1234序号
本厂54
W
5H 16MnR
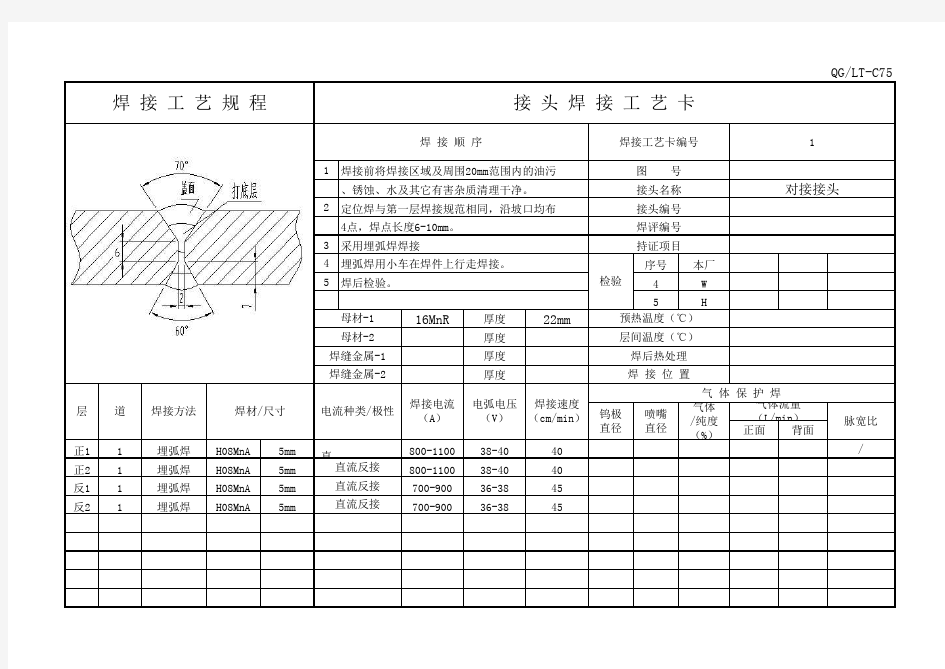
厚度22mm
厚度厚度厚度
正面背面
正11埋弧焊H08MnA 5mm 直流反接
800-110038-4040/
正21埋弧焊H08MnA 5mm 800-110038-4040反11埋弧焊H08MnA 5mm 700-90036-3845反2
1
埋弧焊
H08MnA
5mm
700-900
36-38
45
直流反接直流反接直流反接
电弧电压(V)焊接速度(cm/min)气 体 保 护 焊
钨极直径
喷嘴直径
气体/纯度
(%)
气体流量(L/min)脉宽比层道焊接方法焊材/尺寸电流种类/极性
焊接电流(A)焊缝金属-1焊后热处理焊缝金属-2
焊 接 位 置母材-1预热温度(℃)母材-2层间温度(℃)焊评编号采用埋弧焊焊接
持证项目埋弧焊用小车在焊件上行走焊接。检验
焊后检验。焊 接 顺 序
焊接工艺卡编号1
焊接前将焊接区域及周围20mm范围内的油污图 号、锈蚀、水及其它有害杂质清理干净。QG/LT-C75
焊 接 工 艺 规 程
接 头 焊 接 工 艺 卡
接头名称对接接头
定位焊与第一层焊接规范相同,沿坡口均布接头编号4点,焊点长度6-10mm。
1234序号
本厂54
W
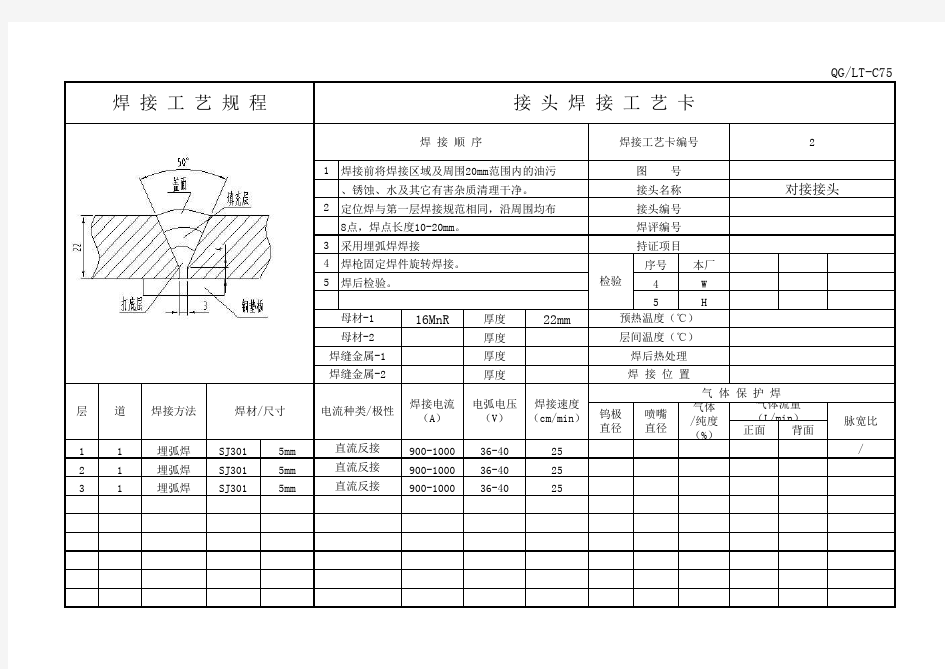
5H 16MnR
厚度22mm
厚度厚度厚度
正面背面
11埋弧焊SJ3015mm 900-100036-4025/
21埋弧焊SJ3015mm 900-100036-40253
1
埋弧焊
SJ301
5mm
900-1000
36-40
25
定位焊与第一层焊接规范相同,沿周围均布接头编号8点,焊点长度10-20mm。焊评编号焊 接 工 艺 规 程
接 头 焊 接 工 艺 卡
QG/LT-C75
焊 接 顺 序
焊接工艺卡编号2
焊接前将焊接区域及周围20mm范围内的油污图 号、锈蚀、水及其它有害杂质清理干净。接头名称对接接头
采用埋弧焊焊接
持证项目焊枪固定焊件旋转焊接。检验
焊后检验。母材-1预热温度(℃)母材-2层间温度(℃)焊缝金属-1焊后热处理焊缝金属-2
焊 接 位 置电流种类/极性焊接电流(A)电弧电压(V)焊接速度(cm/min)层道焊接方法焊材/尺寸直流反接直流反接直流反接
气 体 保 护 焊
钨极直径
喷嘴直径
气体/纯度
(%)
气体流量(L/min)脉宽比
1234序号
本厂54
W
5H 16MnR 厚度22mm 16MnR
厚度12mm
厚度厚度
正面背面
11焊条电弧焊J5035180-21030-5020-30/
2
1
焊条电弧焊
J503
5
180-210
30-50
20-30
QG/LT-C75
焊 接 工 艺 规 程
接 头 焊 接 工 艺 卡
焊 接 顺 序
焊接工艺卡编号4
焊接前将焊接区域及周围20mm范围内的油污图 号、锈蚀、水及其它有害杂质清理干净。接头名称搭接接头
定位焊与第一层焊接规范相同,沿周围均布接头编号6点,长度方向上4点,焊点长度6-10mm。焊评编号采用焊条电弧焊焊接
持证项目采用两焊工同事对称焊接。检验
焊后检验。母材-1预热温度(℃)母材-2层间温度(℃)焊缝金属-1焊后热处理焊缝金属-2
焊 接 位 置电流种类/极性焊接电流(A)电弧电压(V)焊接速度(cm/min)层道焊接方法焊材/尺寸直流反接直流反接
气 体 保 护 焊
钨极直径
喷嘴直径
气体/纯度
(%)
气体流量(L/min)脉宽比
1234序号
本厂54
W
5H 16MnR 厚度8mm 16MnR
厚度16mm
厚度厚度
正面背面1
1
焊条电弧焊
J503
5mm
160-210
40-65
30-40
/
焊 接 工 艺 规 程
接 头 焊 接 工 艺 卡
焊 接 顺 序
焊接工艺卡编号5
焊接前将焊接区域及周围20mm范围内的油污图 号、锈蚀、水及其它有害杂质清理干净。接头名称角接接头
定位焊与第一层焊接规范相同,沿周围均布接头编号三点,焊点长度6-10mm。焊评编号采用GTAW焊接持证项目焊缝外观检查
检验
焊缝无损检测:100%RT Ⅱ级合格母材-1预热温度(℃)母材-2层间温度(℃)焊缝金属-1焊后热处理焊缝金属-2
焊 接 位 置电流种类/极性焊接电流(A)电弧电压(V)焊接速度(cm/min)层道焊接方法焊材/尺寸直流反接
气 体 保 护 焊
钨极直径
喷嘴直径
气体/纯度(%)
气体流量(L/min)脉宽比
1234序号本厂
4W
5H 16MnR 厚度8mm 16MnR
厚度14mm
厚度厚度
正面背面
1
1
焊条电弧焊
J503
5mm
160-210
40-65
30-40
/
焊 接 工 艺 规 程
接 头 焊 接 工 艺 卡
焊 接 顺 序
焊接工艺卡编号
6
焊接前将焊接区域及周围20mm范围内的油污图 号
、锈蚀、水及其它有害杂质清理干净。接头名称角接接头定位焊与焊接规范相同,沿周围均布接头编号,焊点长度6-10mm。焊评编号采用GTAW焊接持证项目焊后检查
检验母材-1预热温度(℃)母材-2层间温度(℃)焊缝金属-1焊后热处理焊缝金属-2
焊 接 位 置
电流种类/极性焊接电流(A)电弧电压(V)焊接速度(cm/min)层道焊接方法焊材/尺寸气 体 保 护 焊
钨极直径喷嘴
直径气体/纯度(%)
气体流量(L/min)脉宽比直流反接
1235序号本厂
4W
5H 16MnR 厚度22mm 16MnR
厚度10mm
厚度厚度
正面背面
11焊条电弧焊J5035180-22030-6020-30/
2
1焊条电弧焊J503
5
200-240
30-60
20-30
焊评编号气 体 保 护 焊
钨极直径喷嘴
直径气体/纯度(%)
气体流量(L/min)脉宽比焊 接 工 艺 规 程
接 头 焊 接 工 艺 卡
焊 接 顺 序
焊接工艺卡编号
3
持证项目检验焊接速度(cm/min)焊 接 位 置
焊缝金属-1焊缝金属-2
直流反接直流反接
电流种类/极性焊后热处理焊接电流(A)电弧电压(V)预热温度(℃)母材-2层间温度(℃)层道
焊接方法焊材/尺寸
4点,焊点长度6-10mm。采用焊条电弧焊焊接。焊缝外观检查。
母材-1、锈蚀、水及其它有害杂质清理干净。接头名称对接接头定位焊与第一层焊接规范相同,沿周围均布接头编号焊接前将焊接区域及周围20mm范围内的油污图 号