高精度轧制与控制冷却技术课程文献综述
学号:***
姓名:***
专业:材料加工工程
单位:***
摘要:文中主要对现阶段轧制工艺加以介绍,在原有生产技术基础上结合相关理论进一步提高轧制精度、效率,提高产品附加值,增强产品的市场竞争力,一则为当前处在低谷之中的钢铁行业指明方向,二则积极响应国家去产能的号召,促进轧钢行业的可持续发展。
引言:前些年各大钢铁企业无节制的增加钢铁产量造成了今天严重产能过剩的局面。在当前严峻的形势下,各个企业面临的优化产业结构、整体转型的压力是相当大的。轧制作为一种传统的原材料加工方法,它在当前国民生产中仍然扮演者很重要的角色:利用轧制工艺可生产板材、型材以及管材等。随着社会的不断发展,我们对于轧制产品的要求也越来越高,不仅要求有优异的性能,同时还要提高生产效率,尽量降低能耗,因此我们有必要在传统轧制工艺的基础上进一步改善工艺。当前轧制工艺的发展还是比较成熟的,对于传统工艺中存在的问题已经有了相应的解决方案;通过对各种解决方案的汇总、比较,结合老师在课上所讲的内容,我有了一些新的想法,权当作自己对于这门课程的一个总结收获吧。
除鳞技术的优化[1]
板带材轧制过程中最重要的问题之一就是表面除鳞,热轧过程中表层由于接触空气往往会生成一层氧化皮,厚度随板材温度以及轧制速度而改变。氧化皮的存在不仅会影响产品性能的稳定性,同时也会对轧辊表面造成一定损害,因此热轧中板带材的除鳞问题一直困燃着生产厂家。传统方法是利用高速水流进行冲击来达到清洁表面的目的,这种方法思路比较单一,有着一定的局限性。目前许多公司都设计除
了更合理的除鳞系统,这里要提到的是达涅利公司,在其薄板连铸连扎项目中进行了实践。他们去除氧化皮原理可以总结为两方面:减少板带材的轧制时间,及时给轧辊、板带材进行降温处理。每个轧制系统都有一个轧制速度的限制,在这个输出极限内进行高速轧制,可以有效减缓氧化皮的生长速度;轧辊在轧制过程中往往温度会上升,温升结合机械疲劳会造成辊面上裂纹的产生,进一步诱发氧化皮在表面集聚,针对这种情况可以通过设置在线工作轧辊清洗系统来加以解决,即在两块坯料间隙内定期对工作轧辊表面进行清洗。除此之外,通过限制中间坯料厚度、控制精轧机机架间冷却、装备抗氧化铁皮粘辊系统也可以达到同样效果。西马克公司则采取了一种新的思路,通过对传统水流除鳞系统进行了小小改动,固定喷嘴位置,改变水流的喷射角度可以有效减少氧化皮在钢坯表面的残存。
事实上,氧化铁皮在板带材表面上分布有一定的规律可循,研究发现在氧化皮横断面上分布着尺寸大小不一的孔洞,它们的尺寸、数量影响着除鳞的效果,因此结合我在材料智能化制备加工课上所学的内容,大胆提出一个设想:构建钢坯的在线实时监测系统,通过对于其表层数据的实时反馈来控制水流的速度、流量,真正做到以最小的消耗达到最大的效果。通过这种系统可以避免资源无谓的浪费,做到“有的放矢”。
热轧带钢无头轧制技术
轧制过程中,由于带钢头尾两端张力无法作用,往往造成带厚、凸起变形、尾部褶皱等问题,产品质量无法保证,同时也降低了轧制
效率[2]。无头轧制技术是针对这些问题而研发的一种新工艺,通过在精轧机之前设置连接装置将中间坯料连接在一起,然后进行连续轧制。这样就可以保证除第一块坯料头部以及最后一块坯料尾部之外,其他坯料在整个轧制过程中一直受到拉伸载荷的作用,因而从精轧机到最后的卷曲阶段都不会产生任何类型的形变缺陷;另一方面,在这种稳定状态下,产品的厚度可以更小,宽度可以更大,如千叶3厂经过对于这种工艺的应用,其生产的薄带钢厚度由原来的1.2mm扩至0.8mm,同时也有能力轧制1.2mm×1500mm的宽幅薄材[3]。无头轧制技术轧制的极薄热轧带钢尺寸精度优于传统热轧带钢,在保证产品性能的前提下组织均匀性和产品稳定性有很大程度的提高,同时还应注意到它对于产品的减量化生产也有着实用意义。
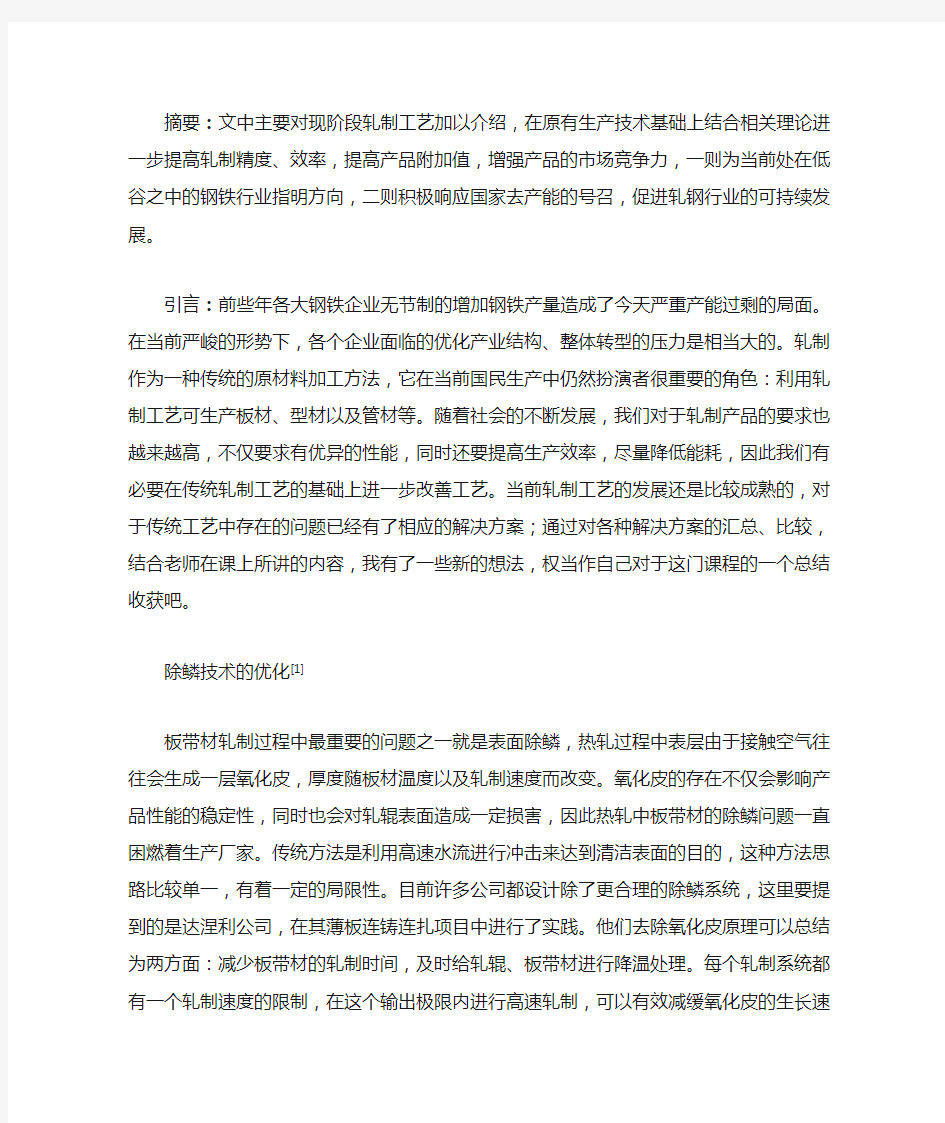
目前对于无头轧制工艺的研究主要集中在中间连接装置的设定上,对此研究较多的是日本、韩国的一些钢铁企业,我国北京科技大学的康永林、朱国明老师对无头轧制工艺的发展也有很大贡献[4]。各个企业所采取的无头轧制区别就在于采取了不同的连接装置。日本新日铁大分厂采用的是激光焊接技术对坯料头尾部进行连接,这种方式对于切割的精确度要求是比较高的;韩国POSCO与三菱(日立)公司联合开发出一种剪切-压合连接技术,其生产线示意图如下:
图1. POSCO公司无头轧制生产线示意图
虽然我国对于无头轧制技术研究开展的研究工作还比较少,但也取得了一定成果:北科大的康永林老师提出一种新的连接中间坯的方法,整个流程如图2,通过在原有热卷箱、精轧机之间设置切头剪和压力机来实现中间坯的机械咬合,并最终形成比较优良的连接面结构。
图2. 新工艺主要设备构成示意图
这种连接工艺对于原有热连轧系统破坏较小,因而完成热轧生产线的升级所需成本较低,在将来技术成熟以后不失为各大钢铁企业寻求产品结构升级的一个好的选择。
2009年,意大利的AcciaieriaArvediSpA钢铁公司在阿维迪ISP (在线带钢生产)专利的基础上建立了世界上第一条ESP(无头连铸连扎)生产线,如图3所示[5]。其中ISP技术在以下几个方面值得借鉴:(1)结晶系统、液芯压下处理为板坯的成形提供了稳定的中心,并未为晶粒以及温度均匀分布创造了条件;(2)薄板坯在大压下量轧机下采取低速铸轧,降低中间坯的凸度;(3)采用感应加热器进行加热,以便满足根据产品设计最佳轧制工艺所要求的温度分布。ESP生产线的实现要靠多个系统的协作完成,其中涉及到的有浇注工艺控制系统、板坯导向系统、感应加热系统以及铸轧精整系统,因此一个完整生产线的实现要对上述系统做出合理布置,加强系统之间的协调联
系。无头连铸连轧生产工艺对于钢水到热轧卷之间的拉速要求是很高的,经过一系列数字模拟和水模拟实验后发现,传统的5-6m/min现行拉速在优化连铸配置后得以大大提高,优化内容包括浸入式水口形状以及阿维迪特种结晶器形状的改善,从而保证连续生产所要求的秒流量[6]。高流量的设计相应要对增加连铸机的冶金长度,这就要求设计出一种带液芯弯曲、矫直功能的弧形连铸机,使得钢水静压力保持在一个比较低的水平。不同钢种所需条件不同,因此每次的准备工作主要围绕优化拉速、板坯厚度匹配展开,实现一个合理的秒流量。
图3. 第一条ESP生产线布局示意图[7]
整个生产线中的速度控制、传感器技术、数据整合管理以及工艺模型参数等模块需要依靠自动化来进行串联,自动化水平的高低决定了产品的质量以及生产效率,因此集约化、智能化才是ESP技术未来的发展方向。
TMCP技术
控制轧制控制冷却技术简称控轧控冷(Thermo Mechanical Controlled Processing简称TMCP),这是一种有别于传统轧制的工艺,增加了对于坯料变形程度、加热制度以及冷却方式的控制。TMCP 工艺基本冶金学原理是在再结晶温度下进行大压下变形,促进微合金
元素的应变诱导析出,实现奥氏体的晶粒细化和加工硬化;通过轧后快速冷却控制处在加工硬化状态下奥氏体的相变过程,最终获得细小的晶粒组织。TMCP处理工艺具有形变强化、相变强化两种作用,因此在提高材料强度的同时又能改善钢材的韧性、塑性,这种技术在中厚板、热轧板卷、线棒材、型材以及钢管的生产中都有着大量应用。
控制轧制按照变形温度、再结晶程度可以分为三个阶段[8]:奥氏体再结晶区结束终轧的阶段性轧制;奥氏体未再结晶区结束终轧的第二阶段控制轧制;奥氏体和铁素体两相区结束终轧的第三阶段轧制。每个阶段对应不同的压下量,可以达到增强材料强度的目的。控制冷却的冷却方式经过长时间的发展也由最初的喷淋冷却过渡到80年代的层流冷却方式,再到今天的强化冷却方式[9]。最近有学者提出了以超快速冷却为核心的新一代TMCP技术:其基本理念是在高温轧制提供加工硬化奥氏体基础上,利用超快速冷却技术对硬化奥氏体进行处理,在动态相变点之前终止,随后控制相应冷却方式即可。图4展示的是这种技术与传统TMCP技术的区别。
图4. 新型TMCP工艺与传统TMCP工艺的比较
轧后超快速冷却技术在保证材料优异性能的基础上可以有效降低钢材对于微合金元素依赖,实现节约型减量化生产:有实验表明对于普通的碳钢,在不需低温轧制条件下,采用超快速冷却的TMCP技术可以实现析出强化、相变强化以及晶粒细化,材料强度相较原来提高了100-200MPa,合金元素用量降低30%以上[10]。可见,进一步加大对于超快速冷却条件下TMCP工艺的开发,利用该技术加强对于热轧钢材显微组织的控制是实现热轧产品提升竞争力,由资源消耗型向节约型转化的一个有效途径。
参考文献
[1] 肖朋,崔晓嘉,徐良,郭鸿凌.浅谈板带钢的高精度轧制技术[J].
河北冶金,2012,(2):No.194-196
[2]康永林. 薄板坯连铸连扎超薄规格板带技术及其应用进展[J].轧钢.2015 V(32),No.1:p7-11.
[3] J. Sigel,A. Jungbauer,G. Arvedi. 阿维迪ESP(无头带钢生产)-首套薄板坯无头连铸连轧生产结果.第七届(2009)中国钢铁年会论文集.2009 3-568.
[4] 康永林,朱国明. 热轧板带无头轧制技术[J].钢铁.2012
V(47),No.2.
[5] 张治. 薄板坯连铸连扎改造为无头轧制生产线的分析与展望[J].世界钢铁.2012 V(2),No.1:p22-24.
[6]J. Sigel,A. Jungbauer,G. Arvedi.ARVEDI ESP(ENDLESS STRIP PRODUCTION)FIRST THIN SLAB ENDLESS CASTING[J].3-650.
[7] 于勇,马鸣图,毛新平. 先进短流程深加工技术与高强塑形汽车构件的开发[J]. 2012 V(23),No.1:p20-24.
[8]孙决定,丁世学. 控制冷却技术在中厚板生产中的应用[J].钢铁研究.2005 V(2),No.13.
[9]于伟,唐迪,刘涛.控轧控冷技术发展及在中厚板生产中的应用[J].钢铁研究学报.2011 V(123),No.135.
[10] 王国栋.新一代TMCP技术的发展[J]轧钢。2012,V(29)No.1.
控制轧制与控制冷却 穆安水 (材料成型及控制工程12级) [摘要]:控轧与控冷工艺是一项节约合金,简化工序,节约能源的先进轧钢技术,通过对控轧与控冷工艺的具体分析提出,控轧与控冷工艺能充分挖掘钢材的潜力,大幅度提高钢材的综合性能,通过对控轧控冷工艺在中厚板及带钢生产中应用的分析,说明控轧控冷工艺能给冶金工业及社会带来的巨大的经济效益针对传统控制轧制控制冷却(TMCP)技术存在的问题,提出了以超快冷为核心的新一代的TMCP技术,并详述了作为实现新一代TMCP技术核心手段的超快冷技术的科学内涵和工业装备开发情况。指出新一代TMCP技术综合采用细晶强化、析出强化、相变强化等多种强化机制,可以充分挖掘钢铁材料的潜力,节省资源和能源,优化现有的轧制过程,有利于钢铁工业的可持续发展。最后给出了以新一代TMCP为特征的创新轧制过程的案例。展示了该技术的广阔的应用前景。 [关键词]:控制轧制;控制冷却;超快冷技术 Abstract:controlled rolling and controlled cooling technology is a saving alloy, simplify the process, energy saving advanced rolling technology, based on the analysis of controlled rolling and controlled cooling technology, controlled rolling and controlled cooling technology can fully tap the potential of steel, greatly improve the comprehensive performance of steel, by means of controlled rolling process of controlled cooling in the applications of plate and strip production analysis, shows that controlled rolling process of controlled cooling can give huge economic benefits of metallurgical industry and the society in view of the traditional control rolling control problems of cooling (TMCP) technology, proposed the ultra fast cooling as the core of the new generation of TMCP technology, and described as a new generation of TMCP technology core means of scientific connotation of ultra fast cooling technology and industrial equipment development.Pointed out that a new generation of TMCP technology integrated with fine grain strengthening, precipitation strengthening, phase transformation strengthening and so on the many kinds of strengthening mechanism, can fully exert the potential of steel materials, save resources and energy, to optimize the existing rolling process, is conducive to the sustainable development of iron and steel industry.Characterized by a new generation of TMCP shows the case of the innovation of the rolling process.Shows a broad prospect of application of the technology. Keyword:Controlled rolling;Controlled cooling;Super fast cooling technology 1引言 近三十年以来,控制轧制和控制冷却技术在国外得到了迅速的发
钢铁轧制技术的进步与发展趋势探索 发表时间:2019-07-31T11:58:04.810Z 来源:《科学与技术》2019年第05期作者:孙旭东 [导读] 经过钢铁轧制技术自主创新,中国钢铁轧制技术已经跻身世界先进行列,基本完成了工业化过程。 南京钢铁联合有限公司江苏南京210044 摘要:改革开放以来,中国钢铁轧制技术取得了长足的进步。工业和国民经济的发展,钢材需求量增大,推动了轧钢制造技术的进步与发展。经过钢铁轧制技术自主创新,中国钢铁轧制技术已经跻身世界先进行列,基本完成了工业化过程。 关键词:钢铁轧制;技术进步;发展趋势 近年来,我国钢铁工业在经历了快速发展后,进入了调整结构、转型发展的阶段。钢铁企业在努力消化引进技术,提高管理与生产操作水平的同时,也在大力进行技术创新,着力开发绿色化、智能化的新技术、新工艺、新装备、新产品,不断增强核心竞争力。 一、中国轧钢技术的发展概况 改革开放以来,特别是进入21世纪以来,中国钢铁工业飞跃发展,为中国社会进步和经济腾飞做出了巨大贡献。作为钢铁工业的关键成材工序,轧钢行业在引进、消化、吸收的基础上,开展集成创新和自主创新,在轧制工艺技术进步、装备和自动化系统研制和引领未来钢铁材料的开发方面实现跨越式发展,为中国钢铁工业的可持续发展做出了突出贡献。经过改革开放以来的持续发展,中国已经建设了一大批具有国际先进水平的轧钢生产线,比较全面地掌握了国际上最先进的轧制技术,具备了轧钢先进设备的开发、设计、制造能力,一大批国民经济急需、具有国际先进水平的钢材产品源源不断地供应国民经济各个部门,为中国经济与社会发展、人民幸福安康提供了重要的基础原材料。作为一个发展中的国家,必须尽快掌握世界上的最先进的轧钢技术,引进、消化、吸收是必须的。改革开放以来,以宝钢建设为契机,中国成套引进了热连轧、薄板坯连铸连轧、冷连轧、中厚板轧制、棒线轧制、长材轧制、钢管轧制等各类轧制工艺技术以及相应的轧制设备和自动化系统,开始了轧制技术的跨越式发展的第一步。通过引进技术的消化吸收和再创新,中国快速掌握了轧钢领域的前沿工艺技术;通过设备的合作制造以及自主研发,中国掌握了重型轧机的设计、制造、安装的核心技术,逐步具备了自主集成和开发建设先进轧机的能力;利用先进的工艺和装备技术,以及严格科学精细的管理,开发了一大批先进的钢铁材料,满足了经济发展的急需,产品的质量水平不断提高。 二、钢铁轧制技术的进步与发展历程 1.轧钢技术进步依赖于高新技术的应用。近十年来,钢铁轧制的产量和规模在不断增大,其中轧钢技术的进步也取得了长足发展.高新技术在轧钢中的应用赋予了钢铁轧制新鲜的活力,提高了生产效率和质量.中厚板平面形状控制技术和无切边技术在板带材生产上的应用,提高了对板厚和板型的控制能力和钢铁成材率,使得产品的质量档次有了明显的大幅提高.H型钢自由尺寸轧制、型钢的多线切分轧制等技术也在在型钢生产方面得到了广泛的应用.目前的技术发展集中在板型、板厚精度、温度和性能的精准控制上,使得钢铁轧制产品的质量在不断提高. 2.电脑信息技术的应用创新轧钢工艺。以计算机为中心的信息技术在钢铁轧制中的应用,极大程度上推动着轧钢技术的进步.使用电脑和模型进行配合的金属变形程序转变了传统的轧钢制造工艺,使用电脑对型钢、钢管轧制和板带材进行立体解析和模拟,对于轧钢制造的精度和技术系数的改善都具有重要作用.同时,计算机系统还创新和强化了全面检查措施和掌控体系,使得轧钢制造向着更高精确度和高品质、高效率不断迈进.随着计算机等高新技术的应用,钢铁轧制无论是产品还是生产工艺上都有了很大的变化,性能上也得到了极大的优化. 3.轧钢品种的开发与进步。近年来,轧钢的产品开发也有着新的发展和进步.在冷轧产品方面,高强度、更宽和更薄的产品成为开发的主要方向;在热轧方面,高强度高韧性的管线钢发展很快,目前研发了X80、X100、X120等性能优越的高压输气管线钢.多样化的产品和更加优质的质量是钢铁轧制技术的开发动力,推动着钢铁轧制技术的向前进步与发展. 三、问题与展望 建国60多年以来,特别是改革开放以来,中国轧钢行业高速发展,基本建成了工业化轧钢技术体系。大力采用国际上的先进技术,利用自动化、机械化、电气化手段,快速推进生产发展。但是,在大量生产工业产品的同时,大量消耗资源和能源,大量排放。这种资源和能源的消耗以及对环境的破坏,已经超过人类和自然界可以忍受的底线。从技术层面来说,这种发展主要依靠引进、跟跑,真正中国自主创新的技术不是很多。由于缺乏创新,没有特色,各个轧钢厂利用几乎同样的工艺、同样的装备,生产同样的产品,甚至存在的问题也是同样的。企业缺少特色、缺少绝活、核心竞争力不强。钢铁工业的这种无序发展和产能的剧烈膨胀,造成严重供大于求,同质化竞争十分激烈。中国轧钢行业目前存在着的严重不平衡、不协调和不可持续问题已经引起了各方面的重视,必须大胆创新,努力转变发展方式,走新型工业化的发展道路,让中国的热轧板带厂健康发展。 这就要求工业化的技术体系向生态化的技术体系转变。中国的钢铁行业,中国的轧制行业,尤其需要由工业化的技术体系向生态化的技术体系转变。生态化技术体系的特点是减量化、低碳化、数字化。因此,中国应当依据生态化技术体系的特点,针对面临的资源、能源、环境问题,加强技术创新,实现“绿色制造,制造绿色”这一生态化、绿色化的大计方针。所谓生态化、绿色化,即节省资源和能源;减少排放,环境友好,易于循环;产品低成本,高质量、高性能。轧制技术的生态化、绿色化特征在轧制过程创新与轧制产品研发上具体体现在下述4个方面,即:“高精度成形;高性能成形;减量化成分设计;减排放清洁工艺”。今天比以往任何时候都要突出现代轧制技术生态化、绿色化特征,着力围绕“高精度成形、高性能成形、减量化成分设计、减排放清洁工艺”开展创新研究,解决一批前沿、战略问题和关键、共性问题,推进中国轧制技术的发展。在世界轧制技术的发展中,留下中国人的印记,将是中国轧制科技工作者长期、艰巨而光荣的任务。大规模的引进、新建轧钢生产线的阶段已经过去,今后的任务是对现有的生产线进行针对性地改造,通过改造出特色,通过改造出创新,出质量,出效益,出高水平的产品,实现减量化和低碳化。在改造的过程中,要广泛采用信息化技术,将信息化技术的比特世界融于钢铁轧制过程,融于钢铁材料的原子世界,实现轧制过程的实时感知、分析与控制。中国的改造要联合机械制造业、信息产业等相关行业,通过行业的交叉和融合,研究出、制造出与生态化要求相适应的未来一代轧制技术与装备以及信息化系统,为生态化的工艺技术服务。钆钢工业的改造要面向下游产业,与下游产业合作,采取EVI等先进方式为下游产业服务。对于轧钢这个成材工序来说,这一点尤为重要。这场改造应当是一场群众运动。动员广大群众出主意,提建议,紧紧围绕企业面临的关键、共性问题,进行系统诊断,为生产线的技术改造提出方案。在此基础上,大力推进企业的技术创新,围绕生态化(减量化、低碳化、数字化)这个核心加强技术改造,在资源、能源、环境可以承受的范围内,生产社会需求的高质量、高性能产品,实现企业、国家和社会的平衡、和谐、可持续发展。
中厚板的控制轧制与控制冷却工艺 孙洪亮 (材料成型及控制工程,1233010149) 【摘要】近三十年以来,控制轧制和控制冷却技术在国外得到了迅速的发展,各国先后开展了多方面的理论研究和应用技术研究,并在轧钢生产中加以利用,明显的改善和提高了钢材的强韧性和使用性能,为了节约能耗、简化生产工艺和开发钢材新品种创造了有力条件。目前国内外大多数宽厚板厂均采用控制轧制和控制冷却工艺,生产具有高强度、高韧性、良好焊接性的优质钢板。控制轧制和控制冷却工艺的开发与理论研究进一步揭示了热变形过程中变形和冷却工艺参数与钢材的组织变化、相关规律以及钢材性能之间的内在关系,充实和形成了钢材热变形条件下的物理冶金工程理论,为制定合理的热轧生产工艺提供理论依据。关键词:宽厚板厂,控制轧制,控制冷却 【关键词】控制轧制;控制冷却;冷却段长度 In the controlled rolling and controlled cooling technology of plate Abstract:For nearly 30 years, controlled rolling and controlled cooling technology obtained the rapid development in foreign countries, and countries successively carried out various theoretical research and applied technology research, and tries to use in the production of steel rolling, the obvious improve and enhance the tenacity of steel and the use of performance, in order to save energy consumption, simplify production process and development of new steel varieties created favourable conditions. Most lenient plate factory at home and abroad adopt controlled rolling and controlled cooling technology, production has high strength, high toughness and good weldability of high qualified steel plate. Controlled rolling and controlled cooling technology development and theory research of further reveals that the thermal deformation in the process of deformation and cooling process parameters and the change of the organization of the steel, the relevant laws and the internal relations between steel performance, enrich and formed steel thermal deformation under the condition of physical metallurgy engineering theory, to provide theoretical basis for reasonable hot-rolling process. Keywords: generous plate factory, controlled rolling and controlled cooling Key Words:Control rolling; Controlled cooling; Cooling length 1引言 近代工业发展对热轧非调质钢板的性能要求越来越高,除了具有高强度外,还要有良好的韧性、焊接性能及低的冷脆性。目前世界上许多国家都利用控轧和控冷工艺生产高寒地区使用的输油、输气管道用钢板、低碳含铌的低合金高强度钢板、高韧性钢板,以及造船板、桥
高精度轧制与控制冷却技术 (课程报告) 学号:S2******* 姓名:李宗武 专业:材料加工工程 单位:北京有色金属研究总院
伴随着人们环保节能意识的增强,企业越来越重视在生产中运用先进工艺。通过对生产工艺的改善,一方面可以提高产品的生产效率,降低生产成本;另一方面可以减少能耗,缓解环保压力。轧制技术作为一种传统的加工工艺,过去对于我国钢铁行业的发展、崛起起到了巨大的推动作用。时至今日,不少钢铁厂家仍以轧制产品生产为自己的主业;然而我们也应该看到,我国钢铁行业面临的主要问题:品种亟待升级,布局调整缓慢,能源环境原料约束增强,自主创新能力不强等。在当前这样一个大行业整体萎靡不振的严峻形势下,钢铁企业需要重新审视自己发展战略,积极通过调整来应对困境。对于这些产品以轧制为主的企业来讲,更需要抓住轧制工艺不断优化升级这样的一个有利时机,升级工艺,重回正轨。 轧制过程是由轧件和轧辊之间的摩擦力将轧件拉进不同旋转方 向的轧辊之间使之产生塑性变形的过程。通过轧制可以实现板带材、型材、管材的加工,各类材料对于轧制流程设计、设备构成、轧制精度有着不同的要求。以在生产中所占份额较大的板带材的轧制为例:板带材在深加工中往往冲制成各种零部件,高的材厚度精度、优异的板形会降低冲模损耗,延长其寿命,同时,高精度板材在深加工过程中相应工件切削量也会减少,极大节约了原材料,减少了对于矿石能源的依赖。可见,总结各种可以提高轧制精度的方法并逐步应用到生产中去,对于企业而言是非常有必要的。在本次课程报告中,我将在课下查阅介绍轧制工艺新进展的相关文献基础上,结合课上朱老师所讲授的内容,对当前阶段轧制技术的发展特点加以介绍,以期为一些
钢材的控制轧制和控制冷却 一、名词解释: 1、控制轧制:在热轧过程中通过对金属的加热制度、变形制度、温度制度的合理控制,使热塑性变形与固态相变结合,以获得细小晶粒组织,使钢材具有优异的综合力学性能。。 2、控制冷却:控制轧后钢材的冷却速度、冷却温度,可采用不同的冷却路径对钢材组织及性能进行调控。 3、形变诱导相变:由于热轧变形的作用,使奥氏体向铁素体转变温度Ar3上升,促进了奥氏体向铁索体的转变。在奥氏体未再结晶区变形后造成变形带的产生和畸变能的增加,从而影响Ar3温度。 4、形变诱导析出:在变形过程中,由于产生大量位错和畸变能增加,使微量元素析出速度增大。 两相区轧制后的组织中既有由变形未再结晶奥氏体转变的等轴细小铁素体晶粒,还有被变形的细长的铁素体晶粒。同时在低温区变形促进了含铌、钒、钛等微量合金化钢中碳化物的析出。 5、再结晶临界变形量: 在一定的变形速率和变形温度下,发生动态再结晶所必需的最低变形量。 6、二次冷却:相变开始温度到相变结束温度范围内的冷却控制。 二、填空: 1、再结晶的驱动力是储存能,影响其因素可以分为:一类是工艺条件,主要有变形量、变形温度、变形速度。另一类是材料的内在因素,主要是材料的化学成分和冶金状态。 2、控制冷却主要控制轧后钢材冷却过程的(冷却温度)、(冷却速度)等工艺条件,达到改善钢材组织和性能的目的。 3、固溶体的类型有(间隙式固溶)和(置换式固溶),形成(间隙式)固溶体的溶质元素固溶强化作用更大。 4、根据热轧过程中变形奥氏体的组织状态和相变机制不同,将控制轧制划分为三个阶段,即奥氏体再结晶型控制轧制、奥氏体未再结晶型控制轧制、在A+F两相区控制轧制。 5、以珠光体为主的中高碳钢,为达到珠光体团直径减小,则要细化奥氏体晶粒,必须采用(奥氏体再结晶)型控制轧制。 6、控制轧制是在热轧过程中通过对金属的(加热制度)、(变形制度)、(温度制度)的合理控制,使热塑性变形与固态相变结合使钢材具有优异的综合力学性能。 7、钢的强化机制主要包括(固溶强化)、(位错强化)、(沉淀强化)、(细晶强化)、(亚晶强化)、(相变强化)等,其中(绕过)机制既能使钢强化又使钢的韧性得到提高。
第二章国内外高精度轧制技术的现状及其发展 轧制产品尺寸精度的提高会产生巨大的经济效益。钢材应用部门连续化自动化作业的迅猛发展,除要求钢材的性能均匀一致外,还要求钢材尺寸精度的提高。板带材主要用于冲制各种零部件,因此要求厚度精度高,板形平直,以利于提高冲模寿命和冲压件的精度。板带材除对厚度和板形精度要求高外,由于板带要进行涂镀深加工,因而对钢板表面粗糙度也有特殊的要求。高精度棒、线、型材和管材可以减少加工件切削量。因此,轧制产品的高精度比是轧制技术发展的重要趋势之一。 20世纪60~70年代完成了轧钢设备的大型化、高速化、连续化和自动化。80年代以来,轧制技术发展的主要目标是提高轧制精度、性能,扩大品种,降耗增效,并进一步扩大连续化范围。 我国在高精度轧制技术方面做了大量的研究开发工作,一方面对引进的高精度轧制技术进行消化、学习,在此基础上结合我国的实际情况,自行开发出一些有关提高产品精度的基础理论和实用的先进工艺及装备,其中有些技术已达到或超过国外的先进水平。但总体来说,由于我国钢铁企业的工艺设备水平落后,高精度轧制技术与国外发达国家相比,差距还是较大的,我国现有轧机90%以上尚达不到国外先进水平。因此,提高我国产品的高精度比是我国钢铁工业发展的当务之急。高精度轧制最大的优点是节约钢材,可提高钢材利用率1~5%。 高精度轧制技术最终反映在产品的尺寸精度上,但为了提高产品的尺寸精度,必将涉及到原料、工艺、设备、控制、仪表检测、轧制理论以及生产管理诸方面因素。本书将对有关高精度轧制技术做一个较全面而系统的介绍,以供广大读者参考。 第一节热轧板带技术 传统热带轧机以其品种规格全、质量高的优势,仍占据汽车、家电、涂镀层、优质焊管等质量要求高的薄板市场,其新技术主要有: (1)连铸坯的直接热装(DHCR)和直接轧制(HDR),实现了两个工序间的连续化,具有节能、省投资、缩短交货期等一系列优点,效果显著; (2)在线调宽,采用重型立辊、定宽压力机实现大侧压,重型立辊每道次宽度压下量一般为150mm,定宽压力机每道次宽度压下量可达350mm以上; (3)宽度自动控制(AWC),宽度精度可达5mm以下; (4)液压厚度自动控制(AGC),带钢全长上的厚度精度已达到±30μm; (5)板形控制,研制开发了HC、CVC、PC等许多机型和板形仪,可实现板形的闭环控制; (6)控制轧制和控制冷却,使钢材具有所要求的金相组织和更好的力学性能; (7)卷板箱和保温罩,以减少温降,缩小带钢头尾温度差; (8)全液压卷取机,助卷辊、液压伸缩采用踏步控制,卷筒多级涨缩; (9)无头轧制,将粗轧后的带坯在中间辊道上焊接起来,在精轧机组实现全无头连续轧制。
钢材控制轧制与控制冷却 姓名:蔡翔 班级:材控12 学号: 钢材控制轧制与控制冷却 摘要:控轧控冷就是对热轧钢材进行组织性能控制得技术手段,目前已经广泛应用于热轧带钢、中厚板、型钢、棒线材与钢管等钢材生产得各个领域。控轧控冷技术能够通过袭警抢话、相变强化等方式,使钢材得强度韧度得以提高。 Abstract: controlled rolling is controlledcooling of hot rolled steel organization performance control technology, has been widely usedinthe hot rolled strip steel,plate,steel,wire rod and steelpipeand other steel products production fields。Controlledrollingtechnology of controlled cooling can pas sover assaulting a police officer, phasetransformationstrengthening and so on,to improve the strengthofthe steeltoug hness、 关键词:宽厚板厂,控制轧制,控制冷却 1。引言: 控轧控冷技术得发展历史: 20世纪之前,人们对金属显微组织已经有了一些早期研究与正确认识,已经观察到钢中得铁素体、渗碳体、珠光体、马氏体等组织。20世纪20年代起开始有学者研究轧制温度与变形对材料组织性能得影响,这就是人们对钢材组织性能控制得最初尝试,当时人们不仅已经能够
控制轧制、控制冷却工艺技术 1.1 控制轧制工艺 控制轧制工艺包括把钢坯加热到适宜的温度,在轧制时控制变形量和变形温度以及轧后按工艺要求来冷却钢材。通常将控制轧制工艺分为三个阶段,如图 1.1所示[2]:(1>变形和奥氏体再结晶同时进行阶段,即钢坯加热后粗大化了的γ呈现加工硬化状态,这种加工硬化了得奥氏体具有促使铁素体相变形变形核作用,使相变后的α晶粒细小;(2> (γ+α>两相区变形阶段,当轧制温度继续降低到Ar3温度以下时,不但γ晶粒,部分相变后的α晶粒也要被轧制变形,从而在α晶粒内形成亚晶,促使α晶粒的进一步细化。 图1.1控制轧制的三个阶段 (1>—变形和奥氏体再结晶同时进行阶段;(2>—低温奥氏体变形不发生再结晶阶段;(3>—<γ+α)两相区变形阶段。
1.2 控制轧制工艺的优点和缺点 控制轧制的优点如下: 1.可以在提高钢材强度的同时提高钢材的低温韧性。 采用普通热轧生产工艺轧制16Mn钢中板,以18mm厚中板为例,其屈服强度σs≤330MPa,-40℃的冲击韧性A k≤431J,断口为95%纤维状断口。 当钢中加入微量铌后,仍然采用普通热轧工艺生产时,当采用控制轧制工艺生产时,-40℃的A k值会降低到78J以下,然而采用控制轧制工艺生产时。然而采用控制轧制工艺生产时-40℃的A k值可以达到728J以上。在通常热轧工艺下生产的低碳钢α晶粒只达到7~8级,经过控制轧制工艺生产的低碳钢α晶粒可以达到12级以上<按ASTM标准),通过细化晶粒同时达到提高强度和低温韧性是控轧工艺的最大优点。 2.可以充分发挥铌、钒、钛等微量元素的作用。 在普通热轧生产中,钢中加入铌或钒后主要起沉淀强化作用,其结果使热轧钢材强度提高、韧性变差,因此不少钢材不得不进行正火处理后交货。当采用控制轧制工艺生产时,铌将产生显著的晶粒细化和一定程度的沉淀强化,使轧后的钢材的强度和韧性都得到了很大提高,铌含量至万分之几就很有效,钢中加入的钒,因为具有一定程度的沉淀强化的同时还具有较弱的晶粒细化作用,因此在提高钢材强度的同时没有降低韧性的现象。加入钢种的钛虽然具有细化加热时原始γ晶粒的作用,但在普通轧制条件下钢中的钛不能发挥细化轧制变形过程中γ晶粒的作用,仍然得不到同时提高钢的强度和韧性的效果,当采用控制轧制工艺生产含钛钢时,才能使钢种的Ti 国内外先进热轧技术综述 一、热轧生产发展历史 1.国外热轧生产发展 自从1926年第一套板带热轧机在美国诞生以来,热轧板带生产的发展已有70多年的历史,一般认为其间经历了三个发展时期。20世纪60年代以前,全世界大约建造了70套板带热轧机,其中50%集中在美国和加拿大。这一时期板带生产技术发展缓慢,轧线一般配置为100-150吨/小时的加热炉、全连续或半连续粗轧机、6机架精轧机、精轧出口速度10m/s左右、板卷单重4-11kg/mm、卷重5-10t,年产量150~200万t。 上世纪60~70年代是热轧板带生产发展的重要时期,共建成了约48套热轧机。1960年,美国麦克劳斯公司最先在热轧板带精轧机上采用了计算机控制技术,这是热轧板带生产适应自动化操作发展趋势的一个划时代进步。1961年,美国钢铁公司投产的2032 热轧板带轧机在精轧机上首次采用了升速轧制技术,从而突破了此前30多年没有改变的10~11m/s的精轧速度。大型连铸板坯、步进式加热炉及高效冷却技术等也是在这一时期出现的。 在这一阶段,随着日本经济的高速增长,热轧生产发展的重心从欧美逐渐转移到了日本。在引进当时欧美先进技术的同时,通过迅速的改进和创新,日本开发出了众多先进技术,使产品质量和产量得到了大幅提升,热轧生产呈现出大型化、高速化的趋势。这一时期的主要特点是采用提高精轧速度、增大板卷单重、采用7架精轧机、加速轧制、厚度AGC控制及计算机控制等技术。到上世纪70年代初,精轧速度达到26m/s以上,板卷单重可达35kg/mm、年产量达600万t。 在1973年石油危机、原料、燃料涨价、钢材需求疲软、劳动环境变化等背景下,热轧板带生产从追求大型化、高速度、大卷重转到了节能、节省资源、提高产品质量和金属成材率的方向。在此后的10多年间,尤其是上世纪80年代,以日本为中心,热轧领域出现了众多节能与提高产品质量的技术,主要包括:1)为了节约燃料,开发了加热炉节能技术; 2)为了有效利用高温板坯热量,开发了热装轧制(HCR)和直接轧制(HDR)技术; 3)为了提高成材率,开发了氧化铁皮控制和切头控制技术; 钢材的控制轧制与控制冷却技术 专业:材料成型及控制工程12 姓名:管沁 学号: 钢材的控制轧制与控制冷却技术 管沁 (材料成型及控制工程12级) [摘要]控制轧制和控制冷却能将热轧钢材的两种强化效果相加,进一步提高钢材的强度、韧性和焊接性能,获得更合理的综合力学性能。控轧控冷工艺是一项提高钢材质量、节约合金、简化工序、节约能源消耗的先进轧钢工艺技术。由于控轧控冷具有形变强化、相变强化的综合作用,因此控轧控冷既能提高钢材强度又能改善钢材的韧性和塑性。轧钢厂生产的中厚钢板、热轧板卷、棒、线、型材和钢管都可以采用控轧控冷工艺。 [关键词]控制轧制;控制冷却;中厚板;线材生产 Abstract:Controlled rolling and controlled cooling could add those two reinforcement effect of hot rolled steel products, further improve the strength, toughness and welding performance of steel, to obtain better comprehensive mechanical properties. Controlled rolling process of controlled cooling is an improve steel quality and saving alloy, simplify the process, save energy consumption of advanced rolling technology. Because the controlled rolling cold has deformation strengthening and phase transformation strengthening combination, so both can improve the strength of steel and controlled rolling cold can improve the toughness and plasticity of steel. Rolling mill in the production of medium plate, hot-rolled coil, rod, wire, profiles and steel tube can be used in a controlled rolling process of controlled cooling. Keyword:Controlled rolling;Controlled cooling;plate rolling Wire rod production 1.引言 控制轧制和控制冷却工艺是现代钢铁工业最大的技术成就之一,所谓控制轧制和控制冷却技术,就是在一定的钢材化学成分的情况下,通过对轧制温度、压下量和轧后冷却过程参数的控制,可以细化钢材显微组织、显著改善和提高钢材的性能,获得具有良好综合性能的钢铁材料。控制冷却是控制轧后钢材的冷却速度达到改善钢材组织和性能的目的。由于热轧变形作用,促使变形奥氏体向铁素体转变温度的提高,相变后的铁素体晶粒容易长大,造成力学性能降低。为了细化铁素体晶 控制轧制的应用分析 摘要:控制轧制是目前世界上轧制中经常使用的技术。一般认为控制轧制技术是在20世纪60—70年代确立的,但实际上早在1920年,这一技术就初见端倪了,以后经过无数技术人员长期不断的努力才发展至今天的成就。这项工艺,节约合金,简化工序,节约能源消耗的先进轧钢技术,大幅度提高钢材的综合性能。本书的目的在于通过整理控制轧制技术进步的历程,向读者揭示控制轧制技术的重要性。主要介绍控制轧制的定义、种类、机理、优缺点、控制轧制与传统轧制的比较以及控制轧制技术在线棒材﹑型钢﹑双相钢生产中的应用。 关键词:控制轧制控制轧制机理控制轧制应用 前言: 随着科学技术的迅速发展,近几年来中国钢铁工业得到了高速发展,在钢铁工业的各项产品中,控制轧制是近十多年来国内外新发展起来的轧钢生产新技术,受到国际冶金界的重视。各国先后开展了多方面的理论研究和应用技术研究,并在轧钢生产中加以应用,明显地改善和提高了钢材的强韧性和使用性能,为节约能耗,简化生产工艺,开发钢材新品种创造了有利条件。 1 控制轧制的概述 1.1控制轧制的定义 在调整钢的化学成分的基础上,通过控制加热温度﹑轧制温度﹑变形制度等工艺参数,控制奥氏体状态和相变产物的组织状态,从而达到控制钢材组织性能的目的。 1.2控制轧制与普通轧制的比较 与普通生产工艺相比,通过控制轧制生产技术可以使钢板的抗拉强度和屈服强度平均提高约40―60MPa,在低温韧性﹑焊接性能﹑节能﹑降低碳含量﹑节省合金元素以及保持良好板形方面都有无可比拟的优越性。 1.3 控制轧制的种类 (1)完全再结晶型控制轧制。全部变形在奥氏体再结晶区进行,终轧温度不低于奥氏体再结晶温度上限,道次变形量不低于奥氏体再结晶的临界变形量 (2)再结晶型控制轧制与未再结晶配合的控制轧制。这一工艺特点是,在完全再结晶区进行一定道次的变形,在部分再结晶区进行待温,而在奥氏体的未再结晶区继续轧制一定道次,并在未再结晶区结束轧制 (3) 完全再结晶型、未再结晶和(γ+α) 两厢区控制轧制。这种工艺特点是,在奥氏体完全再结晶区轧制一些道次,接近部分再结晶区进行待温或快冷,进入未再结晶区温度后继续轧制,并且当钢温已经达到(γ+α)两相区时轧制一定道次,达到一定变形量后终止轧制。 如图1 控制轧制的应用 【摘要】控制轧制是在热轧过程中通过对金属加热制度、变形制度和温度制度的合理控制,使热塑性变形与固态相变结合,以获得细小晶粒组织,使钢材具有优异的综合力学性能的轧制新工艺。控制轧制工艺是一项节约合金、简化工序、节约能源消耗的先进轧钢技术,它能通过工艺手段充分挖掘钢材潜力,大幅度提高钢材综合性能,给冶金企业和社会带来巨大的经济效益。本文一直围绕着控制轧制,以控制轧制为中心,简单地介绍了控制轧制的概念,种类,优缺点以及控制轧制的强化机理,一直延伸至控制轧制在现实板带生产中的应用。 【关键字】控制轧制、强度、韧性、板带 【绪论】对低碳钢、低合金钢来说,采用控制轧制工艺主要是通过控制轧制工艺参数,细化变形奥氏体晶粒,经过奥氏体向铁素体和珠光体的相变,形成细化的铁素体晶粒和较为细小的珠光体球团,从而达到提高钢的强度、韧性和焊接性能的目的。 1、控制轧制的概念 1.1控制轧制的定义 控制轧制是指在比常规轧制温度稍低的条件下,采用强化压下和控制冷却等工艺措施来提高热轧钢材的强度、韧性等综合性能的一种轧制方法。控制轧制钢的性能可以达到或者超过现有热处理钢材的性能。 控制轧制工艺包括把钢坯加热到最适宜的温度,在轧制时控制变形量和变形温度以及轧后按工艺要求来冷却钢材。通常把控制轧制工艺分为三个阶段,如图1所示:1)变形和奥氏体再结晶同时进行阶段,即钢坯加热后粗大化了的γ晶粒经过在γ再结晶区域内的反复变形和再结晶而逐步得到细化的阶段;2)低温奥氏体变形阶段,当轧制变形进入γ未再结晶区域内时,变形后的γ晶粒不再发生再结晶,而呈现加工硬化状态,这种加工硬化了的奥氏体具有促进铁素体相变形核作用,使相变后的α晶粒细小;3)(γ+α)两相区变形阶段,当轧制温度继续降低到A r3温度以下时,不但γ晶粒,部分相变后的α晶粒也要被轧制变形,从而在α晶粒内形成亚晶,促进α晶粒的进一步细化。 钢材控制轧制和控制冷却技术 葛玉洁 (材料成型及控制工程12 学号:9) [摘要]控轧控冷是对热轧钢材进行组织性能控制的技术手段,目前已经广泛应用于热轧带钢、中厚板、型钢、棒线材和钢管等钢材生产的各个领域。控轧控冷技术能够通过袭警抢话、相变强化等方式,使钢材的强度韧度得以提高。 [关键词]钢材轧制;轧制钢材变形量;控制轧制;控制轧制与控制冷却Controlled rolling and controlled cooling is a technical means for the control of the microstructure and properties of hot rolled steel. It has been widely used in various fields such as hot strip, medium plate, steel bar, rod and steel tube. Controlled rolling and controlled cooling technology by assaulting kibitz, phase transformation strengthening, the strength toughness of steel can be improved. 1引言 1.1控轧控冷技术的发展历史: 20世纪之前,人们对金属显微组织已经有了一些早期研究和正确认识,已经观察到钢中的铁素体、渗碳体、珠光体、马氏体等组织。20世纪20年代起开始有学者研究轧制温度和变形对材料组织性能的影响,这是人们对钢材组织性能控制 的最初尝试,当时人们不仅已经能够使用金相显微镜来观察钢的组织形貌,而且 还通过X射线衍射技术的使用加深了对金属微观组织结构的认识。 1980年OLAC层流层装置投产,控轧控冷在板带、棒线材等大面积应用,技 术已成熟,理论进展发展迅速。 2.控制轧制: 2. 1控制轧制概念: 控制轧制是在热轧过程中把金属范性形变和固态相变结合起来而省去轧后的热处理工序。这是既能生产出强度、韧性兼优的钢材,而又能节约能耗的一项新工艺。控制轧制对轧机的 设备强度、动力和生产控制水平均提出了较高的要求。 3控制轧制的内容 控制轧制参数,包括温度、变形量等,以控制再结晶过程,获得所要求的组织和性能。 加入某些微量元素可使钢的再结晶开始温度升高很多,同时适当地降低轧制温度。从而使多 道次变形的效果叠加,使再结晶在较大的变形量和较低的温度下进行,而使钢材获得符合要 求的组织和性能的钢材. 根据塑性变形、再结晶和相变条件,控制轧制可分为三阶段,如下所 控制轧制和控制冷却技术的新发展 发表时间:2006-7-5 13:02:09 【字体:大中小】 近代工业发展对热轧非调质钢板的性能要求越来越高,除了具有高强度外,还要有良好的韧性、焊接性能及低的冷脆性。目前世界上许多国家都利用控轧和控冷工艺生产高寒地区使用的输油、输气管道用钢板、低碳含铌的低合金高强度钢板、高韧性钢板,以及造船板、桥梁钢板、压力容器用钢板等。 1 控制轧制工艺的机理和特点 控制轧制工艺是指钢坯在稳定的奥氏体区域(Ar3)或在亚稳定区域(Ar3~Ar1)内进行轧制,然后空冷或控制冷却速度,以获得铁素体与珠光体组织,某些情况下可获得贝氏体组织。现代控制轧制工艺应用了奥氏体的再结晶和未再结晶两方面的理论,通过降低板坯的加热温度、控制变形量和终轧温度,充分利用固溶强化、沉淀强化、位错强化和晶粒细化机理,使钢板内部晶粒达到最大细化从而改变低温韧性,增加强度,提高焊接性能和成型性能。所以说,控制轧制工艺实际上是将形变与相变结合起来的一种综合强化工艺。 控制轧制一般有控温轧制和热机轧制两种。 在控温轧制中,为了获得所要求的目标值,必须在规定的温度范围内进行总变形。第一个负荷道次的开轧温度是事先通过出炉温度规定的。轧制的温度范围由规定的终轧温度决定。一般情况下,只有轧制过程在规定的时间内中断,并将轧件送到停歇场上进行冷却,这个终轧温度才能得到保证。在这种轧制方式中,轧制中断时的钢板厚度没有规定,轧制钢板可以取消常规的正火处理。 热机轧制是在规定的温度范围内按照所规定的压下量进行轧制,又分为两阶段轧制和三阶段轧制。在两阶段轧制中,轧制过程中断一次,并使轧件冷却到下一阶段所要求的轧制温度。在三阶段轧制中,轧制过程中断两次。轧制阶段是由该阶段中预先给定的厚度压下量和完成该厚度压下量时的温度范围决定的。由此产生了中间厚度和各阶段之间的轧制时间。 控轧的目的是在热轧条件下,通过细化铁素体晶粒,生产出韧性好、强度高的钢材。例如,正常轧制工艺铁素体晶粒最好的情况是7~8级,直径大于20μm,而控制轧制工艺得到的铁素体晶粒为12级,其直径为5μm,这样细的晶粒是控制轧制最突出的优点。 控制轧制于控制冷却 1、控制轧制:在热轧过程中,通过对金属加热制度、变形制度和温度制度的合理控制, 使热塑性形变与固态相变相结合,以获得细小的晶粒组织,使钢材具有优异的综合力学性能的轧制技术2、控制冷却:通过对控制轧后的钢材的冷却速度来改善钢材的组织性能。 3、金属的强化:通过合金化,塑性变形和热处理等手段来提高金属的强度。 4、固溶强化:添加溶质元素使固溶体强度提高的方法。 5、韧性:材料在塑性变形和断裂所吸收能量的能力。 6、微合金钢:钢种的合金含量小于0.1%。 7、IF钢:无间隙原子钢 8、不锈钢:具有良好的抗腐蚀性能和抗氧化性的钢。 9、变形抗力:在一定条件下材料变形单位面积的抵抗变形的力。10、在线常化工艺:在热轧无缝钢管中在轧管延伸工序后将钢管按常化热处理要求冷却到某一温度后在进加热炉然后就行减径轧制按照一定的速度冷却到常温。11、变形温度贝氏体处理化工艺:在钢管轧制过程中不直接加热到马氏体温度一下,而是快速冷却带中温以后再置于静止的空气中冷却、以变形奥氏体转变为贝氏体省去回火工序。12、高温变形淬火:钢管在稳定的奥氏体区域变形,而且一般温度在再结晶温度以上然后进行淬火,已获得马氏体组织。13、低温相变淬火:将钢管加热到奥氏体状态,经一段保温冷却到Ac1高于M的某一中间温度进行变形后淬火的工艺。14、非调质钢:将调质钢的化学成分进行调解并对轧制过程进行控制不进行调制其性能达到调制的水平。1、控制轧制是指在热轧过程中通过对金属加热制度,温度制度,保险制度的控制而获得细小的晶粒2、控制冷却是控制轧后钢材的冷却速度来改善组织性能。3、钢材的强化方法有固溶强化,变形强化,沉淀强化,弥散强化,亚晶强化,细晶强化,相变强化。4、影响材料韧性有,化学成分,气体和夹杂物,晶粒细化,形变的影响,形变细化5、动态结晶是晶粒细化提高扩孔性的手段6、控制轧制的目标是为了获得较小的铁素体组织7、加快冷却速度可以获得细小的铁素体晶粒所以不产生奥氏体组织为界限8、贝氏体是结构性能钢有校坏的塑形焊接性能强韧性微合金钢是指钢中的合金元素总量小于0.1%的钢在控制轧制中使用最多的微合金元素有银,钛,钒9、钢通常是指含碳量在0.28-2.1的铁碳合金10、温度小,压下量打,有利于细化晶粒 1、提高金属强度的措施?(1)固溶强化(2)形变强化(3)沉淀强化与弥散强化(4)结晶强化(5)亚晶强化(6)粗变强化。 2、提高教师材料韧性的措施?(1)化学成分(2)气体和夹杂物的影响(3)细晶强化(4)形变的影响(5)相变组织的影响3.、微合金钢的作用?提高材料的强度,韧性降低生产成本4、控制轧制与一般轧制的区别?(1)控制轧制的温度在950-1050温度降低了(2)加入了3V,Nb,Ti等合金元素,使金属的强度和韧性都大大提高(3)控制轧制生产出来的钢材组织性能号成本低5、控制冷却分为哪几个阶段。分别有何作用?三个,第一阶段,控制相变奥氏体组织状态为相变做组织上的准备,第二阶段,通过控制冷却速度和冷却终止温度来控制相变过程以保证冷却得到钢材所需要的组织,第三阶段,对于低碳钢没有什么影响对冷却钢来说在冷却过程中会发生硫物析出,对生成的贝氏体产生轻微的同化效果,对高碳钢来说在冷却过程中会阻止硫化物的析出从而达到保持固溶强化的目的。6、中厚板控制冷却的目的/?(1)控制钢材冷却过程增大过冷度,降低变形奥氏体向铁素体珠光体转变,以得到细状的铁素体晶粒。(2)在奥氏体未再结晶区终轧后快冷,可以将变形奥氏体中的亚结构,强压机制保持相变Tbm组织中进行保持钢的强度。(3)在保持综合力学性能不变的前提下采用控制冷却工艺可以降低钢中的含碳量,提高钢板的焊接性能,低温韧性和冷塑性。(4)在钢核成分不变条件下采用不同的轧后冷却工艺,可以生产不同强度级别的钢板(5)轧后利用在线淬火工艺可以简化工艺节约能耗降低成本。7、中碳钢控制轧制的特点?(10)以铁素体为主的钢以细化铁素体晶粒来提高强度和韧性不论采用哪种控制轧制方法都可以达到目的。(2)以珠光体为主的钢通过控制轧制会使强度降低韧性提高,其强度降低的原因是由于珠光体国内外先进热轧技术综述b
钢材的控制轧制与控制冷却技术
控制轧制的应用分析
钢材轧制控制方法
钢材控制轧制和控制冷却技术
(发展战略)控制轧制和控制冷却技术的新发展
控制轧制于控制冷却
相关主题
文本预览