豆粕
豆饼:最初通过液压榨取法从大豆中提取豆油和大豆饼,使用这个方向有4-15%的豆油残留在加工后的豆饼中。
豆粕:美国和国外的加工工厂都采用化学浸出法。该方法约有1%的豆油残留在豆饼或豆粕中。这种新的己烷浸出法,首先把大豆破碎、压片、浸出豆油之后,用蒸发法分离溶剂留作重复使用。得到的毛油可以再经过除臭和脱色用作食用。提炼出豆油并蒸发出溶剂后留下的是豆粕。
去皮处理豆粕蛋白提高:豆粕经烘烤和粉碎成为含有44%蛋白质的粉状粕。若加工前先去皮,则可得到蛋白质含量约为48%的豆粕。
膨化豆粕:是在大豆粉碎后加了一道膨化工艺,主要目的是提高油脂的浸提量,同时也提高了豆粕的质量(尿酶活性较低),而且味道比较香。膨化豆粕是大豆榨油后的副产物,大豆膨化后可提高出油率,同时还可破坏豆粕中的抗营养因子,提高营养物质消化率。
颜色:普通豆粕的颜色为浅黄色至浅褐色,彭化豆粕的颜色为金黄色。
浸出大豆粕为大小不一,形状不规则的扁平颗粒,有明显的经液体浸泡后再干燥处理颗粒的特征,颗粒毛糙,但无棱角,一般硬而脆,无油腻感,呈淡黄色或浅黄褐色,豆粕中豆壳碎片通常为卷曲状;
压榨饼粉为挤压小片状或压制成大饼块经粉碎而成的不规则碎片,碎片断面棱角分明。豆饼粉有油腻感,豆壳多与豆仁挤压在一起,颜色一般较豆粕深,呈黄褐色。
豆粕质量:豆粕作为目前最好的植物蛋白饲料,除蛋氨酸略缺乏外,其他各种氨基酸都比较平衡,其质量一方面受各种营养素含量如能量、蛋白质、纤维素等的影响,另一方面受加工的影响。加热不足,造成豆粕偏生,抗胰蛋白酶活性较强;加热过度,造成豆粕过熟。无论那种情况,都会影响氨基酸利用率和代谢能值,进而影响畜禽生产性能,降低饲料的转化效率。
判断豆粕加热不足的主要指标是尿酶活性。其原理是大豆中含有不等量的尿酶,尿酶本身无营养意义,但它与抗胰蛋白酶的含量接近,而且遇热变性失活的程度与抗胰蛋白酶相似,因此,尿酶活性用来作为豆粕加热是否偏生的间接估测指标。抗胰蛋白酶和尿酶活性不仅受加热温度的影响,还受到加热时间及水分含量的影响,水分含量越低,抗胰蛋白酶和尿酶活性的破坏程度越小。
豆粕是否加热过度需要用另一个指标--蛋白溶解度来检验。豆粕在高压下过度加热对赖氨酸、胱氨酸的浓度以及消化率都有很大的负作用,对蛋氨酸和苏氨酸的影响不大。除了温度和压力,豆粕的粉碎粒度也影响蛋白溶解度的数值,随着粒度的减小,蛋白溶解度值增大,因此测定蛋白溶解度时样品应过60目筛。
可以看出,尿酶活性和蛋白溶解度是评定豆粕质量的两个常用指标。其中尿酶活性是鉴定豆粕加热是否不足以及对其中所含抗营养因子破坏程度的一个指标,由于它没有负值,所以对加热过度的豆粕意义不大。而蛋白溶解度可以区别加热过度的严重程度,同时也可以鉴别生大豆或加热不足的豆粕,但不够灵敏。在实际生产中,建议采购豆粕时对这两个指标都要测定。豆粕的质量对家禽生产性能影响显著,加热不足或过度均可降低蛋鸡的产蛋率、肉鸡增重以及饲料转化率。配制无鱼粉日粮时,更应控制豆粕质量,以获得理想的饲喂效果。
掺假豆粕分辨方法
目前,大豆价一涨再涨,豆粕也随之水涨船高。豆粕是大豆榨油后的剩余物,所含的蛋白
质含量通常都在40%以上,是加工饲料的最好植物蛋白原料。但如何才能采购到优质豆粕呢?
外观鉴别法。对饲料的形状、颗粒大小、颜色、气味、质地等指标进行鉴别。豆粕呈片状或粉状,有豆香味。纯豆粕呈不规则碎片状,浅黄色到淡褐色,色泽一致,偶有少量结块,
闻有豆粕固有豆香味。反之,如果颜色灰暗、颗粒不均、有霉变气味的,不是好豆粕。而掺入了沸石粉、玉米等杂质后,颜色浅淡,色泽不一,结块多,可见白色粉末状物,闻之稍有豆香味,掺杂量大的则无豆香味。如果把样品粉碎后,再与纯豆粕比较,色差更是显而易见。在粉碎过程中, 假豆粕粉尘大,装入玻璃窗口中粉尘会粘附于瓶壁,而纯豆粕无此现象。用牙咬豆粕发粘,玉米粉则脆而有粉末。
外包装检查法。颗粒细、容量大、价格廉,这是绝大多数掺杂物所共同的特点。饲料中掺杂了这类物质后,必定是包装体积小,而重量增加。豆粕通常以60公斤包装,而掺入了大量沸石之类物质后,包装体积比正常小。
水浸法。取需检验的豆粕(饼)25克,放入盛有250毫升水的玻璃杯中浸泡2-3小时,然
后用手轻轻摇晃则可看出豆粕(碎饼)与泥沙分层,上层为豆粕,下层为泥沙。
显微镜检查法。取待检样品和纯豆粕样品各一份,置于培养皿中,并使之分散均匀,分别放于显微镜下观察。在显微镜下可观察到:纯豆粕外壳内外表面光滑,有光泽,并有被针刺时的印记,豆仁颗粒无光泽,不透明,呈奶油色;玉米粒皮层光滑,并半透明,并带有似指甲纹
路和条纹,这是玉米粒区别于豆仁的显著特点。另外,玉米粒的颜色也比豆仁深,呈桔红色。
碘酒鉴别法。取少许豆粕(饼)放在干净的瓷盘中,铺薄铺平,在其上面滴几滴碘酒,过1
分钟,其中若有物质变成蓝黑色,说明掺有玉米、麸皮、稻壳等。
容重测量鉴别法。饲料原料都有一定的容重,如果有掺杂物,容重就会发生改变。因此,测定容重也是判断豆粕是否掺假的方法之一。具体方法为:用四分法取样,然后将样品非常轻而仔细地放入1000ml的量筒内,使之正好到1000ml刻度处,用匙子调整好容积,然后将样品从量筒内倒出,并称量。每一样品重复做3次,取其平均值为容量,单位为g/l。一般纯大豆粕容重为594.1g/l-610.2g/l,将所测样品容重与之相比,若超出较多,说明该豆粕掺假。
生熟豆粕检查法。饲料应用熟豆饼做原料,而不用生豆饼,因生豆饼含有抗胰蛋白酶、皂角素等物质,影响畜禽适口性及消化率。方法是取尿素 0.1克置于250ml三角瓶中,加入被
测豆粕粉0.1克,加蒸馏水至100ml升,盖上瓶塞于45℃水中温热1小时。取红色石蕊试纸
一条浸入此溶液中, 如石蕊试纸变蓝色,表示豆粕是生的,如试纸不变色,则豆粕是熟的。
第一部分:国内市场现状 一、豆粕现货市场格局 2003年以前,国内豆粕价格波动波澜不惊,平稳而缓慢。进入2003年后国内豆粕市场价格波动剧烈,极端时候甚至出现过当日现货报价涨跌100元/吨的惊人之举,而且呈现出急涨阴跌的特征。 原因如下: 1、油脂压榨行业格局变化 国内压榨行业2002年后迅速发展,目前已经相成8000万吨/年的压榨能力,虽然远大于3000万吨/年的实际压榨需求,但东南沿海大量大型压榨企业的运营,彻底改变了国内压榨行业主要依靠国产大豆压榨的局面,大豆压榨行业整体80%左右的原料依靠进口大豆。压榨行业的扩张,导致豆粕供应量的增加,目前已经成为豆粕净出口国,同时与CBOT市场大豆联动性增强 2、饲料需求的扩张 由于 高速发展,消费水平的提高和消费结构的转变,导致肉、蛋、奶、禽的消费量逐年增长,拉动了饲料用豆粕的需求。2000年,国内豆粕消费量仅1500万吨不到,今年预计豆粕消费量将达到2800万吨左右,年均递增10%以上。 3、饲料企业分布特点 国内饲料企业呈现集团化,分散生产的特点。在长期市场竞争中,出现了像希望、六和、正大、温氏这样的饲料企业集团。但是这四大集团的生产,却是由分散在全国各地的若干中、小饲料生产企业完成的。这些中小型生产企业对原料豆粕的采购,基本是分散、独立地进行。在与大型压榨企业豆粕定价权的较量中,明显处于弱势地位。
豆粕合约日线走势图(来源:大连商品交易所) 二、豆粕定价机制及其影响因素 1、进口成本 中国榨油用大豆主要靠进口的现实,决定了中国的榨油用大豆价格主要取决于国际市场大豆的价格,进口大豆成本很大程度上决定了下游产品尤其是豆粕的销售价格。 目前进口大豆的基本定价方式: 进口成本=CBOT大豆价格+综合基差 (运达中国港口的综合基差:包括海湾基差和海运费用) 简单地看,进口大豆成本就是CBOT大豆期货价格加上到中国的升贴水。相对于廉价的农产品,目前升贴水约占大豆进口成本的20%左右。它的变化对进口成本有重要影响。 2、压榨利润 目前的压榨企业都是根据压榨利润来调节生产节奏。当压榨利润较高时压榨企业会积极生产,从而导致后期豆粕供应增加,形成供应压力,压榨企业尽量低价销售,回笼资金。在压榨利润较低或者为负时,压榨企业消极生产甚至停机,导致后期豆粕供应量下降,短期供应紧张促使豆粕价格趋涨。而压榨利润的好转又会促使压榨企业积极生产。这个过程不断地循环往复。 2005年以来进来大豆周榨油毛利走势图(来源:大连商品交易所) 从图表来看,压榨收益(毛利)大部分时间在—50至200之间波动,高于200和低于—50的次数都不多。 其他影响因素:
发酵豆粕各项指标检测方法与标准 发酵工艺2010-12-31 15:16:17 阅读86 评论0 字号:大中小订阅 1、水份、粗蛋白、粗脂肪、粗纤维、灰份、钙和磷的分析方法全部采用国标法。 2、总有机酸测定采用氢氧化钠滴定的方法和乳酸测定采用气象色谱。 3、pH的测定采用玻璃电极pHS-3C型pH计测定。 4、可溶蛋白的测定方法 5、小肽含量的测定 水份的测定 水份测定直接参见国标 测定完水分后的样品需要测定其中的总有机酸的含量,其数值为A,并计算有机酸的挥发量。 水份含量的计算时应当扣除这部分有机酸的挥发量,否则会出现水分超标现象。 总有机酸检测 试剂:NaOH标准溶液(邻苯二甲酸氢钾标定),酚酞指示剂 仪器:磁力搅拌器离心机 方法: (1)取发酵后鲜样品15g 置于150ml烧杯中加入溶于100ml去离子水,在磁力搅拌器上浸提30min。(2)取部分浸提样离心10min(3000r/min)。 (3)取上清液15ml, 加30ml去离子水稀释(以消除底色的影响),加酚酞指示剂四滴,用0.1molNaOH 标准溶液滴定,并记录到终点消耗NaOH体积。(终点到溶液呈现粉红) 计算 乳酸(%)=N(NaOH)×V(NaOH) ×0.09008/15×115/15g N(NaOH):NaOH标准溶液的浓度; V(NaOH) :消耗NaOH标准溶液体积; 0.09008:乳酸的毫克当量。 0.1mol氢氧化钠的配制与标定 1、配制:称取9.6g氢氧化钠,溶于100ml水中,摇匀,注入聚乙烯容器中,密闭放置至溶液清亮。用塑料管虹吸5ml的上清液,注入2000ml无二氧化碳水中(将去离子水煮沸5分后冷却),摇匀。 2、标定 称取0.67g于105~110℃烘至恒重的基准的邻苯二甲酸氢钾,准确至0.0001g,溶于50ml的无二氧化碳水中,加4滴酚酞指示剂(0.1%),用配制好的氢氧化钠溶液滴定至溶液呈粉红色,同时作空白试验。 3、计算 氢氧化钠标准溶液的浓度按下式计算 c(NaOH)=m/(V1-V2)×0.2042 式中c(NaOH)——氢氧化钠标准溶液之物质的量的浓度,mol/l; V1——滴定用邻苯二甲酸氢钾之用量,ml; V0——空白试验氢氧化钠溶液之用量,ml; m——邻苯二甲氢钾之质量,g; ? 0.2042——与1.00ml氢氧化钠标准液[c(NaOH)=1.000mol/l]相当的以克表示的邻苯二甲氢钾之用量。 0.1%酚酞指示剂的配制:称取1.000克酚酞,溶解与100ml95%的试剂酒精中,混匀即得。
豆粕营养成份及标准 [关键词]豆粕标准 植物蛋白类 植物性蛋白亦是提供饲料蛋白质的主要来源,其与鱼粉在饲料的关系中互为消长,而豆类及油实类等油脂含量丰富者,在采油后所得到的油粕类,通常蛋白质含量高,普通用来补给蛋白质,是极有用处的饲料来源。惟这些油粕类的饲料价值常视其成分、营养价,适口性、不良因子等而有差异。 系指大豆采油过的残渣经过适度加热、干燥、粉碎者。大豆粕是鸡、猪、牛适口性良好的蛋白质源。黄豆粕之粗蛋白质含量约45%,其消化率高达85-92%。黄豆内存在着非营养成分的urease等酵素,trypsininhibiter,且活性很高,在生的情况下会阻碍消化率,雏鸡、子猪的发育。黄豆粕经过某种程度加热后,成长阻碍因子即失去活性,且饲料价值提高,但视其制造工程宫之加热条件面品质受到影响。其指标是使用水溶性氮素指数(NSI),ursease活性,trypsihninhibiter含量,通常NSI25%以下为一个指标。牛方面,加热不充分之urease 活性高者不能使用于尿素配合饲料。 豆粕的自然属性 1、物理性质 颜色:浅黄色至浅褐色,颜色过深表示加热过度,太浅则表示加热不足。整批豆粕色泽应基本一致。 味道:具有烤大豆香味,没有酸败、霉败、焦化等异味,也没有生豆腥味。 质地:均匀流动性好,呈不规则碎片状、粉状或粒状,不含过量杂质。 比重:0.515?/FONT>0.65Kg/l 2、化学成份 豆粕中含蛋白质43%左右,赖氨酸2.5%~3.0%,色氨酸 0.6%~0.7%,蛋氨酸0.5%~0.7%,胱氨酸0.5%~0.8%;胡萝卜素较少,仅0.2~0.4mg/Kg,流胺素、核黄素各3~ 6mg/Kg,烟酸15~30mg/Kg,胆碱2200~2800mg/Kg。豆粕中较缺乏蛋氨酸,粗纤维主要来自豆皮,无氮浸出物主要是二糖、三糖、四糖,淀粉含量低,矿物质含量低,钙少磷多,维生素A、B、B2较少。表2反映的是豆粕与其他各种油粕的组成比较。 去皮与带皮豆粕组成比较 原蛋白质 CrudeProteinExtract 以太纤维 EtherFiber% 粗纤维 Crude% 能量 Energy(kcal/kg)带 皮 豆 粕 44.0(8)0.5(10)7.0(7)2240(8) 去 皮 豆 粕 48.5(10) 1.0(7) 3.0 (10) 2475(10) 带皮与去皮豆粕氨基酸组成比较 带皮豆粕去皮豆粕精氨酸 3.4 3.8 赖氨酸 2.9 3.2 蛋氨酸0.650.75 胱氨酸0.670.74 色氨酸0.60.7 组氨酸 1.1 1.3 亮氨酸 3.4 3.8 异亮氨酸 2.5 2.6 苯丙氨酸 2.2 2.7 苏氨酸 1.72 总价值 2.4 2.7 豆粕在饲养中的应用 大约85%的豆粕用于家禽和猪的饲养。豆粕中富含的多种氨基酸对家禽和猪摄入营养很有好处。实验表明,在不需额外加入动物性蛋白的情况下,仅豆粕中含有的氨基酸就足以平衡家禽和猪的食谱,从而促进它们的营养吸收。在生猪饲料中,有时也会加入动物性蛋白作为额外的蛋白质添加剂,但总体看来,豆粕得到了最大限度的利用。只有当其他粕类单位蛋白成本远低于豆粕
发酵豆粕检测方法 (参考)
目录 1.检测用仪器简介 (2) 2.变性聚丙烯酰胺凝胶(SDS-PAGE)电泳 (3) 3.Elisa 大豆球蛋白(酶联免疫法) (6) 4.小肽的检测(酸溶蛋白) (10) 5.寡糖的检测——薄板层析法(TLC) (11) 6.乳酸的检测 (12) 7.蛋白溶解度的检测(PS) (13) 8.发酵豆粕蛋白溶解度的检测(改良) (14) 9.水溶性蛋白的检测 (15) 10.挥发性盐基氮(VBN) (17) 11.PH 值测定 (19) 12.水苏糖含量的测定 (20) 13.水分、粗蛋白、粗灰分、粗纤维、尿素酶活性的检测 (20)
1、检测用仪器简介
2、变性聚丙烯酰胺凝胶(SDS-PAGE)电泳 聚丙烯酰胺凝胶(SDS-PAGE)是对蛋白质进行量化,比较及特性鉴定的一种经济、快速而且可重复的方法。通过对电泳条带的观察和分析,可以很明显的看出发酵前后或不同产品的抗原蛋白含量。 一、原理 SDS—聚丙烯酰胺凝胶(SDS-PAGE)电泳主要依据蛋白质的分子量对豆粕中的抗原蛋白进行分离。SDS 与蛋白质的疏水部分相结合,破坏其折迭结构,并使其稳定地存在于一个广泛均一的溶液中。SDS—蛋白质复合物的长度与其分子量成正比。由于在样品介质和聚丙烯酰胺凝胶中加入离子去污剂和强还原剂,蛋白质亚基的电泳迁移率主要取决于亚基分子量的大小,而电荷因素可以被忽略。SDS—PAGE 因易于操作和用途广泛,成为许多研究领域中一种重要的分析技术。 二、仪器 1、电泳仪及电泳槽 2、振荡器 3、离心机(10000 转) 4、移液枪(大、中、小) 5、离心管(7ml、5ml 或 1.5ml、1ml) 三、试剂: 1、单体母液:100ml 丙烯酰胺(ACR)30g 甲叉双丙烯酰胺0.8g 去离子水定容至100ml,棕色瓶4℃下存放。可保存 3 个月。 2、分离胶缓冲液(4×)(PH=8.8)100ml Tris-base(1.5mol/L)18.17g SDS 0.4g 浓 HCL 调节 PH 至 8.8,定容至 100ml,过滤,4℃存放。 3、浓缩胶缓冲液(4×)(PH=6.8)100ml Tris-base(0.50mol/L) 6.06g SDS 0.4g 浓 HCL 调节 PH 至 6.8,定容至 100ml,过滤,4℃存放。 4、10%(w/v)过硫酸铵1ml 过硫酸铵0.1g
发酵豆粕中抗原蛋白的定性检测 ——SDS-PAGE法 1.适用范围 本标准适用于测定发酵豆粕中抗原蛋白的定性检测。 2.仪器设备 2.1蛋白电泳仪: 2.1.1 电泳仪;(建议使用:北京六一仪器DYY-2C型) 2.1.2 电泳槽;(建议使用:美国伯乐公司的mini型) 2.2 25μl微量进样器; 2.3 制胶装置;(与电泳槽配套出售,包括玻璃板(厚度分别为1.0 mm和 1.5mm各一套),梳子,拨胶板) 2.4 移液枪(1000μl,200μl,10μl)以及其配套枪头;(属于常规实验耗材) 3.试剂 3.1 丙烯酰胺、甲叉双丙烯酰胺、过硫酸铵、TEMED;(建议购至上海申能博彩,Chemisonic 进口分装,必须要进口的产品!国产做出来的结果很差);分析纯; 3.2 无水酒精,分析纯; 3.3 甘氨酸,分析纯; 3.4 Tris,分析纯; 3.5 考马斯亮兰R250,分析纯; 3.6甲醇,分析纯; 3.7 冰醋酸,分析纯; 3.8 甘油(丙三醇),分析纯; 3.9 β-巯基乙醇,分析纯; 3.10 溴酚蓝,分析纯; 3.11 HCl,分析纯; 4.试剂的配置 4.1 SDS-PAGE溶液的配制: 30%丙烯酰胺的配制:丙烯酰胺 30.0g N’N-甲叉双丙烯酰胺 0.8g
去离子水定容至100ml 4.2 10%过硫酸铵:将1g过硫酸铵溶于10.00ml去离子水中。 2.00mol/L Tris-HCl(pH=8.8):称取Tris 121.14g溶于500mL蒸馏水中,用浓盐酸 调节pH至8.8(要求准确)。 1.00mol/L Tris-HCl(pH=6.8):称取Tris 60.57g溶于500mL蒸馏水中,用浓盐酸 调节pH至6.8(要求准确)。 10%SDS:称取5gSDS溶于50ml蒸馏水中。 1.0% 溴酚兰:称取0.05g溴酚兰溶于5ml蒸馏水中。 4.3 染色液:考马斯亮兰R250 0.25g 甲醇 45.40ml 冰醋酸 9.20ml 水 45.40ml 4.4 脱色液:甲醇 456.0ml 冰醋酸 72.0ml 水 472.0ml 4.5 4×分离胶缓冲液:2.00mol/L Tris-HCl(pH=8.8) 75ml 10%SDS 4ml 蒸馏水 21ml 10%过硫酸铵 5ml 4.6 4×堆积胶缓冲液:1.00mol/L Tris-HCl(pH=6.8) 50ml 10%SDS 4ml 蒸馏水 46ml 10%过硫酸铵 5ml 4.7 电泳缓冲液: Tris 3.0g 甘氨酸 14.4g SDS 1.0g 定容至1L,用HCl调节pH为8.3。
饲料用大豆粕国家标准 一、主题内容与适用范围 本标准规定了饲料用大豆粕的质量指标及分级标准。 本标准适用于以大豆为原料以预压—浸提或浸提法取油后所得饲料用大豆粕。 二、引用标准 GB 5490-5539 粮食、油料及植物油检验 GB 6432-6439 饲料粗蛋白、粗脂肪、粗纤维等项测定方法 GB 8622 大豆制品中尿素酶的活性测定 三、感官性状 本品呈浅黄褐色或淡黄色不规则的碎片状,色泽一致,无发酵、霉变、结块、虫蛀及异味异嗅。 四、水分 水分含量不得超过13.0% 五、夹杂物 不得掺入饲料用大豆粕以外的物质,若加入抗氧化剂、防霉剂等添加剂时,应做相应的说明。 六、质量指标及分级标准 1.以粗蛋白质、粗纤维、粗灰分为质量控制指标,按含量分为三级,见下表。 表1 配合饲料、浓缩饲料和预混合料产量(万吨) 年份配合饲料浓缩饲料预混合料 1990 3122 50.82 21.01 1999 5600 1000 160 3.三项质量指标必须全部符合相应等级的规定。
4.二级饲料用大豆粕为中等质量标准,低于三级者为等外品。 七、脲酶活性允许指标 1.脲酶活性定义为在30?5?和pH值等于7的条件下,每分钟每克大豆粕分解尿素所释放的氨态氮的毫克数。 2.饲料用大豆粕的脲酶活性不得超过0.4。 八、检验 1.水分、粗蛋白质、粗纤维、粗灰分的检验,按照GB6432-6439的有关规定执行。 2.脲酶活性的检验按GB 8622执行。 九、卫生标准 应符合中华人民共和国有关饲料卫生标准的规定。 十、包装、运输和储存 饲料用大豆粕的包装、运输和储存,必须符合保质、保量、运输安全和分类,分级储存的要求,严防污染。 中华人民共和国农业部1998-10-11批准,1989-09-01实施。
菜籽粕基础知识 发布时间:2014-02-12 来源:首创期货点击量:454 第1章菜籽粕概述 1.1菜籽粕定义和分类 1.1.1菜籽粕定义 油菜籽经过机械压榨提取油脂后的残渣称为菜籽饼,菜籽饼中仍含有大量油脂,通常需经过溶剂浸出进一步提取剩余油脂,菜籽饼浸出提油后的残渣称为菜籽粕。 菜籽粕一般呈黄色或浅褐色,形状为碎片或粗粉末并夹杂小颗粒。 1.1.2菜籽粕分类 根据菜籽粕中芥酸和硫代葡萄糖甙含量不同,通常将菜籽粕分为:普通菜籽粕和“双低菜籽粕”。 1.2菜籽粕成分 1.2.1菜籽粕主要成分 普通菜籽粕主要成分含量为:粗蛋白质含量35-40%,碳水化合物含量20-25%,粗灰分含量5-8%,粗脂肪含量1-3%,水分含量低于12%。 1.2.2菜籽粕中营养成分 1、蛋白质 菜籽粕的主要营养成分为蛋白质,是一种重要的饲料蛋白原料。一般菜籽粕粗蛋白含量在35-40%。菜籽蛋白氨基酸组成较平衡,几乎不存在限制性氨基酸。菜籽蛋白效价为3-5,比大豆蛋白还高。与其它油料粕相比,菜籽粕中的含硫氨基酸含量最高,其次蛋氨酸、赖氨酸含量也较高。表1-1为菜籽粕、豆粕、花生粕和棉籽粕中蛋白质和主要氨基酸含量。 2、碳水化合物 菜籽粕含有超过20%的碳水化合物,可作为动物饲料的部分能量来源,但由于粗纤维含量较高,一般在10-14%,加上8%左右的不易消化的戊聚糖,导致其有效能值相对较低。可利用能量水平低于豆粕和花生粕,但高于棉粕。 3、矿物质 菜籽粕中含有多种矿物质,尤其是中钙、磷、硒、锰含量较高,铁和锌含量也较高,但磷含量的60-70%属植酸磷,利用率相对较低。 4、维生素 菜籽粕中维生素含量较高,尤其是烟酸、胆碱、叶酸、核黄素、硫胺素含量高均比豆粕高。 1.2.3菜籽粕抗营养因子及其危害 菜籽粕中最主要抗营养因子为硫代葡萄糖苷,此外,还含有植酸、单宁、芥子碱、皂素等抗营养因子。 硫代葡萄糖苷是一种含硫化合物,其本身无毒,但在加工过程中和共存的酶作用下会使其水解成腈、硫氰酸酯、异硫氰酸酯、恶唑烷硫酮等有毒物质。其中腈的毒性最大,约为恶唑烷硫酮的5-10倍。它能抑制动物的生长并引起动物的肝和肾肿大,且单胃动物的胃环境有利于腈的产生。硫氰酸酯是与碘的形状和大小相似的单价离子,在血液中含量多时可与碘竞争而浓集到甲状腺中去,抑制甲状腺滤泡细胞浓集碘的能力,从而导致甲状腺肿大,同时也使动物生长速度降低。异硫氰酸酯多数不溶于水具有挥发性,采用加热
豆粕概述 豆粕是大豆经提取油后的副产品,各类油粕中用途最广的一种。豆粕的需求,主要集中在饲养业与饲料加工业,大约85%的豆粕用于家禽和生猪的饲养。根据提取方法不同可将豆粕分为一浸豆粕和二浸豆粕:用浸提法提取豆油后得到的副产品为一浸豆粕;压榨取油后再经过浸提取油后得到的副产品称为二浸豆粕。一浸豆粕的生产工艺较为先进,蛋白质含量高,是目前国内外现货市场上流通的主要产品。 豆粕一般加工流程为:油脂厂购入大豆→去杂→破碎→加温并调整水分含量→压成片并继续调整水分→加溶剂喷淋以淬取豆油→脱溶剂→豆粕生成(去皮豆粕是先去皮后浸提)。 1.豆粕的分类及区别 饲料用大豆粕(GB/T19541-2004)将豆粕分为普通豆粕和去皮豆粕两种,具体技术指标见表1。 表1 技术指标及质量分级 带皮大豆粕去皮大豆粕 项目 一级二级一级二级 水分/(%) ≤12.0≤13.0≤12.0≤13.0 粗蛋白质/(%) ≥44.0≥42.0≥48.0≥46.0 粗纤维/(%) ≤7.0≤3.5≤4.5 粗灰分/(%) ≤7.0≤7.0 尿素酶活性(以氨态氮计)/[mg/min·g] ≤0.3≤0.3 氢氧化钾蛋白质溶解度/(%) ≥70.0≥70.0 注:粗蛋白质、粗纤维、粗灰分三项指标均以88%或者87%干物质为基础计算与普通豆粕相比,去皮豆粕是采用先去皮后浸提的加工工艺生产而成;加工中分离出的豆皮约占大豆重量的8%,占大豆体积的10%。由于豆皮的主要组分是细胞壁或植物纤维素,很难被猪、鸡等单胃动物消化吸收,因此去皮豆粕具有粗蛋白质和氨基酸含量高、粗纤维含量低、氨基酸消化利用率高的优点。除此之外,去皮豆粕最主要的优势还在于其本身含有较高的能量和蛋白质,从而在配方中留出了更多的空间来容纳玉米,并减少价格昂贵的油脂用量。
饲料原料质量鉴定方法 (一)感官坚定 感官鉴定又称经验鉴定,是凭借人的五官来鉴定饲料质量的方法。要求平时注意观察各种饲料,在充分了解和掌握各种饲料的基本特征基础上,才能做到快速、准确地判断原料的质量优劣。 1.眼观(视觉) 观察饲料原料的形状、色泽、有无霉变、虫蛀、有无异物、硬块、夹杂物等。花生饼、胡麻饼、芝麻饼很容易发霉,特别是饼粕裂缝中常有黄曲霉污染。豆饼掺假的很多,有的豆饼中掺入玉米、豆皮、沙子、其他饼类等,需要把饼掰开,细心观察就会发展 2.舌舔(味觉) 通过舌舔或牙咬来检查饲料有无刺激的恶味、苦味或其他异味。如发霉的豆饼、棉籽饼、胡麻饼、芝麻饼等,若把饼外的绿霉擦去,用眼不易看出,通过舌舔和牙咬就会尝到刺激性的恶味。 3.鼻闻(嗅觉) 用鼻子来嗅闻饲料是否具有原料物质的固有气味,并确定有无霉味、氨臭味、发酵酸味、焦糊味、腐败臭味或其他异味。特别是对鱼粉、肉骨粉、蚕蛹粉、骨粉及油脂类的鉴别,要注意利用嗅觉来鉴定是否腐败变质。鉴别时应避免环境中其他气味的干扰。 4.手摸(触觉) 将饲料放在手上,用指头捻,通过感触来觉察其粒度的大小、硬度、黏稠性、有无夹杂物及水分的多少等。 (二)物理鉴定 1.筛分法 利用各种大小的筛子(如10目、20目、30目等)将原料过筛,观察饲料原料的粒度、搀杂物的种类及比例等。用这种方法能分辩出用肉眼看不出来的异物。 2.容重法 各种饲料原料都有其固有的容重,通过测量容重并与标准容重相比较,可鉴别饲料原料是否含有杂质或搀杂物。常见饲料原料的容重见下表。 常见风干饲料原料容重(g/L) 饲料原料容重饲料原料容重饲料原料容重 玉米626 大豆737~769 血粉616 去皮玉米720 脱壳大豆642 羽毛粉546 玉米粉544~576 大豆皮粉320 奶粉320 玉米芯粉400 溶剂浸提大 豆粕44% 561~609 干燥乳清粉561~737 带芯玉米粉578 溶剂浸提大 豆粕50% 657~673 乳糖730 玉米麸质粉482 棉籽粕593~641 骨粉801~961 干燥玉米酒糟400~416 棉籽饼641~721 牡蛎壳粉(小 于1cm) 849 玉米胚芽粕56 棉籽壳193 贝壳粉1600 玉米蛋白粉512~688 脱壳花生240~304 石粉1300~1550 小麦610~626 带壳花生272~384 碳酸钙201 小麦麸176~256 花生饼粕466 脱氟磷554 小麦粉609~625 干燥甜菜粕176~256 脱氟磷酸氢 钙 1200 小麦标准粗 粉 288~400 干燥柠檬粕328 双飞粉1350
豆粕发酵产业现状、存在问题及发展对策 陇东学院2013级农学石锁强 【摘要】:本文综述了发酵豆粕的生产现状及其生产工艺,分析了影响发酵豆粕品质的发酵菌种、水分、温度、批量大小、发酵设备等因素及传统发酵豆粕生产过程中存在的不足,如蛋白质含量低、抗营养因子去除不彻底、适口性差及成本高等问题,并对发酵豆粕的市场前景做了进一步展望。 【关键词】:豆粕固体发酵饲料抗营养因子 1.1 豆粕及发酵豆粕简介 1.1.1 豆粕简介 豆粕是大豆经提取豆油后得到的副产品。研究表明,其营养成分主要有蛋白质40%~44%,脂肪1%~2%、碳水化合物10%~15%,赖氨酸2.5%~3.5%,色氨酸0.6%~0.7%,蛋氨酸0.5%~0.7%,胱氨酸0.5%~0.8%,以及多种矿物质、维生素和必需氨基酸,营养成分比较齐全且均衡,还含有异黄酮、磷脂等生物活性物质[l]。 1.1.2 我国饼粕资源开发利用现状 因为饼粕在生产应用中的诸多优势,使得其在代替鱼粉制造发酵蛋白饲料方面的应用开始受到了越来越多的关注,虽然饼粕的发酵生产发展迅猛,但毕竟还处于发展的初期,还存在许多问题[2],主要包括:①粗纤维含量高达14%以上,蛋白质含量20%-40%不等,有效能值不到豆粕的70%,由于残留皮壳,饼粕颜色发黑,严重影响其商品价值;②饼粕的蛋白质(氨基酸)消化利用率低,只有30%-60%,均明显低于鱼粉及豆粕等优质蛋白质饲料资源;③低质饼粕中有毒有害物质含量高。不仅严重影响畜禽生产性能,还会损害动物器官,影响动物的生长发育,甚至导致动物死亡。
1.1.3 发酵豆粕简介 (1) 发酵豆粕 发酵豆粕又名生物肽,生物豆粕,生物活性小肽,大豆肽[3]。是指利用有益 微生物发酵低质豆粕,去除多种抗营养因子,同时产生微生物蛋白质,丰富并平 衡豆粕中的蛋白质营养水平,最终改善豆粕的营养品质,提高饲料效率。发酵豆 粕含益生菌、酶、水溶性维生素、肽、氨基酸、大豆异黄酮等功能成分。这对动 物的生长十分有利。另外在发酵过程中产生的酸味物质,对于幼龄动物,具有明 显的诱食效果。并且,由于部分碳水化合物被降解,豆粕致密结构变得疏松,适 口性显著提高。 (2) 发酵豆粕的特点 豆粕经过发酵产生了一减一增的双重功效[4]:一减,是将豆粕中的抗营养因 子降解为动物可利用的营养素;一增,是较普通豆粕增加了活菌、肽、氨基酸、 活性酶、乳酸、维生素、大豆异黄酮等活性因子。相比于普通豆粕,发酵豆粕具 有以下优点。 ①能有效去除豆粕中的抗营养因子,其对动物的生理效应[5]见表1-1。通过 微生物发酵技术,可将豆粕中目前已知的多种抗原进行降解,有效去除豆粕中的 抗营养因子。微生物发酵法降解豆粕中抗营养因子主要通过微生物及其产生的代 谢产物对抗营养因子的降解来实现,部分对热敏感的抗营养因子,通过加热途径 即可将其去除。 表1-1 大豆中抗营养因子及其对动物的生理效应 抗营养因子名称生理效应 降低胰(糜)蛋白酶活性,生长迟缓,胰腺增生、肿大胰蛋白酶抑制因 子 大豆凝集素肠壁损伤,免疫反应,增加内源氮排出量,增加内源蛋白分泌 抗原蛋白免疫反应,影响肠壁完整性 单宁通过形成蛋白质-碳水化合物复合物,影响蛋白质和碳水化合物的 消化 皂甙溶血,影响肠道渗透性
目前我国豆粕的生产与消费情况 1. 生产情况 美国、巴西、阿根廷、中国、印度、欧盟等国是世界主要的豆粕生产地区,一直以来,美国豆粕产量占全球30%以上的份额。近几年,中国压榨行业快速发展,中国豆粕的发展速度保持了约20%的年增长速度。 我国是豆粕的生产大国。2000年起,我国豆粕的年产量首次突破1,500万吨,2001年后,豆粕产量出现持续快速增长趋势。2004年豆粕产量首次超过巴西与阿根廷,仅次于美国,居世界第二位。 在国内豆粕产量迅猛发展的同时,我国豆粕生产布局也发生了根本性的转变,90年代中期以前东北三省是我国豆粕主要生产基地,产量约占全国60%以上,而到2002年以后,随着沿海地区压榨企业的快速发展,山东、江苏、广东等沿海地区已取代东北地区成为我国主要的豆粕生产基地。 豆粕总产量的变化 在90年代前期,随着国内豆油需求量的快速增长和饲料行业的快速发展,我国大豆压榨数量的增长速度也加快,豆粕产量每年都在显著增加。1990年,我国豆粕产量超过400万t,1993年的豆粕产量已超过600万t。一年后,豆粕产量登上700万t台阶。此后,由于国内油脂工业和饲料行业发展速度放慢,豆粕产量出现徘徊。直到1998年,由于大豆进口量的明显增长,我国豆粕总产量才超过800万t。至此,国内大豆加工和豆粕生产规模又进入了快速发展阶段。1999年,我国豆粕的总产量首次达到900万t的水平,较上年度增加100万t,其中黑龙江、山东、江苏的豆粕产量分别接近170万t、160万t和190万t,3省豆粕产量占全国总产量的58%。在2000年,我国豆粕生产仍呈现增长势头,产量预计将接近1250万t。 华东沿海地区豆粕产量扩张速度较快 在我国华东地区,山东、江苏等省的大豆加工能力自90年代中期以来已有了很大幅度的提高,同时该地区的豆粕产量也在快速增加。华东地区是我国主要的豆粕消费地区之一,现在这些地区也已日渐成为大豆加工和豆粕生产的主要地区。这与90年代中期以前,东北及华北地区在相关生产中居于主导地位的情况已有了根本性的变化。 导致这种变化的重要原因之一就是大豆进口的迅速增加。 在90年代中期以前,我国是大豆净出口国,因此国内的大豆主产区,即东北及华北地区是豆粕的主要生产地区。1995年以后,随着东部沿海地区大豆加工厂,尤其是合资榨油厂的兴建和加工规模的扩大,大豆进口量开始增长,并且促使我国很快转变成大豆净进口国。这些地区主要包括山东、江苏、天津及辽宁的大连和营口等地区。由于进口大豆的出油率、供货稳定性均好于国产大豆,因此东部沿海地区的大豆加工厂大都以进口大豆为原料。这样,国内大豆加工和豆粕生产的布局就随之出现了明显的变化。在90年代初期,东北及华北地区的豆粕年产量占全国总产量的70%左右,到1999年前后,已下降至50%。
发酵豆粕各项指标检测方法与标准 发酵豆粕各项指标检测方法与标准 1、水份、粗蛋白、粗脂肪、粗纤维、灰份、钙和磷的分析方法全部采用国标法。 2、总有机酸测定采用氢氧化钠滴定的方法和乳酸测定采用气象色谱。 3、pH的测定采用玻璃电极pHS-3C型pH计测定。 4、可溶蛋白的测定方法 5、小肽含量的测定 水份的测定 水份测定直接参见国标 测定完水分后的样品需要测定其中的总有机酸的含量,其数值为A,并计算有机酸的挥发量。 水份含量的计算时应当扣除这部分有机酸的挥发量,否则会出现水分超标现象。 总有机酸检测 试剂:NaOH标准溶液(邻苯二甲酸氢钾标定),酚酞指示剂 仪器:磁力搅拌器离心机 方法: (1)取发酵后鲜样品15g 置于150ml烧杯中加入溶于100ml去离子水,在磁力搅拌器上浸提30min。 (2)取部分浸提样离心10min(3000r/min)。 (3)取上清液15ml, 加30ml去离子水稀释(以消除底色的影响),加酚酞指示剂四滴,用0.1molNaOH标准溶液滴定,并记录到终点消耗NaOH体积。(终点到溶液呈现粉红) 计算 乳酸(%)=N(NaOH)×V(NaOH) ×0.09008/15×115/15g N(NaOH):NaOH标准溶液的浓度; V(NaOH) :消耗NaOH标准溶液体积; 0.09008:乳酸的毫克当量。 0.1mol氢氧化钠的配制与标定 1、配制:称取9.6g氢氧化钠,溶于100ml水中,摇匀,注入聚乙烯容器中,密闭放置至溶液清亮。用塑料管虹吸5ml的上清液,注入2000ml无二氧化碳水中(将去离子水煮沸5分后冷却),摇匀。 2、标定 称取0.67g于105~110℃烘至恒重的基准的邻苯二甲酸氢钾,准确至0.0001g,溶于50ml的无二氧化碳水中,加4滴酚酞指示剂(0.1%),用配制好的氢氧化钠溶液滴定至溶液呈粉红色,同时作空白试验。 3、计算 氢氧化钠标准溶液的浓度按下式计算 c(NaOH)=m/(V1-V2)×0.2042 式中c(NaOH)——氢氧化钠标准溶液之物质的量的浓度,mol/l; V1——滴定用邻苯二甲酸氢钾之用量,ml; V0——空白试验氢氧化钠溶液之用量,ml; m——邻苯二甲氢钾之质量,g; ?0.2042——与1.00ml氢氧化钠标准液[c(NaOH)=1.000mol/l]相当的以克表示的邻苯二甲氢钾之用量。 0.1%酚酞指示剂的配制:称取1.000克酚酞,溶解与100ml95%的试剂酒精中,混匀即得。
发酵豆粕品质的评价与应用体系 技术部整理 用现代生物技术处理豆粕,在我国还处于大规模产业化初期,迄今为止国内生产发酵豆粕的企业只有几十家,且品质参差不齐,主要是因为对饲用发酵豆粕的功能、特性认识不足而无法制定统一的国家标准或行业标准,以至监管部门对鱼龙混杂的发酵豆粕市场无法进行有效监管,而饲料生产企业在选择产品上也无据可依。现就发酵豆粕的营养特性及其品质评定等做一些介绍。 1.发酵豆粕的营养特点及其功能 应用多菌种组合固态发酵技术处理豆粕所生产的功能大豆寡肽蛋白饲料,较之普通豆粕,具有“安全+营养”的双重功能。 豆粕中的抗营养因子已基本破坏 豆粕中主要的抗营养因子如胰蛋白酶抑制因子、低聚糖、凝集素、植酸与尿酶等,通过微生物、酶及发酵产生的有机酸作用,使得抗营养因子被降解(90%以上)或被钝化,从而得到破坏。 豆粕蛋白的抗原性基本消除 豆粕中含有的11S和7S蛋白(约5%左右)具有很强的抗原性,幼龄动物对其尤其敏感,通过发酵降解而使其失去抗原性,至大豆肽蛋白饲料中抗原蛋白含量约0.5%。 大分子蛋白质被降解为氨基酸及各种肽 豆粕中大分子蛋白质主要是11S和7S抗原蛋白,分子量分别为350KD和180KD,通过发酵酶解,分子量小于10000Da,蛋白质的KOH溶解度为95%以上,大分子蛋白质被降解为氨基酸及各种肽,氨基酸的平衡更好,有利于动物吸收,从而提升大豆肽蛋白的营养功能。 含有丰富的各种有益发酵产物 用现代生物技术处理豆粕生产功能大豆寡肽蛋白饲料所采用的菌株为复合菌株,其组成为乳酸菌、枯草芽孢杆菌、粪链球菌、黑曲霉与酵母菌等安全菌株,固态发酵豆粕制备的功能大豆寡肽蛋白饲料,含有益生菌、有机酸、蛋白酶等代谢产物这类“多功能添加剂”,从而实现功能大豆寡肽蛋白饲料“安全+营养”的双重功能。功能大豆寡肽蛋白饲料生产过程中生成的这类“多功能添加剂‘的主要成分为:益生菌、包括蛋白酶在内的复合酶、未知生长因子、有机酸、抗氧化成分、酵母培养物与发酵混合物等代谢产物。
发酵豆粕饲用品质的评定指标及其应用 摘要植物肽蛋白饲料发酵豆粕用品质的评定指标主要有感官指标、常规理化指标、非常规理化指标与尝试检测指标等,本方就这些指标的应用及应注意的问题进行了讨论,指出要正确认识植物肽蛋白饲料发酵豆粕的饲用品质,必须从感观、抗营养因子去除程度、小分子蛋白含量、挥发性盐基氮及有益菌、乳酸含量等方面对其饲用品质进行综合的整体评定。 关键词植物肽蛋白发酵豆粕饲用品质评定指标应用 植物肽蛋白饲料发酵豆粕的饲用品质评定指标主要有感官指标、常规理化指标、非常规理化指标与尝试检测指标等。 1.感官指标及其在植物肽蛋白饲料发酵豆粕饲用品质评定上的应用 1.1正常植物肽蛋白饲料发酵的色、香、味与粘度 色:植物肽蛋白饲料发酵皆为棕黄色,这是由于豆粕经过发酵干燥颜色变深所致。如果颜色较浅且不均匀,或与豆粕一致,有可能发酵程度不够或掺入生豆粕或其它浅色蛋白原料。此外,同一批产品颜色应一致,不同批的产品颜色也应一致或接近一致。 香:淡淡的酸香味,无异味与霉味。加适量的水煮开后有很强且愉快的发酵酸香气,无氨臭。掺入了载机酸的植物肽蛋白饲料发酵豆粕,酸味较刺激且不均匀。 味:品尝正常无异物感,略带酸涩味。 粘度:植物肽蛋白饲料发酵豆粕按1:1~2加水调和后可感觉其粘度。 水泡评定:将植物肽蛋白饲料发酵豆粕放置到透明烧杯中用水泡,如果溶液及固体植物颜色金黄或灰黄且均匀,又无发黑杂志和黒(硬颗粒则为未发酵或发酵不彻底的豆粕),表明烘干时加热均匀,没有烘干过度,对营养成分保存较好。闻之有酸香味但无刺鼻感。上浮的杂质中无赖皮及其它植物杂质,手捏揉觉柔软但无明显颗粒感。用水不断轻柔冲洗发现水溶物质较多,最后剩下较少渣滓,则质量较好。这样的豆粕发酵程度较深,经发酵的其高分子蛋白(﹥66.2ku)、中分子蛋白(25~66.2ku)减少,小分子蛋白(﹤25ku)提高,还有更小的物质如肽、氨基酸等,水解度提高,故手捏无硬物颗粒感。 1.2凭感官指标对植物肽蛋白饲料发酵饮用品质评定的局限性 常见的植物肽蛋白饲料发酵掺假是往豆粕中掺入其它非豆粕蛋白原料,常见的有玉米蛋白、大米蛋白、棉粕、菜粕与花生粕等植物源蛋白,或肉骨粉、氨基酸菌体蛋白、水解羽毛粉、水解皮革粉与劣质蛋白胨等以提高蛋白含量,但却降低了植物肽蛋白饮料发酵豆粕的饲用品质。 这类产品可以通过显微镜观察或全氨基酸检测进行判定。纯豆粕发酵产品其氨基酸比例类似豆粕原料,这是因为植物肽蛋白饲料发酵豆粕的氨基酸是豆粕氨基酸的浓缩,如果氨基酸组成比例出现较大差异,掺入杂粕等的可能性较大。由于植物肽蛋白饲料发酵豆粕产品一般都粉得很细(一般90%过80目筛),粒度过
豆粕期货交易手册Soybean Meal Futures Trading Manual
商品交易所豆粕期货合约 商品交易所豆粕交割质量标准 F/DCE D001—2006 1.主题容与适用围 1.1本标准规定了用于商品交易所交交割的豆粕质量要求、试验方法、检验规则、标签、包装、运输和贮存。 1.2商品交易所豆粕期货合约中所规定的豆粕指以大豆为原料,以预压—浸提或浸提法取油后所得饲料用大豆粕,产地不限。 1.3本标准适用于商品交易所豆粕期货合约交割标准品。 2.规性引用文件 应符合GB/T19541—2004中规性引用文件的有关规定。
3.术语和定义 应符合GB/T19541—2004中术语和定义的有关规定。 4.要求 4.1感官性状:本品呈浅黄褐色或淡黄色不规则的碎片状、粉状或粒状、无发酵、霉变、非挤压性结块、虫蛀及异味异嗅色。 4.2夹杂物:应符合GB/T19541—2004中夹杂物的有关规定。 4.3标准品的质量指标表1 注:粗蛋白质、粗纤维、粗灰分三项指标均以87%干物质为基础计算。 4.4卫生标准:应符合GB/T19541—2004中卫生标准的有关规定。 5.试验方法、检验规则、标签、包装、运输和贮存 包装按《商品交易所豆粕、玉米、豆油、黄大豆2号交割细则》的规定执行,其他应符合GB/T19541—2004中试验方法、检验规则、标签、包装、运输和贮存的有关规定。 6.附加说明 6.1本标准由商品交易所负责解释。 6.2本标准自2007年3月合约开始实施。
目录 | Contents 一、豆粕合约概述--------------------------------------------------------------------------06 二、豆粕的生产流通与消费---------------------------------------------------------06 三、影响豆粕价格的主要因素-----------------------------------------------------09 四、豆粕期货交易风险管理办法-------------------------------------------------11 五、豆粕期货交割程序及有关规定---------------------------------------------12 附1. 商品交易所豆粕指定交割仓库名录 附2. 豆粕期货价格六年周K线图
来源:百度文库 发酵豆粕评判标准、测定程序和鉴别方法-葛向阳,蛋白源饲料新研究[J] 利用现代生物技术将豆粕转化为优质蛋白质饲料原料,是国际研究开发热点,技术和产业化水平在国际上以丹麦最为突出。我国在这方面的研究始于上世纪九十年代末,目前国内已形成大规模产业化的布局,已有几十家企业生产发酵豆粕,但品质参差不齐,饲料企业在选择产品上缺乏科学的依据。 1 豆粕发酵的目的 明确豆粕发酵的目的,才能够确定评判发酵豆粕质量的主要指标。豆粕经过发酵其主要目的有以下四个方面: 1.1 破坏豆粕中抗营养因子 豆粕中含有胰蛋白酶抑制因子、低聚糖、凝集素、植酸、脲酶等抗营养因子,发酵过程中通过微生物、酶及发酵产生的有机酸的作用,使得抗营养因子被降解或者钝化,从而得到破坏。 1.2 消除豆粕蛋白的抗原性 豆粕中含有的7S 和11S 蛋白具有很强的抗原性,幼龄动物对其尤为敏感。在发酵过程中,主要是通过将其降解而使其失去抗原性。 1.3 降解大分子蛋白质 豆粕中11S 和7S 蛋白分子量分别为350KD 和180KD,通过发酵酶解,被降解为氨基酸及各种多肽,有利于动物的吸收利用。 1.4 形成各种有益发酵产物 目前豆粕发酵均采用枯草芽孢杆菌、酵母菌和乳酸菌等安全菌株,产品发酵后往往含有较高数量的有益菌和有机酸、蛋白酶等代谢产物。 2 发酵豆粕评判程序 对发酵豆粕的评判,可以按四个步骤进行,需要检测的指标如下: 2.1 感官评判 包括细度、色泽、粘度、气味。 2.2 常规理化分析 包括蛋白含量、水分、灰分、酸度、TCA-N。 2.3 非常规理化分析 包括SDS-PAGE 电泳、挥发性盐基氮、蛋白质溶解度、胰蛋白酶抑制因子、脲酶活性、有益活菌数。 2.4 深度分析
豆粕的质量指标以及验收指标 1主题内容与适用范围 本标准规定了饲料用大豆粕的质量指标,适用山东省明发同茂饲料有限公司所用的大豆粕(注:经预压-浸提法或浸提法提取油后的饲料用大豆粕)。 2 感官性状 浅黄色不规则碎片状,色泽一致,新鲜,有豆粕的特殊香味。无发酵、霉变、结块、虫蛀及异味异臭。不得掺入饲料用大豆粕以外的物质,若加入抗氧化剂、防霉剂等添加物时,应做相应的说明。 3 质量指标(暂行标准) 水分≤14.5% ; 粗灰分≤7.0%; 粗蛋白质≥42.0%; 65%≤蛋白质溶解度≤85% 0.03 Nmg/分钟·克≤脲酶活性≤0.3% Nmg/分钟·克 4 验收指标 感官性状,水分,粗灰分,粗蛋白,蛋白溶解度,脲酶活性。 5 卫生指标 滴滴涕(mg/kg)≤0.02 ,其余卫生指标应符合中华人民共和国《饲料卫生标准》GB 13078有关的规定。 6 检验 水分、粗蛋白质、粗纤维、粗灰分等指标按《饲料工业标准汇编》2002版执行。对公司不能检测的项目或有争议的检测结果,根据需要可送相应的检测机构进行检测。
饲料用花生粕 1主题内容与适用范围 本标准规定了饲料用花生粕的质量指标,用于明发同茂饲料公司所用的花生粕。 2 感官性状 碎屑状,色泽呈新鲜一致的黄褐色或浅褐色,无发酵、霉变、虫蛀、结块及异味异臭。不得掺入饲料用花生粕以外物质,若加入抗氧化剂,防霉剂等添加剂时,应做相应的说明。 4 质量指标 水分≤12.0% 粗蛋白质≥45.0% 粗纤维< 6.5% 粗脂肪≤2.0% 粗灰分< 8.0% 5 卫生指标 黄曲霉毒素B1(mg/kg)≤0.05,其它卫生指标应符合中华人民共和国《饲料卫生标准》GB 13078的有关规定 6 检验 水分、粗蛋白质、粗纤维、粗灰分等指标按《饲料工业标准汇编》2002版执行。对公司不能检测的项目或有争议的检测结果,根据需要可送相应的检测机构进行检测。
豆粕加工工艺
————————————————————————————————作者:————————————————————————————————日期:
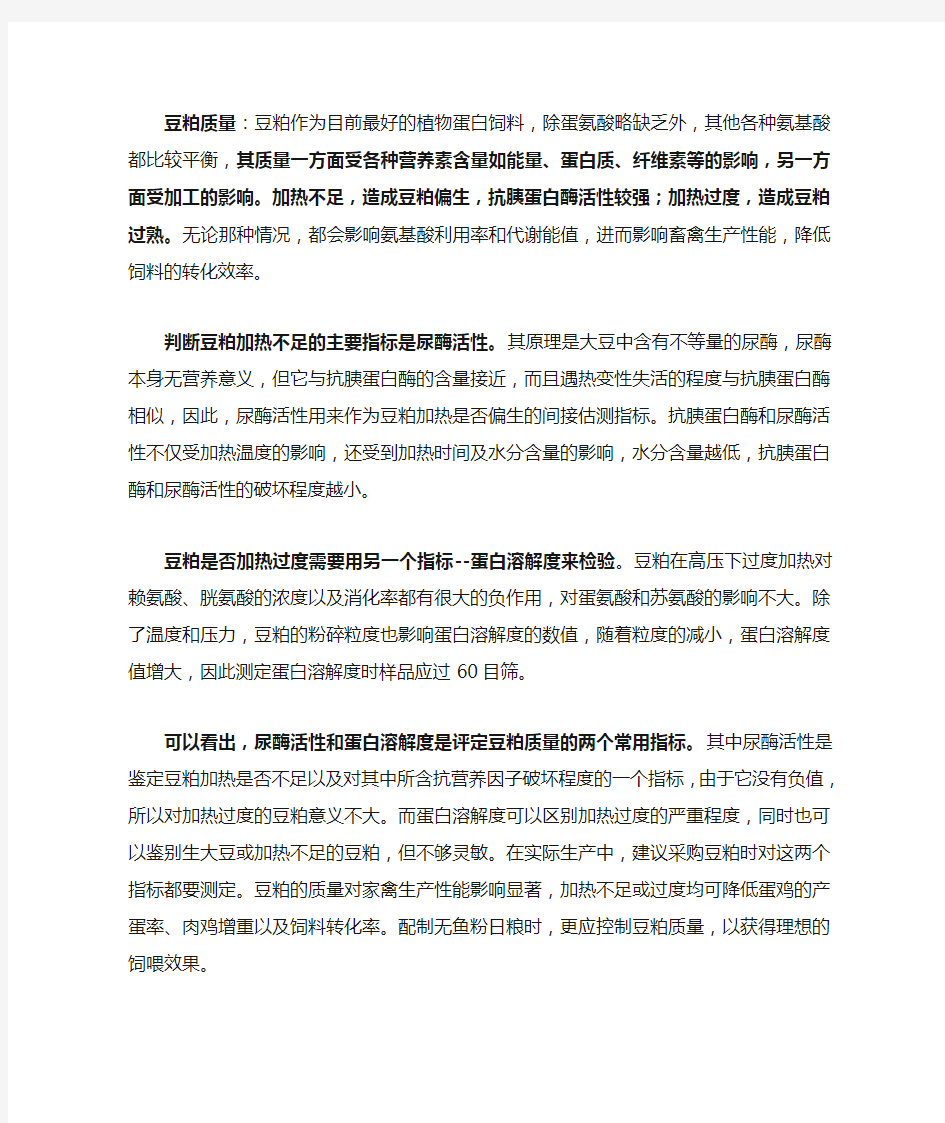
大 豆 加 工 工 艺 流 程 图 备注: 为关键工序 为质控点 1大 7风选去皮 13浸 出 19浸出粕 20脱 溶 20干燥冷却 22去皮豆粕 22过筛 22混 合 22打 包 4风 6一次破碎 8二次破碎 9风选去皮 10豆仁 10豆 皮 11轧 胚 10豆皮仓 10皮仁 10粉 碎 20 DT 粕(100℃,30分) 22粉 碎 22成品豆粕 17二 蒸 15混合油 16一 蒸 18汽 提 18大豆毛油 10豆皮筛 10二次风选 14正己烷 21分 水 21混合汽 21冷 凝 5加热(60-70℃,20-30分钟) 12膨 化 12冷 却 2计 3筛
大豆加工工艺描述: 1、原料大豆: 榨油二厂原料豆从储存筒仓7号仓、8号仓和9号仓(通常称呼为榨油二厂工作仓)经过RE100A、RE100B、RE100C进入EL100后经过RE101运输到车间准备生产(RE为刮板、EL为斗提)。 2、计量 大豆经输送刮板RE101进入车间后,先进入计量秤WE101计量。 3、筛选 大豆出计量秤进斗提机EL101送至车间顶楼依靠重力进入大豆筛SI101。大豆筛(平面回转筛)为震动、半封闭有一定坡度的设备。当原料豆进入时大豆可以从筛子孔中穿过进入风选器AS101,而大豆中秸秆豆荚等大块杂质由大豆筛尾部滑出,使之与大豆分离。 4、风选 AS101为大豆风选设备,大豆进入AS101后其中的微小杂质如粉尘碎豆皮等吸入布袋除尘器FI101,由除尘器汇总后通过下料溜槽进入豆皮绞龙SC161,FI101同时还吸收EL101,SI101中的灰尘杂质。 经过这样几步的预处理原料豆就变的比较干净了,然后进入下一个环节原料加热过程。 5、大豆加热器 大豆加热器DR105内部通有密集的蒸汽加热管道,DR105共12层,层与层之间有通风管道与刹克龙CY105相连通,能够吸走大豆所散发出的水汽及部分脱落的豆皮,能够在短时间内将大豆加热到60-70度左右,起到软化降低水分及调质的作用。 加热后大豆主要控制水分指标,其水分比原料豆低1%左右。 6、一次破碎(自带除铁器) 热豆由计量绞龙SC105输出,经过斗提机EL107提到车间高处后经过溜槽进入第一道破碎机DE111—114 ,将大豆破碎至2瓣左右,然后进入风选器AS111—114。破碎机自身带有除铁器,可以去除物料中的金属杂质。 7、风选去皮 风选器利用豆瓣与豆皮重量不同的原理,将大豆破碎后散落的豆皮吸入刹克龙CY115、CY116,豆皮进豆皮筛。经过破碎之后的原料豆变为带有少量豆皮2瓣左右的碎豆瓣,进入下一环节二次破碎。 8、二次破碎 碎豆瓣进二次破碎机CR11-114, 将大豆破碎至4到8瓣左右,然后进入风选器CN111—114。 9、风选去皮 风选器利用豆瓣与豆皮重量不同的原理,将大豆破碎后散落的豆皮吸入刹克龙CY117,豆皮进豆皮筛。经过破碎之后的原料豆变为无豆皮4到8的碎豆瓣,可进行下一环节的扎胚。 热豆经过破碎风选之后水分也有所下降,由于此步将豆皮与豆瓣分离,大大提高了浸出效率,同时为生产高蛋白豆粕创造了条件。 10、豆皮系统(皮仁、豆皮筛选、二次风选、豆仁、豆皮粉碎、豆皮仓) 风选后的皮仁进入CY115、CY116、CY117之后通过下料溜槽进入豆皮筛SI160和SI161,豆皮筛内筛网孔径约4毫米左右,部分豆皮通过筛孔进入风选AS160,通过风选将豆皮分离,豆皮进入CY160后由一条下料溜管进入SC161豆皮绞龙,而很小的豆仁(豆皮碎豆瓣)直接进入RE120.通不过豆皮筛筛网的大块豆皮经溜管进入SC161。同时大豆除尘器FI101内灰尘等杂质也通过一条溜管进入SC161。 以上三条溜管的物料进入SC161后再进入豆皮粉碎机HG161、HG162。豆皮经过粉碎