华侨大学机电学院高分子加工基础模拟试题
姓名
一、填空选择题(22分,每空2分)
1. ABS塑料是丙烯晴、丁二烯、和苯乙烯的共聚物。
2. 热塑性塑料随温度变化,存在三种状态,不同成型加工对应不同的状态,热成型应是
高弹态态;挤出成型应是粘流态。
3. 热固性塑料模压成形时,预压的优点有 A 。
A.加料准确简单 B.避免粉尘飞扬 C.利于传热 D.便于带嵌件制品
4. 熔体沿着螺槽向机头方向的流动形式,属于__B____。
A 逆流
B 正流
C 横流
D 漏流
5. 流体的表观粘度随剪切应力的增加而降低的流体,属于___B____。
A 宾哈流体
B 假塑性流体
C 膨胀性流体
D 触变性流体
6. 柱塞式注射机的注射装置中,设置分流梭的主要目的是 A 。
A增加传热面积 B增加剪切应力 C改变料流方向
7.以下哪种工艺无法生产薄膜 D 。
A.挤出吹塑
B.挤出流延
C.压延成型
D.注射成型
8. 下面属于二次成型的工艺是 D 。
A 注射成型
B 压缩模塑
C 压延成型
D 热成型
二、判断题(10分,每题1分,对打√,错打×)
1.热固性塑料不能采用注射成型工艺来成型。( F )
2.柱塞式注射机相比螺杆式注射机,注射同种材料,控制料筒温度应偏高。(T )
3.热塑性塑料可以采用模压成型。(T )
4.吹塑成型时,聚合物的温度须高于其粘流温度或熔点温度。(T )
5.同一种塑料的流动性是一定的。( F )
6.被挤出的聚合物熔体断面积远比口模断面积大的现象,称为挤出胀大。(T )
7.片材压延成型中,如果不采用补偿技术,会出现是中间变薄的现象。( F )
8.注射成型中塑化压力是小于注射压力的。(T )
9.挤出机可以做为混合塑炼设备使用。(T )
10.热成型时,坯料的温度须高于其粘流温度或熔点温度。( F )
三、名词解释(20分,每题4分)
1.宾哈流体: 当切应力达到某个确定值以后,流体才开始流动,并与牛顿流体一样,其切应力和
剪切变形速率呈线性关系.
2. 铸塑:在一定温度下,通过螺杆搅拌完全熔融的塑料材料,用高压射入模腔,经冷却固化后,得到成型品的方法
3.增塑剂:为降低聚合物的软化温度范围和提高其加工性,柔韧性和延展性,加入的低挥发性或挥发性可忽略的物质
4.二次成型:在一定条件下将一次成型得到的片、板、棒等塑料成品,加热使其处于类橡胶状态,
通过外力作用使其形变而成型为各种较简单形状,再经冷却定型而得新产品
5. 螺杆的压缩比:螺杆压缩比是指螺杆的加料段一个螺槽的容积与均化段(计量段)最后一个螺槽容积的比值
四、简答题(24分,每题8分)
1.混合操作的分类有哪些?各种混合方法的特点是什么?每种混合操作试列举1、2种设备。
试述简单混合和分散混合的区别:简单混合是指使各组分做空间无规分布的的混合,是靠应变作用下置换流动单元位置来实现的,一般在滚筒类或者螺带类捏合机中的混合;分散混合除了简单混合外,还要求混合体系的聚集态尺寸减小,分散混合主要靠剪切力和拉伸力完成,一般是在开炼机,密炼机,单螺杆挤出机,双螺杆挤出机等设备中的混合
2.试分析压延成型中沿压辊轴线方向产品的厚度误差产生原因?并提出几种补偿方案。
主要是由于辊筒的弹性形变和辊筒两端的温度偏低造成的。
解决办法:适当控制辊筒的长径比,从辊筒的材料和结构提高其强度,生产中还采用中高度,轴交叉,和预应力等措施进行纠正,另外,为了弥补辊筒表面的温差,可在温度较低的地方采用红外线或者其他方法作补偿加热
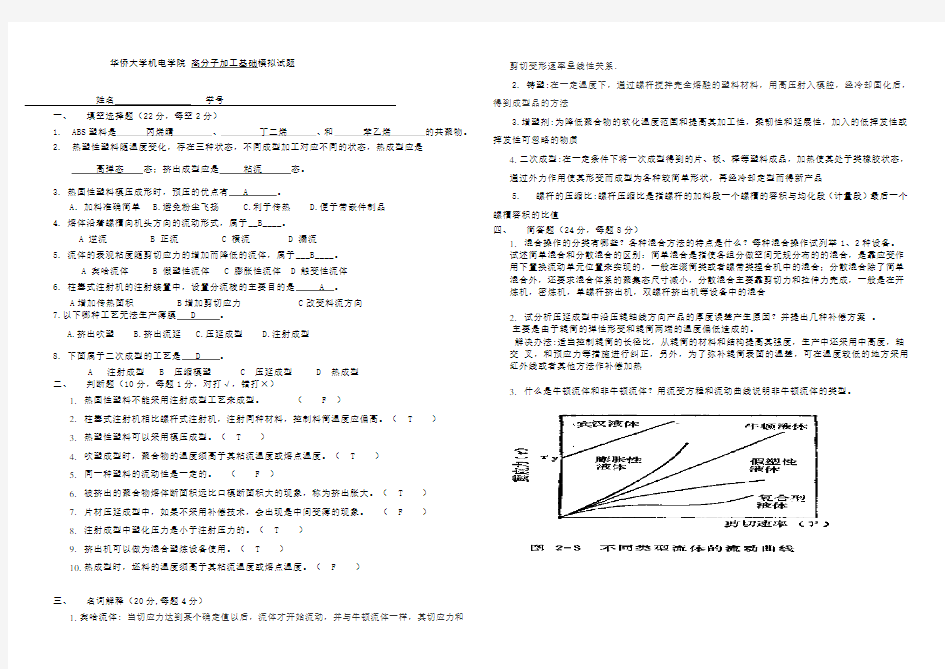
3.什么是牛顿流体和非牛顿流体?用流变方程和流动曲线说明非牛顿流体的类型。
五论述题(24分,每题12分)
1.单螺杆挤出机的基本结构是什么?试讨论螺杆的基本结构及作用。
本结构主要包括:传动装置、加料装置、料筒、螺杆、机头与口模。
加料段(Ⅰ)、压缩段(Ⅱ)、均化段(Ⅲ)
加料段(Ⅰ)作用:将料斗供给的料送往压缩段,塑料在移动过程中一般保持固体状态由于受热而部分熔化。
压缩段(Ⅱ)作用:压实物料,使物料由固体转化为熔体,并排除物料中的空气。
均化段(计量段)的作用:是将熔融物料,定容(定量)定压地送入机头使其在口模中成型。均化段的螺槽容积与加料一样恒定不变
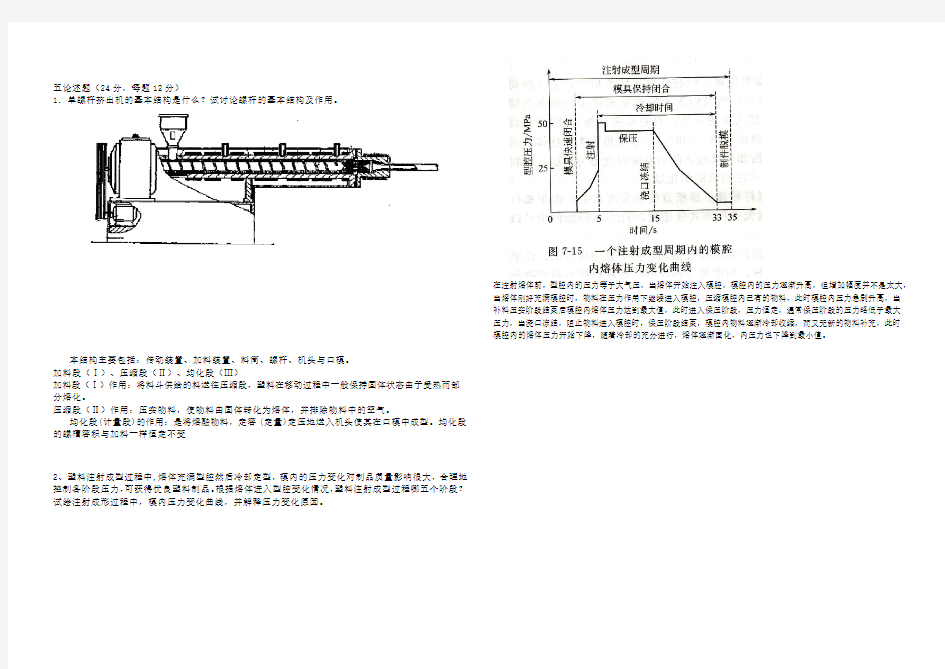
2、塑料注射成型过程中,熔体充满型腔然后冷却定型,模内的压力变化对制品质量影响很大,合理地控制各阶段压力,可获得优良塑料制品。根据熔体进入型腔变化情况,塑料注射成型过程哪五个阶段?试绘注射成形过程中,模内压力变化曲线,并解释压力变化原因。在注射熔体前,型腔内的压力等于大气压,当熔体开始注入模腔,模腔内的压力逐渐升高,但增加幅度并不是太大,当熔体刚好充满模腔时,物料在压力作用下继续进入模腔,压缩模腔内已有的物料,此时模腔内压力急剧升高,当补料压实阶段结束后模腔内熔体压力达到最大值,此时进入保压阶段,压力恒定,通常保压阶段的压力略低于最大压力,当浇口冻结,阻止物料进入模腔时,保压阶段结束,模腔内物料逐渐冷却收缩,而又无新的物料补充,此时模腔内的熔体压力开始下降,随着冷却的充分进行,熔体逐渐固化,内压力也下降到最小值。