毕业论文(设计)题目密封件定位套工艺设计
系别:
专业:机械制造设计与自动化
班级:
学生姓名:
学号:
指导教师:
目录
摘要 (1)
关键词 (1)
1 分析零件图 (1)
1.1 零件的作用 (1)
1.2 零件的工业分析 (1)
2 确定生产类型 (3)
3 确定毛坯图 (3)
4 机械加工工艺过程 (3)
4.1 选择定位 (4)
4.2 拟定工艺过程 (4)
5 选择机床和工艺设备 (6)
5.1 选择机床 (6)
5.2 选择夹具 (7)
5.3 选择刀具 (7)
5.4 选择量具 (8)
6 确定主要加工表面的工序尺寸 (8)
7 确定切削用量 (10)
结论 (11)
致谢 (11)
附图 (12)
零件图 (12)
工艺过程卡片一 (13)
工艺过程卡片二 (14)
工序卡片一 (15)
工序卡片二 (16)
工序卡片三 (17)
工序卡片四 (18)
工序卡片五 (19)
工序卡片六 (20)
工序卡片七 (21)
参考文献 (22)
密封件定位套加工工艺
摘要:本设计是密封件定位套的加工工艺设计。该零件是一个套类零件,套类零件是机械加工中经常碰到的一类零件,对该零件而言其功能是用来固定位置位用。又因为该零件是薄壁零件,刚性很差。同时,主要加工表面精度也很高,加工余量也很大,因此,密封件定位套在加工时需要划分成三个阶段加工,以保证精度要求。
关键词:密封件定位套薄壁零件加工工艺
1.分析零件图
1.1零件的作用
密封件定位套是组件,其构造成在打开位置和关闭位置之间有选择地定向一密封件,通过转动或其它方式移动到与密封结构的预定部分强制接合和脱开这样的强制接合当密封件定位组件用于实施腹腔镜或类似手术中的套管针组件时,密封件打开定向设置密封结构脱开与通过其间的器械的接合,并可便于充入的气体从充气的体腔内快速地排出。一偏置组件可连接到密封结构,以在器械不设置在密封结构内的情形下,偏置密封结构到一通常的关闭位置。构造来打开和关闭一密封结构的密封件定位组件。密封件定位套直接表面理解就是用来固定位置定位用的。
1.2零件的工艺分析
(1)Φ1650040.0-mm轴线对Φ130040.00+mm 基准孔的轴线的同轴度有公差为Φ0.025 mm。
(2)Φ1800.040.0-mm轴线对Φ130040.00+mm基准孔的轴线的同轴度有公差为Φ0.025 mm。
(3)Φ130040.00+mm右端面对其轴线的垂直度公差为0.03mm。
(4)定位套孔壁较薄,在各道工序加工时应注意选用合理的夹紧力,以防工件变形。
(5)定位套内,外圆有同轴度要求,为保证加工精度,工艺安排应粗,精加工分开。
(6)在精磨Φ130040.00+mm时,同时靠磨Φ136mm右端面,以保证Φ130040.00+mm 右端面对其轴心的垂直度公差0.03mm。
(7)Φ1650040.0-mm、Φ1800.040.0-mm中心线对Φ130040.00+mm基准孔中心的同轴度误差的检测方法,采用锥度心轴先将工件装在锥度心轴上,再将心轴装在偏摆仪上,将百分表触头与工件外圆最高点接触,然后转动定位锥度心轴,百分表跳动值为同轴度误差。
(8)该零件的结构特点和技术要求如下:内孔Φ130040.00+mm和退刀槽端面粗糙度值较小为Ra1.6um。Φ1800.040.0-mm、Φ1650040.0-mm外圆表面粗糙度小,
要求为Ra0.8um。Φ1800.040.0-mm、Φ1650040.0-mm与Φ130040.00+mm的同轴度要求为0.025 mm,固定位要求高。该零件主要加工表面是内孔
Φ130040.00+mm、外圆Φ1800.040.0-mm及退刀槽端面。次要加工表面是其它外圆及径向孔加工。
(9)定位套螺纹孔宽,大径、小径尺寸及等分精度的检查,采用符合量规进行检查。
(10)该零件选用材料为HT200.材料的熔点比钢低,流动性能好,凝固过程中析出较大的石墨,减少收缩率,有较好的切削加工性,发热量较小且零件加工精度要求不算太高,可以简化部分工序,以简化工艺和提高劳动生产率。
(11)尖角处倒角钝
(12)铸件人工时效处理。
2.确定生产类型
生产类型为中批生产,初步确定工艺安排的基本思路,加工过程划分阶段,工序适当集中,加工设备以普通设备为主,这样安排生产准备工作投资较少,生出来较高。
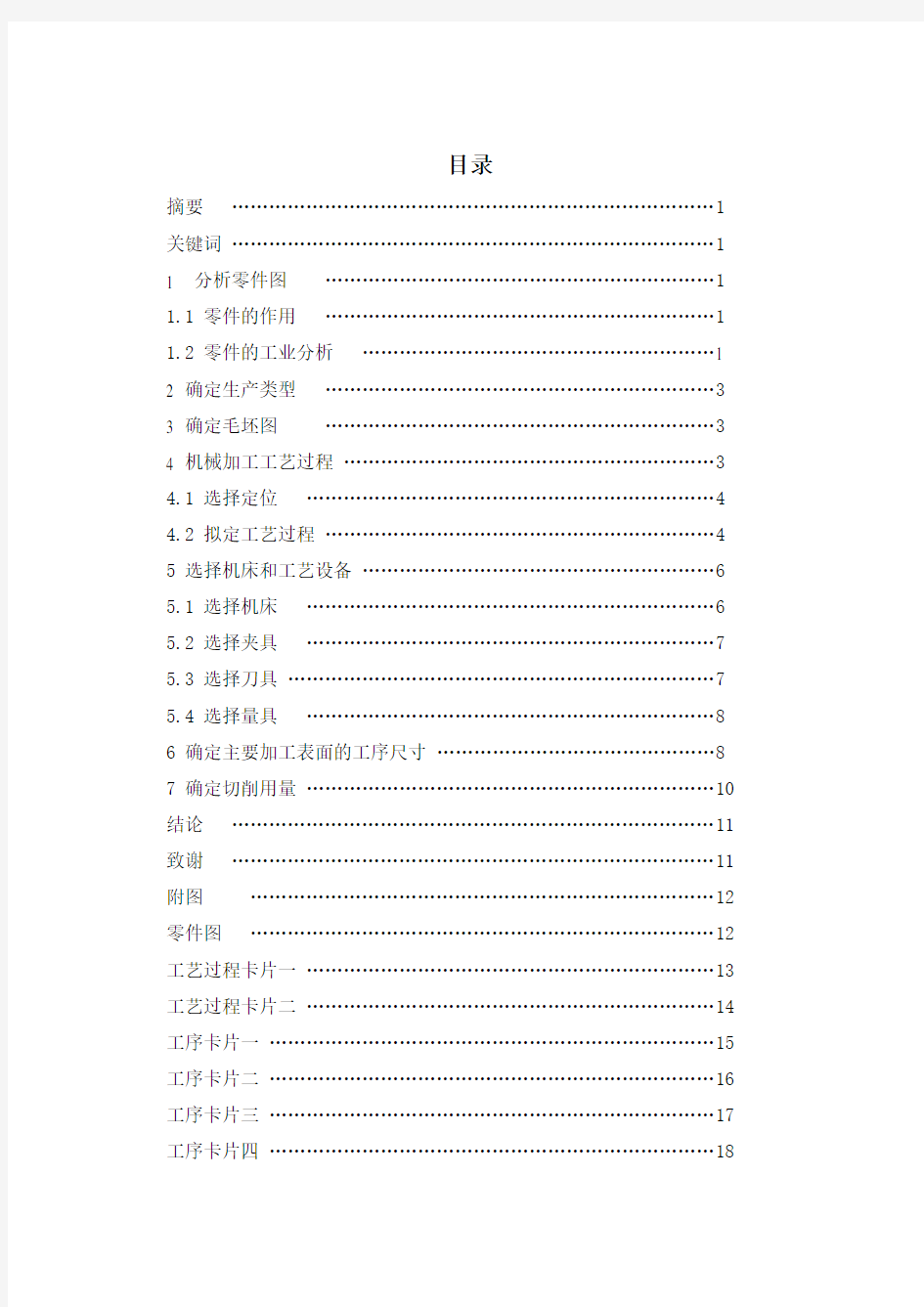
3.确定毛坯
3.1确定毛坯种类
图1—2 密封件定位套毛坯图
毛坯形成方法选择的合理与否直接影响到零件的质量、使用性能、成本和生产率;零件的材料选定以后,其毛坯形成的方法也就确定了。根据零件材料HT200,确定毛坯为铸件,因为其根据结构形状,尺寸大小,生产类型和材料性能毛坯的铸造方法。
3.2确定铸件及形状
根据《机械制造技术课程设计》中第一章有关表格及《锻工手册》确定表面单边加工余量为3~3.5mm。定位套上有3×Φ13mm孔、有3× M8mm深15mm的螺纹孔不铸出来。因定密封件定位套零件的每个表面都是机械加工表面,尺寸及表面粗糙度要求也高,为较好的保证零件加工质量,故毛坯余量的选择为单边
3.5毫米的余量。
4.机械加工工艺过程设计
4.1.选择定位
基准选择的正确与合理,可以使加工质量得到保证,生产率得到提高。
(1)选择粗基准
按有关基准的选择原则,当零件有不加工表面时,应以这些加工表面为粗基准,若零件有若干个不加工表面时,则应以与加工表面要求相对位置精度高的不加工表面为粗基准。对于密封件定位套而言,为了使内孔表面加工余量均匀,本应以Φ260mm外圆为粗基准,但是浇注顶面,缺陷多误差大,所以按“基准先行”的原则,采用Φ260mm外圆及端面为粗基准。
(2)选择精基准
为了保证精度和尺寸要求,各主要表面均互为基准加工,并尽量遵守“基准重合”原则和“基准统一”原则。对于密封件定位套而言,则应以Φ130040.00 mmmm的中心孔为精基准。
4.2.拟定工艺过程
(1)选择表面加工方法
根据《机械制造技术课程设计》中第一章有关表格及《机械加工工艺手册》,选择各表面加工方法。各表面加工要求和各种加工方法所能达到的经济精度,选择零件主要表面的加工方法与方案如下:
Φ1800.040.0-mm外圆:粗车(IT11)—半精车(IT8)—精车(磨)(IT7)
Φ1650040.0-mm外圆:粗车(IT11)—半精车(IT8)—精车(磨)(IT7)
Φ130040.00+mm内孔:粗车(IT11)—半精车(IT8)—精车(磨)(IT7)
Φ90035.00+mm内孔:粗车(IT11)—半精车(IT8)—精车(磨)(IT7)
两端面:粗车(IT11)—半精车(IT8)
Φ160mm外圆:车
法兰盘壁厚20mm:粗车(IT11)—半精车(IT8)
深15的3× M8螺纹孔:钻孔(IT12)—攻丝
3×Φ13mm的通孔:钻
内孔4×Φ136mm的槽:车
外圆4×Φ159 mm的槽:车
外圆4×Φ174的槽:车
(2)确定工艺过程方案
拟定方案如下
方案一
工序1:备料,检查毛坯是否合格
工序2:热处理,人工时效
工序3:粗车左端面,外圆及内孔Φ130040.00+mm
工序4:粗车内槽4×Φ136mm的槽
工序5:粗车右端面,外圆及内孔Φ90035.00+mm
工序6:半精车端面,,半精车外圆Φ1800.040.0-mm,精车外圆Φ1800.040.0-mm 工序7:半精车外圆Φ174mm,半精车外圆Φ159 mm,半精车内孔Φ130040.00+mm 半精车内槽4×Φ136mm,精车内槽4×Φ136mm的右端面
工序8:半精车两端面,半精车外圆Φ1650040.0-mm,精车外圆Φ1650040.0-mm 工序9:半精车外圆Φ160 mm,半精车外圆4×Φ159 mm
工序10:钻孔,钻出3×Φ130mm,3× M8螺纹孔
工序11:攻出3× M8螺纹孔
工序12:去毛刺
工序13:检验
方案二
工序1:备料,检查毛坯是否合格
工序2:热处理,人工时效
工序3:粗车右端面,外圆及内孔Φ90035.00+mm
工序4:粗车左端面,外圆及内孔Φ130040.00+mm
工序5:半精车左端面,半精车外圆Φ1800.040.0-mm,半精车外圆4×Φ174 mm,半精车内孔Φ130040.00+mm
工序6:半精车端面,半精车外圆Φ1650040.0-mm,半精车外圆4×Φ159 mm,半精车外圆Φ160 mm
工序7:磨内孔Φ130040.00+mm、Φ90035.00+mm,磨外圆Φ1800.040.0-mm、Φ1650040.0-mm 工序8:工序10:钻孔,钻出3×Φ130mm,3× M8螺纹孔
工序9:攻出3× M8螺纹孔
工序10:去毛刺
工序11:检验
工艺方案的比较与分析
上面两种方案均无原则性错误,两种方案的有自己的特点:方案一:孔、外圆表面及端面全部时用车床来加工,在精加工时对车床要求过高,技术要求高,精度难以保证。方案二:在半精车后用磨加工各个表面,磨削能获得高的加工精度和小的表面粗糙度,要求技术不高,而且效率好。方案二比方案一工序集中减少了装夹次数有利于提高加工精度。综上所述,所以选择方案二。
根据方案二的工艺路线为:备料—锻造—热处理—粗加工—半精加工—磨—钻孔攻螺纹
工序按后面工艺过程卡片为主,上述方案二的工序是部分。具体划分为以下四个
阶段:
1)加工准备阶段:工序1—3为加工准备阶段,毛坯的铸造和人工时效处理。2)粗加工阶段:工序4—5为粗加工阶段,这个阶段可以用大的切削用量切除大部分的余量,将毛坯加工至接近图纸要求的形状,只留下少量加工余量给后续工序。
3)半精加工阶段:工序6—7为半精加工阶段,在这个阶段主要为磨加工做好准备,对于尺寸要求低的表面可以达到图纸要求,如端面的加工、法兰盘壁厚的加工及一些外圆等。
4)磨加工阶段:工序8—9为磨加工阶段,在这个磨加工阶段,所有表面都加工到图纸的尺寸要求。
5)钻加工阶段:10—11钻加工阶段,完成整个零件加工任务。
5 选择机床和工艺装备
5.1选择机床
该零件为中批生产,为降低成本,应尽量采用普通机床。
(1)粗加工主要考虑加工效率,宜采用精度不高的旧机床,所以粗加工零件时选择通用的车床CA6140。
(2)半精加工,主要是为磨削加工做准备,本应该采用精度较好的机床,但该零件为小批量生产,而且普通车床CA6140基本能够满密封件定位套零件的加工需求,零件的许多尺寸在半精加工中都能够到达图纸要求,故半精加工仍然选择普通机床CA6140
(3)磨削内孔Φ130040.00+mm、Φ90035.00+mm,外圆Φ1800.040.0-mmΦ1650040.0-mm 时用M1432A就能够满密封件定位套零件的加工需求,能够到达图纸要求的精度。(4)密封件定位套零件上有3×Φ130mm的通孔和深15的3× M8螺纹孔,孔小不能在车床上加工完成,所以选择钻床来对孔进行加工,而钻床Z525既能够满足密封件定位套零件孔的加工,有能够很好的完成图纸加工要求,所以选择钻床Z525。这样安排,既能够满足加工设备以通用设备为主,又能够满足以减少设备数量,生产设备投资较少,生产效率高。
5.2选择夹具
由于零件简单,均采用普通夹具。
5.3.选择刀具
由于刀具材料的切削性能直接影响着生产率,工件的加工精度,已加工表面质量,刀具的磨损和加工成本,所以正确的选择刀具材料是加工工艺的一个重要部分,刀具应具有高刚度,足够的强度和韧度,高耐磨性,良好的导热性,良好的工艺性和经济性,抗粘接性,化学稳定性。 (1)在车床上加工选择如下: 45°YG6端面车刀 90°YG6外圆车刀 内孔车刀 4㎜内孔车槽刀 4㎜外圆车槽刀
(2)在钻床上加工选择如下: Φ13麻花钻 M8丝锥 5.4.选择量具
密封件定位套零件机构简单,一般表面、端面加工测量选用通用量具,其量具选择:
300×0.02毫米游标卡尺、、 100~125内径千分尺、 内卡规
表面粗糙度样板、 300mm 钢板尺
6确定主要加工表面的工序尺寸
表1Φ0040.0180 mm 外圆加工余量计算
工序名称
工序间 余量/mm
工 序
工序基本尺寸Φ/mm 标注工序 尺寸公差Φ/mm 经济精度/mm
表面粗糙度R a /
μm 锻件
187
187
粗车 5 IT11 12.5 182 0250.0182- 半精车 1.5 IT8 3.2 180.5 0063.05.180- 磨削 0.5
IT7
0.8
180
0040.0180-
表2Φ0040.0165-mm 外圆加工余量计算
工序名称
工序间 余量/mm
工 序
工序基本尺寸Φ/mm 标注工序 尺寸公差Φ/mm 经济精度/mm
表面粗糙度R a /
μm 锻件 172 172
粗车 5 IT11 12.5 167 0250.0167- 半精车 1.5 IT8 3.2 165.5 0063.05.165- 磨削 0.5
IT7
0.8
165
0040.0165-
表3Φ130040
.00
+mm 孔加工余量计算
工序名称
工序间 余量/mm
工 序
工序基本尺寸Φ/mm 标注工序 尺寸公差Φ/mm 经济精度/mm
表面粗糙度R a /
μm 锻件 123 123
粗车 5 IT11 12.5 128 250
.00128+ 半精车 1.5 IT8 3.2 129.5 063.005.129+ 磨削
0.5
IT7
1.6
130
040
.00
130+
表4Φ
90
035
.00
+mm 孔加工余量计算
工序名称
工序间 余量/mm
工 序
工序基本尺寸
标注工序 尺寸公差
经济精度/mm
表面粗糙度R a /
μm
Φ/mm Φ/mm 锻件 83 83
粗车 5 IT11 12.5 88 220
.0088+ 半精车 1.5 IT8 3.2 89.5 054.005.89+ 磨削 0.5
IT7
1.6
90
035
.00
90+
7.确定切削用量
粗加工时,是追求的基本目标,限制粗加工时切削用量提高的主要约束条件是刀具的耐用度。对刀具耐用度影响最大的切削用量是切削速度,其次是进给量,影响最小的是背吃刀量,因此,为了保证合理的刀具耐用度,选择切削用量,应该首先选取尽可能大的背吃刀量,其次根据机床动力和刚性条件加工表面选取尽可能大的进给量,最后确定选择尽可能大切削速度。
半精加工时首先应该确定保证加工精度和表面质量,同时兼顾不要的刀具耐用度和生产率,因此半精加工或精加工时切削用量选择,选择较小的背吃刀量和进给量,以减小切削力及工艺系统的弹性变形,减小工件以加工表面的残留面积高度,背吃刀量的选择根据加工余量的大大小确定,进给量的提高受表面粗糙度的限制,确定合理的切削速度。 8 .工艺过程卡片(附图) 结论
本设计通过合理选择了加工工艺方案及设备等,能完全达到所设计的目的。
致谢
参考文献
[1]王茂元.机械制造技术[M].北京:机械工业出版社.2001
[2]吴雄彪.机械制造技术课程设计[M].杭州:浙江大学出版社2004
[3]晋其纯,张秀珍.车铣工艺学[M].北京:北京大学出版社.2010
[4]艾小玲,耿海珍.机械制图[M].上海:同济大学出版社.2009
[5]柴增田.金属工艺学[M].北京:北京大学出版社.2009
[6]陈宏钧,方向明.典型零件机械加工实例[M].北京:机械工业出版社.2010.9
机电及自动化学院专业课程综合设计说明书 设计题目:“密封圈定位套”钻孔夹具设计 姓名:刘玉强 学号:0911116030 班级:机械电子2班 级别:2009级 指导教师:刘晓梅
2012 年12月22日
前言 夹具设计是在我们完成了全部基础课、技术基础课、大部分专业课以及参加了生产实习之后进行的。这是我们在进行毕业设计之前对所学各课程的一次深入的综合性的复习,也是一次理论联系实际的训练,因此,它在我们四年的大学生活中占有重要的地位。 1. 运用已学过的机床夹具设计及有关课程的理论知识以及生产实习中所获得的实际只是,根据被加工零件的要求,设计既经济合理又能保证加工质量的夹具。 2. 培养结构设计能力,掌握结构设计的方法和步骤 3. 学会使用各种手册、图册、设计表格,规范等各种标准技术资料,能够做到熟练运用机械制造技术课程中的基本理论,正确的解决一个零件在加工中的加工基准的选择、定位、夹紧、加工方法选择以及合理安排工艺路线,保证零件的加工质量。 4. 进一步培养机械制图、分析计算、结构设计、编写技术文件等基本技能。 对我而言,此次课程设计是一次难得的实践性环节,是对所学理论知识的又一次更系统更全面的应用、巩固与深化。从中锻炼着我们的分析问题,解决问题的能力。尤其对于机械制造方向的学生,为了更好的接触真正的生产加工,步入社会,这次设计是个很好的锻炼机会。 编者 2012-10-9
目录 一.设计课题及任务要求 (4) 二.密封圈定位套的分析 (4) 1. 零件分析 (4) 1-1 零件的作用 (4) 1-2零件的工艺分析 (5) 1-3确定零件的生产类型 (5) 2. 确定毛坯类型和毛坯尺寸 (5) 2-1 选择毛坯 (5) 2-2 确定毛坯的的尺寸公差和机械加工余量 (5) 3. 工艺规程设计 (6) 3-1定位基准的选择 (6) 3-2拟定工艺路线 (6) 3-3加工设备及工艺装备的选用 (8) 3-4加工余量、工序尺寸和公差的确定 (9) 3-5切削用量的计算 (11) 3-6时间定额的计算 (11) 三、夹具设计 (11) 1.方案的选择 (11) 2. 夹紧元件及动力装置确定 (12) 3. 钻套、衬套及夹具体零件的选择 (12) 4.夹具体中夹紧零件的选择 (14) 四、定位误差分析 (14) 五、公差配合的选用 (16) 六、切削力的计算与夹紧力分析 (16) 七、设计小结 (17) 四.参考文献 (17) 五. 附件 (17)
O型密封圈防水设计要求 一、目的 规范O型密封圈防水设计。 二、适用范围 本规范适用于好美水定制件的O型密封圈防水设计,本规范未规定的项目按国家规范执行。详见附页。 三、术语和定义: 1、抗拉强度――又称拉伸强度或拉扯强度,是橡胶的最主要、最基本的性能指标,其值越大,表 明橡胶的性能越好,单位为MPa,橡胶的抗拉强度通常应大于5MPa(导电橡胶除外)。 2、邵氏硬度――将一定直径的刚性球体压入橡胶试样到一定深度,所需的载荷与其弹性模量的比 值,即为邵氏硬度。橡胶的邵氏硬度一般为30~80度,数值越低,说明橡胶越软。邵氏硬度亦称为邵(A)硬度,是橡胶最直接的表征参数,在同类橡胶中,不同硬度的橡胶,具有不同的特性。 3、压缩永久变形――橡胶密封圈(衬垫)在解除压缩后,并不恢复到其原始未压缩的高度,这种 特性被称为压缩永久变形。 压缩永久变形的计算方法: 图1 压缩永久变形的计算方法 压缩永久变形=Hi-Hf Hi-Hd X 100% 其中:H i为橡胶件的初始高度; H d为橡胶件受压缩时的高度(承受压缩载荷),正常使用时,H d为H i的20~25%;
H f为橡胶件的最终高度(去掉载荷后的高度)。 4、抗撕裂强度――指橡胶抵抗裂口处撕开的性能,以单位长度上的抗撕力表示,单位为KN/m。硅 橡胶用于密封时,抗撕裂强度应≥25 KN/m。 5、伸长率(扯断伸长率)――指橡胶试样在被扯断时,伸长部分与原长度的百分比。用该指标来表 示橡胶的伸长应变能力。用%表示。 6、耐老化性――橡胶在加工、贮存和使用过程中,会发生老化,引起老化的因素有热、光、臭氧、 生物、高能辐射、屈挠疲劳等。 7、耐寒性――通常用脆性温度(℃)表示,脆性温度越低,耐寒性越好。 四、密封圈材料的选取 1、橡胶选型原则 结构件选用橡胶材料,必须综合考虑橡胶的性能(见本规范表1中的性能指标项)与成本,根据以下原则选用橡胶材料。 ●硬度选择邵氏700 ; 5 ●优先选用硅橡胶;(连接器的防水O型圈必须选硅橡胶); ●无粘接要求的应用,可以选用三元乙丙橡胶,作为硅橡胶的低成本替代方案,但不能用 于连接器的防水O型圈; 2、用橡胶的性能及应用 硅橡胶、三元乙丙橡胶的性能如表1所示。
O形密封圈和密封圈槽的选配及应用 陈爱平周忠亚 摘要O形密封圈和密封圈槽尺寸的合理匹配是延长密封圈无泄漏密封寿命的必 要保证。据此提出一种选配两者尺寸的理论计算方法,并以Y341—148注水封隔器所选密封圈的计算为例说明,根据不同的密封圈可以计算出相应的密封圈槽尺寸。为保证密封圈长期有效地工作,还必须合理选择其压缩率、拉伸量和孔、轴配合精度等相关参数。选取压缩率时,应考虑有足够的密封面接触压力、尽量小的摩擦力和避免密封圈的永久性变形。顾及到一般试制车间的加工水平和井下工具主要是静密封的状况,建议密封面的轴、孔配合应优先选用H8/e8。 主题词密封圈密封圈槽选配使用寿命 Selection of O-ring and calculation of O-ring groove size Chen Aiping,Zhou Zhongya (Research Institute of Oil Production Technology,Jianghan Petroleum Administration,Qianjiand City,Hubei Province) Rational matching of O-rings and O-ringgrooves is of great importance to p[rolonging the service life of O-rings.A method for selecting O-ring was presented.The sizes of the O-ring gtoove can be calculated according to various O-rings.To ensure long-term and effective work of the ring,the compressibility,tensile dimension and bore-shaft matching accuracy should be properly selected. Subject Concept Terms:O-ringO-ring groove matching service life 用O形密封圈(以下简称密封圈)密封是最常用的一种密封方式,然而至关重要的是如何正确地选择密封圈和设计密封圈槽尺寸。常规的方法是将密封圈套在宝塔上用游标卡尺测量外径,再确定其相应尺寸。这种方法的弊端是:(1)密封圈是弹性体,外径测量不准确;(2)在设计新工具时,往往没有现成的密封圈,难以确定尺寸,其过盈量往往掌握不准。过盈量太大时密封圈易被剪切损坏,太小时又容易失封。针对这种状况,笔者提出一种选配密封圈的理论计算方法(指外密封圈),以供参考、讨论。 密封圈的密封机理[1] 密封圈密封属于挤压弹性体密封,是靠密封环预先被挤压由弹性变形产生预紧力,同时工作介质压力也挤压密封环,使之产生自紧力。也就是说,挤压弹性体密封属于自紧式密封。 密封圈在介质压力p1作用下,其受力状况如图1所示,产生的接触压力为 pc=pco+Δpc(1) 式中pc——介质压力下的总接触压力,MPa;
机械加工工艺过程卡片产品型号零件图号 产品名称密封件定位套零件名称共 2 页第 1 页材料牌号HT200毛坯种类铸造毛坯外形尺寸227mmX265mm每毛坯件数 1 每台件数 1 备注 工序号工名 序称 工序内容 车 间 工 段 设备工艺装备 工时 准终单件 1 备料 2 铸造铸件各部留加工余量7mm 3 清砂清砂 4 热处理人工时效处理 5 粗车 夹工件右端外圆,照顾铸件壁厚均匀,车内径各部尺寸以及左 端面和φ260外圆,留加工余量2mm,法兰盘壁厚23mm,其 余各部留余量3mm CA6140 6 粗车 倒头,以内径定位装夹工件,法兰盘外圆找正,车外圆各部, 及右端面和右端总长199mm,留加工余量2mm CA6140 7 精车 夹工件右端外圆,车内径至尺寸φ1308.0 6.0 + + mm,深195mm处 车内槽φ136mm×4mm,车外端面,保证工件总长221mm,车 φ260mm法兰盘厚度20mm CA6140
8 精车 倒头,以内径定位装夹工件,精车右端外圆各部尺寸,留磨量 0.8mm(注φ160mm不留加工余量),车内径φ905.0 2.0 + + mm至尺 寸φ90mm,切各环槽至图样尺寸 CA6140 9 磨 夹工件右端外圆,内径找正,磨削内径至图样尺寸φ 130045 .0 015 .0 + + mm,靠磨φ136mm端面 M1432A 10 磨 以内径定位装夹工件,磨φ16510.0 15 .0 - - mm外圆,磨φ18010.0 15 .0 - - mm 外圆至图样尺寸 M1432A 11 钳 划φ175mm中心圆上3×M8孔线,划φ222mm中心圆上3× φ13mm孔线 Z525 12 钳 钻3×φ13mm孔,钻3×M8底孔φ6.7mm、攻螺纹M8、深 15mm Z525 13 检验桉图样检查各部尺寸和精度摇臂钻床 14 入库入库 高频感应加热淬火 设备 设计(日 期) 校对(日期)审核(日期)标准化(日期)会签(日期) 标记处数更改文件号签字日期标记处数更改文件号签字日期
型号 Model 外径External diameter 线径 Thickness 10001 2.10.35 10002 1.80.5 1000320.6 10004 2.60.6 1000530.7 1000630.8 10007 3.20.8 10008 3.80.8 10009 3.21 10010 3.41 10011 3.51 10012 3.81 10013 3.91 1001441 10015 4.21 10016 4.31 10017 4.51 10018 4.61 10019 4.81 1002051 10021 5.81 1002261 1002371 1002481 1002591 100269.51 10027101 10028111 10029121 10030141 10031151 10032161 10033171 10034181 10035191 10036201 10037221 10038241 10039251 10040261 O型密封圈规格表
10041281 10042301 10043321 10044341 10045351 10046381 10047401 100484 1.1 100495 1.1 100505 1.5 10051 5.5 1.5 100526 1.5 10053 6.5 1.5 100547 1.5 100558 1.5 100568.5 1.5 100579 1.5 1005810 1.5 1005911 1.5 1006012 1.5 1006113 1.5 1006214 1.5 1006315 1.5 1006416 1.5 1006517 1.5 1006618 1.5 1006720 1.5 1006821 1.5 1006922 1.5 1007023 1.5 1007124 1.5 1007225 1.5 1007326 1.5 1007427 1.5 1007528 1.5 1007632 1.5 1007734 1.5 1007836 1.5 1007938 1.5 1008040 1.5 1008142 1.5 1008244 1.5 1008346 1.5 1008448 1.5 1008550 1.5 1008653 1.5 1008756 1.6
O型密封圈及其槽的设计 2011-04-04 13:27:22| 分类:资料| 标签:|字号大中小订阅 O形圈密封是典型的挤压型密封。O形圈截面直径的压缩率和拉伸是密封设计的主要内容,对密封性能和使用寿命有重要意义。O形圈一般安装在密封沟槽内起密封作用。O形密封圈良好的密封效果很大程度上取决于O形圈尺寸与沟槽尺寸的正确匹配,形成合理的密封圈压缩量与拉伸量。密封装置设计加工时,若使O形圈压缩量过小,就会引起泄漏;压缩量过大则会导致O形密封圈橡胶应力松弛而引起泄漏。同样,O形圈工作中拉伸过度,也会加速老化而引起泄漏。世界各国的标准对此都有较严格的规定。 1、O形圈密封的设计原则 1)压缩率 压缩率W通常用下式表示: W= (do-h)/do% 式中do——O形圈在自由状态下的截面直径(mm) h ——O形圈槽底与被密封表面的距离,即O形圈压缩后的截面高度(mm)。 在选取O形圈的压缩率时,应从如下三个方面考虑: a.要有足够的密封接触面积 b.摩擦力尽量小 c.尽量避免永久变形。 从以上这些因素不难发现,它们相互之间存在着矛盾。压缩率大就可获得大的接触压力,但是过大的压缩率无疑会增大滑动摩擦力和永久变形。而压缩率过小则可能由于密封沟槽的同轴度误差和O形圈误差不符合要求,消失部分压缩量而引起泄漏。因此,在选择O形圈的压缩率时,要权衡个方面的因素。一般静密封压缩率大于动密封,但其极值应小于30%(和橡胶材料有关),否则压缩应力明显松弛,将产生过大的永久变形,在高温工况中尤为严重。 O 形圈密封压缩率W的选择应考虑使用条件,静密封或动密封;静密封又可分为径向密封与轴向密封;径向密封(或称圆柱静密封)的泄漏间隙是径向间隙,轴向密封(或称平面静密封)的泄漏间隙是轴向间隙。轴向密封根据压力介质作用于O形圈的内径还是外径又分受内压和外压两种情况,内压增加的拉伸,外压降低O形圈的初始拉伸。上述不同形式的静密封,密封介质对O形圈的作用力方向是不同的,所以预压力设计也不同。对于动密封则要区分是往复运动还是旋转运动密封。 1.静密封:圆柱静密封装置和往复运动式密封装置一样,一般取W=10%~15%;平面密封装置取 W=15%~30%。 2.对于动密封而言,可以分为三种情况: a.往复运动密封一般取W=10%~15%。 b.旋转运动密封在选取压缩率时必须要考虑焦耳热效应,一般来说,旋转运动用O形圈的内径要比轴径大3%~5%,外径的压缩率W=3%~8%。
生产培训教案 主讲人:李飞含 技术职称:助理工程师 所在生产岗位:汽机调速三级点检员
培训题目: O型密封圈密封件的选型与使用 培训目的: 熟悉掌握O型密封圈的材料特性、压缩量选择、安装技术规范。内容摘要: 1、橡胶密封件原料特性 2、O型圈标准 3、O形密封圈选择应考虑的因素 4、影响密封性能的其它因素 5、O形圈安装设计
一、橡胶密封件原料特性
E=EXCELLENT(优良); G=GOOD(良好); F=FAIR(一般); P=POOR(不良) 一、概述 特点 O形密封圈由于它制造费用低及使用方便,因而被广泛应用在各种动、静密封场合。 标准 大部分国家对O形密封圈都制定系列产品标准,其中美国标准(AS 568)、日本标准(JISB2401)国际标准(ISO 3601/1)较为通用。 O型圈标准一览表 密封机理
O 形密封圈是一种自动双向作用密封元件。安装时其径向和轴向方面的预压缩赋与O 形密封圈自身的初始密封能力。它随系统压力的提高而增大。 (A )无压缩状态 (B )无压力作用下的压缩状态 (C )压力作用 二、O 形密封圈选择应考虑的因素 1.工作介质和工作条件 在具体选取O 形圈材料时,首先要考虑与工作介质的相容性。还须终合考虑其密封处的压力、温度、连续工作时间、运行周期等工作条件。若用在旋转场合,须考虑由于磨擦热引起的温升。不同的密封件材料,其物理性能和化学性能都不一样,见《橡胶密封件原料特性表》。 2.密封形式 按负载类型可分为静密封和动密封;按密封用途可分为孔用密封、轴用密封和旋转轴密封;按其安装形式又可分为径向安装和轴向安装。径向安装时,对于轴用密封,应使O 形圈内径和被密封直径d2间的偏差尽可能地小;对于孔用密封,应使其内径等于或略小于沟槽的直径d1。
O型密封圈的选型设计计 算参考 The latest revision on November 22, 2020
【论文摘要】O形密封圈和密封圈槽尺寸的合理匹配是延长密封圈无泄漏密封寿命的必要保证。据此提出一种选配两者尺寸的理论计算方法,并以Y341—148注水封隔器所选密封圈的计算为例说明,根据不同的密封圈可以计算出相应的密封圈槽尺寸。为保证密封圈长期有效地工作,还必须合理选择其压缩率、拉伸量和孔、轴配合精度等相关参数。选取压缩率时,应考虑有足够的密封面接触压力、尽量小的摩擦力和避免密封圈的永久性变形。顾及到一般试制车间的加工水平和井下工具主要是静密封的状况,建议密封面的轴、孔配合应优先选用H8/e8。 SelectionofO-ringandcalculationofO-ringgroovesize ChenAiping,ZhouZhongya (ResearchInstituteofOilProductionTechnology,JianghanPetroleumAdministration,Qianjiand City,HubeiProvince) RationalmatchingofO-ringsandO- ringgroovesisofgreatimportancetop[rolongingtheservicelifeofO- rings.AmethodforselectingO-ringwaspresented.ThesizesoftheO-ringgtoovecanbecalculatedaccordingtovariousO-rings.Toensurelong-termandeffectiveworkofthering,thecompressibility,tensiledimensionandbore-shaftmatchingaccuracyshouldbeproperlyselected. SubjectConceptTerms:O-ringO-ringgroovematchingservicelife 用O形密封圈(以下简称密封圈)密封是最常用的一种密封方式,然而至关重要的是如何正确地选择密封圈和设计密封圈槽尺寸。常规的方法是将密封圈套在宝塔上用游标卡尺测量外径,再确定其相应尺寸。这种方法的弊端是:(1)密封圈是弹性体,外径测量不准确;(2)在设计新工具时,往往没有现成的密封圈,难以确定尺寸,其过盈量往往掌握不准。过盈量太大时密封圈易被剪切损坏,太小时又容易失封。针对这种状况,笔者提出一种选配密封圈的理论计算方法(指外密封圈),以供参考、讨论。 密封圈的密封机理[1] 密封圈密封属于挤压弹性体密封,是靠密封环预先被挤压由弹性变形产生预紧力,同时工作介质压力也挤压密封环,使之产生自紧力。也就是说,挤压弹性体密封属于自紧式密封。 密封圈在介质压力p1作用下,其受力状况如图1所示,产生的接触压力为 pc=pco+Δpc (1) 式中pc——介质压力下的总接触压力,MPa; pco——密封圈初始压力,称之为预接触压力,MPa; Δpc——介质压力经密封圈传递给接触面的接触压力,称为介质作用接触压力,Δpc=κ p1,MPa,其中κ为侧压系数,κ=υ/(1-υ),对于橡胶密封件κ≈0.9~0.985;υ为密封圈材料的泊松比,对于橡胶密封件,υ=0.48~0.496。 图1 密封圈接触压力分布 要保持密封,必须保证pc>p1,而Δpc永远小于p1,故应保持足够的预接触压力pco,即密封圈要有足够的预压缩率,才能保证密封。但如果预压缩率太大,又会影响密封圈的工作寿命,因此密封圈和密封圈槽尺寸的合理匹配是延长密封圈无泄漏密封寿命的必要保证。 密封圈及密封圈槽的选配方法 内密封圈的选配比较简单,不再赘述,这里只介绍一种外密封圈的选配方法。 假定孔、轴直径分别为D、d,所选密封圈为D0×d0,问题是如何确定密封圈槽的底径D1,如图2所示。 图2 密封圈及密封圈槽尺寸
四、密封件定位套 见图2-25
I 、零件图样分析 1)φ16510.015.0--mm 中心线对φ130045 .0015.0++mm 基准孔中心线的同轴度公差为φ0.025mm 2)φ18010.015.0--mm 中心线对φ130045.0015.0++mm 基准孔中心线的同轴度公差为φ0.025mm 3)φ130045 .0015.0++mm 右端面对其轴心线的垂直度公差为0.03mm 。 4)铸件人工时效处理。 5)尖角倒钝1×45°。。 6)材料HT200。 2、密封件定位套机械加工工艺过程卡 (表2-15) 表2-15 密封件定位套机械加工工艺过程表
3、工艺分析 1)定位套孔壁较薄,在各道工序加工时应注意选用合理的夹紧力,以防工件变形。 2)定位套内、外圆有同轴度要求,为保证加工精度,工艺安排应粗、精加工分开。 3)在精磨φ130045.0015.0++mm 时,同时靠磨φ136mm 右端面,以保证φ130045 .0015.0++mm 右 端面对其轴心线的垂直度公差0.03mm 。(这种方法工厂俗称“工艺保证”)。 4)φ16510.015.0--mm 、φ18010.015.0--mm 中心线对φ130045 .0015.0++mm 基准孔中心线的同轴度误 差的检测方法,采用1:3000锥度心轴(图2-26)。先将工件装在锥度心轴上,再将心轴装在偏摆仪上(图2-27),将百分表触头与工件外圆最高点接触,然后转动锥度定位心轴,百分表跳动值为同轴度误差。 图2-26 锥度心轴
技术要求 1、尖角倒钝。 2、材料HT200。 图2-27同轴度检验示意图
密封圈检验标准 1.目的 本规范旨在定义我司橡胶采购制品品质标准,为产品设计者提供达到产品图纸图面要求的系统,为质检员提供塑胶制品与判定的参考依据,同时是橡胶制品供应商对我司品质要求认知的准则。 2.范围 本规范适用于本公司对外采购的所有橡胶制品。 3.职责 本规范由品质部和技术部负责制定,品质部负责实施和维护 4.检验方法及标准: 4.1 外观、颜色 4.1.1 测试数量:按规定比例抽查对应的包数,按照称重的方法计算每包的数量。 4.1.2 测试方法:在足够的光照条件下目测产品的外观,并与最初确定的样品对比颜色。 4.1.3 判定标准:1)、制品应无裂口、气泡、杂物、缺胶和修边过度现象, 制品表面应无较大披锋、毛边,并应有橡胶特有的光 泽; 2)、制品表面不得有喷霜、吐蜡等发白现象; 3)、手感不粘手、不能有脱色现象; 4)、制品外观、颜色不得有明显差异。 4.2 尺寸测量 4.2.1 测量器具:卡尺、投影仪 4.2.2 测试方法:按图纸标准的尺寸进行测量(关键尺寸需做破换性切片) 4.2.3 测试数量:按规定比例 4.2.4 判定标准:按图纸标准、并保证在公差范围之内。 4.3 硬度测试 4.3.1 测试器具:针式橡塑硬度计 1 / 2
4.3.2材料规格:被测材料厚度应≥3mm,若单层材料不够3mm,则叠加≤3 层,若三层仍不够,则以厂商提供的试片为准。 4.3.3 测试方法:拿住硬度计,平稳的把压足压在试样上,不能有任何振动, 并保持压足平行于试样表面,以使压针垂直地压入试 样,所施压的力要刚好使压足和试样完全接触,除另 有规定,必须在压足和试样完全接触后1秒内读数, 如果是其它间隔时间读数则必须说明。 4.3.4测试点:分别在材料的中央和边缘至少4个点(取平均值)。 4.3.5测试数量:按规定比例 4.3.6记录方式:指针所指刻度为被测物之硬度,一次性读数,记下最高和 最低值。 5. 检查每次收货时供应商提供的材质保证书,材料是否与前一次所使用材料吻合。 (注:专业文档是经验性极强的领域,无法思考和涵盖全面,素材和资料部分来自网络,供参考。可复制、编制,期待你的好评与关注)
阀门密封圈常用材料及使用条件 阀门密封圈材料有金属和非金属两大类。常用材料及其使用条件如下: 1、合成橡胶 合成橡胶的耐油、耐温、耐腐蚀等综合性能优于天然橡胶。一般合成橡胶的使用温度t ≤ 150℃,天然橡胶t ≤ 60℃,橡胶用于公称压力PN ≤ 1MPa 的截止阀、闸阀、隔膜阀、蝶阀、止回阀、夹管阀等阀门的密封。 2、尼龙 尼龙具有摩擦系数小、耐腐蚀性好等特点。尼龙多用于温度t ≤ 90℃、公称压力PN ≤ 32MPa 的球阀、截止阀等。 3、聚四氟乙烯 聚四氟乙烯多用于温度t ≤ 232℃、公称压力PN ≤ 6.4MPa 的截止阀、闸阀、球阀等。 4、铸铁 铸铁用于温度t ≤ 100℃、公称压力PN ≤ 1.6MPa、煤气和油类用的闸阀、截止阀、旋塞阀等。 5、巴氏合金 巴氏合金用于温度t -70~150℃、公称压力PN ≤ 2.5MPa 的氨用截止阀。 6、铜合金 铜合金常用材料有6-6-3 锡青铜和58-2-2 锰黄铜等。铜合金耐磨性好,适用于温度t ≤ 200℃、公称压力PN ≤ 1.6MPa 的水和蒸汽中,常用于闸阀、截止阀、止回阀、旋塞阀等。 7、铬不锈钢 铬不锈钢常用牌号有2Cr13、3Cr13 经调质处理,耐腐蚀性能好。常用于温度t ≤ 450℃、公称压力PN ≤ 32MPa 的水、蒸汽和石油等介质的阀门上。
8、铬镍钛不锈钢 铬镍钛不锈钢常用牌号为1Cr18Ni9ti,其耐腐性、耐冲蚀性和耐热性能较好。适用于温度t ≤ 600℃、公称压力PN ≤ 6.4MPa 的蒸汽、硝酸等介质中,用于截止阀、球阀等。 9、渗氮钢 渗氮钢常用牌号是38CrMoAlA,经渗碳处理,具有良好的耐腐蚀性和抗擦伤性。常用于温度t ≤ 540℃、公称压力PN ≤ 10MPa 的电站闸阀。 10、渗硼 渗硼由阀体或阀瓣本体材料直接加工出密封面,再进行渗硼表面处理,密封面耐磨性能很好。用于电站排污阀。
机械加工工艺过程卡片 产品型号零(部)件图号共页 产品名称密封件定位套零(部)件名称转向节第页材料牌号45# 毛坯种类铸件毛坯外型尺寸Φ100mm 每毛坯件数每台件数备注 工序号工序 名称 工序内容车间工段设备工艺装备工时 准终单件 1 铸铸件各部分加工余量5 2 热处理人工时效处理 3 粗车夹持毛坯的一端外圆,粗车外圆尺寸,兼顾铸件壁厚均匀,保证外圆尺寸为 Φ90mm车端面,保留总长为85,保留其加工余量5mm CA6140 三抓卡盘 4 粗车掉头,以已车外圆定位加紧加工,车外圆,法兰盘外圆车到Φ90mm,粗车法 兰盘端面,保证总长为80.5mm CA6140 三抓卡盘 5 半粗车车法兰盘外端面,并保证工件总长为80mm机各处倒角 CA6140 三抓卡盘 6 粗镗镗内径尺寸,保证工件尺寸为Φ34.2mm,留加工余量为0.8mm,Φ25+0.5 +0.2 mm 镗内径至图纸尺寸 三抓卡盘 7 半精镗镗内孔尺寸,保证工件尺寸为Φ34.7mm,留加工余量0.3mm三抓卡盘 8 精镗镗内径尺寸至图纸尺寸Φ35+0.045 +0.015 mm三抓卡盘9 粗车以法兰盘端面和内孔定位,粗车外圆尺寸,保证外圆尺寸为Φ55mm,留加工 余量1mm CA6140 10 精车精车外圆尺寸,保证外圆尺寸为Φ54.3mm,留加工余量为0.3mm
CA6140 11 割槽加工至图纸尺寸的Φ50-0.10 -0.15mm和Φ54-0.10 -0.15 mm的槽 CA6140 12 钳划线:画直上均匀分布的3XΦ10mm孔的位置,划直径上Φ46孔的中心位置12 钻钻孔3XΦ10mm 14 磨磨削加工外圆,磨至图纸尺寸Φ54-0.10 -0.15mm和Φ50-0.10 -0.15 mm 15 检验按照图纸要求检验各部分尺寸 16 入库涂油入库 标记处数更改文件号签字日期标记处数更改文字号签字日期 编制(日期) 审核(日期) 会签(日期)
JIS B 2401P系列(静密封、动密封用) 材料JIS代号1种A 1种B 2种3种4种C 4种D NOK代号A305 A105 A122 R189 S503 F201 注:倒角部分加工按NOK推荐值。 O型圈标准尺寸 (单位:mm)
沟槽部位尺寸 d尺寸D1、D2尺寸G尺寸(允差+0.25 )H尺寸R尺寸动密封、圆柱面 静密封的D与d的 偏心率(TIR),最大 尺寸允差 尺寸 允差无档圈 单侧档 圈 两侧档 圈 H±0.05 最大 值D1 D2 3 -0.056 6.2 +0.05 2.5 3.9 5.4 1.40.40.05 477.2 588.2 699.2 71010.2 81111.2 91212.2 101313.2 10 -0.0614 +0.06 3.2 4.4 6.0 1.80.40.05 1115 11.215.2 1216 12.516.5 1418 1519 1620 1822 2024 2125 2226 22 -0.0828 +0.05 4.7 6.0 7.8 2.70.80.08 22.428.4 2430 2531 25.531.5 2632 2834 2935 29.535.5 3036 3137 31.537.5 3238 3440 3541 35.541.5 3642
3844 3945 4046 4147 4248 4450 4551 4652 4854 4955+0.08 0 5056 48 -0.1058 +0.10 7.59.011.5 4.60.80.10 5060 5262 5363 5565 5666 5868 6070 6272 6373 6575 6777 7080 7181 7585 8090 8595 90100 95105 100110 102112 105115 110120 112122 115125 120130 125135 130140 132142 135145 140150
毕业设计定位套 篇一:定位套毕业设计 重庆机电职业技术学院 毕业设计(论文) 课题名称定位套的机械加工工艺规程及数控加工编程 学生姓名 xxxxxxxx 学号xxxxxxxxxxxxxx 系别机械工程系 专业班级机械设计与制造xxxx 指导教师xxxxxxxx 技术职务 xxxxxxxxx 重庆机电职业技术学院教务处制 重庆机电职业技术学院毕业设计(论文)任务书 指导教师:年月日 零件图如上图 重庆机电职业技术学院毕业设计(论文)开题报告 篇二:密封圈定位套的设计 目录
零件图及其零件毛坯图.................................2 一零件分析 (3) 1.1零件的作用....................................3 1.2零件的工艺分析................................3 1.3确定零件的生产类型............................3 二确定毛坯类型和毛坯尺寸. (3) 2.1选择毛坯......................................3 2.2 确定毛坯尺寸和加工余量........................3 三工艺规程设计......................................4 3.1定位基准的选择.................................4 3.2拟定工艺路线...................................4 3.3确定加工设备及工艺装备.........................6 3.4加工余量、工序尺寸及公差的确定.................7 3.5切削用量的计算.................................9 3.6生产工艺过程卡片及其工序卡片..................13 四工序40钻孔夹具的设计. (26) 4.1夹具设计方案 (26) 4.2夹具的三维设计 (26)
各类密封圈的材质及应用 SIL硅橡胶密封圈: SIL硅橡胶密封圈具有极佳的耐热、耐寒、耐臭氧、耐大气老化性能,有很好的绝缘性能,但SIL硅橡胶密封圈抗拉强度较一般橡胶差且不具耐油性;SIL硅橡胶密封圈适用于家用电器如电热水器、电熨斗、微波炉等,SIL硅橡胶密封圈还适用于各种与人体有接触的用品,如水壶、饮水机等;不建议SIL硅橡胶密封圈使用于大部份浓缩溶剂、油品、浓酸及氢氧化钠中;SIL硅橡胶密封圈的一般使用温度范围为-55~250℃。 IIR丁基橡胶密封圈: IIR丁基橡胶密封圈气密性特別好,耐热、耐阳光、耐臭氧性佳,绝缘性能好;IIR丁基橡胶密封圈对极性溶剂如醇、酮、酯等有很好的抵抗能力,可暴露于动植物油或可氧化物中;IIR丁基橡胶密封圈适合于耐化学药品或真空设备,不建议与石油溶剂、煤油或芳烃同时使用。IIR丁基橡胶密封圈的一般使用温度范围为-50~110℃。 NBR丁氰橡胶密封圈: NBR丁氰橡胶密封圈适合于石油系液压油、甘醇系液压油、二酯系润滑油、汽油、水、硅润滑脂、硅油等介质中使用;NBR丁氰橡胶密封圈是目前用途最广、成本最低的橡胶密封件;NBR丁氰橡胶密封圈不适用于极性溶剂之中,例如酮类、臭氧、硝基烃、MEK和氯仿;NBR丁氰橡胶密封圈的一般使用温度范围为-40~120℃。 FLS氟硅橡胶密封圈: FLS氟硅橡胶密封圈其性能兼有氟素橡胶及硅橡胶的优点,耐油、耐溶剂、耐燃料油及耐高低溫性均佳;FLS氟硅橡胶密封圈能抵抗含氧的化合物、含芳香烃的溶剂及含氯的溶剂的侵蚀;FLS氟硅橡胶密封圈一般用于航空、航天及军事用途,不建议暴露于酮类及刹车油中;FLS氟硅橡胶密封圈的一般使用温度范围为-50~200℃。 EPDM三元乙丙橡胶密封圈:
设计说明书 目录 一、课程设计任务书 (2) 二、前言 (4) 三、零件的分析 (5) 四、工艺规程的设计 (5) (一)确定毛坯的制造形式 (5) (二)基准的选择 (5) (三)工艺路线的拟定 (6) (四)机械加工余量,工序尺寸及毛坯尺寸的确定 (7) 五、机械加工余量 (8) 六、毛胚图 (9) 七、机械加工工艺过程卡片 (10) 八、设计总结……………………………………………………………………… 九、主要参考文献…………………………………………………………………
广东轻工职业技术学院 机械加工工艺规程设计任务书(五) 设计题目设计“二联齿轮”零件的机械加工工艺规程(生产纲领: 小批量) 设计内容 1产品零件图一张 2产品毛坯图一张 3机械加工工艺过程综合卡片一份 4课程设计说明书一份 班级:机电091 设计者:林晓新 指导老师:陈学文 2011年 6月 21日
前言 本次设计目的经典零部件制造与检验(二)实训是在学习了本课程,进行了金工实习及下厂参观的基础上进行的一个教学环节,要求学生综合运用本课程及其有关的先修课程理论和实践知识,进行经典零件加工工艺规程的设计,机械设计课程设计是机械类专业和部分非机械类专业学生第一次较全面的机械设计训练,是机械设计和机械设计基础课程重要的综合性与实践性教学环节,其目的是: 1培养学生运用本课程及有关课程(机械制图、公共材料与热处理、机械设计基础、互换性与测量技术等)的知识,结合个相关的实习中获得的知识,独立的分析和解决机械零件的加工工艺问题,初步具备设计有关中等复杂程度的零件的工艺规程的能力。 2能正确地解决机械零件在加工中的定位、加紧以及工艺路线安排、加工余量及工艺尺寸确定等问题,做到既能保证加工质量,又能满足加工成本合理的要求。 3培养学生熟练的运用有关手册、规范、图表等技术的能力。 4进一步培养学生识图、制图、运算和编写技术文件的能力。 由于时间仓促和水平有限,说明书中难免有不当和欠妥之处,敬请老师不吝批评指正。 林晓新 2010.7.6
O形密封圈和密封圈槽的选配及应用 2010年04月19日 17:00 关键词:O形密封圈,密封圈,泄漏 内容提示:O形密封圈和密封圈槽尺寸的合理匹配是延长密封圈无泄漏密封寿命的必要保证。据此提出一种选配两者尺寸的理论计算方法 作者:陈爱平周忠亚 【关键词】密封圈,密封圈槽,选配,使用寿命 【摘要】O形密封圈和密封圈槽尺寸的合理匹配是延长密封圈无泄漏密封寿命的必要保证。据此提出一种选配两者尺寸的理论计算方法,并以Y341—148注水封隔器所选密封圈的计算为例说明,根据不同的密封圈可以计算出相应的密封圈槽尺寸。为保证密封圈长期有效地工作,还必须合理选择其压缩率、拉伸量和孔、轴配合精度等相关参数。选取压缩率时,应考虑有足够的密封面接触压力、尽量小的摩擦力和避免密封圈的永久性变形。顾及到一般试制车间的加工水平和井下工具主要是静密封的状况,建议密封面的轴、孔配合应优先选用H8/e8。 用O形密封圈(以下简称密封圈)密封是最常用的一种密封方式,然而至关重要的是如何正确地选择密封圈和设计密封圈槽尺寸。常规的方法是将密封圈套在宝塔上用游标卡尺测量外径,再确定其相应尺寸。这种方法的弊端是:(1)密封圈是弹性体,外径测量不准确;(2)在设计新工具时,往往没有现成的密封圈,难以确定尺寸,其过盈量往往掌握不准。过盈量太大时密封圈易被剪切损坏,太小时又容易失封。针对这种状况,笔者提出一种选配密封圈的理论计算方法(指外密封圈),以供参考、讨论。 密封圈的密封机理[1] 密封圈密封属于挤压弹性体密封,是靠密封环预先被挤压由弹性变形产生预紧力,同时工作介质压力也挤压密封环,使之产生自紧力。也就是说,挤压弹性体密封属于自紧式密封。 密封圈在介质压力p1作用下,其受力状况如图1所示,产生的接触压力为
设计任务书 题目:设计“密封件定位套”零件的机械加工工艺规程及工序的设计计算 设计内容:1、产品零件图1张; 2、产品毛坯图1张; 3、机械加工工艺过程卡片1份; 4、机械加工工序卡片1张(一道工序); 5、课程设计说明书1份(3千字,A4); 6、装袋(桂林航院课程设计专用袋、不用档案袋) 设计时间:两周
序言 机械制造工艺学课程设计使我们学完了大学的全部基础课、技术基础课以及大部分专业课之后进行的。这是我们在进行毕业设计之前对所学各课程的一次深入的综合性的链接,也是一次理论联系实际的训练。因此,它在我们四年的大学生活中占有重要的地位。 就我个人而言,我希望能通过这次课程设计对自己未来将从事的工作进行一次适应性训练,从中锻炼自己分析问题、解决问题的能力,为今后参加祖国的现代化建设打下一个良好的基础。 由于能力所限,设计尚有许多不足之处,恳请各位老师给予指导。
一、零件的分析 (一)零件的作用 题目所给定的零件是密封件定位套,其构造成在打开位置和关闭位置之间有选择地定向一密封件。该组件包括一膨胀器结构,通过转动或其它方式移动到与密封结构的预定部分强制接合和脱开这样的强制接合,该膨胀器结构可设置在一密封件打开或密封件关闭定向。当密封件定位组件用于实施腹腔镜或类似手术中的套管针组件时,密封件打开定向设置密封结构脱开与通过其间的器械的接合,并可便于充入的气体从充气的体腔内快速地排出。一偏置组件可连接到密封结构,以在器械不设置在密封结构内的情形下,偏置密封结构到一通常的关闭位置。构造来打开和关闭一密封结构的密封件定位组件,所述密封件定位组件包括: a)一包括一膨胀器结构的定位装置,膨胀器结构设置成与密封结构保持连通的关系。 b)通过所述膨胀器结构和密封结构之间的相对运动,所述膨胀器结构设置在一密封件打开定向和一密封件关闭定向。 c)所述密封件打开定向至少部分地由所述膨胀器结构与密封结构的预定部分的强制接合形成。 (二)零件的工艺分析 1)定位套孔壁较薄,在各道工序加工时应注意选用合理的夹紧力,以防工件变形。
密封圈的使用 V型密封圈 是一种轴向作用的弹性橡胶密封圈,用作转轴无压密封。密封唇有较好的活动性和适应性,可补偿较大的公差和角度偏差,可防止内部油脂或油液向外漏泄,也可防止外界的溅水或尘埃的侵入。 V型密封圈 O型密封圈 主要用于静密封和往复运动密封。用于旋转运动密封时,仅限于低速回转密封装置。 矩型密封圈 一般安装在外圆或内圆上截面为矩形的沟槽内起密封作用。 Y型密封圈 广泛应用于往复动密封装置中。 另外,还有弹簧张力(弹簧蓄能)密封圈,是在PTFE密封材料之中加入一个弹簧,有O型弹簧,V型弹簧,U型弹簧。 孔用YX型密封圈 简单描述 产品用途:用于往复运动液压油缸中活塞的密封。适用范围:TPU:一般液压缸、通用设备液压缸。 CPU:工程机械用液压缸及高温、高压用油缸。材质:聚氨酯TPU、CPU、橡胶 产品硬度:HS85±2°A 工作温度:TPU:- 40~+80℃ CPU:-40~+120℃ 工作压力:≤32Mpa 工作介质:液压油、乳化液
YX型孔用挡圈 简单描述 产品用途:本标准适用于油缸工作压力大于16MPa时配合YX型密封圈使用,或油缸偏心受力时,起保护密封圈的作用. 工作温度:-40~+100℃ 工作介质:液压油、乳化液、水产品硬度:HS 92±5A 材质:聚四氟乙烯 轴用YX型密封圈 简单描述 产品用途:用于往复运动液压油缸中活塞杆的密封适用范围:TPU:一般液压缸、通用设备液压缸。 CPU:工程机械用液压缸及高温、高压用油缸。 材质:聚氨酯TPU、CPU、橡胶产品硬度:HS85±2°A 工作温度:TPU:- 40~+80℃ CPU:-40~+120℃ 工作压力:≤32Mpa 工作介质:液压油、乳化液 轴用YX型挡圈 简单描述 产品用途:本标准适用于油缸工作压力大于16MPa时配合YX型密封圈使用,或油缸偏心受力时,起保护密封圈的作用. 工作温度:-40~+100℃ 工作介质:液压油、乳化液、水产品硬度:HS 92±5A 材质:聚四氟乙烯根据:企业标准 O型橡胶密封圈 (GB1235-76) 简单描述 产品用途:本标准中O型橡胶密封圈适用于液压气动系统及各种机械设备和元器件,在规定的压力,温度以及不同的液体和气体介质中,于静止或运动状态下起密封作用。工作温度:-40~+230℃ 工作压 力:<10-220Kg,f/cm> o型橡胶密封圈