Brake System
Best Practice
Team :
Version Number: 3.1 Id: 109405 Alliance Partners Access Approved: No
Title
Brake Noise Overview
Abstract
This best practice defines the considerations a DRE/DE or Performance Integration Engineer need to comprehend in addressing brake noise.
Description
This best practice defines the considerations a DRE/DE or Performance Integration Engineer needs to comprehend in addressing brake noise, that is, noise from the vehicle that occurs during braking. The noise can be a moan, squeal, swoosh, squeak, thumping sound, etc. and can be initiated in any part of the brake system. A brake noise is generally defined as a noise 6 dBA above ambient/background noise with a frequency less than 18 kHz (frequencies above 18 kHz are considered beyond the human audible range.
Included in this overview are best practices that address design issues and analysis and testing approaches.The following is a list of the best practices covered in this overview.
Brake Noise Playbook
Disc Brake Squeal
Low Frequency Brake Noise (Moan)
Drum Brake Squeal
Brake Booster Swoosh
Brake Pedal Noise
ABS Noise
Dyno Testing For Brake Noise
Vehicle Testing For Brake Noise
Brake Corner Component Evaluation
FEA Analysis For Brake Noise
For related best practices see Brake Squeaks And Rattle and Brake Pulsation. Conditions
These best practices should be applied when designing or investigating for brake noise on cars and light duty trucks.
Consequences
Brake noise is the number one warranties and customer dissatisfier in the brake area on GM vehicles.
Supporting Data - Lessons and Learnings
The content below are the lesson(s) that contributed to the development of this best practice.
?Lessons Learned Number: 4751
?Title: GMT370 Front Brake Noise
?Date issued: 12/02/2002
?TIE responsible for approval: GEORGE A DRAKE
LL4751 Ver: 1.0
Location: GMNA - USA - Product Engineering
VPPS v3 20.04.01 Front Brake Corner
Title: GMT370 Front Brake Noise
Issue Date: 12/02/2002
Model Year: 2002
Model Line: 370 - GMT
Source of Lesson: Problem Resolution Tracking System
Subject:
Brief Description of this document's
subject
This lesson learned documents a front brake noise issue that was discovered & corrected on the 2002 GMT370.
Identify:
Issue Definition / History
In early spring 2002, some GMT370 captured test fleet drivers began to complain about brake squeal. The noise typically occurred in cold (25 to
40 deg. F), damp conditions with cold brakes, usually the first couple of stops in the morning, for example.
Analyze:
Cause and Root Cause
The process root cause of the issue was that the existing brake noise
test procedures (i.e. Proving ground BSL 042 & 043 flat track and dyno noise tests) did not detect the problem. The hardware root cause was
that the released Akebono 161H lining's coefficient of friction increases under cold & damp conditions. This coupled with the new GMT370
caliper bracket, caused a squeal to occur at about 2800 Hz.
Plan:
Quick Fix/Corrective Action
The hardware quick fix was to change the lining material to Akebono
NS265H. Process wise, our noise validation tests need to be updated.
The attached Rubore dyno test was effective in generating the noise. It
is suggested that this be incorporated into our dyno noise procedure, or
that a cold box vehicle test be incorporated.
Implement:
EWO and Technical Memory
The NS265H lining was implemented via EWO AGMLJ which was implemented in September, 2002.
Evaluate:
Verification / Validation
The lining change was effective in reducing the number of noisy stops,
on the cold box test, from approxmately 20% with 161 material, to 5%
with the 265 material.
Author: Robert Vinton
Author's Comments: PRTS# St_MidTruck0805
Approver: GEORGE A DRAKE
Approver's Comments: This lesson learned has been incorporated into Best Practices.
URL Reference(s): Best Practice 106805 Brake Noise Playbook
File Attachments: T370 cold test procedure.doc - GMT370 cold noise procedure
GM T370 Cold Test Procedure (Forward/Reverse) Burnish – 64 stops
Speed = 320 rpm to 50 rpm
Temps = 50/100/150/200/200/150/100/50 deg C
Pressures = 0/5/10/15/15/10/5/0 bar with 5 bar ramp
Noise matrix Forward – 20 stops total
Soak = 4 hours at –2 to 0 deg C, 80-90% RH
Do 5 forward stops @
Speed = 100 rpm to 5 rpm over 8 seconds
Pressure = 6 bar with 2 bar ramp
Soak = 10 minutes (same conditions as above)
Do 5 forward stops @
Speed = 100 rpm to 5 rpm over 8 seconds
Pressure = 6 bar with 2 bar ramp
Soak = 20 minutes (same conditions as above)
Do 5 forward stops @
100 rpm to 5 rpm over 8 seconds
Pressure = 6 bar with 2 bar ramp
Soak = 30 minutes (same conditions as above)
Do 5 forward stops @
100 rpm to 5 rpm over 8 seconds
Pressure = 6 bar with 2 bar ramp
Burnish – 64 stops (same as above)
Noise matrix Reverse – 20 stops total
Soak = 4 hours at –2 to 0 deg C, 80-90% RH Do 5 reverse stops @
100 rpm to 5 rpm over 8 seconds
Pressure = 6 bar with 2 bar ramp
Soak = 10 minutes (same conditions as above) Do 5 reverse stops @
100 rpm to 5 rpm over 8 seconds
Pressure = 6 bar with 2 bar ramp
Soak = 20 minutes (same conditions as above) Do 5 reverse stops @
100 rpm to 5 rpm over 8 seconds
Pressure = 6 bar with 2 bar ramp
Soak = 30 minutes (same conditions as above) Do 5 reverse stops @
100 rpm to 5 rpm over 8 seconds
Pressure = 6 bar with 2 bar ramp
Safety issues are often overlooked and replaced by fluke, so you need to learn safety knowledge frequently to remind yourself of safety. (安全管理) 单位:___________________ 姓名:___________________ 日期:___________________ 谈行车制动噪音(通用版)
谈行车制动噪音(通用版)导语:不安全事件带来的危害,人人都懂,但在日常生活或者工作中却往往被忽视,被麻痹,侥幸心理代替,往往要等到确实发生了事故,造成了损失,才会回过头来警醒,所以需要经常学习安全知识来提醒自己注意安全。 汽车在制动过程中产生刺耳的尖叫声或摩擦声称为制动噪音,它多属制动颤振而在装置本身或附近产生的不正常声响,是由于制动器摩擦面产生的摩擦振动而诱发制动器各部件振动所发出的声响,严重的噪音污染,尤其是会使车内乘员产生不舒适的感觉。 常见的行车制动噪音所产生的原因有以下几点: 1、摩擦片包角过大; 2、摩擦材料不合格; 3、修理或装配质量达不到要求; 4、摩擦片摩擦系数的影响; 5、制动片与制动盘之间有异物; 6、新制动片使用不当; 7、制动鼓发热。 制动噪音的预防措施和排除方法: 车辆在行驶中如若出现制动噪音,必须立即检修和排除,并采取
相应技术措施以确保安全行车。 1、选用合乎规格型号的摩擦片及其他制动系统配件,不合格配件绝对不装车。 2、维护修理中,严格执行原厂技术规范;在装配中应保证摩擦片两端先接触,每端接触面积占片全长的1/3,使接触部分的有效面积不低于70%,两边的厚度差不超过0.1毫米,制动时片与鼓能平顺结合,制动蹄不歪斜或四点摩擦。 3、制动器的紧固零件(即凸轮轴、支架座、蹄销轴等部位)按规定的技术标准紧固及调整间隙。 4、山区使用车辆(指大货车),须在前、后轮制动器上装上简单的淋水装置,以改善噪音和摩擦片的热衰退现象。 5、正确使用制动,尤其新装制动片使用初期应尽量避免连续制动和紧急制动,避免摩擦片表面因过热烧结而产生尖叫声。 晓青 XX设计有限公司 Your Name Design Co., Ltd.
产生制动噪音的原因 制动器在制动过程中发出一种尖锐、刺耳的啸叫声,产生这种制动噪音的主要原因有以下几方面。 1.盘式制动器制动噪音产生的原因 (1)制动轮缸活塞回位的密封圈弹力不足而引起拖磨,因盘式制动器不象蹄式制动器有专用的制动蹄回位弹簧,其回位靠轮内活塞密封圈的变形弹力回位。经回位后摩擦片与制动盘的单边间隙为0.05~0.25mm,而蹄式制动器的制动间隙一般为0.3~0.6mm。当活塞密封圈的材料有问题时,如硬度较低将影响到活塞回位而引起拖磨,在制动盘表面有较深的磨痕出现,制动时会使接触表面接触不好,制动过程中发生跳跃、振动而引起尖叫 (2)减振垫片脱落或失效在箍式制动器的两个摩擦块衬板和轮缸活塞之间一般都附上一块减振垫片,减振垫片一般都由0.5~0.8mm淬火冷轧钢板制成.两面涂有橡胶层,起缓冲减振作用,能降低制动时摩擦块的振动频率。若此减振片脱落或失效,则会引起制动尖叫声音的增大。 (3)摩擦块表面磨出釉光摩擦块表面出现脆化光亮的釉光层,比正常摩擦块的摩擦系数要低,不仅会产生尖叫,而且还会降低制动效果。一般情况下,釉光现象是因为频繁地紧急制动而产生的,也有可能是摩擦片表面沾有油污而造成的。因此,平时应注意轮缸活塞密封圈、缸体、轮毂等是否有损坏而漏油。 (4)制动盘制动时工作面跳动量超过0.05mm,制动盘变形或表面有缺陷而引起尖叫。 2.蹄式制动器制动噪音产生的原因 制动蹄的形状如敞口喇叭,只要有轻微的噪音便会被扩大而变得格外刺耳。 (1)摩擦片材质差。若对摩擦片生产的各种材料配方不当,将会大大降低摩擦性能。摩擦片过硬,配料不均、摩擦系数偏高、摩擦片与制动蹄磨合一致性较差等都会引起局部接触,制动时瞬时温度较高,表面易出现碳化、釉质化,制动时因不平顺而产生自激性振动噪音(2)制动蹄工作面精度低、全跳动量超过0.15mm、动平衡不好等都会使摩擦过程不平顺引起间歇性振动而产生噪音: (3)制动后回位不及时主要是:制动蹄回位弹簧失效、轮缸活塞卡滞不回、连续频繁紧急制动产生的高温使轮缸制动油汽化(又称气阻)等而使制动疲软,容易拖磨;制动蹄与底部的凸台或平面周围锈蚀,或机械损伤.都有可能引起回位滞后拖磨,装配时应涂耐l20℃高温的锂基润滑脂,以改善滑动性;领从蹄式制动器大都为制动间隙可自动调整,在连续下长坡或频繁制动,制动鼓温度超过1O0 ℃时.将使制动鼓涨大,出现制动性能下降的机械衰退,这时制动蹄自动跟着调大,冷缩后制动蹄不能退回而出现拖磨。
制动噪声的研究现状 摘要:本文主要分析了汽车制动噪声产生的原因和特点,同时指出制动噪声对环境的污染,并系统介绍了制动噪声的研究工作及其研究成果.最后,指出目前制动噪声研究工作的不足,并对未来的研究工作提出了一些展望和建议. 关键词:制动噪声 1 概述 1.1防治汽车制动噪音是刻不容缓的重要任务 空气、水源及环境污染称三大污染。环境噪音污染中,城市交通运输噪音已成为重要的污染源。汽车制动噪音危害驾驶员、乘员健康和舒适性,对道路上行人和周围居民造成不必要的不安。从医学角度看,85-90分贝的噪音即对人产生危害,包括影响人的听力。当今,市民对交通噪音反映强烈。据报载,北京市在奥运会召开前的数年中,将投资8亿人民币防治交通运输噪音现阶段,多数机动车采用摩擦式制动器制动,有可能产生制动噪音,而在以半金属材质摩擦材料取代石棉树脂摩擦材料进程中,处理不好带来的副作用—有较显的多发性制动噪音产生,益发要引起供货商重视。在出口产品的质量问题中,制动噪音问题已成为瓶颈问题之一。 1.2 制动噪声的产生和原理及其特点 汽车制动引起的噪声是一个很复杂的自然现象,主要是由于制动器工作中发生振动造成的.制动噪声的产生及噪声声压级的大小与很多因素有关,不仅与经典的摩擦振动理论联系紧密,还受到自身结构和复杂工况的强烈影响,如整个制动系统的刚度、制动速度、制动压力、对偶件的材质以及环境条件(温度、湿度、润滑条件)等,有时这些因素的一个或多个发生变化,都会严重影响到制动噪声出现的状态及噪声声压级的大小.由于影响因素的复杂性,尽管学术界研究摩擦噪声已有相当长的历史,但仍有许多问题没有解决.迄今为止,这个课题已吸引了包括摩擦学、振动力学、材料学和计算机模拟科学等诸多学者的兴趣,并发表了许多研究成果.制动噪声的频率范围非常宽,从几十赫兹到上万赫兹不等.一般根据振动频率的频段可分为低频振动噪声(低于1000Hz)和中高频振动噪声(1000~10000Hz以上).文献中经常提到的Moan、Hum、Judder、Groan、Roughness基本上可归入低频振动噪声的范围,Squeal则可划为中高频振动噪声范围.而Squeal又可分为低频尖叫(1~3kHz)和高频尖叫(5~15kHz),高频尖叫最高时可达到120dB左右,是人耳难以忍受的一种尖叫声,对人们的身心能够产生极大的危害,同时也是城市噪声的主要污染源之一. 2制动噪声的研究概况 实验在制动噪声的研究中有着不可替代的作用,大多数研究制动噪声的方法都是实验法.理论研究主要回答了制动噪声的激励源问题,但由于理论研究总是在一些假设的前提下进行推导的,脱离实际情况.同时摩擦系统参数识别困难,因此理论计算大多只能定性的说明问题.另外,在实验中发现,条件都相同的各次试验中并非均能出现摩擦尖叫声.很显然,理论模型研究都不能考虑这些因素,必须在实验研究中加以解决.因此进行摩擦噪声的实验研究必不可少.汽车制动噪声实验在国外研究较早,早在20世纪50年代,
汽车整车制动系统噪音路试规范 1 适用范围 本标准为吉利汽车研究院和各基地进行乘用车整车制动系统噪音路试依据和标准,不涉及台架试验部分,主要测试整车制动过程中的噪音情况。 2 试验目的 2.1 获得制动器总成制动噪音类型、频次和发生条件,进行主观评分。 2.2 验证制动器总成和悬架系统等相关零部件整改或者变更(包括材料和结构)对制动噪音的影响。 2.3 试验过程通过不同制动压力,温度条件和行驶工况,来再现和模拟正常行驶工况下产生的噪音,(如在不同速度和制动系统温度下的直行,转弯,坡道,包括前进和后退方向)。 2.4 根据获得的数据和信息,提出降低制动噪音的方案和措施。 3 试验依据 本标注使用SAE 主观打分标准(N45),主观打分值分数从1到10,1表示最差噪音评分,而10表示没有噪音发生。 3.1 SNI 定义 SNI= 总制动次数 (噪音评分值) 噪音出现次数VER )(?∑
3.2 SNI 接受标准 3.3 ONI 定义 ONI= 总制动次数 强度因数 噪音出现次数?∑)( 3.4 ONI 接受标准 3.5 主要制动噪声 3.5.1 尖叫:1~10kHz 发生在制动过程或非制动过程。 3.5.2 刮擦声: 在一定范围内,几个同时发生的高频噪声,声音类似一种持续变化的嘶嘶声。 3.5.3 闷叫:100~450Hz 发生在制动过程中或非制动过程,表现为车体共振引起的低频声和振动,在向前、向后和转弯行驶中,低行驶速度及低制动压力条件下发生,最初制动时系统湿度高。
3.5.4 吱嘎声:150~200Hz, 受通风盘肋条数影响 仅在车内感受到,该噪声频率随车速降低而降低。 3.5.5 吱吱声:40~100Hz, 1、低频低压噪声:低频噪声发生在升温降温循环之后,速度在25km/h左右,在车辆停止之前发生持续时间很长。 2、低频低压低温噪声:主要发生在自动变速箱车辆上;在交通灯路口或者坡道上,带着制动并且车辆速度小于2km/h 时发生的噪音,制动片从静态摩擦切换到动态摩擦时发生滑动现象。 4 试验要求 4.1 要求提供两辆以上工装车。各项功能完备,性能优良。 4.2 依照此标准的测试车辆必须装备认可状态的新制动盘和/鼓,新摩擦片/蹄片: 1、所测试盘式制动器不得超过300℃高温; 2、所测试鼓式制动器不得超过150℃高温; 3、所测试的制动盘需要进行盘面跳动测量,测试点位于制动盘外周向内10mm处。 4.3 整个测试过程要在车窗开启的状态下,路面干燥下进行噪音试验最适宜;在试验前必须固定所有车身附件,以免产生额外噪音,影响测试结果. 5 基本测试方法 5.1 车辆速度:0~50km/h 5.2 温度范围(摩擦片温度):<80℃, 80~100℃,100~150℃,150~200℃,升温过程结束后进行相反的降温过程,直至温度降至80℃以下。 5.3 制动压力范围:3~5bar,5~10bar,10~15bar,15~20bar,20~25bar,25~30bar,30~35bar,40~45bar,对于每个温度区间,只允许进行两个压力的测试。 5.4 噪声出现后,记录车速,主缸压力,摩擦片温度;同时用FFT噪音分析仪读取噪声频率和分贝值(dBA),并用SAE评分标准(N45)对噪音评分。 注意:摩擦片加热过程在试验中只能进行一次,否则会引起摩擦片/蹄片物理性质和化学性质的变化。 5.5 试验程序
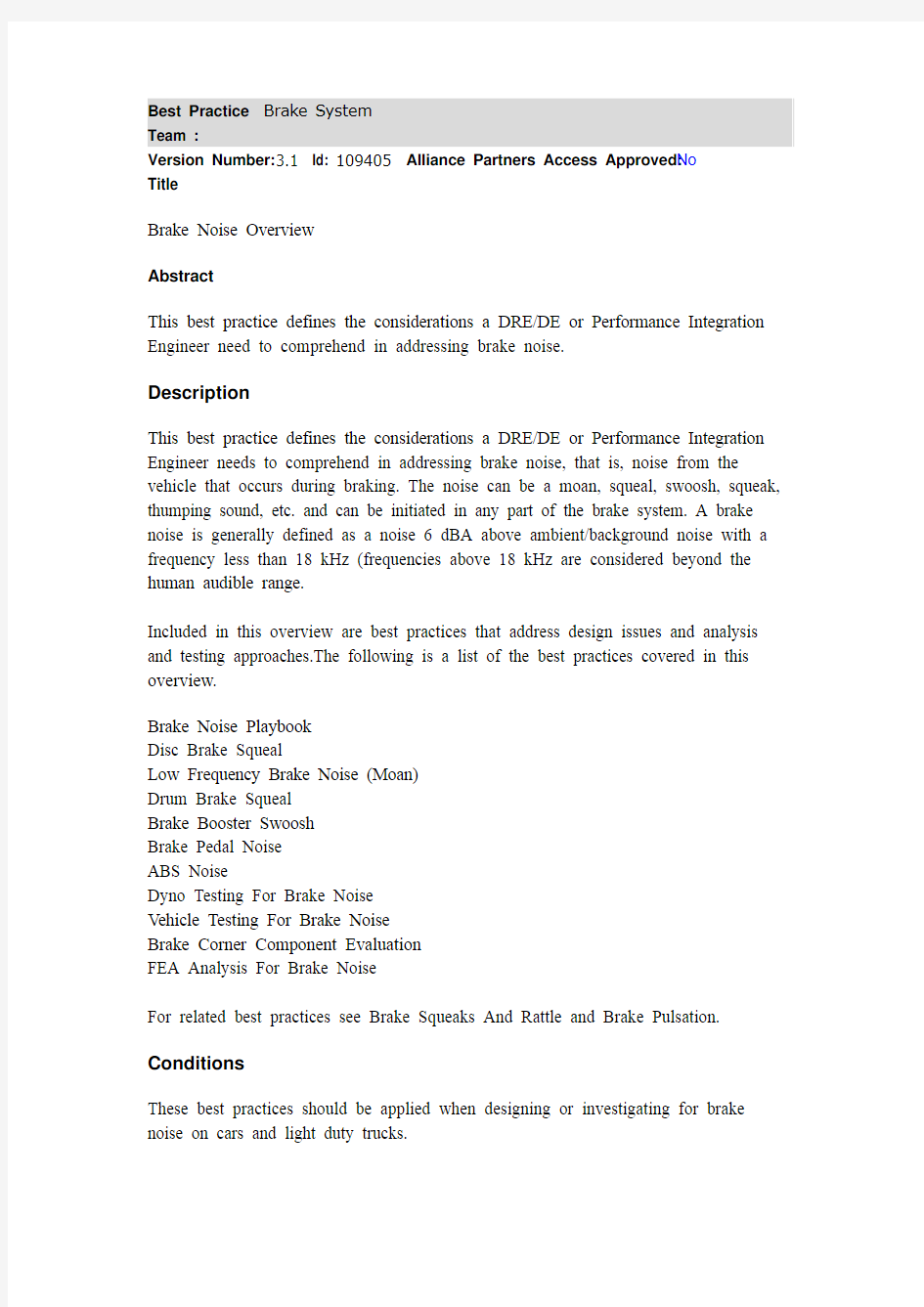
制动啸叫分析 介绍 汽车制动性能是影响安全性和驾驶舒适性的一个重要方面。以往关于制动器的研究一直集中于制动性能和可靠性的提高。然而,随着汽车设计的声学和舒适性方面技术的改进,使得制动噪声问题日益突出。制动噪声通常指的是汽车制动中的制动尖叫、短暂低沉的啁啾声、或是整个制动过程的啸叫声,其出现是间歇性甚至是随机性的。制动噪声不但会影响乘员的舒适性,而且还会产生环境噪声,同时也使生产商因更换制动器导致成本增加。因此,噪声的产生和抑制已经成为制动器设计和制造的重要考虑因素。 在Nastran中,采用复特征值法判断系统稳定性,其主要应用于计算有阻尼结构的模态、以及对传递函数模拟的系统稳定性进行评估。其运动方程如下: [Mp^2+Bp+K]{u}=0 其中,P=α+iω为复特制值 并且,α=解的实部 ω=解的虚部 对于稳定性系统,α<0 早期Nastran版本中,复特征值分析使用求解序列为:107和110,针对制动过程分析,需要使用直接矩阵输入方法输入阻尼,需要用户熟悉Nastran语法结果才完成。自MD版本以来,Nastran采用MARC中的方法,可以直接通过链式分析定义复特制值分析流程。下图为Nastran的有限元模型图片:
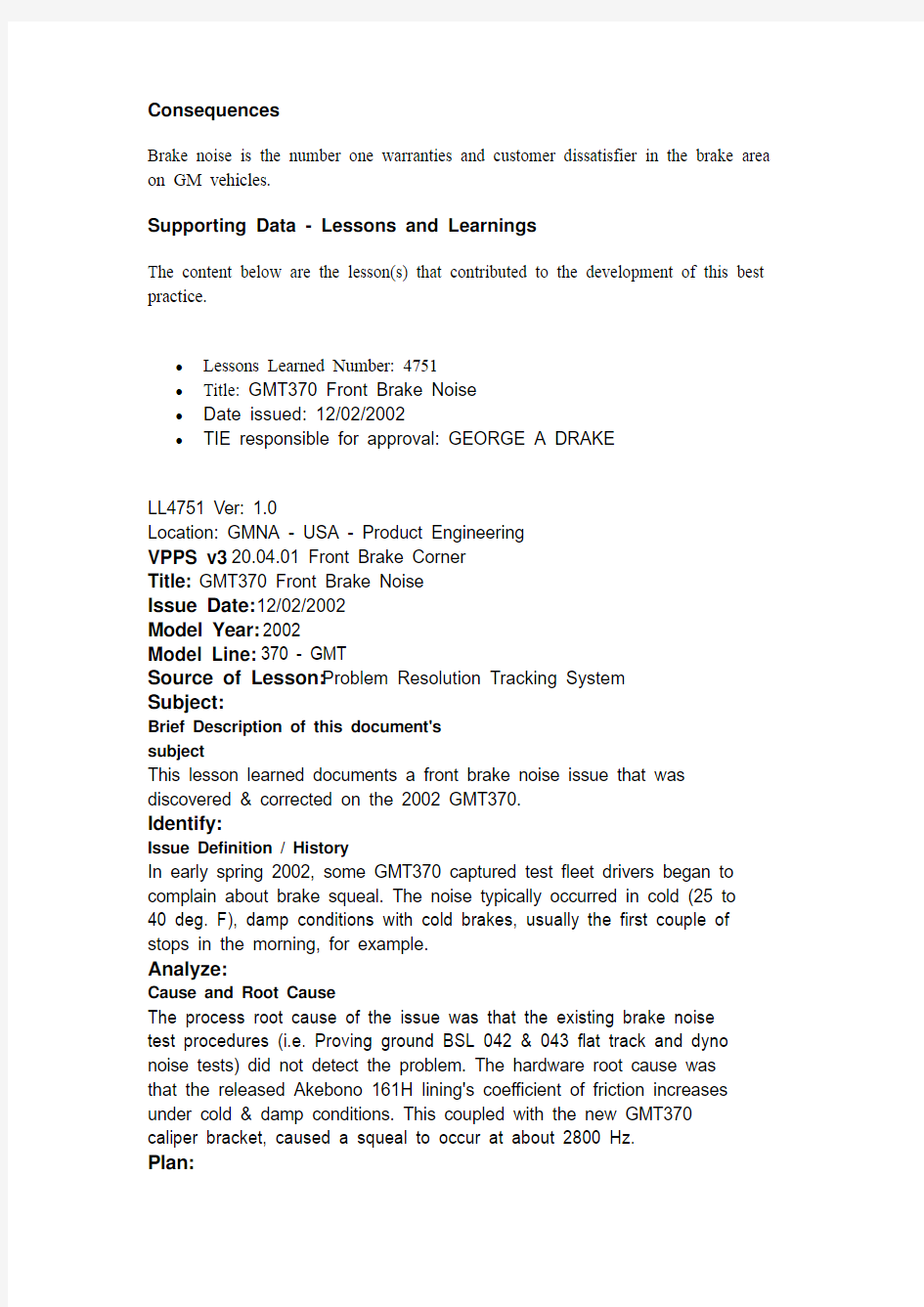
Nastran输入文件,执行、工况控制部分如下: $ SOL 400 $ CEND $ BCONTACT = 0 $ $ Friction coefficient of 0.3 - defined in BCTABLE $ SUBCASE 100 Label = Nonlinear Static Analysis SPC = 2 METHOD = 100 CMETHOD = 200 $ STEP 1 LABEL = Nonlinear Static Step NLPARM = 2 $ ten load increments BCONTACT = 1 boutput = NONE SPC = 2 LOAD = 2 $ $ STEPs for complex eigenvalue extraction $ STEP 2 LABEL = Brake Squeal modes at 10% piston load 0.3 friction coeff ANALYSIS=MCEIG BSQUEAL = 900 NLIC STEP 1 LOADFAC 0.1 $ BEGIN BULK BSQUEAL 900 0.5 1.e+5 1 0.0 0.0 1.0 0.0 0.0 0.0 在制动啸叫分析过程中, 首先,定义结构化求解序列为:SOL400; 其次,需要制动盘与制动衬片直接的接触关系,在本例中,使用BCONACT命令,激活模 型数据段中定义的接触关系。本次分析包含2个接触关系; 第三,在链式分析中,啸叫分析要用静力学计算结果,作为初始结构,后进行复模态计算,因此,利用NLIC命令,在本例中NLIC STEP 1 LOADFAC 0.1意义为,STEP 2的模态 计算结果是基于STEP 1计算的结果,其中载荷比例为10%; 第四,制动啸叫复模态求解,用到BSQUEAL命令,激活模型数据段中ID 为900的卡片。 为求解多个载荷下系统的复模态,Nastran允许定义多个STEP。 同时,要在版本Nastran,添加了STEP卡片,一个subcase可以包含多个STEP。 提交计算后,在f06文件中可以判断系统的稳定性,如下图示:
乘用车制动噪声及抖动整车试验方法及评价 编制说明 1 项目背景 1.1 任务来源 随着中国汽车市场的蓬勃发展,用户对汽车制动舒适性的要求越来越高,来自市场上的抱怨往往会明显影响该车型的销量。解决汽车制动噪声和抖动问题对于整车厂及零部件供应商来说,已经成为能否具备市场竞争力的关键要素。但是目前的困境是,国内并无统一的试验方法和标准规范,一些厂家往往各自为战,面对制动噪声抖动问题束手无策;还有一些厂家对制动舒适性还不是很了解,也缺乏行之有效的整车试验和评价能力。 在国内用户日益提高的需求与制动噪声匹配优化的不完善相矛盾的背景下,如何有效、快速的对整车制动噪声水平进行试验验证和评价,制定统一的整车制动噪音抖动耐久试验方法和验证规范,已成为摆在整车厂和制动系统零部件供应商面前的一个难题。 1.2 标准编制过程 2018年7月26日,由制动器委员会专家委员会顾问、制动器委员会专家组负责人、高级工程师顾一帆任组长;来自上汽大众汽车有限公司、上汽大通汽车有限公司等单位的七名专家组成的专家组听取了“上海汽车制动系统有限公司”提出的该标准立项申请的情况说明,并进行了提问。 专家组经过讨论认为: 1)该标准的制订非常有必要:国内用户对乘用车制动噪声及抖动方面的要求非常高,甚至超 过了欧美等国外用户的要求。过去由于没有一个适当的、公认的评价标准和方法,完全凭 个人的主观感受。结果往往在整车厂、制动器生产厂、制动衬片生产企业之间引起各种纠 纷,难以解决。通过本标准的制订,希望能找到一个比较客观、公正、具有可操作性、能 定性定量的判断制动噪声及抖动是否合格的标准及评价方法。这对于判定产品质量是否合 格,解决生产企业和用户之间的矛盾有非常良好的作用。尤其对于自主品牌的整车企业会 有很大帮助。 2)上海汽车制动系统有限公司具有雄厚的技术实力,多年来对这方面进行了大量的研究和实 际测试工作,在黄山地区建有专用的试验基地,已经积累了许多经验和测试数据。同时吸 收了许多乘用车整车厂、制动器生产厂、制动衬片生产厂商共同参与本标准的起草工作, 因此具备比较充分的能力和主客观条件完成本团体标准的制订工作。 经专家组7位专家独立不公开署名投票,7名全部同意该标准的立项申请。中国汽车工业协会零部件部李红柳全程参加会议,监督了会议的合法合规性。因此,根据“中国汽车工业协会标准制修订管理办法”的规定及以上情况,本标准立项评估审定专家组同意本标准的立项申请。 “乘用车制动噪声及抖动整车道路试验方法及评价团体标准”起草工作(第一次)会议于2018年8月29日上海嘉定召开,参加会议的有:上海汽车制造公司、泛亚技术中心、北汽股份公司、北汽研究院、江淮汽车、长城汽车、宝沃汽车、观致汽车、众泰汽车、广汽、吉利汽车、郑州日产等多个整车厂及金麒麟、信义、华信、浙江亚太等企业共37名专家。以上企业今后均与本标准的使用和
制动啸叫分析 作者:Simwe 来源:MSC发布时间:2012-09-10 【收藏】【打印】复制连接【大中小】我来说两句:(0) 逛逛论坛 介绍 汽车制动性能是影响安全性和驾驶舒适性的一个重要方面。以往关于制动器的研究一直集中于制动性能和可靠性的提高。然而,随着汽车设计的声学和舒适性方面技术的改进,使得制动噪声问题日益突出。制动噪声通常指的是汽车制动中的制动尖叫、短暂低沉的啁啾声、或是整个制动过程的啸叫声,其出现是间歇性甚至是随机性的。制动噪声不但会影响乘员的舒适性,而且还会产生环境噪声,同时也使生产商因更换制动器导致成本增加。因此,噪声的产生和抑制已经成为制动器设计和制造的重要考虑因素。 在Nastran中,采用复特征值法判断系统稳定性,其主要应用于计算有阻尼结构的模态、以及对传递函数模拟的系统稳定性进行评估。其运动方程如下: [Mp^2+Bp+K]{u}=0 其中,P=α+iω为复特制值 并且,α=解的实部 ω=解的虚部 对于稳定性系统,α<0 早期Nastran版本中,复特征值分析使用求解序列为:107和110,针对制动过程分析,需要使用直接矩阵输入方法输入阻尼,需要用户熟悉Nastran语法结果才完成。自MD版本以来,Nastran采用MARC中的方法,可以直接通过链式分析定义复特制值分析流程。下图为Nastran的有限元模型图片:
Nastran输入文件,执行、工况控制部分如下: $ SOL 400 $ CEND $ BCONTACT = 0 $ $ Friction coefficient of 0.3 - defined in BCTABLE $ SUBCASE 100 Label = Nonlinear Static Analysis SPC = 2 METHOD = 100 CMETHOD = 200 $ STEP 1 LABEL = Nonlinear Static Step NLPARM = 2 $ ten load increments BCONTACT = 1 boutput = NONE SPC = 2 LOAD = 2 $ $ STEPs for complex eigenvalue extraction $ STEP 2 LABEL = Brake Squeal modes at 10% piston load 0.3 friction coeff ANALYSIS=MCEIG BSQUEAL = 900 NLIC STEP 1 LOADFAC 0.1 $ BEGIN BULK BSQUEAL 900 0.5 1.e+5 1 0.0 0.0 1.0 0.0 0.0 0.0 在制动啸叫分析过程中, 首先,定义结构化求解序列为:SOL400; 其次,需要制动盘与制动衬片直接的接触关系,在本例中,使用BCONACT命令,激活模型数据段中定义的接触关系。本次分析包含2个接触关系; 第三,在链式分析中,啸叫分析要用静力学计算结果,作为初始结构,后进行复模态计算,因此,利用NLIC命令,在本例中NLIC STEP 1 LOADFAC 0.1意义为,STEP 2的模态计算结果是基于STEP 1计算的结果,其中载荷比例为10%; 第四,制动啸叫复模态求解,用到BSQUEAL命令,激活模型数据段中ID 为900的卡片。为求解多个载荷下系统的复模态,Nastran允许定义多个STEP。 同时,要在版本Nastran,添加了STEP卡片,一个subcase可以包含多个STEP。 提交计算后,在f06文件中可以判断系统的稳定性,如下图示:
· 栏目编辑:梁成江 zyg@https://www.doczj.com/doc/d111368940.html, 制动噪音是汽车制动系统最常见的问题之一。其产生的原因和机理,虽然目前还没有权威的观点,但或多或少地与摩擦片、制动盘等的状况密切相关,这就需要我们对汽车制动片/蹄及制动盘有所了解。 一、制动摩擦片的种类及特点 1.石棉型制动摩擦片 石棉纤维具有强度高、耐高温的特性,可以满足刹车片及离合器盘和衬垫的要求。石棉纤维的抗张能力,甚至可以同高级钢材相匹配,并且可以承受316℃的高温。另外,更重要的是石棉相对廉价,因此在很长一段时间里,石棉被用作制动摩擦片中的加固材料。在石棉型制动摩擦片中石棉成分大概会占到40-60%。 但是,由于在汽车制动过程中,石棉纤维会变成微小尘埃被排放到空气中,对人类健康产生不利影响;而且石棉属于绝热材料,导热能力比较差,很容易引起制动系统抱死失灵,所以目前石棉型制动摩擦片已逐渐被淘汰。 2.半金属型制动摩擦片 这类制动摩擦片采用粗糙的钢丝绒作为加固纤维和重要的混合物。钢丝绒具有较高的强度、导热性,其温控能力较强,耐高温性能较好。缺点是:装有半金属型制动摩擦片的制动系统需要更高的制动压力来达到同样的制动效果;而且在低温环境中高金属含量也就意味着摩擦片会引起较大的制动盘或制动鼓的表面磨损,同时会产生更大的噪音。 3.有机物型制动摩擦片 有机物型(即目前市场上流行的NAO 配方)制动摩擦片主要使用玻璃纤维、芳香 制动噪音的产生及原因浅析 族聚酷纤维酷或其它纤维(碳、陶瓷等)作为加固材料,其性能主要取决于纤维的类型及其它添加混合物的成分情况。 早期的N AO 配方主要是作为石棉的替代品,用于制动鼓或制动蹄产品。近来,刹车片供应商们也逐渐尝试将NAO用作盘式制动系统中的制动摩擦片的加固材料。NAO配方的性能更接近于石棉型摩擦 片,导热性和高温可控性不及半金属型。现在的N AO材料在诸多方面已经有效地超过了石棉的性能,这主要是在抗磨性能及噪音等方面。 二、制动噪音的产生原因及检 查方法 1.制动噪音的产生原因分析 制动噪音产生的原因很复杂,其相关的机理和相应的解决方案至今尚无权威的指导性意见;制动噪音是制动系统的问题,与所有组成制动系统的零部件都可能有关;至今仍无人发现制动过程中究竟是哪个零件的振动推动了空气使人听到了制动噪音。 噪音可能来自于摩擦片与制动盘之间的不平衡摩擦而产生的振动,0~50Hz的低频噪音很难觉察,500~1500Hz基本上不被认为是制动噪音,只有1500~15000Hz的才是真正的制动噪音。制动噪音的主要决定因素包括制动压力、摩擦片温度、车速和气候条件。 摩擦片与制动盘之间是点接触,在摩擦过程中,每一个接触点的摩擦都是不连续的,而是点与点之间交替进行的过程,这种交替使摩擦过程伴随着微小的振动,如果制动系统能有效地吸收振动,就不会引起制动噪音;反之,如果制动系统将振动放大,甚至产生共振,就可能产生制动噪音。 制动噪音有很多种,可通过噪音是在制动的某一时刻产生,或者是随着制动的整个过程,还是在制动松开时产生的来进行区分。 2.制动噪音的检查方法 制动噪音是随机发生的,目前解决的方法或是制动系统的重新调较,或是有计划地改变相关零部件的结构,当然也包括 改变摩擦片的结构,如在摩擦片上增加内槽,以达到提高气体及磨屑的排放效率,改变固有频率,降低噪音的效果。 诊断制动噪音问题时,可从以下几个方面进行检查: 1.检查悬挂系统相关部件是否存在共振或相互干涉; 2.检查制动盘的材料是否不当或制动盘是否变形; 3.检查摩擦片的硬度、孔隙率、摩擦特性和压缩特性是否合格; 4.检查制动盘或摩擦片是否受潮生锈(如果是这种情况,一般只需行驶一段路程即可恢复); 5.检查摩擦片是否过度磨损并导致制动系统报警,机械式摩擦片刮盘往往会导致制动系统发出尖叫声。 6.检查摩擦片是否属于半金属型,如果摩擦片配方中的金属丝太硬,制动时摩擦片与制动盘发生摩擦时也会形成尖叫声。 三、摩擦片的更换 制动摩擦片的更换没有固定的周期,随着摩擦片的质量、汽车使用频率及载客/货情况、驾驶风格及所用材料的不同而有极大差别。较差的摩擦片目前所知只能使用10000km,而最好的则可以使用超过100000km。
1.制动噪音及振动介绍 1.1声学基本术语 声音: 由物体的振动所造成的,并经弹性界质以声波的方式将能量传送出. 频率:单位时间內质点振动的周数(Hz) 声压: 振动强度(Pa)0,00002 < p < 200 [Pa] 为避免以Pa来表达声音或噪音,使用分贝(dB)这个标度。该标度以20μPa 作为参考声压值,并定义这声压水平为0分贝. 分贝值= 20 log(p/p ref) dB
6.Rattle 7.Clonk 8.Wire-brush 9. Chirp 10.Creak 1.LF-Squeal 2.HF-Squeal 3.(Hot-)Judder 4.Groan 5. Moan 制动尖叫(Squeal)是制动刹车时最主要的噪音,可以通过减少振动来最小化噪音.制动时最常见十种噪音及振动问题 1.2制动噪音及振动的分类 500 1 k 10 k 20 k Hz Brake Shudder < 100Hz Groan Moan High Frequency Squeal LF Squeal Wire Brush
Shudder Groan/Moan LF squeal HF squeal Pad Calliper Rotor Knuckle Suspension Bea r ing Tire
1.3制动尖叫 1.3.1 一般知识 -由刹车片和制动盘摩擦引起,在一个或多个共振频率下发生; -主要由制动盘发出,制动盘充当了扩音器的功能。
影响低频尖叫的主要因素(低频尖叫1-3KHz) 制动盘制动钳转向节悬挂刹车片 -盘厚度偏差-钳体-刚性-刚度-摩擦系数-材质-支架-模态频率-模态频率-材质 -表面处理-紧固件-材质/质量/ -材质/质量/ -尺寸形状 阻尼特性阻尼特性 -导向支架-减振片 -活塞尺寸/材质
10.16638/https://www.doczj.com/doc/d111368940.html,ki.1671-7988.2017.02.067 制动器噪音分析研究 谭苗 (西安航空制动科技有限公司,陕西西安713106) 摘要:制动器产品安装到整车后,正常行车或制动过程中产生噪音,称为制动噪音,制动器噪音分为行车噪音和制动噪音。引发制动器噪音的原因是多方面的,它影响驾驶的舒适性。文章将对制动器噪音故障现象进行分析、研究。 关键词:行车噪音;制动噪音;异响 中图分类号:U463.5 文献标识码:A 文章编号:1671-7988(2017)02-196-03 Brake noise analysis and research Tan Miao (Xi 'an aviation brake technology co., LTD, Shaanxi Xi'an 713106 ) Abstract:After installed to the vehicle brake products, in the process of normal driving or braking noise, known as brake noise, brake noise is divided into driving and braking noise. There are a variety of causes of brake noise, it affects the driving comfort. This article will analyze the brake noise fault phenomena, research. Keywords: Traffic noise; The brake noise; Abnormal sound CLC NO.: U463.5 Document Code: A Article ID: 1671-7988 (2017)02-196-03 引言 制动器安装于底盘系统,由于组成零部件在搬运过程中松动或变形、装配干涉、材质等因素的影响,会在整车行驶或制动过程中产生声音。根据声音产生的原因、响度及产生的频次等,判断其是否满足标准要求,不符合标准要求则称为噪音,通常也称为异响。对制动器噪音产生的原因进行鉴别分析,有利于及时排除故障。 1、制动器噪音类型 制动器噪音可以分为行车噪音和制动噪音两种类型: 行车噪音为制动器安装在车辆上后,零部件松动、变形、装配干涉及破坏等原因,出现振动、接触摩擦而导致的噪音。 制动噪音是指车辆在制动过程中,制动块与制动盘、制动蹄与制动鼓对偶摩擦产生的尖叫、异响等。通常制动噪音又称为制动异响。 目前,国家对制动器制动噪音笼统的要求为不允许出现,汽车行业标准QC/T564-1999进行台架试验时,制动噪音要求应小于76dB。 2、典型制动器噪音案例 某前制动器总成在试验场进行路试时客户反馈制动时有“咔嗒!”声出现。客户分析原因为:制动时,制动衬片发响,制动振动频率与制动系统的固有频率相重合或接近,产生共振时制动噪音。在产品排故的过程中,经对缸体内部进行除污后,解决了活塞卡滞等现象,使得ABS工作同步,异响消失。 某前制动器总成在进行驱动耐久性试验。顾客反馈以50Km/h的初速度进行制动,车辆即将停止时有“吱!”的声音产生。对制动块配套商咨询后,对制动盘硬度进行了调整, 作者简介:谭苗,就职于西安航空制动科技有限公司。
均方根值: 有效值(root-mean-square value,effective value):亦称为均方根值,时变量的瞬时值在给定时间间隔内的均方根值。对于周期量,时间间隔为一个周期。 计算方法为先平方,再平均,最后开方。 正弦量的有效值等于其最大值被2的平方根去除。 非正弦量的有效值,等于它的直流分量、基波和各高次谐波有效值平方和的平方根值(还有一种定义方式,将直流分量、基波定义分别为零次谐波和一次谐波。在这个前提下,非正弦量的有效值就等于它的各次谐波有效值平方和的平方根值)。 正弦量的有效值的计算方法如下:
2013年我国和谐号动车组制动系统发展现状 内容摘要:高速动车在紧急制动时对制动装置功率要求非常严格,列车的制动功率与车速呈 3 次方关系,即列车速度提高1 倍,制动功率需要增加8 倍。 一、工作原理 动车组动车使用电制动、拖车使用空气制动的复合制动方式。动车电制动优先,低速区域的电制动停止工作时或电制动故障时,不足的部分由空气制动力补充实施。制动时,列车首先最大限度地利用电制动力制动列车,减轻拖车的空气制动负荷,减少拖车的机械制动部件的磨损。 二、制动方式 动车组主要制动方式为电制动和空气制动,其他制动方式还包括防滑系统、撒砂装置、乘客紧急制动系统等。 动车组主要制动方式 三、制动系统主要设备装置 动车组制动系统主要包括电制动系统、空气制动系统、制动控制系统和防滑装置。典型的动车组如CRH5 型动车组制动系统主要由供风系统、制动指令及传输系统、制动控制单元、防滑控制装置、基础制动装置、撒砂装置、乘客紧急制动系统、停放制动、备用制动系统及动力制动装置等子系统或部件组成。 动车组制动系统设备装置
制动噪音分析研究 吴天玉 (长城汽车股份有限公司技术中心 河北省汽车工程技术研究中心,河北 保定 071000) 摘 要:文章阐述了制动噪音产生的机理。通过对噪音进行分类分析,找出噪音产生的根本原因,提出相应匹配方案,以供参考。关键词:汽车生产;制动噪声;匹配 中图分类号:TL375.2 文献标志码:A文章编号:1672-3872(2017)14-0195-01 制动噪声是汽车行业内较为关注的品质问题,同时也是行业内难点课题。在汽车制动时,制动噪音通过底盘系统与车身传输到驾驶舱,其噪音影响驾驶员的驾驶感。制动噪音具有不可重复性、随机性、时变性、瞬时性、间歇性和不确定性,其产生机理十分复杂,不同制动器的结构特征、装配精度、摩擦片的磨损、制动盘厚薄差等都影响着制动噪声的产生;相同的制动器,在不同的温度、湿度、制动力、车速下制动,也会形成不同的频次制动噪音。分析制动噪音,主要是通过自激振动理论进行分析,即制动噪声是由摩擦耦合引起和制动器各部件的模态参数匹配不当导致系统不稳定性,从而产生自激振动,形成制动噪音,制动噪音的频率从几十赫兹到上万赫兹,根据不同频率的噪音进行优化,改变整车驾驶乐趣。 1 制动噪音产生机理 盘式制动器系统本身是非线性、时变系统,同时存在大量的不确定因素。例如摩擦表面由于磨损会产生材料碎屑、硬化薄膜,这些因素的产生、变化以及移除是不确定的或难以确定的,而这些因素会对接触刚度、摩擦特性产生影响,进而影响到系统的动力学特性,同时材料的老化效应也是难以预测的,而老化效应也对系统的动力学特性也产生影响,制动噪音产生机理如下[1]:①制动盘与摩擦片接触区域的瞬时作用产生冲击性激励;②强冲击激励和弱部件模态耦合、弱冲击激励和强部件模态耦合产生制动尖叫;③制动器结构动态参数匹配不当;④制动器结构摩擦闭环耦合系统不稳定。 制动噪音可以分为低频与高频噪音,低频噪音主要由制动盘面外模态和制动钳体、制动钳支架、摩擦片等部件的模态耦合;而高频噪音则主要由制动盘面外模态与摩擦片模态的耦合,摩擦片和制动盘相互作用,除了刚体振动外还发生弹性振动,并且弹性振动是制动尖叫的根源,它们之间运动的耦合对产生制动噪音起到重要作用。 2 制动噪音分类 1)Shudder(judder)(5~100HZ):制动时常见的一种噪音,主要由车辆的悬架系统和转向系统共振造成。由轮胎压力变化,引起部件不平衡转动和制动扭矩偏差造成,其抖动的感觉与共振的频率大小,与车辆本身的敏感性(传动路径、子系统的共振频率及阻尼特性)有关系[2]。 2)Moan(小于500Hz):该类型噪音在车速很低时易出现,在很小或者没有制动压力,或制动转向或非制动转向时产生。通常与制动部件、轴以及悬架系统的刚性、制动与悬架装置之间处于锁死状态、摩擦片和制动盘以及制动钳与摩擦片的压力分布和非制动拖滞力矩有关。 3)Groan(小于600HZ):通常坐在驾驶室的驾驶员能感觉到,车身随制动前倾时,在自动档车很容易发生,噪音为一连串的有节奏的震动。这种连续有节奏的震动是由于摩擦片和制动盘间的蠕动,出现几率低,主要因素为摩擦片热变形、摩擦片与制动盘之间以及摩擦片与制动钳之间的压力分布、制动盘变形、摩擦力与车速、卡钳刚性、轴套刚性相关。 4)Squeal(1000~3000Hz):由制动器与悬架系统的各零部件之间固有频率耦合引起的。 5)Middle Frequency Squeal(3000~6000Hz):该类型噪音一般是由制动系统不稳定引起的,通常与摩擦片配方、制动盘结构及材质关系密切,也与整车悬架系统有一定的关系,发生几率高。 3 制动噪音匹配方案 主要内容如下几点:①消除激发噪声的源头(摩擦片增加倒角、摩擦材料配方优化、消音片匹配);②增加阻尼,摩擦材料加底料(减震层),制动盘和加减震片,制动钳增加谐振块;③改变摩擦片与制动盘接触面的压力分布;④更改制动盘弹性模量;⑤改善制动盘厚薄差;⑥更改摩擦片摩擦系数;⑦改变制动盘热容量;⑧优化制动盘内外面模态; ⑨优化制动盘的散热形式和热变形;⑩优化制动系统各个部件的固有频率,避免产生频率耦合;11减少制动时,产生的制动拖滞力矩;12优化噪音传递路径;13优化制动钳的布置形式;14增加汽车隔音材料(吸引材料包括尼龙、人造丝、聚酯等)。 4 结束语 制动噪声机理复杂,不能依据一个模型进行分析并解决,需做大量的试验进行验证。相同的制动器在不同的工况下产生的噪音会有不同机理,根据制动噪音频率的不同进行细化分析,确定噪音产生的根本原因,进行噪音优化,并增加试验基数,防止解决方法偶然性,制造噪音涉及到材料学、力学、热学、摩擦学等学科,属于多学科交叉研究领域,影响因素多,需要不断的探索,促进制动噪音机理的研发[3]。 参考文献: [1]王宣锋,胡宇.盘式制动器摩擦接触状态及其对制动颤振的影响 [J].轻型汽车技术,2000(6):26-36. [2]张立军.摩擦衬片开槽方式对盘式制动器摩擦尖叫的影响[A].中 国汽车工程学会.面向未来的汽车与交通——2013中国汽车工程学会年会论文集精选[C].中国汽车工程学会,2013:11. [3]陈实.发动机激励引起的车内结构噪声控制方法[J].南方农机, 2016(6):71-72. (收稿日期:2017-7-15) —————————————— 作者简介: 吴天玉(1989-),男,黑龙江齐齐哈尔人,研究方向:汽车底盘制动。
企业秘密ECE 欧洲经济委员会()汽车标准法规中文译本 REGULATION No.51 有关对四轮以上汽车就其噪声排放 认证的统一规定 UNIFORM PROVISIONS CONCERNING THE APPROVAL OF MOTOR VEHICLES HAVING AT LEAST FOUR WHEELS WITH REGARD TO THEIR NOISE EMISSIONS 中国第一汽车集团公司技术中心
国家:欧洲经济委员会(E.C.E.) 源于:联合国1983 年1 月1 日协议 E/ECE/324 ) Rev.1/Add.50/Rev.1/Amend.1/Corr.1 E/ECE/TRANS/505 ) 2001 年7 月18 日 联合国协议 关于轮式车辆安装及/或用在轮式车辆上的装备及零部件 采用统一的技术法规以及满足这些法规的认证 相互认可的条件 (第2 版,包括1995 年10 月16 日开始生效的修正本) 附录50:51 号法规 第1 版——修正本1——勘误1 对02 系列修正本补充规定的勘误1, 以2001 年6 月5 日委托人的通知C.N.557.2001.TREATIES-1 为准 有关对四轮以上汽车就其噪声排放认证的统一规定 (*)协议的原名: 有关采用机动车辆装备及零部件认证以及认证相互认可的统一条件的协议,于1958 年3 月20 日在日内瓦通过。 标题:汽车的噪声第1 版法规号:51 2000 年10 月第I页
第1版2000年10月 12345678910111212345678国家:欧洲经济委员会(E.C.E.) 源于:联合国1983 年1 月1 日协议 51 号法规有关对四轮以上汽车就其噪声排放进行认证的统一规定目次规则 适用范围 (1) 定义 (1) 认证申请 (2) 标志 (3) 认证 (3) 要求 (4) 车型的认证更改及认证扩展 (6) 生产一致性 (6) 生产不一致性的处罚 (7) 正式停产 (8) 过渡规定 (8) 认证试验部门及行政管理部门的名称和地址 (8) 附录 附录按照 51 号法规对某一车型噪声排放的认证批准、认证扩展、认证拒绝、认证撤销或正式停产的通知书(9) 附录认证标志的布置示例 (13) 附录测量汽车噪声的方法和仪器 (14) 附录车辆分类 (25) 附录含有纤维材料的排气系统 (27) 附录压缩空气噪声 (30) 附录生产一致性检查 (32) 附录试验场技术地要求 (33) 法规号:51 第2 版标题:汽车的噪声第II 页2001 年8 月
盘式制动器制动噪声的研究 摘要随着科学技术的发展,噪声污染日益严重,控制噪声污染已成为环境保护的重要内容。而机动车辆向快速和大功率方面的发展,使得道路交通噪声已成为城市的主要噪声源。本文针对盘式制动器的工作原理,对现有行业阻尼降噪进行分析研究,提出了阻尼降噪的理论依据。 关键词:盘式制动器;制动噪声;阻尼降噪 前言 制动系统是汽车的一个重要组成部分,他直接影响汽车的安全性。伴随汽车制动产生的制动噪声长期以来一直困扰着汽车制造商们。当前汽车广泛采用盘式和鼓式制动器来实现停车和减速,但鼓式制动器一般比盘式制动器更易产生制动尖叫。如果制动器设计不合理、摩擦材料的老化或制动工况的改变,制动时就可能引起强烈的振动,并伴随着噪声。高频制动噪声往往非常刺耳,通常高达110dB,为城市主要噪声污染。 1盘式制动器 盘式制动器具有散热性好、制动效能稳定、抗水衰退能力强、易于保养和维修等优点,可广泛应用于飞机、铁路、车辆和工程机械。对盘式制动器的早期研究侧重于试验研究其摩擦特性,随着用户对其制动性能和使用寿命要求的不断提高,有关其基础理论与应用方面的研究也在深入进行。 盘式制动器是通过制动钳体从两侧夹紧与车轮共同旋转的制动盘来产生制动的(如图1)。盘式制动器又称轴向加载制动器,其摩擦副中的旋转组件是圆盘形的制动盘,当摩擦块沿轴向移动,并以一定的压力压向制动盘时,在制动盘与金属盘之间会产生相应的摩擦阻力矩,即制动力矩。
图1 盘式制动器 1.制动盘 2.制动钳体 3.摩擦块 4.活塞 5.进油口 6. 导向销7.车桥 2 制动噪音的产生 制动摩擦噪声的产生不仅与经典的摩擦振动理论有关,还受到制动系统自身结构和复杂的工况条件的强烈影响,是目前摩擦振动和噪声控制研究领域的重点、热点和难点。如果制动器设计不合理、摩擦材料的老化或制动工况的改变,制动时就可能引起强烈的振动,向环境中辐射制动噪声。制动器的振动不仅包括摩擦材料特性引起的摩擦振动,还包括机械部件振动特性引起的部件振动摩擦振动与摩擦材料的硬度、表面处理、压缩弹性率、拉伸强度、气孔率、黏弹性、摩擦因数-温度关系曲线、摩擦因数-速度关系曲线等参数有关。摩擦振动的趋势随着表面接触压力的增加而增加,也随着摩擦材料表面温度的升高而加强。 相对滑动速度增加时,摩擦因数也随着变化,因而出现振动噪声的可能性也会增加。摩擦因数-速度曲线的负斜率是产生制动噪声的重要因素之一。制动器部件的摩擦振动是由于作为相对速度函数的摩擦因数变化的结果,而相对速度又产生于制动衬片、摩擦表面(制动盘或制动鼓)和机械系统的阻尼器之间,当两摩擦表面的相对速度增加时,若摩擦因数减少,则产生摩擦振动,引起部件的振动而发出噪声。当接触的部件由于摩擦而发生磨损后,其间隙增大也会引起部件振动。通过高速电子光斑干涉仪与近场声压测量方法发现制动部件的振动与噪声有很