本技术公开了一种摄像头组件及飞针测试设备。所述飞针测试设备包括探针及用于安装探针的支臂,所述摄像头组件包括设置在所述支臂上方的支架,所述支架上设置有摄像头,至少所述摄像头的镜头可以在水平方向上移动,所述探针上方设置有可将探针下方的图像反射到所述摄像头的镜头的反光镜,所述反光镜安装在所述支架上。本技术的摄像头组件及包含有这种摄像头组件的飞针测试设备,通过将摄像头横置,并且利用反光镜将待测电路板的图像反射到摄像头,使得摄像头或其镜头可以在水平方向上移动较大距离,从而可以对不同厚度的电路板进行精确对焦,从而可以适用于大厚度差的电板路的测试,并且采集的图像精度高,数据准确。
权利要求书
1.一种飞针测试设备用摄像头组件,所述飞针测试设备包括探针及用于安装探针的支臂,其特征在于,所述摄像头组件包括设置在所述支臂上方的支架,所述支架上设置有摄像头,至少所述摄像头的镜头可以在水平方向上移动,所述探针上方设置有可将探针下方的物体的图像反射到所述摄像头的镜头的反光镜,所述反光镜安装在所述支架上。
2.如权利要求1所述的飞针测试设备用摄像头组件,其特征在于,所述摄像头的镜头设置在可在水平方向上滑动的齿条上,与所述齿条配合设置有齿轮,通过齿轮转动带动齿条在水平方向上移动。
3.如权利要求1所述的飞针测试设备用摄像头组件,其特征在于,所述支架上设置有水平的滑轨,所述滑轨上设置有滑块,滑块沿滑轨水平滑动,所述摄像头安装固定到所述滑块上。
4.如权利要求3所述的飞针测试设备用摄像头组件,其特征在于,所述滑块上设有螺纹孔,一螺杆穿过所述螺纹孔,螺杆上的螺纹与所述螺纹孔内的螺纹相配合,通过旋转螺杆带动滑块在滑轨上滑动。
5.如权利要求4所述的飞针测试设备用摄像头组件,其特征在于,所述螺杆的至少一端设置
有旋钮,且所述螺杆或旋钮上设置有用于标示螺杆旋转角度的刻度盘。
6.如权利要求4所述的飞针测试设备用摄像头组件,其特征在于,所述螺杆通过传动机构连接到步进电机,并由所述步进电机带动转动,所述步进电机与所述飞针测试设备的控制电脑连接。
7.如权利要求3、4或5所述的飞针测试设备用摄像头组件,其特征在于,所述螺杆一侧设置有用于检测螺杆旋转角度的传感器,所述传感器与所述飞针测试设备的控制电脑连接,用于将检测到的螺杆旋转角度发送给所述控制电脑。
8.如权利要求3、4或5所述的飞针测试设备用摄像头组件,其特征在于,所述摄像头一侧设置有位置传感器,用于检测摄像头的位置并发送给所述飞针测试设备的控制电脑。
9.如权利要求1所述的飞针测试设备用摄像头组件,其特征在于,所述支架和支臂连接到同一移动组件上,且所述支架和支臂的相对位置固定;所述移动组件提供水平方向的移动。
10.一种包含有权利要求1-9任意一项所述摄像头组件的飞针测试设备。
技术说明书
一种飞针测试设备用摄像头组件及飞针测试设备
技术领域
本技术涉及飞针测试设备技术领域,具体地说,是一种飞针测试设备用的摄像头组件,以及包括有这种摄像头组件的飞针测试设备。
背景技术
飞针测试设备是用于对电路板的产品质量进行测试的设备,其是采用安装在支臂上的探针,在支臂带动下移动,以使探针接触待测电路板上的不同触点完成测试。测试时,通常需要由摄像头对电路板进行拍摄,并将图像发送给控制电脑,以由控制电脑识别电路板上的触点,并根据触点坐标控制探针的移动,以使探针准确接触触点。由于触点本身及触点间的距离尺寸都很小,这就要求摄像头必须非常精确地对焦,且控制电脑也必须能获取精确的摄像头与探针之间的相对位置,这对摄像头组件提出了非常高的要求。
现有的摄像头组件通常包括摄像头和摄像头支架,摄像头大体位于探针上方并朝向下方拍摄,摄像头支架与探针支臂由同一构件带动在水平方向(X、Y向)上移动,但不随探针在垂直方向(Z向)上移动。这种结构的缺点是,摄像头到待测电路板夹具之间的距离是固定的,而摄像头的对焦范围是很小的,因此在对夹具上的待测电路板进行拍摄时,通常只能适用产品厚度在0.5mm~10mm之间的常规电路板。而随着新技术的应用,出现了一些超常规的产品,即超厚或者超薄的产品。而且PAD的集成度更高,出现又密又小的趋势,此种现有的摄像头组件已无法清晰地分辨出采集处的准确影像,导致无法进行正确识别,造成对位失败,无法进行电气性能的测试。
技术内容
本技术要解决的技术问题是提供一种飞针测试设备用的摄像头组件,以及包括有这种摄像头组件的飞针测试设备,可以适用多种厚度的电路板,且电路板的厚度差可以很大,并且采集图像的精度高,采集数据准确。
为了解决上述技术问题,本技术提供了一种飞针测试设备用摄像头组件,所述飞针测试设备包括探针及用于安装探针的支臂,所述摄像头组件包括设置在所述支臂上方的支架,所述支架上设置有摄像头,至少所述摄像头的镜头可以在水平方向上移动,所述探针上方设置有可将探针下方的物体的图像反射到所述摄像头的镜头的反光镜,所述反光镜安装在所述支架上。
进一步地,所述摄像头的镜头设置在可在水平方向上滑动的齿条上,与所述齿条配合设置有
齿轮,通过齿轮转动带动齿条在水平方向上移动。
进一步地,所述支架上设置有水平的滑轨,所述滑轨上设置有滑块,滑块沿滑轨水平滑动,所述摄像头安装固定到所述滑块上。
进一步地,所述滑块上设有螺纹孔,一螺杆穿过所述螺纹孔,螺杆上的螺纹与所述螺纹孔内的螺纹相配合,通过旋转螺杆带动滑块在滑轨上滑动。
进一步地,所述螺杆的至少一端设置有旋钮,且所述螺杆或旋钮上设置有用于标示螺杆旋转角度的刻度盘。
进一步地,所述螺杆通过传动机构连接到步进电机,并由所述步进电机带动转动,所述步进电机与所述飞针测试设备的控制电脑连接。
进一步地,所述螺杆一侧设置有用于检测螺杆旋转角度的传感器,所述传感器与所述飞针测试设备的控制电脑连接,用于将检测到的螺杆旋转角度发送给所述控制电脑。
进一步地,所述摄像头一侧设置有位置传感器,用于检测摄像头的位置并发送给所述飞针测试设备的控制电脑。
进一步地,所述支架和支臂连接到同一移动组件上,且所述支架和支臂的相对位置固定;所述移动组件提供水平方向的移动。
本技术还提供了一种包含有上述摄像头组件的飞针测试设备。
本技术的摄像头组件及包含有这种摄像头组件的飞针测试设备,通过将摄像头横置,并且利用反光镜将待测电路板的图像反射到摄像头,使得摄像头或其镜头可以在水平方向上移动较大距离,从而可以对不同厚度的电路板进行精确对焦,从而可以适用于大厚度差的电板路的测试,并且采集的图像精度高,数据准确。
附图说明
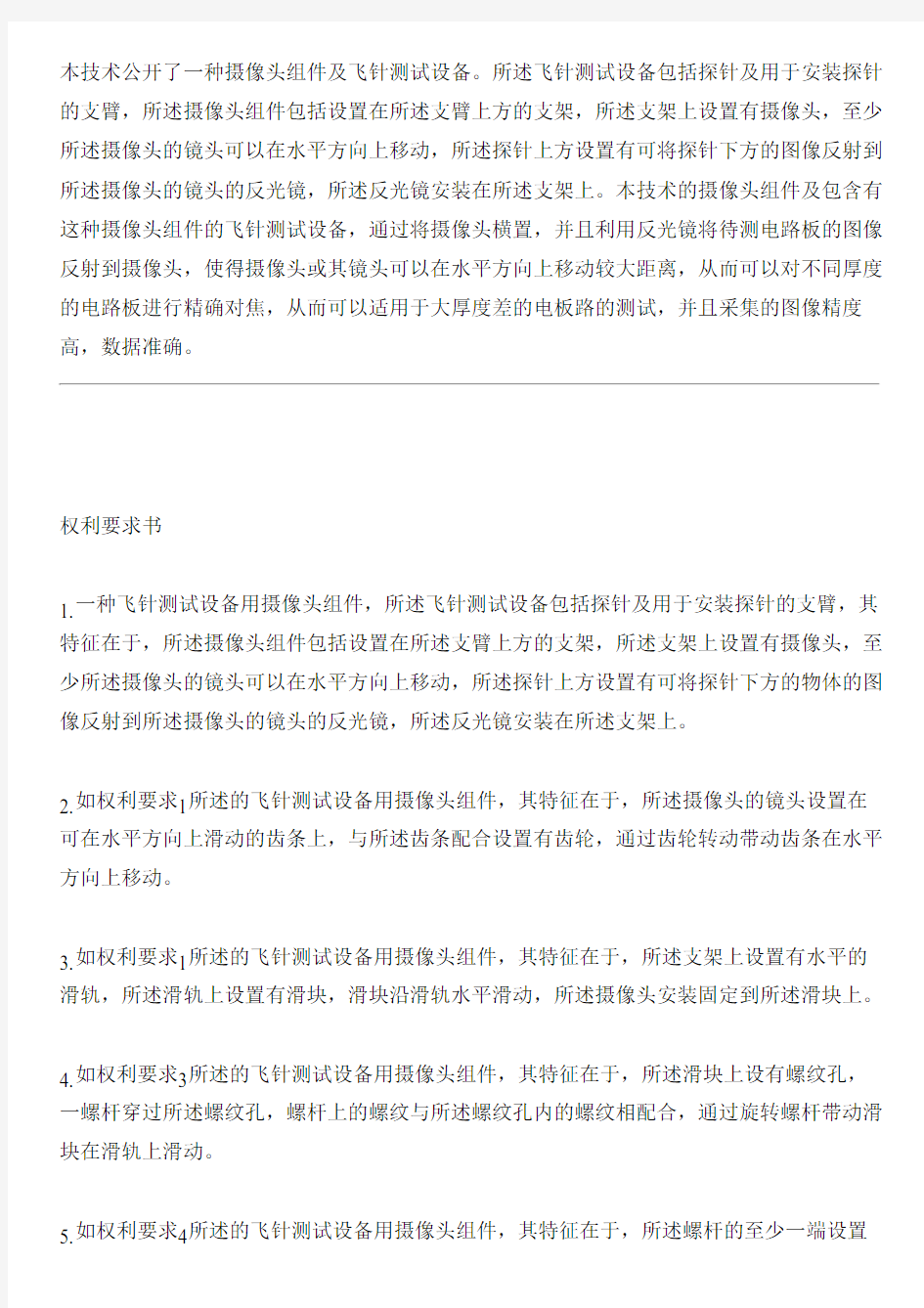
图1是本技术的飞针测试设备用的摄像头组件的一实施例的结构示意图。
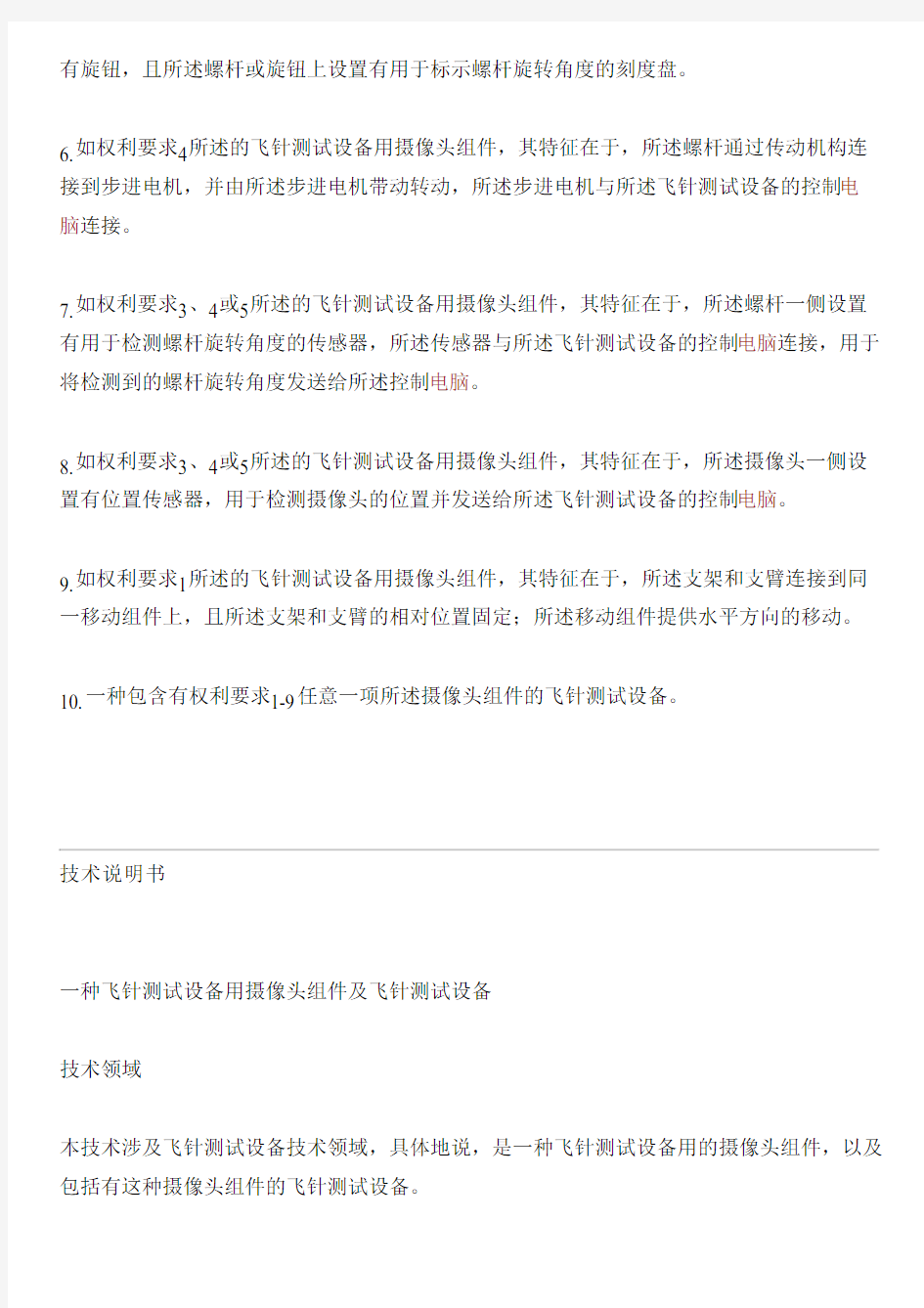
图2是本技术的飞针测试设备用的摄像头组件的另一实施例的局部结构示意图。
图中:1.支架,2.摄像头,3.齿轮,4.齿条,5.镜头,6.移动组件,7.支臂,8.探针,9.反光镜,10.滑块,11.螺纹孔,12.螺杆,13.滑轨,14.旋钮,15.刻度盘。
具体实施方式
下面结合附图和具体实施例对本技术作进一步说明,以使本领域的技术人员可以更好地理解本技术并能予以实施,但所举实施例不作为对本技术的限定。
本技术的飞针测试设备用摄像头组件,所述飞针测试设备包括探针8及用于安装探针8的支臂7,所述摄像头组件包括设置在所述支臂上方的支架1,所述支架1上设置有摄像头2,至少所述摄像头2的镜头5可以在水平方向上移动,所述探针8上方设置有可将探针8下方的物体的图像反射到所述摄像头2的镜头5的反光镜9,所述反光镜9安装在所述支架1上。反光镜9的反光面与水平面的夹角一般为45度。本技术通过将摄像头2横置,并且利用反光镜9将待测电路板的图像反射到摄像头2,使得摄像头2或其镜头5可以在水平方向上移动较大距离,从而可以对不同厚度的电路板进行精确对焦,以适用于大厚度差的电板路的测试,并且采集的图像精度高,数据准确。
如图1所示,在该实施例中,摄像头2的成像元件(通常为CCD(Charge-coupledDevice,电荷耦合元件)或CMOS(Complementary Metal Oxide Semiconductor,互补金属氧化物半导体))的位置不变,而是将摄像头2的镜头5设置在可在水平方向上滑动的齿条4上,与所述齿条4配合设置有齿轮3,通过齿轮3转动带动齿条4在水平方向上移动,进而带动镜头5接近或远离摄像头的成像元件,同时远离或接近反光镜,使物镜距离能在一定范围内调整,从而使成像质量更加清晰,影像对位准确,提高测试精度。镜头移动的范围优选在10mm,从而将相对应的待测试产品板厚的范围扩大到0.1mm~15mm,能应用目前绝大多数的产品测试。本实施例的优点在于摄像头的成像元件的位置不变,也即与探针的相对位置不变,因此无须校正摄像头与探针的相对位置即可获取待测电路板上各触点的精确坐标。
在本实施例中,对镜头5的移动既可以由手动完成,也可以通过电机等带动自动完成。
如图2所示,在该实施例中,在所述支架1上设置水平的滑轨13,所述滑轨13上设置有滑块10,滑块10沿滑轨13水平滑动,所述摄像头2安装固定到所述滑块10上。滑块10带动摄像头2一起在滑轨13上移动,从而使摄像头2整体接近或远离反光镜9,从而实现对不同厚度的电路板精确对焦。该结构的优点在于:一是摄像头2的镜头5与成像元件的距离相对固定,简化了摄像头2的结构,降低了摄像头2的成本和故障率;二是摄像头2整体可移动的距离远大于单独的镜头5可移动的范围,从而可以适用的电路板范围更广。
在该实施例中,由于摄像头2整体在移动,摄像头2相对于探针8的位置发生了变化,因此要对两者的相对位置进行校正,也就是要将摄像头2移动后的位置发送给控制电脑,以便在摄像头2移动后控制电脑仍然能根据摄像头2拍摄到的图像精确计算出待测电路板上触点的坐标。因此,可在以摄像头2一侧设置一个位置传感器(图中未示出),以检测摄像头2的位置并发送给控制电脑。
优选地,可以所述滑块2上设置螺纹孔11,将一螺杆12穿过所述螺纹孔11,螺杆12上的螺纹与所述螺纹孔11内的螺纹相配合,通过旋转螺杆12带动滑块10在滑轨13上滑动。由于螺杆12的结构,当螺距较小时螺杆12旋转一圈滑块10只会移动很小的距离(通常等于螺距),因此可以精确地控制摄像头2的移动距离。旋转螺杆12可以手动完成,例如可以在螺杆12的至少一端设置旋钮14,旋转旋钮14即可旋转螺杆12以控制摄像头2移动。该方案下,除了上述设置传感器直接检测摄像头位置的方案外,也可以在所述螺杆12或旋钮14上设置用于标示螺杆旋转角度的刻度盘15,通过刻度盘15来读取螺杆12的旋转角度,根据螺杆12的旋转角度和螺距即可计算出摄像头2的移动距离,将该移动距离输入控制电脑,即可对摄像头2与探针8的相对位置进行校正。当然,也可以在所述螺杆12一侧设置用于检测螺杆12旋转角度的传感器,所述传感器与所述飞针测试设备的控制电脑连接,由传感器自动检测螺杆12的旋转角度,并将检测到的螺杆旋转角度发送给所述控制电脑。
另外,也可以将所述螺杆12通过传动机构连接到步进电机,并由所述步进电机带动转动,所述步进电机与所述飞针测试设备的控制电脑连接。由控制电脑控制步进电机带动螺杆旋转,进而带动摄像头2移动,完成自动对焦。
优选地,所述摄像头2的镜头5采用双胶合透镜。
在本技术的飞针测试设备的一实施例中,摄像头组件的支架1和安装探针8的支臂7连接到同一移动组件6上,且所述支架1和支臂7的相对位置固定;所述移动组件6提供水平方向(即X、Y向)的移动,而安装探针8的支臂7还可相对于移动组件6在垂直方向(即Z向)上移动。
以上所述实施例仅是为充分说明本技术而所举的较佳的实施例,本技术的保护范围不限于此。本技术领域的技术人员在本技术基础上所作的等同替代或变换,均在本技术的保护范围之内。本技术的保护范围以权利要求书为准。
《跳吧!跳吧!》说课稿 各位老师,同学们,你们好。我今天要说课的内容是《跳吧跳吧》,选自苏教版六年级上册第五单元第二课,共一课时。下面,我将从以下几个方面,对《跳吧跳吧》这一课进行详细的说明。 一、说教材 1.教材分析 《跳吧跳吧》是一首热烈欢快的具有舞曲风格的斯洛伐克民歌。 1、歌曲表现了人们在冬日晚宴上,围着火炉,拉起圆圈,快乐地歌舞时的热烈,欢乐情景。歌词内容富裕生活情趣,并带着幽默感,表现了歌舞当中相互娱乐的风趣。 2、歌曲是F大调,2/4拍,共分为两个乐段。第一乐段节奏相似,比较紧凑密集,第二乐段节奏较宽,旋律较为舒展。 3、歌曲的明显特点是:连续切分节奏和曲调多处反复。乐句短小,多处重音,使节奏更加鲜明突出,给人以强烈的动感,适合舞蹈动作。 二、说教学目标 (1)知识目标 了解波尔卡舞曲的形式及其特点,感受音乐与舞蹈之间的必然联系。 (2)能力目标 引导学生在律动中感受歌曲《跳吧!跳吧!》的节奏、旋律、速度、曲式、情绪等特点,在歌唱和律动中尽情享受生活的快乐,音乐的美好。 (3)情感目标 能用热烈、欢快的情绪和轻快有力的声音演唱歌曲。 三、说教学重点、难点 1、按节拍、按情绪唱好这首歌曲。 2、能正确的感受歌曲的风格特点并表现歌曲。 四、说教法学法. 法国著名艺术家罗丹曾说过:“对于我们的眼睛,不是缺少美,而是缺少发现。”许多美学家认为,音乐是最富有情感的艺术,同时又是最讲究形式结构的艺术。所以我想,通过以下的设计,让学生在音乐中认识美,在生活中寻找美,在未来
里创造美,让美融入每一个孩子的心里。 具体做法有: 1.创设情境:苏霍姆林斯基说过:“儿童是以色彩、形象、声音来思维的。”针对这一特点,我通过电子设备,和有感情的语言来为学生创设出一个生动可联想的音乐环境,充分调动学生的学习兴趣,激发学生对音乐的好奇心、探究心。 2.合作学习:新课程提出自主、合作、探究的学习方式,所以在学唱歌这一环节时,我充分渗透这一教学理念。通过师生合作、生生合作如接唱等。这一学习方法不仅为学生创设了宽松、民主。自由的氛围,更能激发学生的创新思维,增强学生学习的信心。通过合作,学生的合作意识和在群体中的协作能力得到发展。 3.积极评价:音乐课程标准指出:评价有利于学生了解自己的进步,发现、发展音乐潜能。建立自信,促进音乐感知,有利于学生表现力创造力的发展。所以在整个教学过程中,我都会用眼神、笑容、言语等即时给予学生适时的鼓励。 4.角色扮演:心理学和教育学研究表明:“爱动”是儿童的天性。在学习生活中,儿童总是喜欢亲眼看一看、亲耳听一听、亲手试一试。因此,在教学过程中,我设计了学习波尔卡舞蹈,并会请学生上前表演,给学生设置了一个展示自我的舞台。 五、说教学过程 (写在黑板上)总的设计思路为:1、组织教学、情境导入 2、实践体验、学唱歌曲 3、启发诱导、对比欣赏 、创设舞台、展示自我4(一)、组织教学、情境导入 俗话说的好“良好的开端是成功的一半”。因此我首先使用《跳吧跳吧》作 为背景音乐,让学生在《跳吧跳吧》的伴奏音乐声中可自己创编动作,律动着走进音乐教室。其后,我会先展示出斯洛伐克的城堡、圣马丁大教堂等配有背景音乐的幻灯片,加上生动、神秘的语调吸引学生的注意与兴趣,引出斯洛伐克这个国家。并对其做简单介绍。引出今天的学习内容斯洛伐克民歌《跳吧跳吧》 (二)、实践体验、学唱歌曲此时进入带领学生观看视频,学习波尔 卡舞蹈,吸引出学生的学习兴趣。 (示范)紧接着带领学生学习波尔卡舞蹈:双手插腰,两只脚同时向上起跳,在跳的同时,左腿屈膝上提,接着左脚落地,两只脚踏三下,然后再换右脚做。做这个动作的时候,注意脚步要轻盈,两只脚都是前脚掌着地。 待学生学会后,用《跳吧跳吧》作为背景音乐,与学生一起跳波尔卡舞步。并及时对学生的舞蹈给予表扬鼓励。舞蹈结束后,告诉学生刚刚的舞蹈背景音乐是一首斯洛伐克民歌,并且曾被风靡全球的俄罗斯方块选做背景音乐,这首音乐也就是我们今天要学习的歌曲《跳吧跳吧》。使学生对歌曲有一个初步的认识映像。(此时出示歌谱)并让学生带着“听听歌曲描绘的是一幅怎样的画面?”这一问题欣赏音乐。老师用钢琴弹唱歌曲。 2.学唱歌曲 总的教学方法:我主要采用跟唱、模唱、和学生间互相指导来进行学习。跟唱即老师唱一句,学生唱一句。模唱是全体学生用“la”来唱,帮助加强歌曲的音准
模具制造工艺流程(简易) 总的来说模具制作工艺流程如下: 审图—备料—加工—模架加工—模芯加工—电极加工—模具零件加工—检验—装配—飞模—试模—生产 A:模架加工:1打编号,2 A/B板加工,3面板加工,4顶针固定板加工,5底板加工 B:模芯加工:1飞边,2粗磨,3铣床加工,4钳工加工,5CNC粗加工,6热处理,7精磨,8CNC精加工,9电火花加工,10省模 C:模具零件加工:1滑块加工,2压紧块加工,3分流锥浇口套加工,4镶件加工 模架加工细节 1,打编号要统一,模芯也要打上编号,应与模架上编号一致并且方向一致,装配时对准即可不易出错。 2, A/B板加工(即动定模框加工),a:A/B板加工应保证模框的平行度和垂直度为0.02mm,b :铣床加工:螺丝孔,运水孔,顶针孔,机咀孔,倒角c:钳工加工:攻牙,修毛边。 3,面板加工:铣床加工镗机咀孔或加工料嘴孔。 4,顶针固定板加工:铣床加工:顶针板与B板用回针连结,B板面向上,由上而下钻顶针孔,顶针沉头需把顶针板反过来底部向上,校正,先用钻头粗加工,再用铣刀精加工到位,倒角。 5,底板加工:铣床加工:划线,校正,镗孔,倒角。 (注:有些模具需强拉强顶的要加做强拉强顶机构,如在顶针板上加钻螺丝孔)
模芯加工细节 1)粗加工飞六边:在铣床上加工,保证垂直度和平行度,留磨余量1.2mm 2)粗磨:大水磨加工,先磨大面,用批司夹紧磨小面,保证垂直度和平行度 在0.05mm,留余量双边0.6-0.8mm 3)铣床加工:先将铣床机头校正,保证在0.02mm之内,校正压紧工件,先加工螺丝孔,顶针孔,穿丝孔,镶针沉头开粗,机咀或料咀孔,分流锥孔倒角再 做运水孔,铣R角。 4)钳工加工:攻牙,打字码 5) CNC粗加工 6)发外热处理HRC48-52 7)精磨;大水磨加工至比模框负0.04mm,保证平行度和垂直度在0.02mm之内8) CNC精加工 9)电火花加工 10)省模,保证光洁度,控制好型腔尺寸。 11)加工进浇口,排气,锌合金一般情况下浇口开0.3-0.5mm,排气开0.06-0.1mm,铝合金浇口开0.5-1.2mm排气开0.1-0.2,塑胶排气开0.01-0.02,尽量宽一点,薄一点。 滑块加工工艺:1,首先铣床粗加工六面,2精磨六面到尺寸要求,3铣床粗加 工挂台,4挂台精磨到尺寸要求并与模架行位滑配,5铣床加工斜面,保证斜度与压紧块一致,留余量飞模,6钻运水和斜导住孔,斜导柱孔比导柱大1毫米,并倒角,斜导柱孔斜度应比滑块斜面斜度小2度。斜导柱孔也可以在飞好模合 上模后与模架一起再加工,根据不同的情况而定。
优化测试数据,提高飞针测试的真实性和工作效率2008-6-4 15:16:07 资料来源:PCB制造科技作者: 摘要:移动探针测试(飞针测试)是一种有效的印制板最终检验方法。它能根椐用户设计的网络逻辑关系来判断印制板的电连接性能是否与用户的设计一致。它的操作可以说是完全依靠软件的应用,软件应用得合理测试就会发挥最大的优势。一般情况下用户不是十分了解测试的实现方法,在设计过程中往往只注意他的设计是否与他预期的目标一致。因此他们所提供的印制板加工资料有时就不太适合我们的实际操作,或者是在我们操作时达不到最佳的工作效率。这就要求我们的技术人员对用户的资料进行优化以提高测试的真实性和工作效率。 一.概述 一般而言,印制板测试主要有两中方法。一种是针床通断测试,另一种是移动探针测试(flying probe test system)也就是我们通常所说的飞针测试。对于针床通断测试而言,它是针对待测印制板上焊点的位置,加工若干个相应的带有弹性的直立式接触探针真阵列(也就是通常所说的针床),它是通过压力与探针相连接。探针另一端引人测试系统,完成接电源、电和信号线、测量线的连接。从而完成测试。这种测试方法受印制板上焊点间距的限制很大。众所周知,印制板的布线越来越高,导通孔孔径、焊盘越来越小。随着BGA的I/O 数不断增加,它的焊点间距不断减小。 对针床测试所用的测试针的直径要求越来越细。探针的直径越来越细,它的价格就越昂贵。无疑印制板的测试成本就相应的增加许多。另外,针床测试一般都需要钻测试模板.但是针床通断测试的测试速度要比移动探针测试快的多。 移动探针测试是根据印制板的网络逻辑来关系,利用2-4-8根可以在印制板板面上任意移
模具制作工艺流程集团文件版本号:(M928-T898-M248-WU2669-I2896-DQ586-M1988)
模具制作工艺流程 总的来说模具制作工艺流程如下: 审图—备料—加工—模架加工—模芯加工—电极加工—模具零件加工—检验—装配—飞模—试模—生产 A:模架加工:1打编号,2 A/B板加工,3面板加工,4顶针固定板加工,5底板加工 B:模芯加工:1飞边,2粗磨,3铣床加工,4钳工加工,5CNC粗加工,6热处理,7精磨,8CNC精加工,9电火花加工,10省模 C:模具零件加工:1滑块加工,2压紧块加工,3分流锥浇口套加工,4镶件加工 模架加工细节 1,打编号要统一,模芯也要打上编号,应与模架上编号一致并且方向一致,装配时对准即可不易出错。 2, A/B板加工(即动定模框加工),a:A/B板加工应保证模框的平行度和垂直度为0.02mm,b :铣床加工:螺丝孔,运水孔,顶针孔,机咀孔,倒角c:钳工加工:攻牙,修毛边。 3,面板加工:铣床加工镗机咀孔或加工料嘴孔。 4,顶针固定板加工:铣床加工:顶针板与B板用回针连结,B板面向上,由上而下钻顶针孔,顶针沉头需把顶针板反过来底部向上,校正,先用钻头粗加工,再用铣刀精加工到位,倒角。
5,底板加工:铣床加工:划线,校正,镗孔,倒角。 (注:有些模具需强拉强顶的要加做强拉强顶机构,如在顶针板上加钻螺丝孔) 模芯加工细节 1)粗加工飞六边:在铣床上加工,保证垂直度和平行度,留磨余量1.2mm 2)粗磨:大水磨加工,先磨大面,用批司夹紧磨小面,保证垂直度和平行度在0.05mm,留余量双边0.6-0.8mm 3)铣床加工:先将铣床机头校正,保证在0.02mm之内,校正压紧工件,先加工螺丝孔,顶针孔,穿丝孔,镶针沉头开粗,机咀或料咀孔,分流锥孔倒角再做运水孔,铣R角。 4)钳工加工:攻牙,打字码 5) CNC粗加工 6)发外热处理HRC48-52 7)精磨;大水磨加工至比模框负0.04mm,保证平行度和垂直度在0.02mm之内 8) CNC精加工 9)电火花加工 10)省模,保证光洁度,控制好型腔尺寸。 11)加工进浇口,排气,锌合金一般情况下浇口开0.3-0.5mm,排气开0.06-0.1mm,铝合金浇口开0.5-1.2mm排气开0.1-0.2,塑胶排气开0.01-
PCB飞针测试 什么是飞针测试?飞针测试是一个检查PCB电性功能的方法(开短路测试)之一。飞测试机是一个在制造环境测试PCB的系统。不是使用在传统的在线测试机上所有的传统针床(bed-of-nails)界面,飞针测试使用四到八个独立控制的探针,移动到测试中的元件。在测单元(UUT,unitundertest)通过皮带或者其它UUT传送系统输送到测试机内。然后固定,测试机的探针接触测试焊盘(testpad)和通路孔(via)从而测试在测单元(UUT)的单个元件。测试探针通过多路传输(multiplexing)系统连接到驱动器(信号发生器、电源供应等)和传感器(数字万用表、频率计数器等)来测试UUT上的元件。当一个元件正在测试的时候,UUT 上的其它元件通过探针器在电气上屏蔽以防止读数干扰。 飞针测试程式的制作的步骤: 方法一 第一:导入图层文件,检查,排列,对位等,再把两个外层线路改名字为fronrear.内层改名字为ily02,ily03,ily04neg(若为负片),rear,rearmneg。 第二:增加三层,分别把两个阻焊层和钻孔层复制到增加的三层,并且改名字为fronmneg,rearmneg,mehole.有盲埋孔的可以命名为met01-02.,met02-05,met05-06等。 第三:把复制过去的fronmneg,rearmneg两层改变D码为8mil的round。我们把fronmneg叫前层测试点,把rearmneg叫背面测试点。 第四:删除NPTH孔,对照线路找出via孔,定义不测孔。
第五:把fron,mehole作为参考层,fronmneg层改为on,进行检查看看测试点是否都在前层线路的开窗处。大于100mil的孔中的测试点要移动到焊环上测试。太密的BGA处的测试点要进行错位。可以适当的删除一些多余的中间测试点。背面层操作一样。 第六:把整理好的测试点fronmneg拷贝到fron层,把rearmneg拷贝到rear 层。 第七:激活所有的层,移动到10,10mm处。 第八:输出gerber文件命名为fron,ily02,ily03,ily04neg,ilyo5neg,rear,fronmneg,rearmneg,mehole,met01-02,met02-09,met09-met10层。 然后用Ediapv软件 第一:导如所有的gerber文件fron,ily02,ily03,ily04neg,ilyo5neg,rear,fronmneg,rearmneg,mehole,met01-02,met02-09,met09-met10层。 第二:生成网络。netannotationofartwork按扭。 第三:生成测试文件.maketestprograms按扭,输入不测孔的D码。 第四:保存, 第五:设置一下基准点,就完成了。然后拿到飞针机里测试就可以了。 个人感觉:1、用这种方法做测试文件常常做出很多个测试点来,不能自动删除
飞针测试原理 飞针测试的开路测试原理和针床的测试原理是相同的,通过两根探针同时接触网络的端点进行通电,所获得的电阻与设定的开路电阻比较,从而判断开路与否。但短路测试原理与针床的测试原理是不同的。由于测试探针有限(通常为4∽32根探针),同时接触板面的点数非常小(相应4∽32点),若采用电阻测量法,测量所有网络间的电阻值,那么对具有N个网络的PCB而言,就要进行N2/2次测试,加上探针移动速度有限,一般为10点/秒到50点/秒,不同的测试方法有:充/放电时间(Charge/discharge rise time)法、电感测量(Field measurement)法、电容测量(Capacitance measurement)法、相位差(Phase difference)和相邻网(Adjacency)法、自适应测试(Adaptive measuring)法等等。 1.1充/放电时间法 每个网络的充/放电时间(也称网络值,net value)是一定的。如果有网络值相等,它们之间有可能短路,仅需在网络值相等的网络测量短路即可。它的测试步骤是,首件板:全开路测试→全短路测试→网络值学习;第二块以后板:全开路测试→网络值测试,在怀疑有短路的地方再用电阻法测试。这种测试方法的优点是测试结果准确,可靠性高;缺点是首件板测试时间长,返测次数多,测试效率不高。最有代表性的是MANIA公司的SPEEDY机。 1.2电感测量法 电感测量法的原理是以一个或几个大的网络(一般为地网)作为天线,在其上施加信号,其他的网络会感应到一定的电感。测试机对每个网络进行电感测量,比较各网络电感值,若网络电感值相同,有可能短路,再进行短路测试。这种测试方法只适用于有地电层的板的测试,若对双面板(无地网)测试可靠性不高;在有多个大规模网络时,由于有一个以上的探针用于施加信号,而提供测试的探针减少,测试效率底,优点是测试可靠性较高,返测次数低。最有代表性的是ATG公司的A2、A3型机,为弥补探针数量,该机配有8针和16针,提高测试效率。 1.3电容测量法 这种方法类似于充/放电时间法。根据导电图形与电容的定律关系,若设置一参考平面,导电图形到它的距离为L,导电图形面积为A,则C=εA/L。如果出现开路,导电图形面积减少,相应的电容减少,则说明有开路;如果有两部分导电图形连在一起,电容响应增加,说明有短路。在开路测试中,同一网络的各端点电容值应当相等,如不相等则有开路存在,并记录下每个网络的电容值,作为短路测试的比较。这种方法的优点是测试效率高,不足之处是完全依赖电容,而电容受影响因数较多,测试可靠性低于电阻法,特别是关联的电容和二级电容造成的测量误差,端点较少的网络(如单点网络)的测试可靠性较低。目前采用这种测试方法的有HIOKI和NIDEC READ公司的飞针测试机。 1.4相位差方法 此方法是将一个弦波的信号加入地层或电层,由线路层来取得相位落后的角度,从而取得电容值或电感值。测试步骤是首件板先测开路,然后测其他网络的相位差值,最后测
TAKAYA飞针测试 TAKAYA飞针测试飞针测试的开路测试原理和针床的测试原理是相同的,通过两根探针同时接触网络的端点进行通电,所获得的电阻与设定的开路电阻比较,从而判断开路与否。但短路测试原理与针床的测试原理是不同的。TAKAYA飞针测试 APT-7400CN(FPT)可以检测的项目如下: 1.缺件 2.桥连 3.小焊点短路 4组件下面短路 5空焊 6组件常数不对 7组件特性不良 8组件种类错误 9组件极性错误 解决了针盘在线测之烦恼问题的飞针测试仪APT-7400CN TAKAYA的APT-7400CN是以移动探针方式进行测试的飞针在线测试仪。机器不需要任何针床夹具,与使用针床式在线测相比,可以大大节约测试成本。 机器针对脚间距在0.5mm(20mil)以下的焊盘也能用测针进行测试。超高密度SMT板也能检测,就是电路板的设计发生多次变更,也只要修正一下测试程序就可轻松对应。 机内还备有简易AOI检测功能,对未显示出电气特性的元器件缺件和安装错位,能以光学外观检测方式加以检出。 综上所述,APT-7400CN在SMT电路板检测和组装质量保证中显示出超群的威力!且特别方便运用于试生产板和中、小批量电路板的测试工序之中。 飞针测试机作用: 在SMT电路板测试和质量保证中显示威力的飞针在线测试系统对于高密度SMT电路板,仅使用目测手段、外观检测机(AOI)和功能测试仪,想要找到板上所有的不良是不可能的!此外,不良板的修理工序越往后道工程推移,修理的成本费用就越昂贵!为了解决这类问题,提高SMT板的质量,在世界各地的电路板组装在线已广泛使用在线测试仪。因此,
在线测工序也显示出了日倶增的重要性! 不过,传统的针床式在线测需根据不同电路板,分别制作高价的测试夹具。且对于间距小于1.27 mm(50mil)的焊点,几乎无法制作夹具。另外,已对做好了的针床,当电路板的焊盘设计发生变更时,将面临重新制作针床等颇烦脑筋的问题!APT-7400CN是以移动探针方式检测电路板之新型在线测试仪。测针在X,Y和Z方向一边移动一边检测电路板,所以无需使用高价针盘和其它检测夹具。使用本机后,既可减少制作针盘和测试夹具的成本,又能方便地对试产电路板和中小批量板进行测试。 工作原理: APT-7400CN是以移动探针方式检测电路板之新型在线测试仪。测针在X、Y和Z方向一边移动一边检测电路板,所以无需使用高价针盘和其它检测夹具。使用本机之后,既可减少制作针盘和测试夹具的成本,又能方便地对试产电路板和中小批量板进行测试。测针准确接触细小间距之测试点。对针盘夹具所不能竖针的高密度SMT电路板,机器也能简单、方便地以编程方式测试。另对光学、目视和功能检测所不能找到的微细焊点短路及组件常数错误等不良,机器都能精确地加以检出.本机实现了世界最高水平的测试速度和测针定位精度,且测试编程之方式也非常简单。 飞针测试市场之占有率、技术水准、机械可靠性等各方面均居世界第一的TAKAYA研发出机型APT-7400CN。既可减少SMT板等各种组装板的测试成本,又能在电路板的产品质量保证上做出卓越贡献。 飞针测试过程的测试和调试 在软件开发和装载完成以后,开始典型的飞针测试过程的测试调试。调试是测试开发员接下来的工作,需要用来获得尽可能最佳的UUT测试覆盖。在调试过程中,检查每个元件的上下测试极限,确认探针的接触位置和零件值。典型的1000个节点的UUT调试可能花6-8小时。飞针测试机的开发容易和调试周期短,使得UUT的测试程序开发对测试工程师的要求相当少。在接到CAD数据和UUT准备好测试之间这段短时间,允许制造过程的最大数量的灵活性。相反,传统ICT的编程与夹具开发可能需要160小时和调试16-40 小时。由于设定、编程和测试的简单与快速,实际上非技术装配人员,而不是工程师,可用来操作测试。也存在灵活性,做到快速测试转换和过程错误的快速反馈。还有,因为夹具开发成本与飞针测试没有关系,所以它是一个可以放在典型测试过程前面的低成本系统。并且因为飞针测试机改变了低产量和快速转换装配的测试方法,通常需要几周开发的测试现在数小时就可
飞针测试: 飞针测试——就是利用4支探针对线路板进行高压绝缘和低阻值导通测试(测试线路的开路和短路)而不需要做测试治具,非常适合测试小批量样板。目前针床测试机测试架制作费用少则上千元,多则数万元,且制作工艺复杂,须占用钻孔机,调试工序较为复杂。而飞针测试利用四支针的移动来量度PCB的网络,灵活性大大增加,测试不同PCB板无须更换夹具,直接装PCB板运行测试程序即可。测试极为方便。节约了测试成本,减去了制作测试架的时间,提高了出货的效率。 “飞针”测试是测试的一些主要问题的最新解决办法。名称的出处是基于设备的功能性,表示其灵活性。飞针测试的出现已经改变了低产量与快速转换(quick-turn)装配产品的测试方法。以前需要几周时间开发的测试现在几个小时就可以了。对于处在严重的时间到市场(time-to-market)压力之下的电子制造服务(EMS, Electronic Manufacturing Services)提供商,这种后端能力大大地补偿了时间节省的前端技术与工艺,诸如连续流动制造和刚好准时的 (just-in-time)物流。快速转换生产的不利之事是,PCB可以在各种环境下快速装配,取决于互连技术与板的密度。顾客经常愿意对这种表现额外多付出一点。可是,当PCB已经装配但不能在可接受的时间框架内测试,他们不愿意付出拖延的价格。不可接受的测试时间框架延误最终发货有两个理由。一个理由是缺乏灵活的硬件;第二个是在给定产品上所花的测试开发时间。
许多原设备制造商(OEM)在做传统上一样快并没有价格惩罚的电路板时,不愿意承担快速转换(fast-turn)装配的费用。具有快速转换服务的EMS,但是不能在OEM的时间框架内出货的,一定要寻找一个解决方案。 什么是飞针测试? 飞针测试机是一个在制造环境测试PCB的系统。不是使用在传统的在线测试机上所有的传统针床(bed-of-nails)界面,飞针测试使用四到八个独立控制的探针,移动到测试中的元件。在测单元(UUT, unit under test)通过皮带或者其它UUT传送系统输送到测试机内。然后固定,测试机的探针接触测试焊盘(test pad)和通路孔(via)从而测试在测单元(UUT)的单个元件。测试探针通过多路传输(multiplexing)系统连接到驱动器(信号发生器、电源供应等)和传感器(数字万用表、频率计数器等)来测试UUT上的元件。当一个元件正在测试的时候,UUT上的其它元件通过探针器在电气上屏蔽以防止读数干扰(图一)。 飞针测试机可检查短路、开路和元件值。在飞针测试上也使用了一个相机来帮助查找丢失元件。用相机来检查方向明确的元件形状,如极性电容。随着探针定位精度和可重复性达到5-15微米的范围,飞针测试机可精密地探测UUT。 飞针测试解决了在PCB装配中见到的大量现有问题,如在开发时缺少金样板(golden standard board)。问题还包括可能长达4-6周的测试开发周期;大约$10,000-$50,000的夹具开发成本;
飞针测试机原理 三句离不开本行,今天给大家介绍下各种测试机的测试原理,我们公司代理的是日本的MICROCRAFT公司生产的EMMA飞针测试机,就是正常检测一块PCB板的开,短路情况. 飞针测试的开路测试原理和针床的测试原理是相同的,通过两根探针同时接触网络的端点进行通电,所获得的电阻与设定的开路电阻比较,从而判断开路与否。 但短路测试原理与针床的测试原理是不同的。由于测试探针有限(通常为4∽32根探针),同时接触板面的点数非常小(相应4∽32点),若采用电阻测量法,测量所有网络间的电阻值,那么对具有N个网络的PCB而言,就要进行N2/2次测试,加上探针移动速度有限,一般为10点/秒到50点/秒,不同的测试方法有:充/放电时间(Charge/discharge rise time)法、电感测量(Field measurement)法、电容测量(Capacitance measurement)法、相位差(Phase difference)和相邻网(Adjacency)法、自适应测试(Adaptive measuring)法等等。 1.1充/放电时间法 每个网络的充/放电时间(也称网络值,net value)是一定的。如果有网络值相等,它们之间有可能短路,仅需在网络值相等的网络测量短路即可。它的测试步骤是,首件板:全开路测试→全短路测试→网络值学习;第二块以后板:全开路测试→网络值测试,在怀疑有短路的地方再用电阻法测试。这种测试方法的优点是测试结果准确,可靠性高;缺点是首件板测试时间长,返测次数多,测试效率不高。最有代表性的是MANIA公司的SPEEDY机。 1.2电感测量法
飞针测试 作业流程: 一.依客户原稿制作飞针测试数据。 二.测试数据的处理: 1 数据的导入:在GENESIS 2000中把资料COPY一份出来,并取名为*FLY。 2打开文件,进行层别定义,一般定义为: 防焊:CMASK 线路:COMP 内层线路:L1,L2……LN 线路:SOLD 防焊:SMASK 钻孔层:drill或1st drill或1st只能有一层,各种孔的属性需定义清楚,因为测试时只会在PTH 孔处设针,而NPTH孔不设针;若属性不清楚,会导致误测、漏测及断针,影响到测试结果的准确性。 3 对线路层,防焊层的属性转换:线转PAD;测试时测试点的属性为PAD,因此线转PAD的过程非常重要,若需测试的点属性是线或其它,将会造成漏测,误测或错误;若防焊未开窗的地方线路也转成为PAD,则会误设点而产生幵路。在GENESIS 2000中操作如下: 选中需转PAD的线,在DFM菜单中依次选取CLEANUP,CONSTRUCT PADS… ,出现线转PAD的对话框,点击优化图标,进行优化,当所有需转PAD的线都转为PAD后,进行仔细检查,确认无误后方可进行下一步操作。 4抽取网络:在GENESIS 2000中,打开Actions菜单中的Netlist Analyzer选项, 出现网络优化操作面板, (1)首先进行Compare项设置: Job名称; 抽取网络的对象Step:; 先设定Type: current,选择recalc; 在设定Type: reference,选择update: set to cur netlist; 按ok进行数据转化. (2)进行optimize项设置: 打开setup项, Execute: ⊙shrink to gasket ⊙Create test points ○stagger Test mode: ⊙double sided ○ component only ○ solder only ○ flip flop ○ barrel test ○ test vias ⊙test net end vias Default access to pth: ⊙component side ○ solder side more……
TAKAYA ATY-7400规格与性能 机器名称飞针测试仪APT-7400CN 测针数量测板上面:4枚(飞针) 测板下面:2枚(定位方式) 马达 AC伺服马达(XYZ轴) 检测速度(2.5mmXY移动时)组合测定时:最高0.03~0.05S/step 单独测定时:最高0.08~0.10S/step 测针定位移动精度 XY轴:1.25um Z轴:约50um 测针反复定位精度 ±50um以内(XY) 针间最小测试间距全针间约0.2mm(使用尖针时) 测定信号源 1. DC恒流 2. DC恒压 3. AC恒压(f=160Hz~160KHz) 测量范围小电阻(开耳芬测试):40mΩ~400Ω 电阻:0.4Ω~40MΩ 电容:4pF~40mF 电感触:4uH~400H AC阻抗:33Ω~330KΩ 晶体二极管/三极管:0.1V~2.5V(VF) 齐纳(ZD)电压:0.4V~40V DC电压:80mV~80V AC电压:40mV~25Vrms(f=2KHz以下) DC电流:100uA~1A(选件) 短路开路:1Ω~400Ω(任意边界值设定) 数码三极管/FET :ON校验 光耦:ON校验 继电器/开关组件:ON校验(最大驱动电压DC24V/1A,选件) 总线回路内IC浮脚:开路检测(选件) 光学检测系统TOS-41(选件)摄像器:黑白CCD 照明:红、蓝LED照明(各颜色亮度控制功能) 判别方式:摄像对比
功能:坐标位置补正、简易外观检测、目视辅助等 外观检测项目:元器件未安装、错位、极性辩识等 影像保存期:最多240画面 隔离点最多2点/step 测步数最多320,000step 良否判定基准值输入从正品板上读入、由元器件常数自动生成、任意绝对值 良否判定范围设定基准值的-99%~+999%之间、基准值之上、基准值之下 被测板尺寸外形(L×W):最大540×460mm 电路板厚度:最大5mm 元器件高度:上面40mm以内下面95mm以内 控制用PC PC兼容机:含硬盘、软驱、CD-ROM驱动器、标准键盘、鼠标等OS:Windows XP 系统菜单中文表示 显示器 15吋XGA液晶显示器 打印机小型热感式(最大48文字/行、自动切纸) 使用电源 AC200V、220V单相(50/60Hz) 2.5KVA 使用环境温度:23±7℃湿度:30~75%(但不能结露) 外形尺寸/重量 W1,375×D1,265×1,300mm(不含显示器、打印机) 1,200Kg 主要选件 IC开路测试系统、可编程DC电源板、下测针增设64线扫描板、下侧IC开路传感器、不规则板支持夹具、真空单元、盖章单元、其它等 ※Windows是美国微软公司的注册商标。 ※机器的规格、外观、颜色有未经预告而变更的可能。 “Test Expert”的CAD联动软件系统(选件) 对使用了Tecnomatix科技有限公司“Test Expert for TAKAYA”之用户,联动软件系统可把Test Expert的内容在APT-7400CN菜单上加以显示,并进行操作。该软件可作为有Test Expert 用户的一个选件。 “Test Expert for TAKAYA”软件把世界上主要CAD系统设计之电路板信息与BOM数据以ASCII码方式进行变换,在取得必要的数据之后,自动生成基本测试程序。 本软件与Test Expert相连,能直接在APT-7400CN的系统菜单上操作“Test Expert for TAKAYA”,可以缩短CAD数据的变换时间。
1. 目的 对治具制作过程进行规范性管理。 2. 适用范围 适用于公司内所有生产治具的制作。 3. 操作流程/职责和工作要求 流程职责工作要求相关 /记
相关/记 开始 NO ES 确定方案 治 目.申】Y ES 1 UI 丿、T J YE S 计划 下 F 单 申购 材 才料 审核 审核 使用部门工程 师 设备课主管 治具制作工程 师/使用部门 工程师 治具制作工程 师/设备主管 工程部长/制 造中心主管/ 主管副总 计划员 PE 、IE 或其他需求部门提出制作申请 1 ?注明测试功能、治具制作要求及简图; 2 .少量治具提前3天申请,批量治具提前 请; 3 ?提供相关套料; 4 ?部门主管签字。 审核数量、方式是否合理,是否有库存。 共同制定制作方案 其用料每月提前集中申购 1-2次; 特殊材料专门申购。 文员传递领导签字。 《治' 申请表 6天申 《订购 工作要求
相关 /记 NO 价格审核、订 II , 厂商报价"""I* 价格备案―T 1 价格比较 厂商提货 设备工程师/ 设备 主管 设备工程师/ 设备主管 设备工程师/ 设备主管 工程部主管/ 制造中心主管 /成本核算/材 料委员会 计划部/成 本 核算部/ 供应商 收料组 IQC 成本核算 治具技术员 1、已申报过的物料直接给供货商下达订购单; 2、 未申报过的物料进行价格审核; 3、 定期对已申报过的物料价格进行重新评估。 寻找三家以上供应商进行报价。 对所报价格进行比较,选定一个最佳性价比厂商, 填写《物料价格审批表》。 文员传递各级领导签署。 计划部与成本核算部对已审核过的物料品种及其 价格进行登记备案。 供应商送货到公司 收料组收料 开《进料入库检验单》 IQC 检验产品是否合格。 按照约定时间进行月结,填写付款申请报告,报 上级领导审批后交财务付款。 填写《零星领料单》到仓库领用 《物: 审批表 《进, 检验单 《零 单》 领用 月结付款 工作要求
CAM350处理飞针机测试文件 1. 调入图形资料 打开CAM350的主程序,如果板的文件是PCB格式文件,可用File\Open打开文件进行编辑(注意:CAM350的数据格式与Protel、Pads、PowerPcb设计的PCB文件格式是不兼容的)。如果文件是Gerber file格式文件就用File\Import\Auto Import(自动导入)功能调入RS-274-X格式的Gerber file文件,操作步骤如下: 1.1 选择菜单File\Import\Auto Import(自动导入)选项。 1.2 在对话框中,点选Gerber file单位是英制或公制(English or Metric),按Finish完成。 图一 图二 1.3 需要注意,要输入的所有Gerber file 必须放在同一文件夹中,其中不能同时有不相关
的文件,这样才能正确读取Gerber file文件。 备注:标准的 Gerber file格式文件分为RS-274与RS-274-X两种,其不同在于: A:RS-274格式的坐标数据与D码是分开保存在两个文件中,且一一对应,Auto Import(自动导入)功能可以自动辨认对应的D码文件(不同的CAD软件产生的D码文件格式是不同的)。B:RS-274-X格式的坐标数据与D码保存在一个文件中,因此不需要D码文件。一般原始文件是RS-274格式文件,工程文件是RS-274-X格式文件。 2. 如果文件中有复合层(一层线路文件由几层甚至十几层组成),则要先对复合层进行处理,把它转成一层文件,用命令Utilities\Composite->Layer把复合层转成新的一层文件。 3. 图层排序,一般的排列顺序是前层线路、内层线路、后层线路、前层阻焊、后层阻焊、前层字符、后层字符、孔层,命令是Edit\Layers\Reorder,(以四层板为例:GTL-G1-G2-GBL-GTS-GBS-GTO-GBO-TXT)。 其中GTL:前线路层,G1:内层,G2:内层,GBL:后线路层,GTS:前阻焊层, GBS:后阻焊层,GTO:前字符层,GBO:后字符层,TXT:钻孔层。 4. 仔细查看图形,删除不需要的图层,命令是Edit\Layers\Remove,在被删除的图层后面的白色小框中打勾,点击OK。一般需要的层:前层线路,内层,后层线路,前层阻焊,后层阻焊,孔层。其它的层可以删除掉。 5. 对齐图层,把所有有用的图层以一层为标准对齐,命令是Edit\Layers\Align,先用左键选中目的地参考基准后右键确定,左键选中被移动的图层相对应参考基准后再右键双击确定。 6. 如果孔层是钻孔数据(NC Data)的话,要先把它变为Gerber file格式数据。方法是用命令Tools\NC Editor进入钻孔编辑界面,然后用命令Utilities\NC Data to Gerber 把NC数据转为Gerber file格式数据。 7. 把所有层对齐后,增加两个空层,命令是Edit\Layers\Add Layer,把前后层的阻焊层数据分别用命令Edit\Copy复制到增加的空层中。 8. 把复制的阻焊层中线全部变为焊盘,用命令Utilities\Draws->flash\Automatic进行自动转换,未转换的部分再手动转换,命令是Utilities\Draws->flash\Interactive,先框选需转换的部分,在弹出的对话框中输入更改后的尺寸大小。 9. 在复制的阻焊层中线全部转换为焊盘后,再统一改为同一个尺寸焊盘,一般大小为4mil-8mil,线路层密的要变小一点,一般为6mil。方法是:先用命令Table\Apertures定义一个D码,选择最后的Dcode号,Shape选择Round,Diameter输入尺寸例如6mil,然后按Enter 即可,再用命令Edit\Change\Dcode,选择全部图层数据后右键鼠标,在弹出的对话框中选择前面定义的Dcode号,则所有焊盘都改为同一大小。 10. 设置复合层,命令是Tables\Composite,把统一尺寸后复制的阻焊层设为正(Dark),把Gerber数据的孔层设为负(Clear),如图三,设置完毕后再输出复合层,命令是Utilities\Convert Composite,在新增加的层中,把所有的线转换为焊盘,大小一般是4mil-8mil.(所增加的层就是飞针机的测试层)。
〕装治具流程规范 文件编号:WI-EQT-0245 版本:A0 页数:1/5 生效日期: 修订履历 希庞:EQT 审核: 批准: 版本修订详情日期 目的 1) 明确本部门治具流程及管理规范,确保治具符合使用要求,保证本部门工作在公司持续有 效运行; 方便新进员工以最快的速度熟悉本部门治具流程; 2) 适用范围 仅适用于设备部 治具流程内容如下: 盖红色受控文件印章为受控文件,若印章不是红色则为非受控文件, 请只使用受控文件。印章 标题:工装治具流程规范
治具申请制作流程 使用人提出申请治具 申请人与申请治具单并提供相关资料 I 设计人接申请治具单及协商治具制作事宜 I 设计人绘图 是否外发 j是设计人写创建采购需求申请单 I 采购发治具图纸给供应商文员系统登记图纸 I 供应商报价 I 文员跑单 I 采购议价后下P/0 技术员取图纸并确认要求 供应商加工制作治具 I 收货中心收货 收货人领取治具 设计人验收治具 I 申请人签名确认领取治具 技术员加工制作治具 治具制作周期21天(除特殊外)
治具验收周期2天(除特殊外) 治具验收流程 I 设计人验收治具 I 治具是否校验 - J 是 校验治具 I 申请人签治单确认领取治具 外发加工治具 设计人验证治具功能 否
I 文员贴治具编号和环保标签,拍治具相片,登记入库 治具验收周期2天(除特殊外)
治具修复流程 设计人确认治具是NG I 相关负责人确认治具是NG I 分析治具NG的原因 I 设计人和负责人协商改善NG 台具对策方案 I 找出相关治具制作责任人 治具NG责任人是内部技术员加工改善治具 治具NGT任人是供应商 通知供应商以及协商治具改善方案和完成日期 文员写和跑治具信息联络单 i 供应商取NG台具 i 供应商加工改善治具
飞针测试的原理、方法及飞针测试机的应用介绍 飞针测试是目前电气测试一些主要问题的最新解决办法。它用探针来取代针床,使用多个由马达驱动的、能够快速移动的电气探针同器件的引脚进行接触并进行电气测量。 飞针测试的开路测试原理和针床的测试原理是相同的,通过两根探针同时接触网络的端点进行通电,所获得的电阻与设定的开路电阻比较,从而判断开路与否。但短路测试原理与针床的测试原理是不同的。由于测试探针有限(通常为4∽32根探针),同时接触板面的点数非常小(相应4∽32点),若采用电阻测量法,测量所有网络间的电阻值,那么对具有N个网络的PCB而言,就要进行N2/2次测试,加上探针移动速度有限,一般为10点/秒到50点/秒,不同的测试方法有:充/放电时间法、电感测量法、电容测量法、相位差和相邻网法、自适应测试法等等。 1.1充/放电时间法 每个网络的充/放电时间(也称网络值,net value)是一定的。如果有网络值相等,它们之间有可能短路,仅需在网络值相等的网络测量短路即可。它的测试步骤是,首件板:全开路测试→全短路测试→网络值学习;第二块以后板:全开路测试→网络值测试,在怀疑有短路的地方再用电阻法测试。这种测试方法的优点是测试结果准确,可靠性高;缺点是首件板测试时间长,返测次数多,测试效率不高。最有代表性的是MANIA公司的SPEEDY 机。 1.2电感测量法 电感测量法的原理是以一个或几个大的网络(一般为地网)作为天线,在其上施加信号,其他的网络会感应到一定的电感。测试机对每个网络进行电感测量,比较各网络电感值,若网络电感值相同,有可能短路,再进行短路测试。这种测试方法只适用于有地电层的板的测试,若对双面板(无地网)测试可靠性不高;在有多个大规模网络时,由于有一个以上的探针用于施加信号,而提供测试的探针减少,测试效率底,优点是测试可靠性较高,
飞针测试的开路测试原理和针床的测试原理是相同的,通过两根探针同时接触网络的端点进行通电,所获得的电阻与设定的开路电阻比较,从而判断开路与否。但短路测试原理与针床的测试原理是不同的。由于测试探针有限(通常为4∽32根探针),同时接触板面的点数非常小(相应4∽32点),若采用电阻测量法,测量所有网络间的电阻值,那么对具有N个网络的PCB而言,就要进行N2/2次测试,加上探针移动速度有限,一般为10点/秒到50点/秒,不同的测试方法有:充/放电时间(Charge/discharge rise time)法、电感测量(Field measurement)法、电容测量(Capacitance measurement)法、相位差(Phase difference)和相邻网(Adjacency)法、自适应测试(Adaptive measuring)法等等。 + . 1.1充/放电时间法 每个网络的充/放电时间(也称网络值,net value)是一定的。如果有网络值相等,它们之间有可能短路,仅需在网络值相等的网络测量短路即可。它的测试步骤是,首件板:全开路测试→全短路测试→网络值学习;第二块以后板:全开路测试→网络值测试,在怀疑有短路的地方再用电阻法测试。这种测试方法的优点是测试结果准确,可靠性高;缺点是首件板测试时间长,返测次数多,测试效率不高。最有代表性的是MANIA公司的SPEEDY机。 1.2电感测量法 电感测量法的原理是以一个或几个大的网络(一般为地网)作为天线,在其上施加信号,其他的网络会感应到一定的电感。测试机对每个网络进行电感测量,比较各网络电感值,若网络电感值相同,有可能短路,再进行短路测试。这种测试方法只适用于有地电层的板的测试,若对双面板(无地网)测试可靠性不高;在有多个大规模网络时,由于有一个以上的探针用于施加信号,而提供测试的探针减少,测试效率底,优点是测试可靠性较高,返测次数低。最有代表性的是ATG公司的A2、A3型机,为弥补探针数量,该机配有8针和16针,提高测试效率。 1.3电容测量法 这种方法类似于充/放电时间法。根据导电图形与电容的定律关系,若设置一参考平面,导电图形到它的距离为L,导电图形面积为A,则C=εA/L。如果出现开路,导电图形面积减少,相应的电容减少,则说明有开路;如果有两部分导电图形连在一起,电容响应增加,说明有短路。在开路测试中,同一网络的各端点电容值应当相等,如不相等则有开路存在,并记录下每个网络的电容值,作为短路测试的比较。这种方法的优点是测试效率高,不足之处是完全依赖电容,而电容受影响因数较多,测试可靠性低于电阻法,特别是关联的电容和二级电容造成的测量误差,端点较少的网络(如单点网络)的测试可靠性较低。目前采用这种测试方法的有HIOKI和NIDEC READ公司的飞针测试机。 1.4相位差方法