 叶雪飞,阮飞,冯石开,等.发酵乳杆菌增殖培养基营养
因子优化研究[J].食品科学,2010,31(5):194-196. [5] 郭本恒主编.益生菌[M].北京:化学工业出版社,2003:
381-382.[6] Hu P,Xu X L,Zhou G H,et a.l St udy o f the Lactobacil
lus sak ei pro tecti ve effect tow ards spo ilage bacteria i n v acu
u m packed cooked ham analyzed by PCR–DGGE[J].
M eat Sc i ence,2008,80:462-469.
[7] 郝志明,吴燕燕,李来好.罗非鱼内脏中酶的筛选[J].
南方水产,2006,2(2):38-42.
[8] H orn S J,A sp m o S I,E ij sink V G H.Evalua ti on of differ
ent cod v iscera fracti ons and the ir seasona l variati on used
i n a grow th m edi um for l actic acid bacter i a[J].Enzy m e
M icrob T echno,l2007,40:1328-1334.
[9] Bezerra R S,L i ns.E J F,A lencar R B,et a.l A l kali ne pro
teinase from i ntesti ne of N ile tilap i a(O reoc hrom is n ilotic us)[J].P ro cess B ioche m,2005,40:1829-1834.
Fer m entati on of Lactobacillus U si ng Til apia Viscera
Luo K e l,i Peng X i chun,Ou Sh i y i
(Food Sc i ence and Eng i neeri ng,Ji nan U niversity,G uangzhou510632,Chi na)
ABSTRACT The T ilap ia v isceras,wh ich is one type of w astes produced duri n g the processing,cannot be hand led properly or use e ffi c iently.In th is study,the process of liquid fer m entati o n w as used and to ta l plate count w as taken as the detecti o n i n dex to screen one strain t h at can utilize T ilap ia v iscera to gro w w e ll fro m three Lactobacillus strains and its co rresponding nutrition rec i p e.And then,the fer m entati o n cond itions w ere opti m ized w ith si n gle-factor and orthogonal tests.The resu lts sho w that Lactobacill u s fer m entum is t h e best strain.The opti m al condition of fer m enta ti o n is as the follo w i n g s:8h stand i n g fer m en tation at30 ,5%inoculum size;and the opti m a l nutrition recipe con tains0.2%K2PO43H2O,0.5%C H3COONa,2.0%g l u cose and3.3%v isceras.The to tal p late coun t can reach o ver109CFU/mL at the opti m a l cond ition.
K ey w ords T ilap ia v iscera,fer m entati o n,Lactobacillus
行业动态
帝斯曼酶制剂助力酒精饮料行业发展
备受业界广泛关注的2010(第九届)中国国际啤酒饮料、制造技术及设备展览会(Ch i na Bre w&Beverage2010,
CBB2010)于2010年9月7~10日在北京中国国际展览中心(原馆)隆重举行。作为全球液态食品装备及相关行业的全面展示舞台和交流贸易盛会,CBB2010已显现出其强大的辐射力、吸引力与品牌魅力,获得了国际液态食品行业的广泛认可。
帝斯曼食品配料部作为一家面向全球饮食行业提供增值型配料解决方案的生产企业,致力于生产可靠的、可追溯的产品,以满足严格的安全要求和可持续性要求,其产品对全球知名乳制品、加工食品、果汁、啤酒饮料和功能性食品品牌的成功发挥着重要的作用。帝斯曼食品配料部在用于啤酒、饮料行业的酶和酵母开发方面具有丰富经验,已开发出一系列能够提高生产力和生产性能的产品。本届展会上,帝斯曼主要展示了创新的脯氨酸特效内切蛋白酶Bre w ers C l a rex,该酶能非常有效的改善啤酒的非生物稳定性,延长啤酒的保质期,同时可以缩短啤酒的冷贮时间,节约能源,减少碳排放。帝斯曼公司用了5年的时间对该产品进行研发,从2005年开始在全球开始推广,2007年取得中国国家卫生部的批准,进入GB2760-2007目录。
作为全球最大的新兴经济体,中国正在成为帝斯曼在欧美以外最重要的市场,帝斯曼在中国的发展过程中也越来越清晰的意识到本土化进程的重要性,在产品和市场运作方面均相应加入了中国元素。此外,帝斯曼还通过各种方式与本土的合作伙伴保持良好的沟通交流,全面建立信任和对话,积极开展创新合作。
帝斯曼在不断推出新品的同时也不忘履行自己的社会责任,2008年推出?Q ua lity for L ife%品质生活印章就是最好的证明,该印章包含着帝斯曼对客户、行业、消费者及社会的承诺,是帝斯曼所推崇的质量和可持续发展价值观的体现,是对客户所购买的食品配料的保证:确保其购买的产品具有优良的品质及完整的可追溯性,采用可持续的生产工艺进行生产,并符合严格的质量标准。有了这一印章,客户可以放心使用该产品。(来源:慧聪食品工业网)
活性乳酸菌加工工艺 摘要:活性乳酸菌乳饮料是近年发展起来的兼营养、保健功能为一体的新型乳饮料,产品中含有大量的活性乳酸菌,具有助消化和调整胃肠功能等功效。简述活性乳酸菌加工工艺和操作要点。 关键词:活性乳酸菌;乳饮料; Active Lactobacillus Processing Abstract:In recent years, the active lactobacillus fungus milk beverage is a developing new king beverage with nutrition and health care as an organic whole function,the products contain a large number of active lactobacillus fungus,and they can adjust intestines and stomach function efficiency.Briefly active lactobacillus processing and key operation Key words:active lactobacillus bacteria;milk drinks 近年,乳酸菌饮料具有可口、健康、方便与时尚的特性成为市场的新宠。乳酸菌饮料在其发源地日本则是处于长盛不衰的状态。强化健康因子是乳酸菌饮料的一大发展方向。为了适应减肥健美的需要。活性乳酸菌饮料是将乳或乳制品以乳酸菌发酵后作为主要原料,配以辅料和水调配而成的饮料。在此基础上可以添加各种营养强化剂,制成各种类型的营养保健饮料。同时它又是有益菌的重要来源,对维持肠道菌群平衡,治疗胃肠功能紊乱有一定疗效。目前,乳酸菌饮料的研究重点主要集中在产品的稳定技术和新产品的开发研制上,研究结果表明,添加稳定剂是提高乳酸菌饮料稳定性的一条有效途径。添加不同种类的营养物质制造出的新型乳酸菌饮料正成为一种发展趋势。 1 活乳酸菌乳饮料的生产方法 活乳酸菌乳饮料的生产方法是以脱脂乳粉、葡萄糖以一定的配方配合,接入乳酸菌培养发酵,发酵完成后不再杀菌,经过均质再与糖浆混合,最后加水调配而成,它是含有大量活乳酸菌的发酵型饮料。因乳酸菌发酵产生的代谢产物具有独特的滋味及抑制有害菌的繁殖,故不需添加任何防腐剂、稳定剂等添加剂,口感天然、纯滑,有益健康。它有别于传统的调酸型乳饮料,调酸型的方法是将砂糖、稳定剂、果汁、香精、防腐剂、有机酸等加入到稀释的牛奶中调配而成的,它不含活的乳酸菌[1]。 2 乳酸菌饮料的加工工艺[2] 工作发酵剂混合杀菌←糖、水、稳定剂 ↓↓ 原料乳→混合→→杀菌→冷却→接种,发酵→凝乳破碎,混合→均质→冷却→稀释→灌装→产品↑ ↑香精、酸味剂 杀菌←水(乳) 3 操作要点 3.1 原料乳酸度要求不超过20°T, 要求不含抗生素, 碱等抑菌物。 3.2灭菌、冷却、高温短时杀菌(90~95℃ 30 min),迅速冷却至43-45℃。 3.3接种、发酵
罗非鱼的加工方法 发布日期:2009-05-19 2003年,我国罗非鱼年产量近80万吨,占世界总产量的58%以上。我国的罗非鱼产量已多年居世界第一,它是我国最具国际竞争实力的品种,也是最具产业化发展条件的品种。 除了鲜食外,我国罗非鱼的加工业近年来也得到了较快的发展,罗非鱼产品出口迅速增长,1998年,罗非鱼产品输美量为471吨;而2000年为13492吨产值2013万美元。但是,罗非鱼产品主要是冻鱼片和冻全鱼,一方面这些产品的加工水平较低,品种单一,附加值不高:另一方面在生产过程中产生了大量的下脚料,如鱼骨、鱼内脏等。因此,有必要提高罗非鱼的精深加工水平和综合利用能力,开发品种多样的罗非鱼系列产品,以满足市场的需要。 一、罗非鱼鱼肉的加工技术 1.模拟蟹肉的制备 研究表明,罗非鱼鱼糜具有较好的凝胶化能力和耐劣化特性,这与鲢、鳙和团头鲂等鱼的凝胶形成特性不同,说明了罗非鱼具有较好的鱼糜加工特性,是鱼糜加工的一种较好的原料。而模拟蟹肉已经成为国际市场上一种低热、低胆固醇、高蛋白的畅销水产模拟食品。下面为以罗非鱼鱼肉为原料制备模拟蟹肉的加工方法。 (1)工艺流程鲜罗非鱼→“三去”→采肉→漂洗→脱水→精滤→擂溃→成片→凝胶化→加热→冷却→切丝集束→调色→真空包装→蒸煮→冷却→冻藏。 (2)生产技术要点罗非鱼原料要求鱼体完整,鱼眼角膜明亮,鱼鳃红色,肌肉富有弹性,鲜度符合一级鲜度要求。采肉可以采用滚筒式采肉机,要求控制采肉率在60%左右;漂洗是生产鱼糜制品的重要工艺之一,需要用水或水溶液对鱼肉进行洗涤,以除去鱼肉中的水溶性蛋白质、色素、气味和脂肪等成分。研究发现,以鱼肉重量5倍的清水漂洗3次,每次漂洗时间5~10分钟为宜;脱水精滤后,擂溃时间控制在40分钟;凝胶化的条件为45℃,1小时。配料中采用的蟹味素,可以用鲜杂蟹为原料,经捣碎、酶解、分离、浓缩等过程制得。用罗非鱼为原料生产得到的模拟蟹肉,其品质可以同狭鳕为原料的日本产品相媲美。 2.烤罗非鱼片干的生产 (1)工艺流程罗非鱼→预处理→剖片→速冻→切片→脱腥→调味→初步烘烤→表面调味→烘烤→包装 (2)生产技术要点将新鲜的罗非鱼经清洗、去头尾、去鳞、去内脏后,用刀沿鱼背将鱼体剖成两块,去皮后速冻,使鱼肉变硬以利于切片;将鱼片放入由1%碳酸氢钠、0.5%食盐和35%乙醇组成的脱腥液中浸泡15分钟,捞出鱼片,清水冲洗干净;把脱腥后的鱼片放入调味液中浸渍20分钟,沥干水份后,于微波炉网架上进行初步烘烤;取出在鱼片表面刷上蜂蜜,撒上芝麻后,进行微波烘烤,至鱼片含水率为18%左右。此时的鱼片色泽金黄,口感香脆,有嚼劲,并具有烤鱼特有的香味。 3.调味油炸鱼饼的制作 对于一些个体较小的罗非鱼原料,直接鲜售,价格较低,且不受消费者欢迎,容易出现滞销现象。为了解决这种问题,可以通过一定的加工处理,制得容易贮藏、为消费者乐于接受的一些方便水产食品,如调味油炸鱼饼。 (1)工艺流程罗非鱼→预处理→采肉→漂洗→脱水→精滤→斩拌→搅拌→成型→预加热→烘干→包装→成品。 (2)生产技术要点选用新鲜度良好的小型罗非鱼,经清洗、“三去”等预处理后,用采肉机取肉,米肉率控制在60%左右;将采肉后的碎鱼肉放入漂洗池中,加入5倍量清水,慢速搅拌漂洗3~5次,每次15分钟左右,水温5~10℃;漂洗后的鱼肉,先后经回转筛和
乳酸菌饮料的生产工艺及关键控制点 1.生产工艺流程 A.发酵乳生产 鲜牛乳→验收→净化→标准化→杀菌→高压均质→冷却→接种发酵→纯酸奶 B.乳酵菌乳饮料生产 糖和稳定剂干粉混合→搅拌溶解→杀菌→加入山梨酸钾和甜味剂→加入酸奶→加入酸味剂→加入香精→高压均质→灌装→(杀菌)→成品 2.关键控制点 关键点①:发酵乳的制作:A.原料奶收购。刚收购鲜奶一般要求在5℃下低温保存,抑制微生物的繁殖,牛奶酸度控制在16-18,细菌总数≤200000个/ mL,芽孢总数≤10 0个/mL,耐热芽孢总数≤50个/ mL,嗜冷菌≤10 个/mL,体细胞数≤500000个/mL,密度(20℃/4℃)1.028~1.032 ,脂肪≥3.0g/100g;蛋白质≥3.0g/100g;乳糖≈4.5g~5.0g/ 100g,抗生素残留≤0.007IU/ml(0.004μg/ml)。B.原料奶热处理。对原料乳的热处理(9 0℃保持10分钟或95℃保持5分钟)主要有两个目的:杀死原料乳的致病菌和有害微生物;使原料乳中的蛋白质适度变性,增加蛋白质的持水能力,增加发酵乳的网状结构,同时还有利于发酵菌的利用。C.菌种选择.对乳酸菌饮料的发酵剂一般选择嗜热链球菌和保加利亚杆菌,通常它的比例为1:1或2:1,杆菌不能占优势,否则酸度太强.D.发酵控制.目前常用菌种最适当生长温度为42-43℃,因此在接种前后奶的温度应控制在42±1℃(在活性乳加入发酵乳的温度应低于20℃)接种温度过低会使菌种的活化时间延长,发酵缓慢而且污染杂菌的机会增加,对发酵不利,接种温度过高不但会抑制菌种的活力而且可能杀死发酵菌影响甚至终止发酵。菌种的接种量应该严格控制,接种量太大则发酵过快,不利发酵乳的风味完全形成和良好组织结构的构建,接种量太小,则发酵周期太长,污染杂菌的几率增加。一般直投式的接种量为10-20U/T,继代式菌种的接种量为2-3%。发酵过程温度和时间控制也是重要因素,在整个发酵过程中,发酵罐(发酵室)的温度都应恒定(42-43℃),温度波动太大会严重影响发酵的进程,使发酵乳的品质变差;发酵的时间也应该严格控制,时间太短,发酵风味不好,结构差;时
3.4菌种的选择[1]由于益生菌发酵乳在一般情况下,口感和风味很差,消费者难以接受。因此,在选择菌种时,常选择保加利亚乳杆菌和嗜热链球菌与益生菌相配合,以改善风味。 3.5均质均质处理可使原料充分混匀,有利于提高乳酸菌的稳定性和稠度,使酸乳质地细腻,口感良好。均质所采用的压力一般为20~25MPa。3.6杀菌杀灭原料乳中的杂菌,确保乳酸菌的正常生长和繁殖,钝化原料乳中对发酵菌有抑制作用的天然抑制物;使牛乳中的乳清蛋白变性,以达到改善组织状态,提高粘稠度和防止成品乳清析出的目的,杀菌条件一般为90~95℃,5min。3.7接种杀菌后的乳应马上降温到45℃左右,以便接种发酵剂。接种量根据菌种活力、发酵方法、生产时间的安排和混合菌种配比而定。加入发酵剂应事先在无菌操作条件下搅拌成均匀细腻的状态,不应有大凝块,以免影响成品质量。3.8发酵[2]单独使用益生菌作为发酵剂时,酸化作用较慢,所以需要采用其他方式抑制杂菌的生长。可以采用的方法有:利用能刺激生长的第五来加快酸化作用;提高发酵剂中的菌数,或者选择能促进彼此生长的益生菌株,这些方法可单独使用,也可联合使用。由于益生菌在牛奶中生长能力较差,为此,我们必需利用二次发酵方法,即开始用益生菌在40℃条件发酵5h,然后再用保加利亚乳杆菌和嗜热链球菌发酵(1:1),使益生菌在乳中成为优势菌群。由于益生菌是一类厌氧菌群,因此发酵时发酵液不要搅动,以免空气混入,影响发酵。后发酵时间在12h以上。3.9调酸酸液必需稀释至浓度为10%左右,然后经杀菌处理(95℃,10min)3.2原料乳的质量要求用于制作发酵剂的乳核生产发酵乳的原料乳必须是高质量的,要求酸度在18?T以下,杂菌数不高于500000cfu/mL,乳中全乳固体不得低于11.5%。 3.3发酵乳生产中的辅料3.3.1脱脂牛乳乳粉用作发酵乳的脱脂乳粉要求质量高、无抗生素和防腐剂。脱脂乳粉可提高干物质含量,改善产品组织结构,促进产酸,一般添加量为1%~1.5%。3.3.2乳化稳定剂稳定剂的添加,有利于保持乳的均匀一致性,其添加量应控制在0.1%~0.5%。 3.3.3配料软化水、乳化稳定剂、蔗糖、蛋白糖等辅料溶化后,必须经杀菌处理(95℃,10min),冷却后才能加入到发酵乳中。冷却温度不能过低,否则影响胶磨和均质质量;也不能过高,否则将杀死菌群,一般选择冷却温度为52℃。 5.常见问题及处理方法5.1不凝不凝的原因可能是发酵剂失灵,原料乳中含有抗生素活生产过程中受杂菌污染。必须每天对发酵剂进行活力测定,活力达不到要求的不得使用。加强原料乳的验收工作,发现乳内混有抗生素,不得用于发酵乳的生产。每天要对生产设备、仪器进行认真消毒。5.2产气发酵乳容易产生气泡,主要原因是发酵剂菌种不纯,混入产气菌,生产设备、管道及原料消毒不彻底,生产中人为污染等原因造成的。必须经常进行正规而严格的纯度实验,检查发酵剂中有无杂菌的污染,加工设备消毒。5.3乳清分离正常的成品发酵乳组织状态应平整光滑,凝固结实,组织细腻。如出现凝块崩坏,乳清分离,则可能是由于停止发酵后的搬运及运输途中的振动,致使凝块破碎而析出乳清。此外,当用母发酵剂制成生产发酵剂后,最好贮存3天再用,时间太短对组织状态也有较大影响。除上述情况外,消毒温度不足65℃,或乳中总干物质含量低于7%,都会造成成品组织状态不佳。乳清析出多因发酵时间太长,温度过高或发酵剂添加过量所造成的。5.4酸度不适酸奶的酸度过低,主要是发酵时间不足或发酵温度不适宜。如不是上述原因请检查发酵剂活力是否符合要求以及发酵剂的添加量是否合理。另外,牛乳中固形物含量不够,有发酵阻碍物质存在,有噬菌体溶化益生菌发酵产酸时也可能影响酸度。必须找出真正的原因,以采取相应的措施。酸度过高,主要是发酵时间过长,发酵后冷却温度过高,以及乳中固形物含量过高。 5.5异味、异臭产生异味可能是制品生产过程中被杂菌污染,并在乳中生长保存或长期老熟。 5.6香味不足制品香味不足,可能是菌种选择不当或使用的混合发酵剂中,发酵温度不适合,发酵时间不够都会使制品风味不足
鲜炸美味罗非鱼罐头加工工艺 一、工艺流程 原料验收→原料处理→盐渍→油炸→装罐→加调味液→真空封罐→杀菌→冷却→保温试验→包装→成品。 二、操作要点 1、原料验收: ⑴采用新鲜或冷冻良好的罗非鱼,不得采用二级鲜度以下的变质鱼。 ⑵原料鱼条重100克以上。 2、原料处理: ⑴鲜鱼以清水洗净,冻鱼以自来水解冻,解冻至鱼体分五一节或半冻状态即可。 ⑵除去鱼头、尾、鳍和内脏,刮净鱼鳞。 ⑶用流水洗净鱼体表面粘液和杂质,冼净腹腔内血污、内脏和黑膜。水温不超过25℃。 ⑷大条鱼按罐型要求切成适当大水的鱼块。 ⑸处理过程中,应将变质和机械损伤等不合格原料剔除。 3、盐渍: ⑴盐渍所用的食盐质量必须符合GB5461的有关规定。 ⑵配制成饱和食盐水,过滤备用。 ⑶盐水深度为18波美度,盐渍时间为10~15分钟,原料为鲜鱼时,盐渍时间应增加2~3分钟。 ⑷盐水与鱼块的重量之比为1﹕2。 ⑸盐水可连续使用5次,但每次应补加浓盐水至规定浓度。 ⑹半冻鱼应以清水解冻完全后再盐渍。 ⑺盐渍过程中,务必使鱼体全部浸没在盐水里。 ⑻根据鱼块大小、气温高低和冻、鲜鱼原料区别,适当调节盐渍时间。 ⑼盐渍后,用清水冲洗一遍沥干待炸。 4、油炸: ⑴油炸所用的精炼植物油质量应符合GB2716的有关规定。 ⑵盐渍后的鱼要充分沥干水分,然后投入温度约180~210℃的精炼植物油中。投料时,油温应不低于180℃。 ⑶油炸时间一般为4~8分钟,炸至鱼块上浮时,轻轻翻动,防止鱼块粘结和破皮。炸至鱼肉有坚实感,表面呈金黄色至黄褐色时,即可捞出沥油冷却(控制脱水率在35~40%)。 ⑷原料应先来先炸,不得积压。 ⑸生熟鱼块应分别用专用容器存放,以免造成交叉污染。 ⑹经过长时间炸过的油,在高温和空气的作用下色泽变暗或发黑,鱼屑结成颗粒沉积锅底,因此,每炸完一锅要清除一次鱼屑,相隔半小时要掺新油一次,每隔二小时要更换新油。 5、装罐: ⑴空罐应符合质量标准,并经严格检查合格,方可使用。 ⑵采用符合QB221规定之下列#214全涂料罐。 净重(克)罐型净重(克)罐型 156 589 256 860 200 763 425 7116 ⑶空罐应洗净,用82℃以上的热水或蒸汽消毒,倒置沥干备用。 ⑷装罐:
乳酸菌及其乳酸菌发酵食品 发酵是一种古老、传统的食品储存与加工的方法,凡利用微生物的作用而制得的食品都可以称为发酵食品。发酵食品是人类巧妙地利用有益微生物加工制造的一类食品,具有独特的风味和营养价值,丰富了我们的饮食生活。发酵食品因在食品加工过程中有微生物参与作用,进而可以形成一些特异性风味物质和营养因子,如乳酸菌参与牛乳发酵,产生乙醛、丁二酮、丙酮、3-羟基丁酮、挥发性酸等芳香物质,以及胞外多糖、乳酸菌素、γ-氨基丁酸等营养因子。 乳酸菌是发酵食品最主要的有益微生物之一,人类对于乳酸菌的应用历史非常久远,在远古人类就在酿造食品方面不自觉地利用了乳酸菌。但是,人类能主动地去研究和掌握乳酸菌的生活规律,并加以应用,还是近百年的事。 1 乳酸菌 1.1 乳酸菌的分类 乳酸菌是一类以糖为原料产乳酸为主的细菌的总称,乳酸菌不是分类学上的名词,属于真细菌纲(Eubacteriac)真细菌目(Eabacteriales)中的乳酸细菌科(lactobacillaceae)。在伯杰氏系统细菌分类学上,目前已发现的乳酸菌,至少分布于乳杆菌属(Lactobacillus)、链球菌属(Strptococcus)、明串珠菌属(Leuconostoc),乳球菌属(Lactococcus)等19个属的微生物中。其中,在食品、医药等领域应用较多的乳酸菌主要分布在乳杆菌属、双歧杆菌属、链球菌属、肠球菌属、乳球菌属、片球菌属和明串珠菌属等七个属种。 1.2 乳酸菌的基本特性 乳酸菌是革兰氏阳性,不形成芽孢(个别属除外),不运动或少运动,不耐高温,但耐酸的球菌或杆菌,乳酸菌是一种兼性厌氧菌,适合于在氧含量低或无氧的环境中生长。与其它细菌相比,乳酸菌对营养的要求比较严格,除了要供给适量的水分、充足的碳源、氮源和无机盐类外,还需要加入维生素、氨基酸等生长因子。乳酸菌都能发酵一定的糖类产生乳酸,但分解蛋白质和脂肪能力微弱,过氧化氢酶反应呈阴性,适宜在偏酸的环境中生长,可使培养基pH 值降到5.0以下,产酸及耐酸能力都较强。 1.3 乳酸菌的发酵类型 乳酸菌的发酵根据产物的不同,分为三种类型:同型乳酸发酵、异型乳酸发酵和双歧发酵。同型乳酸发酵是指发酵终产物中90%以上为乳酸的乳酸发酵过程,以乳酸链球菌和多数乳酸杆菌为主。异型乳酸发酵是指发酵终产物中除乳酸外,还有乙醇、二氧化碳等成分的乳酸发酵过程,以明串珠菌属的乳酸菌以及某些乳酸杆菌,如肠膜明串珠菌、短乳杆菌、甘露醇乳杆菌等。双歧发酵是双歧杆菌的产能模式,双歧杆菌是一类特殊的严格厌氧菌,对营养要求较高,它们对葡萄糖的代谢也可归入异型乳酸发酵,但与其他乳酸菌的异型发酵不同。 1.4 乳酸菌的代谢产物 乳酸菌发酵的代谢产物主要有有机酸类、细菌素类、乙醛等芳香物质、胞外多糖、γ-氨基丁酸等。有机酸类主要有乳酸、乙酸,及少量的甲酸、丙酸等,具有抗菌防腐的作用,并带给食品酸性的口感;细菌素又称乳酸菌素,具有固定抗菌谱,对病原菌和腐败菌具有很强的抑制能力;乙醛等芳香物质给乳酸菌发酵食品带来独特的发酵风味;胞外多糖作为生命物质的重要组成部分,广泛参与细胞的各种生命现象及生理过程的调节;γ-氨基丁酸是神经系统中重要的抑制性神经递质,具有改善脑机能,调节情绪抗焦虑,降低血压等方面具有重要作用。
2012年水产—罗非鱼加工行业分析报告
目录 一、行业与上、下游行业之间的关联性 (6) 1、水产行业产业链简介 (6) 2、产业链上的位置 (6) 3、行业的上下游行业及关联性 (7) 二、行业经营模式和特征 (8) 1、单一加工厂模式 (9) 2、“公司+基地+农户”模式 (9) 三、行业管理体制及主要法律法规 (10) 1、我国水产行业的管理体制及主管部门 (10) 2、我国水产行业主要法律法规及政策 (10) 四、水产行业的供需情况 (13) 1、水产行业整体情况 (13) (1)水产品需求持续增长 (13) (2)水产捕捞受政策限制,人工养殖成为增量的主要来源 (16) (3)中国成为全球水产养殖的主导 (17) 2、罗非鱼的供需情况 (18) (1)罗非鱼供给情况 (18) (2)罗非鱼需求情况 (22) (3)中国罗非鱼出口市场趋于多元化 (26) (4)国内市场需求情况 (27) 3、水产饲料的供需状况 (28) (1)使用工业饲料的优势 (28)
(2)水产饲料需求前景 (29) 五、罗非鱼行业的竞争状况 (30) 1、罗非鱼加工行业的市场化程度 (30) 2、进入罗非鱼加工行业的主要壁垒 (31) (1)资源壁垒 (31) (2)食品安全壁垒 (31) (3)产业规模壁垒 (31) (4)技术壁垒 (32) 3、行业利润水平和未来变动趋势 (32) (1)罗非鱼加工行业利润影响因素分析 (32) (2)通过精深加工提高产业附加值是罗非鱼加工行业的发展方向 (33) 4、我国罗非鱼加工行业的竞争状况 (33) (1)行业竞争格局 (33) (2)行业市场集中度低,整合空间巨大 (34) (3)行业竞争态势:具备收购整合能力和产业链一体化优势的企业将在竞争中胜 出34 六、罗非鱼加工行业发展的有利和不利因素 (35) 1、有利因素 (35) (1)产业政策支持 (35) (2)国际市场空间广阔 (37) (3)国内存在巨大的潜在消费市场 (37) (4)产业结构的调整 (37) 2、不利因素 (38) (1)适渔资源日趋减少 (38) (2)技术性贸易壁垒 (38) (3)人民币升值 (38)
中国罗非鱼加工现状分析 中国罗非鱼加工现状分析中国罗非鱼加工现状分析 我国罗非鱼养殖最近十年来发展迅速,中国已经成为世界最大的罗非鱼养殖生产国家,产量占世界的55%,绝大部分都通过鲜鱼形式销售。目前主要罗非鱼加工产品有三类:其一,罗非鱼冰冻全鱼(去鳞、去内脏、去鳃),此类产品技术要求低,价格也较低,而且罗非鱼加工后下脚料多,需进一步加工利用;其二,冷冻罗非鱼鱼片,此类产品加工技术要求较高,鱼片价值也高;其三,冰冻鲜鱼片,此类产品技术含量高,价值也最高,受欧美消费者青 睐。 我国目前加工罗非鱼的企业有120家左右,专业加工罗非鱼的企业有30家左右。主要产品有3大类,其一,浅去皮罗非鱼片,其规格为2/3、3/5、5/7、7/9、9/11(盎司);其二,深去皮罗非鱼片,主要规格为3/5、5/7(盎司)两种;其三,条冻罗非鱼,主要为原条、两去及部分三去,出口市场为美国、欧盟、非洲、中东、日本等。其中条冻罗非鱼生产量占42%-46%,但条冻罗非鱼加工技术含量低,市场价位也低,利润不大。同时,由于季节、纬度、养殖技术、罗非鱼品种等因素的影响,我国加工的罗非鱼鱼片以3/5规格最多,很难达到国际市场以5/7鱼片销售为主的需求量。所以,加工罗非鱼的企业基本上处于半停产状态,而且发展速度和规模扩大的速度也不乐观。在设备的使用上,大多数企业采用的有半自动罗非鱼开片、修整线、半自动鱼片去皮机、鱼片及活鱼、手动发色柜、自动真空封口机、自动螺旋式和钢带输送式速冻隧道、自动金属探测仪,采用的技术有木烟发色、Co发色、臭氧消毒、低温速冻、超低温速冻、检测高科技仪器有高效液相色谱、原子荧光光度计,质普仪,所采用的标准为《HACCP管理体系》。 目前我国罗非鱼加工业迅速发展的同时还存在不少问题,因而在争取出口市场、收购原料鱼时,往往出现“内讧式“恶性竞争。这种松散型的产业结构,严重阻碍了我国罗非鱼产 业化的发展和深化。 1、企业产业化水平不高。 我国加入WTO后,企业应积极参与国际市场的竞争,我国罗非鱼科研、加工、销售基本上还处于各自独立的状态,产业链尚未有机地组装起来,企业实力不强,难以形成产业化、规模化,也难以形成具有实力的龙头企业。罗非鱼加工出口进入快速发展期,但由于企业自身实力不强,罗非鱼出口形式部分是承担外商代理加工出口,许多是接台湾的第二手定单,缺乏自主出口渠道,这种代加工出口方式,不利于扩大出口,提高企业经济效益, 也不利于企业自身的发展壮大。 2、罗非鱼条冻加工科技含量及附加值低,难于适应市场竞争。 我国目前罗非鱼产品出口主要以冷冻罗非鱼全鱼为主,也就是去鳞、去内脏的条冻罗非鱼。从出口统计量看,条冻目前占整个罗非鱼产品出口量的70%,但这种产品要示技术含量低,市场的价格也较低,在西方国家中市场销售的定位主要是低收入阶层,此类产品主要市场是在非洲、中东、墨西哥等地区。我国目前很多罗非鱼加工企业就是以此类产品为
单冻罗非鱼片加工工艺规范操作本文主要介绍规范化单冻罗非鱼片在加工工艺过程中的控制要点,以及单冻罗非鱼片的产品质量要求,使加工单冻罗非鱼片的水产企业技术发展有一个新思路。按照现代有关罗非鱼片加工发展思路是,积极实施名牌战略,致力打造好罗非鱼片加工产业的“三张牌”。一是“名牌”. 经过多年发展,有很多企业已经建成罗非鱼养殖和罗非鱼加工生产两大基地,已经达到生产“名牌”产品的先决条件。二是“绿牌”.罗非鱼片产品已成为某些水产企业的主导品种,在出口贸易中有一定的影响力,所以建立罗非鱼“绿色”生产计划,重点抓好国家无公害“绿牌”生产基地,三是“服务牌”。几年来,某些水产企业加强渔业与科技部门紧密合作,充分利用自身优势,做好“服务牌”工作。但是,我觉得要做到全方位规范管理,目前有些水产企业在单冻罗非鱼片加工工艺和生产技术方面还不够规范性,质量标准也控制不严,产品质量不尽人意,所以编写了这篇规范性单冻罗非鱼片的加工工艺技术,严格执行产品标准化是提高单冻罗非鱼片产品质量的关健。 一、加工原料要求 (1)原料接收:所收购的罗非鱼应来自无公害养殖的产区,并且要清洁、无污染的活体罗非鱼,体重规格在0。5至1公斤为宜.对每一批次的罗非鱼必须经专职质检人员进行抽检,不符合品质规定的罗非鱼必须拒收。起溏后的罗非鱼应在3个小时内送到加工场进行暂养,鱼体温度控制在25℃以下,温度过高时应加冰降温,以保证罗非鱼在
加工前保持原有的活力。 (2)暂养:罗非鱼在加工前需要放到暂养池中养3个小时以上,暂养的主要作用是去除罗非鱼在养殖塘中带来的土腥味(俗称泥味)。在暂养过程中必须保持充氧和用循环水泵喷淋曝气,以防止鱼缺氧死亡,确保鱼的活力。暂养池的水温应控制在25℃以下,温度过高时应加冰降温,并及时清除喷淋曝气时产生泡沬,做到确保水质良好,才能保证活体罗非鱼的质量。 暂养池在空池的时侯,必须经常清洗消毒,保持池内的清洁达到卫生标准。在投放鱼之后,池水与鱼的比例是1 比3以上投放,投放鱼后应及时调节水池的水位。 二、单冻罗非鱼片加工操作技术要点 工艺流程 经过3小时暂养后的活体罗非鱼,开始进入加工程序。放血→清洗→剖片→去皮→磨皮→整形→挑刺修补→灯检→分规格→浸液、漂洗→速冻→镀冰衣→称质量→金属检测→装箱→成品冷藏。 (1)放血:将捞起来的活体罗非鱼,首先挑出不合规格加工鱼片的,如小规格的鱼和已经死亡的鱼,然后送进放血工序.在放血操作时,左手按紧鱼头,右手握尖刀在两边鱼鳃和鱼身之间的底腹部斜插切一刀至心脏位置,再将鱼投入到长流水的放血槽内,并不时拌动,让鱼血尽量流干。放血时间控制在20分钟,主要是防止发生鱼死后进入僵硬现象。 (2)清洗:放血后的鱼用冰水清洗,水温控制在15℃以下。
仲恺农业工程学院 毕业设计年处理42900吨罗非鱼加工工厂设计 姓名谢伟波 院(系)轻工食品学院 专业班级食品科学与工程2009级(092)班学号200910734136 指导教师吴建生 职称教授 论文答辩日期 2013年 5月 10 日 仲恺农业工程学院教务处制
学生承诺书 本人在此承诺,在毕业设计过程中遵守学校对毕业论文(设计)的有关规定,恪守学术规范,在本人的毕业设计中除特别注明和引用外,均为本人观点,不存在剽窃、抄袭他人的学术观点、思想和成果。如有违规行为发生我愿承担一切责任,接受学院的处理,并承担相应的法律责任。 承诺人: 年月日
鱼松是现阶段人们日常生活中所向往的一种新型鱼类干制营养健康食品,以其营养丰富、食用携带方面、加工工艺简单、连续化生产效益好、市场前景广阔等而为人所共知。 本设计基于鱼松众多功能和作用,为满足人们的营养消费需求,依据产品设计计划书,设计了一个科学合理、技术先进、经济适用的日处理24吨罗非鱼加工工厂。设计主要包括了产品方案的确定、厂区的选址和规划、生产工艺流程、车间设备、生产工艺计算、厂区卫生和生活设施、公用系统以及经济效益等。 本次设计以罗非鱼作为鱼松加工制作的原料鱼,厂址选在广东省汕头市澄海区莱芜生态养殖场,建厂规格为41265㎡,建筑物面积为16307.5㎡,固定资产投资约为3441.817万元,年利润达到1234.035万元,预计投资回收期为三年。 关键词:鱼松鱼粉罗非鱼水产品加工工厂设计
1 前言 (1) 1.1 概述 (1) 1.1.1 设计特点 (1) 1.1.2 设计意义 (2) 1.2 项目可行性 (2) 1.2.1 市场需求 (2) 1.2.2 原料供应 (2) 1.2.3 工艺技术 (3) 1.2.4 人力资源 (3) 1.2.5 环境影响 (3) 1.3 设计内容 (4) 1.4 厂址的选择和确定 (4) 1.4.1 厂址选择基本原则 (4) 1.4.2 厂址选择具体原则 (4) 1.4.3 厂址选择基本要求 (5) 1.4.4 厂址选择具体要求 (5) 1.4.5 厂址的确定 (6) 2 产品方案的确定 (6) 2.1 产品方案设计意义和要求 (6) 2.2 产品品种的确定 (8) 2.3 班产量的确定 (9) 2.4 产品方案表 (11) 3 生产工艺流程设计 (12) 3.1 产品生产原理 (12) 3.2 鱼松 (12) 3.2.1 产品加工配方 (12) 3.2.2 工艺流程 (12) 3.2.3 操作要点 (13) 3.2.4 产品质量要求 (16) 3.3 鱼粉 (16) 3.3.1 产品加工配方 (16) 3.3.2 工艺流程 (16) 3.3.3 操作要点 (16) 3.3.4 产品质量要求 (18) 4 物料衡算 (18) 4.1 物料衡算公式 (18) 4.2 鱼松及鱼粉产品的物料衡算 (18) 5 车间设备选型 (19) 5.1 车间设备选择依据 (20) 5.2 车间设备选择原则 (20) 5.3 车间设备一览表 (20)
朱华平卢迈新黄樟翰高风英 (中国水产科学研究院珠江水产研究所广州510380) 罗非鱼(Tilapia)作为联合国粮农组织(FAO)向全世界推广养殖的优良品种之一,其养殖地区已遍布80多个国家和地区,是养殖产量增长最快的淡水鱼类之一。随着世界渔业资源日益衰退,海洋与内陆捕捞水产品产量急速减少,2006年世界捕捞渔业总产量9200万吨,比1998年的1.32亿吨减少31%。与此同时,国际市场对水产品的需求量则越来越大。在众多的养殖品种中,罗非鱼以其肉质厚、无肌间刺,便于加工保鲜,并且含有多种不饱和脂肪酸、肉质细嫩、略有甜味、老少皆宜,符合人类追求健康食品的要求,是公认的健康食品。而且罗非鱼食性广、抗病力强、生长快、繁殖力强、环境适应性强,适宜广泛养殖,在国际上被称为“21世纪之鱼”。近年来,随着我国罗非鱼产量逐年增长,以及国际市场对罗非鱼需求量的不断扩大,罗非鱼出口量快速增加,已成为我国淡水水产品出口量最大宗的主导品种之一。罗非鱼在水产品国际贸易中已跃居第3位,而在全球淡水鱼类贸易中占第二位,仅次于鲑鳟鱼。据统计,2002年我国罗非鱼产量为70.7万吨,占世界总产量的50%。2004年,全球罗非鱼产品贸易量13万吨,我国罗非鱼出口量为8.7万吨,出口额为1. 55亿美元。2006年我国罗非鱼产量达到99.0万吨,出口量超过16万吨,出口额达3.7亿美元。2007年产量增加到113.4万吨,出口量和出口额分别是21.5万吨、4.9亿美元,同比分别增长31%和33%。2008年我国的罗非鱼产业虽然经历寒冻灾,但出口量与2007年同比不仅没有减少反而增长,增幅为4.19%,出口额同比增幅为49.42%。而广东省是我国罗非鱼主产区,罗非鱼产量约占全国的50%;出口量及出口额占全国出口量及出口额的60~70%,已成为广东省的水产支柱产业。罗非鱼是我国最具国际竞争实力的品种之一,也是最具产业化发展条件的品种。2008年,在我国现代农业产业技术体系建设专项中的5个水产品种中,罗非鱼被单独列出作为一个专项,也是广东省被农业部列入全国优势农产品区域规划的水产品种以及农业部区域布局规划的出口优势产品之一。 据FAO统计,世界水产品产量的75%左右是经过加工后再销售的,鲜活销售的比例只占总产量的四分之一。水产品加工和综合利用是渔业生产的延续,所谓“加工活,则流通活,流通活,则生产兴”,搞活了加工,货畅其流,无形给养殖生产开辟了一个永久性的高速通道。因此,大力发展水产品加工和综合利用,不仅提高了渔业资源的附加值,也为水产养殖业和相关产业拓宽了发展空间,还为渔民就业提供了途径,对于整个水产品行业的发展起着非常关键的作用。 1我国罗非鱼产品加工的现状 由于全球性捕捞渔业资源的衰退和国际水产品需求量的不断增大,我国罗非鱼加工企业的数量和规模也在迅速扩大。到2005年,我国罗非鱼加工企业有120家左右,专业加工罗非鱼的企业有30家左右,具有一定加工规模,其中有出口注册的厂家近10家,集中分布在广东、广西和海南三省。其中广东省年出口量在9000吨以上的企业就有3家。但由 我国罗非鱼加工的现状、 产业化发展的优势 和提高出口竞争力的措施
罗非鱼糜及鱼丸制作 一.实验目的 1.了解罗非鱼糜及鱼丸的加工工艺过程及加工工艺要点 2.掌握罗非鱼糜及鱼丸的加工方法 二.实验原理 将鱼肉绞碎,加盐擂溃,成为粘稠的鱼浆(鱼糜),再经调味,做成一定形状后,进行水煮、油炸、焙烤、烘干等加热或干燥处理而制成的具有一定弹性的水产食品称为鱼糜制品。主要品种有鱼丸、虾饼、鱼糕、鱼香肠、鱼卷、模拟下蟹肉、鱼面等。 三.材料及设备 材料:罗非鱼鱼糜精盐, 花生油, 蛋清, 味精, 胡椒粉, 木薯淀粉, 姜汁,调味液, 白糖; 设备:擂溃机, 成丸机、斩拌机、平板冻结机、包装机、冰柜 四.工艺流程 (一)鱼糜的制作: 原料验收→原料处理→采肉→漂洗→脱水→斩拌 (二)鱼丸的制作: 擂溃:制作鱼丸过程中,擂溃是制品生产的一个重要工序。擂溃分为,分为空擂、盐擂和调味擂溃三个阶段。其中空擂是在鱼糜制作过程中完成的,空擂是将鱼肉放入绞拌机内粗绞一次成糜,鱼糜应粗细适中。盐擂是加入鱼肉质量的2.8%食盐(分两次加入)进行擂溃, 时间为21min, 加入适量的冰水, 使做出的产品具有柔软感、弹性爽口; 第3阶段调味擂溃: 边搅拌边加入鱼肉质量的3.0%花生油、11%蛋清、0.4%味精、0.5%葱汁、0.5%姜汁、0.1% 胡椒粉、0.1%黄酒、1.0%白糖、17%木薯淀粉, 时间10min, 擂溃的温度控制在8~10℃。 成丸: 在成丸机上完成, 将初步成型的鱼丸用40℃温水浸泡15min。 加热: 将温水浸泡过的鱼丸投放沸水中煮熟,鱼丸上浮时捞出。评定:根据下面给出的评定方法对制作的鱼丸进行质量评定。 五.操作要点: (一)鱼糜的制作 1、原料验收:采用新鲜或冰鲜罗非鱼、原料验收: 2、原料处理:、原料处理:(1)原料鱼用清水洗净鱼体,除去鱼头、尾、鳍和内脏,刮净鱼鳞。(2)用流水洗净鱼体表面粘液和杂质,洗净腹腔内血污、内脏和黑膜,水温不超过15℃。(3)在处理过程中,应将鲜度差和机械损伤等不符合质量要求的原料剔除。 3、采肉: (1)原料处理后,进入采肉机采肉,将鱼肉和皮、骨分离。采肉机的采肉滚筒的子L 径一般在φ3~6 毫米。孔径过小,采肉能力差,得率低;孔径过大,则易混入皮、骨、腹膜等,制品质量较差。 (2)采肉操作中,要调节压力。压力太小,采肉得率底;压力太大,鱼肉中混入的骨和皮较多,影响产品质量。因此,应根据生产的实际情况,适当调节,尽量使鱼肉中少混入骨和皮。同时,要防止操作中肉温上升,以免影响产品质量。操作中鱼肉温度不得超过3℃。 (3)采肉得率应控制在30%~~40%左右。 (4)采肉工序直接影响产品质量和得肉率,应仔细操作。 4、漂洗: (1)漂洗的目的:除去脂肪、血液和腥味,使鱼肉增白,同时,除去影响鱼糜弹性的水溶性蛋白质,提高产品的质量。 (2)漂洗方法:采肉后的碎鱼肉,放于漂洗槽中,加入5 倍量的水,慢速搅拌漂洗。反复漂洗3~5 次。根据原料鱼鲜度,确定漂洗次数,一般来说,鲜度高的鱼可少洗,鲜度差的鱼应多洗。漂洗时间为15~20 分钟。
乳酸菌高密度规模发酵工艺优化 随着人们对抗生素滥用的重视,益生菌越来越广泛地应用于饲料、食品和医药行业,乳酸菌作为一种微生物资源因此受到越来越多的关注。乳酸菌高密度规模发酵是为提高菌体的发酵密度而使用的技术手段和特殊的培养装置,使菌体密度相较于普通培养方式能有显著的提高,最终提高菌细胞的产出率的一种扩大培养方式。 在实际生产过程中,乳酸菌菌体密度是乳酸菌发酵产品的重要指标。本试验以嗜酸乳杆菌和乳酸乳球菌为研究对象,筛选适合其增殖的培养基,研究适合乳酸菌的培养条件,优化乳酸菌中试高密度发酵工艺以及冷冻干燥保护剂组成。 本文的研究结果如下:(1)两株乳酸菌的形态学特征乳酸乳球菌在MRS培养基上可以形成明显的白色菌落,直径在1mm左右,圆形边缘整齐,不透明,表面光滑无皱褶。在添加碳酸钙的固体培养基中,菌落周围由于产酸形成透明的水解圈。 显微镜下观察,细菌成球形,不形成链状。嗜酸乳杆菌在MRS培养基上可以形成明显的菌落。 菌落圆形、白色、凸起,表面光滑、边缘较光滑,直径在1mm左右。在添加碳酸钙的固体培养基中,菌落周围形成透明水解圈。 在显微镜下观察,细菌成短杆状。两株乳酸菌通过革兰氏染色均为紫色,是革兰氏阳性菌。 (2)乳酸菌培养条件前期发酵条件优化前期实验室工作通过对两株乳酸菌的条件优化摸索,确定了以乳清粉为中试培养基,并确定乳酸乳球菌的最适培养温度在37℃C左右、初始培养基pH值在6.5、接种量在2%-7%之间,而接种量对最大活菌数的影响并不显著。培养28h可获最多的活菌,最大活菌数为 1.92±0.15
×108CFU/mL;嗜酸乳杆菌的最适培养温度在37℃C左右、初始培养基pH值在 6-6.5、接种量在5%-7%之间。 嗜酸乳杆菌在乳清粉培养基中培养32h可获得最大活菌数为1.53±0.15 × 1 08 CFU/mL。(3)高密度规模化发酵工艺优化随着乳清粉含量的增加,通过离心获得的乳酸菌干重是不断增加的。 当乳清粉含量增加至60%时,细胞干重(DCW/L)增加至13.21 g/L。通过乳清粉的添加,可以显著提高发酵罐中乳酸菌的细胞干重。 而从菌粉获得率计算,当乳清粉含量增加至60%时,嗜酸乳杆菌获得率增加 至23.42%。(4)冷冻干燥保护剂优化通过对离心获得的菌体添加10%的脱脂奶粉和10%的葡萄糖,或添加10%脱脂奶粉和10%海藻糖能够达到较高的复苏率。 通过进一步筛选得到四种具有显著保护性能的保护剂,并通过对乳酸乳球菌冷冻干燥保护剂的四因素三水平正交实验,结果得出这四种因素对于冷冻干燥后复苏率的影响,从大到小的顺序依此是葡萄糖>硫酸锰>脱脂奶粉>海藻糖。这四个因素对于冷冻干燥后的复苏率的影响都是极显著的,是影响该实验结果的主要因子。 通过正交实验,确定了一种冻干保护性较强的冻干保护剂组合,这种冻干保 护剂配比为每公斤菌体添加葡萄糖90g、海藻糖90g、硫酸锰60g、脱脂奶粉30g。冷冻干燥后的菌粉在储藏时应保持低温的环境,本次实验制备的两种菌粉在-20℃C环境下密封保存4周后,存活率仍能超过50%。 (5)乳酸菌耐受实验两株冻干菌粉对于人工消化液均有一定的耐受能力,乳 酸乳球菌在人工胃液中模拟消化3h存活率9.3%。在人工肠液中,经过4h的模拟消化过程,乳酸乳球菌的存活率为8.6%。
乳酸菌饮料的生产工艺及关键控制点 集团文件版本号:(M928-T898-M248-WU2669-I2896-DQ586-M1988)
乳酸菌饮料的生产工艺及关键控制点 1.生产工艺流程? 2.A.发酵乳生产? 3.鲜牛乳→验收→净化→标准化→杀菌→高压均质→冷却→接种发酵→纯酸奶? 4.B.乳酵菌乳饮料生产? 5.糖和稳定剂干粉混合→搅拌溶解→杀菌→加入山梨酸钾和甜味剂→加入酸奶→加入酸味剂→加入香精→高压均质→灌装→(杀菌)→成品? 6.2.关键控制点? 7.关键点①:发酵乳的制作:A.原料奶收购。刚收购鲜奶一般要求在5℃下低温保存,抑制微生物的繁殖,牛奶酸度控制在16-18,细菌总数≤200000个/ mL,芽孢总数≤100个 /mL,耐热芽孢总数≤50个/ mL,嗜冷菌≤10 个/mL,体细胞数≤500000个/mL,密度(20℃/4℃)1. 028~1.032 ,脂肪≥3.0g/100g;蛋白质≥3.0g/100g;乳糖≈4.5g~ 5.0g/100g,抗生素残留≤0.007IU/ml(0.004μg/ml)。B.原料奶热处 理。对原料乳的热处理(90℃保持10分钟或95℃保持5分钟)主要有两个目的:杀死原料乳的致病菌和有害微生物;使原料乳中的蛋白质适度变性,增加蛋白质的持水能力,增加发酵乳的网状结构,同时还有利于发酵菌的利用。C.菌种选择.对乳酸菌饮料的发酵剂一般选择嗜热链球菌和保加利亚杆菌,通常它的比例为1:1或2:1,杆菌
不能占优势,否则酸度太强.D.发酵控制.目前常用菌种最适当生长温度为42-43℃,因此在接种前后奶的温度应控制在42±1℃(在活性乳加入发酵乳的温度应低于20℃)接种温度过低会使菌种的活化时间延长,发酵缓慢而且污染杂菌的机会增加,对发酵不利,接种温度过高不但会抑制菌种的活力而且可能杀死发酵菌影响甚至终止发酵。 菌种的接种量应该严格控制,接种量太大则发酵过快,不利发酵乳的风味完全形成和良好组织结构的构建,接种量太小,则发酵周期太长,污染杂菌的几率增加。一般直投式的接种量为10-20U/T,继代式菌种的接种量为2-3%。发酵过程温度和时间控制也是重要因素,在整个发酵过程中,发酵罐(发酵室)的温度都应恒定(42-43℃),温度波动太大会严重影响发酵的进程,使发酵乳的品质变差;发酵的时间也应该严格控制,时间太短,发酵风味不好,结构差;时间太长则酸度太高,口感不好。一般要求直投式菌种发酵时间在3.5-6小时,继代式菌种的发酵时间稍短,一般在2.5-4小时,严格控制确保每次发酵乳品质一致性。 关键点②:稳定剂选择及溶解。A.稳定剂的选择。稳定剂是影响乳制品品质的重要因素,由于在酸性环境下,乳制品本身处于不稳定的状态,乳酸菌饮料易出现水析及沉淀,甚至水乳分层现象,因此对稳定剂的稳定效果有更大的依赖性,要求稳定剂有很好的稳定作用。单体胶(果胶、PGA、CMC)单独使用时对乳酸菌饮料稳定作用不是很理想,一般复配使用。B.稳定剂的溶解。由于乳酸菌饮料的稳定剂是以胶体为主,而且一般添加量较大,因此若直接加到水中容易吸水形成胶团,难以溶
工艺流程:淀粉 水解反应 葡萄糖 预处理 液仓 淀粉乳 盐酸(酸化)调配 预热(85℃~90℃) 均质(300~500KPa) 杀菌(100℃,10min) 冷却(50℃左右) 菌种保藏菌种活化菌种扩培接种 发酵(终点pH4.2) 冷却(15℃~20℃) 溶解杀菌混合 氮源、中和剂(碳酸钙)分离
提纯 乳酸成品 保持冷链贮存或销售 4.2.1.2 操作要点说明 (1)预处理 净化可以除去原料中的杂质,使淀粉达到最高的纯净度。 (2)水解 淀粉是葡萄糖以ɑ-1,4-糖苷键连接起来的多聚体,在催化剂存在和适宜温度等条件下,易于水解成葡萄糖、麦芽糖、糊精等单体或低聚物。合理控制水解,尽可能减少副反应发生,则是糖化工艺所要控制的关键。 (3)预热 预热一方面可以杀菌,而且由于适当加热,可以使葡萄糖液化,并完全去除淀粉和多聚糖的存在,增加产品的稳定性。预热温度控制在85℃~90℃。 (4)均质 均质主要是使原料充分混合均匀,阻止分层,提高葡萄糖的稳定性和稠度,并保证单体均匀分布,从而获得质地细腻、口感良好的产品。均质压力控制在300~500KPa。 (5)杀菌 杀菌目的在于杀灭原料中的杂菌确保乳酸杆菌的正常生长和繁殖,钝化原料中的天然抑制物。杀菌温度控制在100℃,保温10min进行杀菌。 (6)冷却 冷却主要是为接种的需要。经过热处理的糖乳需要冷却到一个适宜的接种温度,此温度控制在50℃左右。 (7)接种 接种是造成糖乳受微生物污染的主要环节之一,因此严格注意操作卫生,防止细菌、酵母、霉菌、噬菌体及其他有害微生物的污染。接种时充分搅拌,使发酵菌与原料混合均匀。
(8)发酵 发酵温度控制在50℃左右,从而为微生物代谢提供最适的温度环境,发酵时间24h,且期间不搅拌。 自由逃逸。当残糖降到1g/1时,发酵终点判定:发酵时罐口敞开,让CO 2 就识为发酵已经完成,再测定pH 4.2时即可停止发酵。 (9)冷却 冷却目的是抑制乳酸菌的生长、降低酶的活性、防止产酸过度、使糖液逐渐 析出的速度。将发酵乳迅速降温至15℃~20℃。 凝固、降低和稳定CO 2 (10)混合 将经溶解和杀菌的氮源、中和剂与发酵乳进行混合。 (11)分离提纯 由于乳酸在发酵过程中加入碳酸钙,因此,发酵最终的醪液悬乳酸与碳酸钙形成的乳酸钙,以水和形式存在。根据这一特性,采取相应的过滤介质和方法,即离子交换脱盐转酸方式及其分离提纯工艺。 (12)灌装和冷藏 采用相应灌装机进行灌装后的成品置于0℃~5℃冷藏12h~24h,进行后熟。