
化工设备腐蚀与防护
艾志斌
合肥通用机械研究所
5.1金属材料腐蚀知识概述
5.1.1 腐蚀分类
a、按腐蚀机理分类:
电化学腐蚀、化学腐蚀
b、按腐蚀破坏形式分类:
均匀腐蚀、局部腐蚀
局部腐蚀:点蚀、缝隙腐蚀、电偶腐蚀、晶间腐蚀、应力腐蚀、氢致开裂、氢腐蚀、腐蚀疲劳、磨损腐蚀、成分选择性腐蚀等
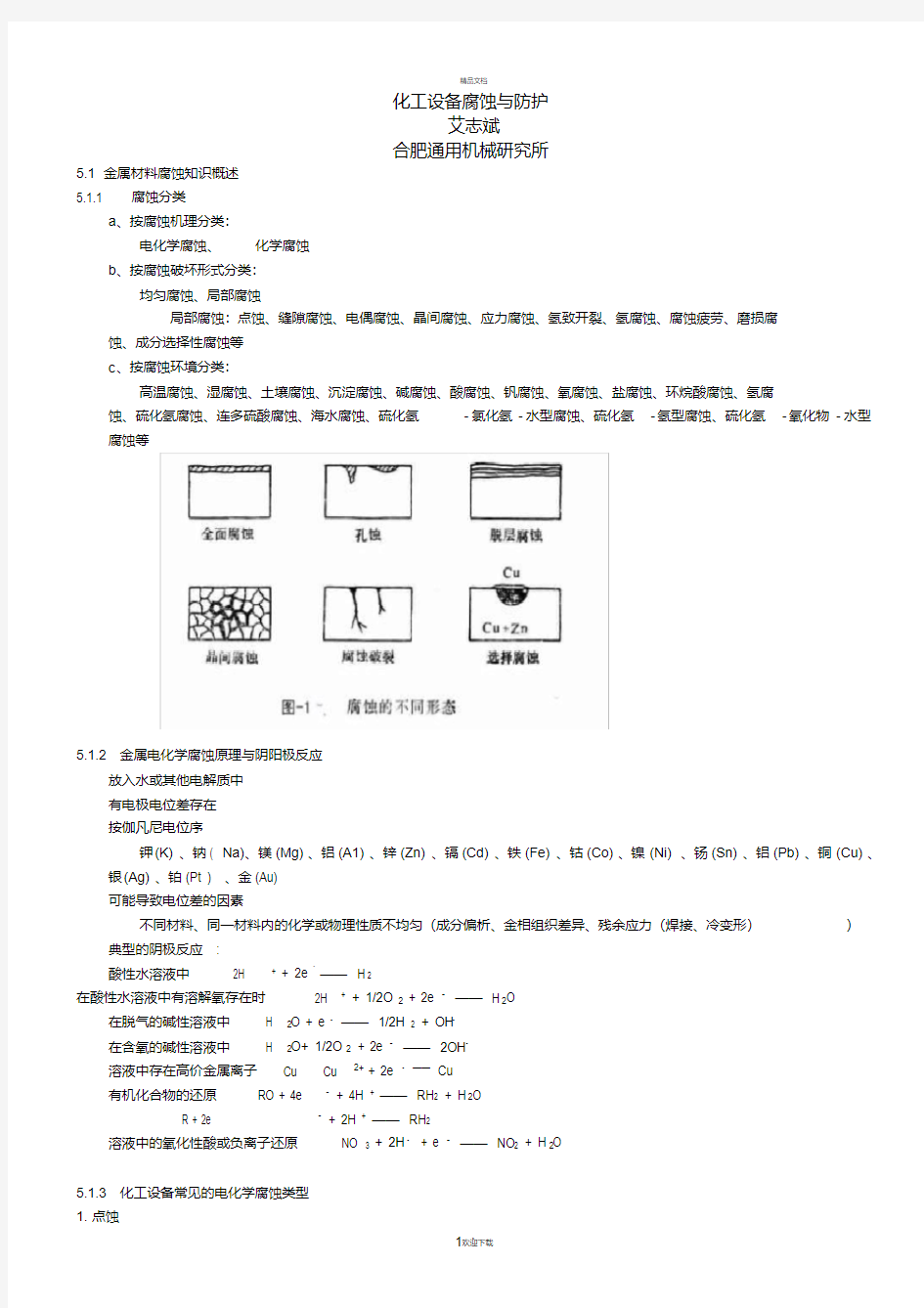
c、按腐蚀环境分类:
高温腐蚀、湿腐蚀、土壤腐蚀、沉淀腐蚀、碱腐蚀、酸腐蚀、钒腐蚀、氧腐蚀、盐腐蚀、环烷酸腐蚀、氢腐蚀、硫化氢腐蚀、连多硫酸腐蚀、海水腐蚀、硫化氢-氯化氢-水型腐蚀、硫化氢-氢型腐蚀、硫化氢-氧化物-水型腐蚀等
5.1.2金属电化学腐蚀原理与阴阳极反应
放入水或其他电解质中
有电极电位差存在
按伽凡尼电位序
钾(K)、钠( Na)、镁(Mg)、铝(A1)、锌(Zn)、镉(Cd)、铁(Fe)、钴(Co)、镍(Ni)、钖(Sn)、铝(Pb)、铜(Cu)、银(Ag)、铂(Pt )、金(Au)
可能导致电位差的因素
不同材料、同一材料内的化学或物理性质不均匀(成分偏析、金相组织差异、残余应力(焊接、冷变形))典型的阴极反应:
酸性水溶液中 2H+ + 2e- —— H2
在酸性水溶液中有溶解氧存在时 2H+ + 1/2O2 + 2e-—— H2O
在脱气的碱性溶液中 H2O + e- —— 1/2H 2 + OH-
在含氧的碱性溶液中 H2O+ 1/2O2 + 2e-—— 2OH-
溶液中存在高价金属离子Cu Cu2+ + 2e- ——Cu
有机化合物的还原 RO + 4e- + 4H+ —— RH2 + H2O
R + 2e- + 2H+ —— RH2
溶液中的氧化性酸或负离子还原 NO 3 + 2H- + e-—— NO2 + H2O
5.1.3化工设备常见的电化学腐蚀类型
1.点蚀
点蚀现象
孔蚀是高度局部的腐蚀形态。金属表面的大部分不腐蚀或腐蚀轻微, 只在局部发生一个或一些孔。孔有大有
小,一般孔表面直径等于或小于孔深。
点蚀机理: Cl
、Br 、I 使钝化膜破损、电位差、闭塞电池、
PH 值下降、Cl 离子进入、HCl 形成等
防止点蚀的措施: 1、含Mo 不锈钢 2、酸洗钝化
3
、避免死角、保证介质流动顺畅
2.缝隙腐蚀
现象:一种特殊的点蚀现象,常和孔穴、垫片底面、搭接缝、表面沉积物、螺栓帽和铆钉下的缝隙中积存的少量静
止溶液有关。
不锈钢对缝隙腐蚀特别敏感机理:
Evans 理论——内外金属离子浓度差形成浓差电池
Fontane-Greene ——氧浓差理论,缝隙内外氧的浓度差形成浓差电池作用。缝隙内局部优先溶解,发生阴极和阳极反应。氧消耗使缝隙内阴极反应受抑制,生成的OH-减少,Cl-补充进入缝隙——生成金属盐——水解生成
盐酸——pH 值降低——腐蚀加剧避免缝隙腐蚀的措施与点蚀相同3.电偶腐蚀
机理:两种不同电位金属电极构成的宏观原电池的腐蚀电位高的成为阳极,腐蚀加剧。电位低的为阴极,腐蚀减轻。
减少电偶腐蚀倾向的措施 1、选用电位差小的金属组合
2、避免小阳极、大阴极,减缓腐蚀速率
3、用涂料、垫片等使金属间绝缘 4
、采用阴极保护
4.晶间腐蚀
奥氏体和铁素体不锈钢特有的一种腐蚀形式在晶界及附近区域发生选择性腐蚀主要危害——使金属破碎、强度丧失
铝的点蚀现象
碳钢的点蚀现象
1Cr18Ni9晶间腐蚀Inconel800晶间腐蚀
5.应力腐蚀破裂
材料在应力和腐蚀介质共同作用下的破裂,简称SCC(Strain Corrosion crack)
三个必要条件——应力(一般指拉应力)、腐蚀介质、敏感的材料
重要影响因素——温度、介质组分、材料成分、微观组织状态、应力
应力来源——工作载荷、焊接残余应力、冷变形应力、热应力等
开裂特点——与主要的应力源应力方向垂直、在扩展过程中一般会发生分叉现象
6.氢致开裂
湿硫化氢环境下的一种钢的损伤形式
机理:在湿硫化氢环境中钢发生电化学腐蚀过程中产生的氢原子进入钢中,并在钢的内部缺陷部位(主要是非金属夹杂物与金属基体的界面)聚集成氢分子,使局部压力升高到104MPa
炼油装置中容易发生氢致开裂的设备:
汽油稳定蒸馏塔顶冷凝器、加氢脱硫装置中的成品冷却器、汽提塔塔顶冷凝器、油田集输油管线氢致开裂的特点
主要在塑性夹杂物部位开裂、裂纹有分段、并平行于钢板表面等特征。
7.氢腐蚀和高温损伤
机理:钢暴露于高温高压氢环境中,氢吸附、渗透及扩散等过程进入钢的内部,并于钢种的碳元素发生化学反应,
生成甲烷(CH4),同时使钢的的局部发生脱碳现象。随着甲烷气体在微观缺陷部位(主要是晶界处)的聚集,导致内
压升高并引发裂纹的产生。
化学反应式: Fe3C + 4H = 3Fe + CH 4
氢腐蚀的判定:奈耳逊曲线(1997年版)
发生的条件:温度、氢分压
微观特征:表面——脱碳现象
内部——局部脱碳现象、晶界裂纹
典型装置——合成氨装置中的氨合成塔
8.腐蚀疲劳
在交变应力和腐蚀介质共同作用下发生的破坏
主要在振动部件如:泵的轴、杆、螺旋浆轴、油气井管以及承受交变热应力的换热器管和锅炉管上发生断口特征:宏观断口与疲劳断口有一定相似性,但断口上可见明显的腐蚀产物存在。裂纹越深、缺口效应越严重,
尖端应力水平上升,腐蚀电位升高,腐蚀加剧等。
不锈钢在任何腐蚀介质中均可产生腐蚀疲劳
由于钢强度提高,不锈钢疲劳断裂消失或寿命延长,则可断定原断裂为机械疲劳;
如果提高了钢的耐蚀性或排除了腐蚀介质的作用后,不锈钢疲劳断裂消失或寿命延长,则可断定原断裂为腐蚀疲
劳。
腐蚀疲劳既可以是仅有一条裂纹,也可以有多条裂纹并存 (多处成核)
根据断口特征可以准确的把应力腐蚀与腐蚀疲劳区别开来
并多呈锯齿状和台阶状;微观上裂纹一般没有分支且裂纹尖端较钝
9.磨损腐蚀
流动的腐蚀介质对金属表面即发生腐蚀作用,又存在机械冲刷的条件下导致的金属破坏。
主要原因是钝化膜的破损
高速、湍流、气泡及固体粒子加速磨损腐蚀
10.硫酸露点腐蚀
含硫烟气中的SO3冷凝后生成硫酸造成的腐蚀。
低浓度硫酸为还原性酸
腐蚀形式主要是均匀腐蚀
5.1.4 化学腐蚀
1.高温氧化——金属在高温及环境中的氧作用下生成金属氧化物的过程
广义的氧化——金属失去电子后化合价升高的现象
引起高温氧化的介质——O2、CO2、H2O、SO2、H2S等
2.高温硫化——高温氧化的特殊形式
金属在含硫介质和高温共同作用下生成金属硫化物的过程。
3.渗碳
在高温及含碳的环境气氛(如CO和烃类)中,环境中的碳化物在与钢接触时发生分解并生成游离碳,使钢表面的氧化膜破损,并渗入钢中生成碳化物的现象。一般在表面发生,碳的浓度在表面最大。乙烯裂解炉炉管和合成氨装置的转化炉炉管有次现象发生。
4.脱碳
主要发生在珠光体型的碳钢和低合金钢上
在高温和介质环境中的O2、H2O、H2作用下发生在碳钢和低合金钢中的一种钢的表面脱碳现象。
脱碳会造成:表面硬度降低、疲劳极限下降
5.2 化工设备的应力腐蚀
5.2.1 应力腐蚀的定义及发生三要素
1) 敏感的金属;
2) 特定的腐蚀介质;
3) 应力(一般指拉应力,压应力?应力来源主要为焊接和冷变形残余应力。应力集中的影响?)
5.2.2 关于应力的描述
1) 只要能使晶面滑移的应力就能引起应力腐蚀;
2) 各种缺陷:设计不当、机械和电弧损伤、热处理不当形成的表面裂纹、焊接缺陷(咬边、未熔合、未焊透、缺
肉等)
统计结果表明,应力腐蚀开裂事件中80%是残余应力造成的,工作载荷造成的仅占20%。工作载荷造成应力腐蚀开裂往往和设计不当有关。
5.2.3 关于介质与环境因素的描述
介质浓度的影响(对奥氏体不锈钢)
介质来源(污染、残留)
平均浓度与局部浓缩
介质状态(气液交替)
结构因素(死角、缝隙)
5.2.4 关于材料因素的描述
产生应力腐蚀开裂的材料和环境组合
材料环境
碳钢及低合金钢NaOH溶液、NaOH-Na2SiO3溶液,硝酸盐溶液,HCN溶液,CO+CO2+H2O溶液,CO
2
+HCN+H
2
S+NH
3
,液氧,H2S溶液,海水,混酸(H2SO4+HNO3)CO3-2+HCO3
奥氏体不锈钢氯化物溶液,海水,高温水,NaOH溶液连多硫酸,HCl,H2SO4+ NaCl H2S溶液
马氏体不锈钢海水、NaCl溶液,NaCl+H2O溶液,NaOH溶液、NH3溶液,硝酸、硫酸,H2SO4+HNO3溶液,H2S溶液,高温和高压水,高温碱
蒙乃尔75%NaOH的沸腾溶液,有机氯化物,汞化合物,大于427℃蒸汽,HF 镍基合金熔融NaOH,HCN+杂质,260℃以上的硫,427℃以上的蒸汽
因科乃尔合金HF, NaOH溶液(260~427℃)水蒸气+SO2,高浓度Na2S水溶液,浓缩的锅炉水
钛、钛合金海水、盐水、有机酸、熔融NaOH,盐酸、硫化铀,三氯乙烯,红色硝酸
1.碳素钢化工设备的应力腐蚀开裂
常用碳素钢如:10号、20号、20g、Q235等强度低,焊接热影响区脆硬倾向小,发生应力腐蚀开裂的几率较低。
主要介质:
硝酸盐溶液、液氨、湿硫化氢、氢氰酸
2.低合金钢化工设备的应力腐蚀开裂
化工设备常用低合金钢有:16MnR、15MnVR、18MnMoNb、07MnCrMoVR等
主要的应力腐蚀开裂发生在湿硫化氢介质中
氢致开裂与应力腐蚀的区别
3.铬镍奥氏体不锈钢化工设备
引起Cr-Ni奥氏体不锈钢晶间型应力腐蚀的介质和条件
介质材料的热处理状态备注
四硫酸钾(K2S4O6) 敏化态水中仅含2ppm,室温下也可产生
连多硫酸敏化态室温下也可产生
仅含氧的高温水固溶态例如,288℃沸水核反应堆条件下
pH>10的碱性高温水固溶态当有缝隙存在时
含NaOH的高温水固溶态例如,316℃时的10%和45%NaOH
硫酸+Clˉ水溶液固溶态在室温下也可产生
含Clˉ的中性水敏化态即使室温下也能产生
含Clˉ的高温水敏化态例如,在250~350℃时
含Fˉ的水敏化态室温下,仅2ppm Fˉ也可产生
硝酸+Clˉ的水溶液敏化态
海洋和工业大气敏化态
5.2.5 应力腐蚀开裂的机理
机械化学假设
机械作用——使保护膜破裂,金属活化(形成阳极)
化学作用——电化学腐蚀(阳极溶解、阴极析氢)
应力腐蚀的机理很复杂,按照左景伊提出的理论,破裂的发生和发展可区分为三个阶段:①金属表面生成钝
化膜或保护膜;②膜局部破裂,产生蚀孔或裂缝源;③裂缝内发生加速腐蚀,在拉应力作用下,以垂直方向深入金属内部。
应力腐蚀系统概貌
“滑移阶梯”示意图
(a)金属表面生成一层保护膜;(b)金属在拉应力的作用下产生“滑移”变形;
?c)金属产生较大的“滑移阶梯”附近保护膜拉破
5.2.6 应力腐蚀裂纹形貌特征
分叉、树根状
泥状花样、二次裂纹、扇形花样、准解理(或沿晶)等
16MnR在硝酸盐中的应力腐蚀断口奥氏体不锈钢的沿晶应力腐蚀断口
5.2.7 石油化工化工设备腐蚀破裂的六种重要形式
1. 湿硫化氢应力腐蚀开裂
2. 在碱溶液中的应力腐蚀开裂(碱脆)
3. 在液氨中的应力腐蚀开裂
4. 在CO-CO2-H2O环境中的应力腐蚀开裂
5. 氯化物应力腐蚀开裂
6. 连多硫酸应力腐蚀开裂
1. 湿硫化氢应力腐蚀开裂
湿硫化氢对容器的损伤过程如下:
硫化氢在水中发生水解反应:
H2S—H++HS-
→ H++S--水解后的硫化氢水溶液与钢的表面接触所发生电化学反应,反应过程如下:
阳极反应:Fe →Fe+++2e
阳极反应的二次过程:F+++S--→FeS
阴极反应:2H++2e →2H+H2↑
→2H(渗透)
4种表现形式:
1)氢鼓泡(HB)
2)氢致开裂(HIC)
3)应力导向氢致开裂(SOHIC)
4)硫化氢应力腐蚀开裂(SSCC)
1)氢鼓泡(HB)
氢鼓泡是钢中的一些平坦的、充满氢的、不连续的空洞(如:气孔、夹杂、分层、硫化物夹杂)。鼓泡经常产生在轧制厚钢板中,特别是那些由于硫化物夹杂被拉伸后而产生的带状微观结构。由于氢鼓泡而引起的对HIC 的敏感性主要与厚钢板的钢中所含有的杂质有关,硫含量越高的钢越容易发生氢鼓泡。降低钢的硫含量可以减轻
钢对氢鼓泡和对HIC的敏感性。加入钙或稀土来控制硫化物数量和形状有利于降低HIC敏感性。
氰化物能够加剧氢渗透到钢材中(所以氰化物也称为毒化剂)
2)氢致开裂(HIC)
金属内部不同平面上或金属表面的邻近的氢鼓泡(HB)的相互连接而逐步形成的内部开裂称为氢致开裂(HIC)。形成HIC不需要有外部作用压力。开裂的驱动力是由于氢鼓泡内部压力的累积而在氢鼓泡周围形成的高
压。即使仅含有50 ppm H2S这样低浓度的水溶液也发现足以引起HIC
3)应力导向氢致开裂(SOHIC)
SOHIC就是大量的小的鼓泡由于氢致开裂在局部的高拉应力作用下在钢板厚度方向上的连通。SOHIC是HIC 的一个特别形式,经常出现在母材的焊缝和热影响区附近,因为在内压和焊后残余应力的联合作用下,在此处产
生了最大的拉应力。PWHT可以减轻SOHIC的产生和严重程度,但不能完全避免。
4)硫化氢应力腐蚀开裂(SSCC)
硫化物应力腐蚀通常容易发生在高强度(高硬度)钢的焊接熔合区或低合金钢的热影响区处。
对SCC的敏感性与渗透到钢材内的氢的量有关,这主要与PH值和水中的H2S含量这两个环境因素有关。人们
发现钢中的氢溶解量在PH值接近中性的溶液中最低,而在PH值较低和较高的溶液中较高。在较低PH值中的腐蚀原因是因为H2S,反之在高PH值中腐蚀是因为高浓度的二硫化物离子。若高PH值溶液中存在氰化物能够加剧
氢渗透到钢材中。目前已知钢材对SCC的敏感性随H2S含量(H2S在气相中的分压,或液相中的H2S含量)的增加而增大。H2S含量为1ppm这样小浓度的水中也发现对SCC有敏感性。
2. 在碱液中的应力腐蚀开裂
碱应力腐蚀开裂(也称为碱脆)是指金属在拉应力和介质中的NaOH共同作用下产生的阳极溶解型开裂。碱应
力腐蚀开裂主要在碳钢和低合金钢设备上出现。碱应力腐蚀裂纹主要产生在晶间。碳钢和低合金钢的碱腐蚀开裂
敏感性主要由碱液的浓度、金属温度和拉应力水平所决定。碱应力腐蚀开裂一般需要长达几年时间后才会出现,
但如果增加碱液浓度或金属温度以加速开裂速度则也有可能在几天内发生。
碳钢在金属温度小于46℃时不会出现腐蚀性开裂。在46℃到82℃范围之间,开裂敏感性是碱液浓度的函数。
超过82℃,开裂敏感性也是碱液浓度的函数。碱浓度(wt)超过2%时,就有可能发生应力腐蚀开裂。碱浓度(wt)超过5%时,发生碱应力腐蚀开裂的概率非常大。碱浓度小于5%时开裂敏感性相对较低,但是如果存在局部碱液
浓缩条件则开裂的敏感性显著增加。
碳钢使用在氢氧化钠溶液中的温度与浓度的极限
3. 在液氨中的应力腐蚀
同时具备以下条件的属氨应力腐蚀开裂的典型环境:1)介质为液态氨,其中的含水量低于0.2%并有可能受到O2或CO2的污染(N2也是必要的);
2)介质温度高于-5℃。
对碳钢和低合金钢而言,液氨中加入0.2%的水可起到缓蚀作用,从而可基本上避免断裂的发生,但对抗拉强度高于800MPa的调质高强钢,加水不能完全抑制裂纹的产生。
氨应力腐蚀裂纹属阳极溶解型,并一般是穿晶形式扩展。
4. 在CO-CO2-H2O环境中的应力腐蚀开裂
发生的装置:
合成氨、制氢的脱碳系统、煤气系统、气瓶等
机理:
CO2溶于水后生成碳酸,pH值下降致 3.3,再通入CO可起缓蚀剂的作用阻止了全面腐蚀的发生;
应力导致滑移形成台阶,新鲜金属暴露,成为阳极,吸附CO的表面成为阴极,阳极发生溶解,应力腐蚀开
裂发生
5. 氯化物应力腐蚀开裂( ClSCC)
ClSCC一般发生在金属温度高于(~65℃)的情况下。
对ClSCC最敏感的是含Ni 8%的奥氏体不锈钢(如300SS系列,304,316等)。
氯化物SCC的微观形貌呈典型的穿晶及多分支特征。但有过沿晶应力腐蚀开裂的报道。
关于氯化物应力腐蚀开裂的5种假设
1)吸附理论——氯离子吸附在裂纹尖端
2)电化学理论——阳极溶解
3)膜破坏理论——钝化膜破损,局部溶解
4)腐蚀产物契入理论——腐蚀产物契入裂纹尖端
5)氢脆理论——氢致开裂(马氏体不锈钢,形变诱导马氏体)
裂纹特征
1、起自于不锈钢表面且分布具有明显的局部性;
2、裂纹的走向与所受应力,特别是与残余应力有密切关系;
3、裂纹常呈龟裂和风干木材状,裂纹附近没有塑性变形;
4、应力腐蚀裂纹的微观形貌多为穿晶型,但也多见沿晶型和穿晶+沿晶混合型;裂纹的宽度较小;
断口形貌应力腐蚀的宏观断口多呈脆性断裂。断口的微观形貌,穿晶型多为准解理断裂,并常见河流,扇
形,鱼骨,羽毛等花样;而沿晶型则多为冰糖块状花样。
6. 连多硫酸应力腐蚀开裂
连多硫酸(H2S X O6)应力腐蚀开裂在催化裂化、脱硫、加氢裂化、催化重整装置中容易发生。
在连多硫酸环境下,一些敏感材料(如18-8不锈钢)在敏化热处理或类似敏化温度的焊接热影响区局部区域,会
由于晶界敏化,从而使材料晶间迅速腐蚀和开裂。
裂纹总是在晶间出现和发展并且只需要相对较低的拉应力水平。
1)奥氏体不锈钢设备在运行过程中由于硫化氢(H2S)的腐蚀在表面生成硫化铁(FeS)。
2)停工、降温并打开设备后大气中的水分和氧与腐蚀产物接触反应生成连多硫酸,反应式为:
3FeS+5O2 Fe2O3?FeO+3SO2
SO2+H2O H2SO3
H2SO3+1/2O2 H2SO4
H2SO4+FeS FeSO4+H2S
H2SO4+H2S mH2S x O6+nS
中碳或高碳奥氏体不锈钢如(304/304H和316/316H)的焊接热影响区对SCC特别敏感。低碳含量(<0.03%)在低于427℃情况下SCC的敏感性较低。含有稳定化元素的奥氏体不锈钢如321(含Ti)和347(含Nb)经稳定化热处理后对PTA的SCC敏感性较低。
根据NACE RP 01-70“炼油厂停工期间奥氏体不锈钢设备连多硫酸应力腐蚀开裂的预防”标准中推荐的减少或消除PTA的方法,为了预防连多硫酸应力腐蚀的发生,应在停工之后立即用碱性水或纯碱溶液对设备进行冲洗,并在停工期间用干燥的氮气吹扫设备以防止空气进入。
5.2.8 对应力腐蚀环境中使用的化工设备设计、制造、检验的几项要求
1、NaOH 溶液
不进行焊后或冷成型后消除应力热处理的碳钢和低合金钢在NaOH溶液中的使用温度上限
表5.2-2 NaOH溶液中的使用温度上限
NaOH溶液(重量%) 2 3 5 10 15 20 30 40 50 60 70
温度上限(℃)90 88 85 76 70 65 54 48 43 40 38
2、湿H2S应力腐蚀
(1)腐蚀环境
同时符合以下各项条件时即为湿H2S应力腐蚀环境
1)温度小于等于(60+2P)℃ ;P为工作压力(表压,MPa)
2) H2S分压大于等于0.00035MPa;(相当于在常温水中的溶解度约10PPm)
3)介质中含有液相水或处于露点温度以下;
4)pH值小于9或介质中有氰化物存在。
(2)材料要求及限制
在湿硫化氢环境中使用的碳钢和低合金钢应符合以下各项要求
1)标准屈服强度≤ 355MPa;
2)实测抗拉强度≤ 630MPa;
3)热处理状态为:正火+回火、退火、调质
4)碳当量:低碳钢和碳锰钢:≤ 0. 4 4
低合金钢:≤ 0. 44(计算公式不同)
5)硬度要求:低碳钢:HV(10) ≤ 220(单个值)
低合金钢: HV(10) ≤ 245(单个值)
6)厚度大于20mm的钢板超声II级合格。
(3)制造要求
1)冷变形
变形量不大于2%时不需要进行热处理
变形量2%~5%时进行消应处理
变形量大于5%时应进行正火或退火处理
2)热处理后不允许在接触介质的一侧打钢印
(4)焊接要求
1)进行工艺评定;
2)尽可能采用低强度的焊接材料;
3)限制焊接接头的硬度;
4)热处理前对起弧和打弧点进行打磨0.3mm以上并表面探伤合格;
5) 工艺评定试板焊缝应在接触介质的一面进行硬度测试;
6) 焊接接头不得留下封闭的中间空隙,必要时应设排气空;
7) 不得进行铁素体钢和奥氏体钢的异种钢焊接。
(5)焊后热处理
1) 原则上应尽可能进行热处理;
2) 热处理温度尽可能取规范允许的上限;
3) 尽可能在炉内进行整体热处理(特别对带有接管的容器筒节);
4) 实在无法进行热处理的应采用接头硬度不大于HB185的工艺施焊。
(6) 湿H2S严重腐蚀环境
容器工作条件符合以下条件时为湿H2S严重腐蚀环境
1) 工作压力大于 1.6MPa;
2) H2S-HCN共存,且HCN大于50ppm;
3) pH ≤9。
在湿H2S严重腐蚀环境使用的化工设备用材的特殊要求:
1) 化学成分S ≤0.003%
P ≤0.025%
2) 板厚方向的断面收缩率(Z向拉伸) :
φ≥35%(三个试样平均值)
φ≥25%(单个试样最低值)
3) 必须进行焊后热处理。
5.2.9 防止奥氏体不锈钢应力腐蚀开裂的措施
1)降低应力
热处理——避免敏化现象发生(稳定化、固溶)
锤击、喷丸——造成残余压应力状态
2)材料选择——采用含Ti、Nb的不锈钢
3)调整焊缝金属的合金系统——得到合适的奥氏体+δ铁素体的组织结构,加入:Ni、Si、Mo等元素
表5.2-3 焊后热处理对残余应力的影响(0Cr18Ni11Nb)
热处理- 650℃
4小时
650℃
12小时
650℃
36小时
900℃
2小时
1000℃
1小时
残余应力(N/mm2)100~
127
94~
105
119 107 0 0
喷丸处理对18-8钢应力腐蚀开裂的影响
1—喷丸处理2—未喷丸处理
5.2.10 化工设备应力腐蚀倾向的预测与检验
1)介质、环境情况——特性、温度、浓度、
2)材料情况——选材是否合理
3)热处理情况——是否进行、方法、范围
4)历次检验情况——客观事实
5.2.11 化工设备应力腐蚀实例
1. 液氨对碳刚和低合金钢的应力腐蚀
美国:储运容器3年后,3%发生应力腐蚀开裂
日本:1959~1972造的液氨球罐80%有应力腐蚀裂纹
我国:70年代多次发生液氨储罐应力腐蚀开裂事故
液氨容器用钢的强度越高,产生应力腐蚀裂纹的倾向就越大。综合国内外有关液氨贮罐的调查资料可以看出,
屈服强度高于320MPa的钢材焊制的液氨贮罐,几乎全部都发现有应力腐蚀裂纹;而屈服强度低于220MPa的低碳钢贮罐,只有极少几台存在少量的应力腐蚀裂纹。
2. 硫化氢对钢制化工设备的应力腐蚀
对硫化氢应力腐蚀起促进作用的因素较多,如钢材的组成、强度、硬度、硫化氢浓度、溶液的pH值、工作温度、残余应力等。一般说来,钢中的S、Ni、H含量越多,钢的强度、特别是它的硬度越高,就越容易受硫化
氢的应力腐蚀。工作介质中硫化氢含量越高,溶液的pH值越小,就越容易产生应力腐蚀裂纹。温度对硫化氢应
力腐蚀的影响,以20℃左右最为敏感,升高或降低温度对减弱硫化氢的应力腐蚀都比较有利。在应力因素方面,
除薄膜应力外,主要是焊接残余应力、强行装配组焊引起的附加应力等。
高浓度的硫化氢及水分与高强度钢焊缝区的淬硬组织,以及高的局部应力,构成了易于发生硫化氢应力腐蚀
环境的特殊组合。
3. 热碱对钢制化工设备的应力腐蚀
化工设备的工作介质中,如果含有一定浓度的氢氧化钠溶液,在温度较高的特定环境中,会引起碳钢或合金
钢的应力腐蚀,这种应力腐蚀一般要同时具备三个条件,即高的温度、高的碱浓度和拉伸应力。关于碱液浓度,
试验认为,浓度为10%的氢氧化钠溶液可以引起碱脆,而5%的浓度则不可能。引起碱液应力腐蚀的拉伸应力,可
以是外应力,也可以是内应力,或者是两者的联合作用。
经过分析,确认高压釜断裂主要是由应力腐蚀裂纹引起。虽然釜内的氢氧化钠溶液浓度仅为5%,但是在内壁的突台处完全可以造成氢氧化钠的富集,即在此处有可能存在局部高浓度的碱液。而釜体在此处的横截面突变,
又产生较大的应力集中,使筒体在较高的轴向拉伸应力(因应力集中引起)和较高浓度的高温碱液(因富集引起)作用下产生应力腐蚀断裂。
4. 一氧化碳等引起的应力腐蚀
近年来,国内外都先后发生过盛装一氧化碳、二氧化碳混合气体的容器(气瓶)的破裂爆炸事故,这也是由
应力腐蚀而产生的容器腐蚀破裂。
在通常的情况下,一氧化碳可以被铁吸附,在金属表面形成一层保护膜。但是由于气瓶反复多次的充气,瓶
壁上的交变应力使这层保护膜遭到破坏,于是在保护膜被破坏的地方,因二氧化碳和水的作用,使铁发生快速阳
极溶解,并形成向纵深方向扩展的裂纹。实验证明,在无水的一氧化碳气体中,不存在钢的应力腐蚀现象。
5. 氯离子引起的不锈钢容器的应力腐蚀
在实际产生过程中,这种应力腐蚀往往是由于错误操作而引起的。例如化纤织物染色时,用氯化钠作为助剂
加入高温高压染色机中导致应力腐蚀。有些设备并不是在正常操作条件下被腐蚀破坏,而是在停止运行期间由于
含有氯化物的溶液冷凝和浓缩而产生应力腐蚀。国外曾报道过不锈钢设备在停车期间,由于残留5%氯化物冷凝液,因而产生应力腐蚀,并造成设备泄漏的例子。也有些化工设备因为用含氯离子较高的水作水压试验,结果放水后
残留的液体被浓缩而产生应力腐蚀。
氯离子引起的奥氏体不锈钢的应力腐蚀,其裂纹通常都是穿晶型的,并且多数是分枝状裂纹。
6. 低合金高强钢的应力腐蚀
(1)天津石化公司石化二厂1000m3丙烯球罐的应力腐蚀开裂
该球罐组装后未进行整体热处理。其设计压力 2.16MPa、主体材质为07MnCrMoVR、规φ12300×36mm。1996年1月投入使用,1998年5月该球罐因混装H2S严重超标的粗丙烯(H2S含量达上千ppm),在很短的时间内上温带纵缝出
现穿透性裂纹而泄漏,开罐检查发现球罐内壁有数百条典型的应力腐蚀裂纹。
(2)宁夏化工厂甲醇水分离器的应力腐蚀开裂
甲醇水分离器操作压力为7.8MPa,操作温度为50~
-40℃。介质主要是H2、CO2、CO、CH3OH等。规格为φ1800×44×4300mm,材质为07MnNiCrMoVDR。1996年初投用。1996年10月2日该设备在正常操作运行时发生突发性爆炸起火。经分析:虽然裂纹是在下筒节鼓肚区附
近具有密集气孔的长度×深度为240×30mm的陈旧断口前沿15mm处启裂,并沿HAZ粗晶区扩展,但是在设备鼓
肚前钢材已存在严重的应力腐蚀损伤,检验表明:沿纵缝近缝区以鼓肚部位为中心的残片断面内表面存在长约1m、
深3~6mm的晶间开裂。这是因介质中的H2S含量严重偏离设计要求(小于50ppm),有时达到1000ppm。
(3)上海宝钢650m3无水液氨球罐的应力腐蚀裂纹
该球罐的设计压力: 1.724MPa,规格φ10700×44mm,材质07MnCrMoVR,工作介质为无水液氨。1998年4月投入运行。1999年3月开罐检验发现:内表面焊缝有3条裂纹,热影响区有1条裂纹,母材有17处裂纹(4)大庆石化公司1500m3丙烯球罐的裂纹
该球罐规格:φ14300×44mm,材质:07MnCrMoVR,1999年4月投入使用。2001年11月进行开罐检验时发现:下极板有三条长30~40mm、深1mm的裂纹,取样管角焊缝内壁有一处75×4mm的表面裂纹(初步判断为应力
腐蚀裂纹),打磨至4mm时消除。
5.3 奥氏体不锈钢焊接接头的腐蚀
5.3.1 概述
原因——由于焊接接头的化学成份不均匀,各部分存在电极电位差;组织不均匀,各部分耐蚀性能有差异;
加上焊接残余应力的影响以及载荷下焊接接头形状引起的应力集中的影响,使得焊接接头成为化工设备上易发生
腐蚀的薄弱部位。
焊接接头比母材更容易腐蚀的现象在碳钢和不锈钢中都是存在的,只不过发生在不锈钢焊接接头上的腐蚀现
象更明显,后果也更严重。
典型类型——主要是晶间腐蚀和刀状腐蚀。
5.3.2 焊缝及热影响区的电极电位
焊缝区是一对接触电池。因为不同的金属材料接触在一起,又放在腐蚀介质中,这样一部分电极电位低的材
料为阳极,产生腐蚀溶解,另一部分电极电位较高的材料为阴极,在腐蚀介质中被保护。
焊缝区域电位分布的基本形式
曲线a--母材与焊缝区域在电化学性质上完全相同,排除了由于各部分电位不同引起的电化学腐蚀;
曲线b--焊缝金属的电位比母材高,于是焊缝旁边的母材被强烈腐蚀;
曲线c--母材电位比焊缝金属的电位高,形成了大阴极(母材)与小阳极(焊缝金属)的腐蚀电池。焊缝金属因
形成选择性溶解而被迅速地腐蚀掉,
曲线d--两种不同材料焊在一起,焊缝金属的电位在两种不同母材电位之间。
曲线e--电位较低的阳极区,距离焊缝熔合线有一定的距离,相当于未加稳定化元素的奥氏体不锈钢或加稳定化
元素而未经稳定化处理的奥氏体不锈钢在热影响区中析出碳化铬所造成的情况。
曲线f--电位较低的阳极区在熔合线上,则相当于因焊接造成稳定型奥氏体不锈钢碳化钛(碳化铌)等溶解或铁素体类不锈钢敏化处理所带来的结果。
5.3.3 焊接接头的腐蚀类型
焊接接头腐蚀的类型
(a)均匀腐蚀;(b)焊缝局部腐蚀;(c)母材局部腐蚀;
(d)热影响区晶间腐蚀;(e)焊缝晶间腐蚀;(f)刀状腐蚀
1.均匀腐蚀
上图(a)具有单相或弥散状的多相组织的金属,当全部表面受到介质均匀作用时产生的腐蚀称均匀腐蚀,
大多是发生在酸性环境中。
2. 局部腐蚀
当合金成分或组织严重不均匀,或在局部区域有气孔、裂纹、夹杂物等缺陷时,常常会引起局部腐蚀。这种
腐蚀有时在焊缝上,有时在母材上,见图(b)(c)。根据遭受腐蚀部分的大小和形状可称为点状腐蚀和缝隙腐蚀。
在许多场合下,点腐蚀与应力腐蚀同时存在。
3. 晶间腐蚀
这是一种沿着晶间深入到金属内部的腐蚀。由于这种腐蚀在表面破坏很少,甚至觉察不出来,因而也是最危
险的失效形式,在焊接接头中常产生于热影响区,有时也在焊缝中产生,见图(d)(e)。晶界会迅速被溶解,晶粒也会随着其晶界腐蚀程度的加剧脱落下来,以致在敲打时也不会发出金属声音。
4. 刀状腐蚀
晶间腐蚀的另一种形式,它如同刀刃状深入到内部,故称“刀状腐蚀”或“刃状腐蚀”,见图(f)。
发生部位:在紧邻焊接接头的熔合线母材一侧的狭窄区域内。
尺寸:开始时宽度不过3~5个晶粒,逐渐扩展,最大可达1~1.5mm。对电渣焊焊接接头可达3~5mm。
危害:具有晶间破坏的性质,严重时会使整条焊缝发生剥落,危害很大。
原因:刀状腐蚀的原因是在焊接接头冷却或多次焊接时,在狭窄的特定区域内溶解在TiC中的碳析出和铬结合成富铬的碳化铬相,造成贫铬区,导致晶间腐蚀。是稳定化不锈钢一种特有的晶间腐蚀。
5.3.4 晶间腐蚀机理
晶间贫铬导致焊缝金属产生晶间腐蚀。
两种情况:
1)焊态时已有铬的碳化物的沉淀,因而形成贫铬层。易于出现在焊接线能量过大或多层焊的条件下。
2)是在焊态时具有较好的耐蚀性,却在焊后经受了敏化加热的条件而出现铬的碳化物的沉淀。
此外还有一种非敏化态晶间腐蚀,腐蚀的发生与贫铬无关。
1.第一种敏化态晶间腐蚀
容器制造过程中,如经热加工、焊接或热处理,使不锈钢材料在450~850℃温度区域内滞留,则碳的溶解度会降低,在晶粒边界析出富铬的碳化物相。诱发析出富铬碳化物相的温度区间称为敏化区;敏化区的温度称为敏
化温度。奥氏体和双相不锈钢的敏化温度为450~850℃,铁素体不锈钢的敏化温度在850℃以上。
2.第二种敏化态晶间腐蚀
不含稳定化元素或含碳量较高的奥氏体不锈钢,经过焊接热循环的作用,焊接接头附近的母材会出现敏化区。敏化区是处在峰值温度达到600~1000℃的部位。因为焊接是一个快速的连续加热过程,而铬碳化物的沉淀是一个扩散过程,需要足够时间才能充分进行,所以焊接时铬碳化物的沉淀必然出现较大的“过热度”。
3.非敏化态晶间腐蚀
奥氏体不锈钢在固溶热处理后(即固溶态或称非敏化态),晶粒间并不存在富铬碳化物等其他相的情况下,
有时也会发生晶间腐蚀(如在强氧化性介质中)。这与敏化态晶间腐蚀有着本质的区别,被称为非敏化态晶间腐
蚀。非敏化态晶间腐蚀的主要原因是不锈钢中磷、硅等元素在晶粒边界的偏聚而引起的。
焊缝中δ相对晶间腐蚀通道的影响
a)焊态b)敏化态
5.3.5 焊缝金相组织对晶间腐蚀的影响
(1)含碳量越高,晶间腐蚀倾向越大;
(2)焊缝中稳定化元素和碳的数量比值,要比母材规定值大一些才好;
(3)单相奥氏体具有柱状晶特征,敏化处理后,出现的贫铬层贯穿于晶粒之间构成腐蚀介质集中的腐蚀通道;
(4)焊缝为γ+δ双相组织时树枝晶被打散,对腐蚀介质不构成集中的腐蚀通道,晶间腐蚀倾向可以降低;
(5)一般希望δ相的数量为3~12%比较适宜。5%左右的δ相是可以获得比较满意的抗晶间腐蚀性能的;
(6)一般用金相法或磁性法检测δ相的数量。也常用焊缝组织图,即舍夫勒图或德龙图来进行估算。
(7)但δ相的存在会引起两个问题:σ相脆化和δ相选择性腐蚀。
5.3.6 刀状腐蚀机理详述
1、现象和识别:在含Ti,Nb的Cr-Ni奥氏体不锈钢焊缝与母材之交界处的很窄区域内产生严重腐蚀,而母
材和焊缝本身则腐蚀轻微,甚至未见腐蚀,金相显微镜下观察可见敏化态晶间腐蚀的特徽。研究表明,含Ti的Cr-Ni不锈钢,无论是在氧化性介质,还是在还原性介质中,均可产生刀状腐蚀。
焊接热影响区碳化物的分布(模拟线能量20KJ/cm的热循环,
并经650℃-50小时敏化处理)
2、机理:
含Ti(Nb)的Cr-Ni奥氏体不锈钢固溶处理后钢中的Ti(或Nb)大都以TiC(NbC)的形式存在。但经焊接后,
与焊缝相邻的高温(>=1150℃)狭窄区域内TiC(NbC)就会分解(高温过热),钢中碳便会溶于奥氏体基体中。在随
后的冷却过程中,当此高温区通过450~850℃,即敏化温度范围时,又会有大量富铬的M23C6(Cr23C6)沿晶界析出(中温敏化),从而导致晶界铬的贫化,在介质作用下便会出现刀状腐蚀。因此,刀状腐蚀系含Ti(Nb)的Cr-Ni 奥氏体不锈钢在焊缝熔合线上出现的一种晶间腐蚀,是钢中TiC(NbC)分解,Ti和C溶解,随后富铬的M23C6析出,形成贫铬区的结果。本质上与敏化态晶间腐蚀没有区别。
3.防止产生刀蚀的措施
(1)选材:最好采用超低碳不锈钢。有稳定化元素的钢,其含碳量一般希望小于0.06%以下。
(2)调整焊接工艺:减少近缝区过热、避免在焊接过程中产生“中温敏化”。例如,面向腐蚀介质的焊缝要最
后焊接,尽可能避免交叉焊缝,减少焊缝的接头等。双面焊缝中接触腐蚀介质的一面焊缝无法安排在最后焊接时,
应调整焊缝尺寸形状及焊接规范,使第二面焊缝所产生的敏化温度区(600~1000℃)不落在第一面焊缝表面的过
热区上,否则就会产生刀蚀。
(3)热处理:对于难以避免在敏化温度(450~850℃)下工作的容器,也可通过焊后稳定化处理改善其抗蚀性
能。
第二面焊缝的敏化区对刀蚀的影响
另一种焊接过程中产生
“中温敏化”的情况
5.3.7防止晶间腐蚀的措施
1、奥氏体不锈钢
(1)降低含碳量,提高钢的纯净度(N、P);
(2)添加稳定化元素Ti、Nb;
(3)固溶处理;
(4)遵循先冷加工后热处理的原则;
(5)控制晶粒度,增加晶界面积
2、铁素体不锈钢
(1)降低含碳量,提高钢的纯净度(N、P);
(2)添加稳定化元素Ti、Nb;
(3)视钢种不同在650~850 ℃固溶处理;
(4)对含镍的钢应视其含量选择热处理规范。
欢迎您的下载,
资料仅供参考!
致力为企业和个人提供合同协议,策划案计划书,学习资料等等
打造全网一站式需求
第二章金属的电化学腐蚀 通常规定凡是进行氧化反应的电极称为阳极;进行还原反应的电极就叫做阴极。由此表明,作为一个腐蚀电池,它必需包括阴极、阳极、电解质溶液和电路四个不可分割的部分。而腐蚀原电池的工作历程主要由下列三个基本过程组成: 1、阳极过程:金属溶解,以离子的形式进入溶液,并把当量的电子留在金属上; 2、阴极过程:从阳极过来的电子被电解质溶液中能够吸收电子的氧化性物质所接受; 3、电流的流动:金属部分:电子由阳极流向阴极; 溶液部分:正离子由阳极向阴极迁移。 4、腐蚀电池的类型 可以把腐蚀电池分为两大类:宏观腐蚀电池和微观腐蚀电池 一、宏观腐蚀电池 1)、异金属接触电池 2)、浓差电池 3)、温差电池 二、微观腐蚀电池 在金属表面上由于存在许多极微小的电极而形成的电池称为微电池。微电池是因金属表面的电化学的不均匀性所引起的 1、金属化学成分的不均匀性 2、组织结构的不均匀性 3、物理状态的不均匀性 4、金属表面膜的不完整性 当参与电极反应的各组分活度(或分压)都等于1,温度规定为25 C,这种状态称为标准状态,此时,平衡电位Ee等于E0,故E0称为标准电位。 由于通过电流而引起原电池两极间电位差减小并因而引起电池工作电流强度降低的现象,称为原电池的极化作用。 当通过电流时阳极电位向正的方向移动的现象,称为阳极极化。 当通过电流时阴极电位向负的方向移动的现象,称为阴极极化。 消除或减弱阳极和阴极的极化作用的电极过程称为去极化作用或去极化过程 根据控制步骤的不同,可将极化分为两类:电化学极化和浓度极化 极化分类: 电化学极化:电子转移步骤最慢为控制步骤所导致 浓度极化:电子转移步骤快,而反应物从溶液相中向电极表面运动成产物自由电极表面向溶液相内部运动的液相传质成为控制步骤 电阻极化:电流通过电解质溶液和电极表面的某种类型膜而产生的欧姆降。 产生阳极极化的原因: 1、阳极的电化学极化 2、阳极的浓度极化 3、阳极的电阻极化。 析氢腐蚀以氢离子作为去极化剂的腐蚀过程,称为氢离子去极化腐蚀 吸氧腐蚀以氧作为去极化剂的腐蚀过程,称为氧去极化腐蚀 氢去极化腐蚀的特征 1、阴极反应的浓度极化小,一般可以忽略。 2、与溶液PH值关系很大。 3、与金属材料的本质及表面状态有关。 4、与阴极面积有关。
过程装备腐蚀与防护综述班级:装控131班 学号:1304310125 姓名:杨哲 指导老师:黄福川
过程装备腐蚀与防护综述 装控131杨哲 1304310125 材料表面现代防护理论与技术 摘要:从材料表面防护技术与防护理论的角度,全面的介绍了材料表面防护技术与防护理论在人们的日常生活和国民经济发展中的重要性,并从金属材料有可能发生的腐蚀老化失效、摩擦磨损失效和疲劳断裂失效的理论基础,介绍了多种现代常见的材料表面防护新技术,如特种电沉积技术、热能改性表面技术、三束表面改性技术、气象沉积技术。金属表面转化膜技术等。同时,对于材料表面的涂、镀层界面结合理论,材料涂、镀层的防护理论,零部件表面防护涂、镀层设计等内容进行了专门的介绍。 关键词:材料表面;防护技术;腐蚀机理;防护理论;材料涂、镀层 Abstract: From the Angle of material surface protection technology and protection theory, comprehensive material surface protection technique is introduced and protection theory in People's Daily life and national economic development, the importance of and the possible corrosion of metal materials aging failure friction and wear and fatigue fracture failure of the theoretical foundation, introduced a variety of modern common material surface protection technology, such as special heat surface modification technology of electrodeposition three beam surface modification technology of meteorological deposition technology conversion film on the metal surface at the same time, such as interface for material surface coatings combined with theory, theory of protective materials, coatings, parts design content such as surface protective coatings specifically introduced Keywords: Material surface; Protection technology; Corrosion mechanism; Protective theory; Material coatings 前言 人们在日常的生活工作中不可避免的都要使用各种不同材料制成部件或产品,而使用这些部件或产品其目的是不同的,有的是为了工作,有的是为了日常生活。在使用这些不同材料制成的产品时,人们经常会发现,一些产品部件在不同的使用环境中,或者在环境条件发生变化时,表面很快会发生腐蚀、氧化、摩擦、磨损、老化等失效破坏现象,使产品的使用功能或使用价值受到影响,严重时甚至导致产品或部件的报废。因此,需要有针对性的对产品部件涂覆不同的防护膜层,以达到在不同使用环境中能够长期使用的目的。但是现代科学技术的进步和产品所处环境的复杂性,要求产品部件的屠夫膜层不再是简单的表面防护作用,而是需要具有多种功能,如耐高温、抗氧化、抗老化,满足光电磁等功能要求,甚至要求与产品部件的结构功能一体化。因此,对产品部件表面进行防护或表面处理,关系到产品应用部件的应用寿命和功能化。实际上,对产品部件涂覆功能性膜层是进一步发挥部件材料潜力的体现,也是现代社会提倡的节约原料资源、节约能源的一项重要措施。 设备和设施的绝大部分零件或构件都是由各种金属材料加工制作的,而多种金属材料在空气、水和各种介质中均会产生不同程度的腐蚀现象,致使零件失效,引发设备故障或事故,造成严重后果。所以,设备的腐蚀及其防护问题日益受到工程技术人员和科研人员的高度重视。
解决方案编号:YTO-FS-PD342 论化工设备的腐蚀与防护通用版 The Problems, Defects, Requirements, Etc. That Have Been Reflected Or Can Be Expected, And A Solution Proposed T o Solve The Overall Problem Can Ensure The Rapid And Effective Implementation. 标准/ 权威/ 规范/ 实用 Authoritative And Practical Standards
论化工设备的腐蚀与防护通用版 使用提示:本解决方案文件可用于已经体现出的,或者可以预期的问题、不足、缺陷、需求等等,所提出的一个解决整体问题的方案(建议书、计划表),同时能够确保加以快速有效的执行。文件下载后可定制修改,请根据实际需要进行调整和使用。 化工设备是人类生活当中必不可少的工业设备,其对于人类生活水平的提高有着重要的推进作用。在日常使用过程中,因为外部环境影响、内部化学药品侵蚀、使用方法上选择以及使用年限过长等因素的促在,很容易造成化工设备的腐蚀。这种化工设备腐蚀的情况出现,不仅会降低化工设备的使用效果,还会带来极大的安全隐患,做好对化工设备的防护工作,降低化工设备的腐蚀情况对于我国化工事业的发展有着重要的作用。笔者结合实践工作经验,在本文当中对化工设备的腐蚀因素进行分析,并探讨了提高化工设备防护水平的策略。 在化工设备的实际工作当中,化工设备在工作时自身所产生的化学腐蚀、外部环境的侵蚀、使用方法及维护方法选择不当等因素都会为化工设备的腐蚀创造条件或实现对腐蚀的催化,一旦化工设备腐蚀到一定程度,那么化工设备的工作性能就必然会降低,腐蚀情况严重的还会导致化工设备的报废,想要保证化工设备的工作状态,实现化工产业的发展,做好化工设备的腐蚀防护工作势在必行。
学习《过程装备腐蚀与防护》心得腐蚀现象几乎涉及国民经济的一切领域。例如,各种机器、设备、桥梁在大气中因腐蚀而生锈;舰船、沿海的港口设施遭受海水和海洋微生物的腐蚀;埋在地下的输油、输气管线和地下电缆因土壤和细菌的腐蚀而发生穿孔;钢材在轧制过程因高温下与空气中的氧作用而产生大量的氧化皮;人工器官材料在血液、体液中的腐蚀;与各种酸、碱、盐等强腐蚀性介质接触的化工机器与设备,腐蚀问题尤为突出,特别是处于高温、高压、高流速工况下的机械设备,往往会引起材料迅速的腐蚀损坏。 目前工业用的材料,无论是金属材料或非金属材料,几乎没有一种材料是绝对不腐蚀的腐蚀造成的危害是十分惊人的。据估计全世界每年因腐蚀报废的钢铁约占年产量的30%,每年生产的钢铁约10%完全成为废物。实际上,由于腐蚀引起工厂的停产、更新设备、产品和原料流失、能源的浪费等间接损失远比损耗的金属材料的价值大很多。各工业国家每年因腐蚀造成的经济损失约占国民生产总值的1%~4%。 腐蚀不仅造成经济上的巨大损失,并且往往阻碍新技术、新工艺的发展。例如,硝酸工业在不锈钢问世以后才得以实现大规模的生产;合成尿素新工艺在上世纪初就已完成中间试验,但直到20世纪50年代由于解决了熔融尿素对钢材的腐蚀问题才实现了工业化生产。 通过学习我们可以从最开始的设计阶段就考虑腐蚀对工程的影响,用正确的方法控制腐蚀,这样既能节省资源,又能延长设备的使用寿命,提高了我们的效率。对我们来说,我们更要踏实的学习知识,如果缺乏对于温度的、压力、浓度等的影响腐蚀规律的分析判断能力,那么按照手册相近选定的材料,往往会造成设备的过早破坏。结构复杂的机器、设备,出于某种特定功能的需要,常常选用不同材料的组合结构,如果不注意材料之间的电化学特征的相容性,或两种材料的结构相对尺寸比例不恰当,热处理度不合理,都会加速设备的腐蚀。所以腐蚀贯穿整个设计过程,所以我们要掌握腐蚀的一些基本知识是十分必要的。 因此,研究材料腐蚀规律,弄清腐蚀发生的原因及采取有效的防腐措施,对于延长设备寿命、降低成本、提高劳动生产效率无疑具有十分重要的意义!
化工设备的腐蚀与防护论文 摘要:腐蚀是材料时效的重要形式之一。化工设备在生产过程中因化学或电化学反应的存在而出现腐蚀现象。设备的腐蚀若不能及时进行相关的防护措施,会成为企业正常生产的重大安全隐患之一,给企业带来严重的经济损失或是人员伤亡。化工设备的腐蚀与防护问题是化工企业必须考虑的重大问题,本文对设备的腐蚀原因进行的简要分析并提出了相关的防腐措施。 关键词:化工设备;腐蚀;防护 一、设备腐蚀的重大危害分析 由于腐蚀现象无处不在,由腐蚀造成的国民经济损失占其总值的.5%左右。在化工原料生产企业,这个比重还会增加两倍。在化工生产企业,设备的腐蚀与防护控制已成为企业生产过程中成本控制的重要因素之一。若对设备的腐蚀不能做好相应的防护措施,则很容易发生因设备腐蚀损坏而造成的停车现象,影响企业的正常生产,给企业带来相应的经济损失。有统计显示,当设备停车更换腐蚀部件或做相应的维护次数达到100此时,其产生的费用或给企业带来的直接、间接经济损失的综合与企业进行生产活动的总投资相当。由此可见,企业对化工设备的腐蚀与防护问题必须给予足够的重视。 二、设备腐蚀类型分析 1. 按腐蚀机理分类 若按腐蚀机理来说,金属设备的腐蚀有化学腐蚀和电化学腐蚀两类。化学腐蚀和电化学腐蚀的主要区别就是腐蚀过程中有无腐蚀电位产生。只有非电解质溶液与设备表面接触而发生的腐蚀称为化学腐蚀,这种情况不是很常见,金属只有在高温干燥气体或甲醇等非电解质溶液中才会发生,非金属材料也只有在符合化学动力学规律的前提下才会发生化学腐蚀。 材料的另一种腐蚀形式电化学腐蚀则是很常见,金属在各种能发生电化学反应的酸、碱、盐溶液或超市的空气、土壤甚至工业用水中都会发生电化学腐蚀现象。金属的电化学腐蚀速率较快,腐蚀危害较大,是企业重点预防的腐蚀类型。 2. 按破坏形态分类 设备受腐蚀而损坏的形态可以分为全面腐蚀和局部腐蚀两种。 全面腐蚀在是设备的金属表面由于和电解质溶液或空气的接触而发生的整体的、均匀的腐蚀。设备的全面腐蚀会使其厚度减少,但一般都是可以控制和预防的。在设备的设计过程中,一般都会综合考虑其使用环境和使用寿命老来设计设备的厚度或采取相应的防腐措施。
金属材料的电化学腐蚀与防护 一、实验目的 1.了解金属电化学腐蚀的基本原理。 2.了解防止金属腐蚀的基本原理和常用方法。 二、实验原理 1.金属的电化学腐蚀类型 (1)微电池腐蚀 ①差异充气腐蚀 同一种金属在中性条件下,如果不同部位溶解氧气浓度不同,则氧气浓度较小的部位作为腐蚀电池的阳极,金属失去电子受到腐蚀;而氧气浓度较大的部位作为阴极,氧气得电子生成氢氧根离子。如果也有K3[Fe(CN)6]和酚酞存在,则阳极金属亚铁离子进一步与K3[Fe(CN)6]反应,生成蓝色的Fe3[Fe(CN)6]2沉淀;在阴极,由于氢氧根离子的不断生成使得酚酞变红(亦属于吸氧腐蚀)。两极反应式如下: 阳极(氧气浓度小的部位)反应式: Fe = Fe2++2e- 3Fe2++2[Fe(CN)6]3-= Fe3[Fe(CN)6]2 (蓝色沉淀) 阴极(氧气浓度大的部位)反应式: O2+2H2O +4e-= 4OH- ②析氢腐蚀 金属铁浸在含有K3[Fe(CN)6]2的盐酸溶液中,铁作为阳极失去电子,受腐蚀,杂质作为阴极,在其表面H+得电子被还原析出氢气。两极反应式为: 阳极:Fe = Fe2++2e- 阴极:2H++2e-= H2↑ 在其中加入K3[Fe(CN)6],则阳极附近的Fe2+进一步反应: 3Fe2++2[Fe(CN)6]3-= Fe3[Fe(CN)6]2 (蓝色沉淀) (2)宏电池腐蚀 ①金属铁和铜直接接触,置于含有NaCl、K3[Fe(CN)6]、酚酞的混合溶液里,由于?O(Fe2+/Fe)< ?O(Cu2+/Cu),两者构成了宏电池,铁作为阳极,失去电子受到腐蚀(属于吸氧腐蚀)。两极的电极反应式分别如下: 阳极反应式: Fe = Fe2++2e- 3Fe2++2[Fe(CN)6]3-= Fe3[Fe(CN)6]2 (蓝色沉淀) 阴极(铜表面)反应式: O2+2H2O +4e-= 4OH- 在阴极由于有OH-生成,使c(OH-)增大,所以酚酞变红。
主要试题题型:一、简答题(约30分)二、填空题(约20分) 三、选择题(约10分)四、腐蚀事例分析(3- 4小题,共40分) 第一章 腐蚀电化学基础 1、金属与溶液的界面特性——双电层 金属浸入电解质溶液内,其表面的原子与溶液中的极性水分子、电解质离子、氧等相互作用,使界面的金属和溶液侧分别形成带有异性电荷的双电层。 2.电极电位 电极电位:电极反应使电极和溶液界面上建立的双电层电位跃。 3.金属电化学腐蚀的热力学条件 (1). 金属溶解的氧化反应若进行,则金属的实际电位必更正于金属的平衡电极电位。E>Ee,M (2)去极化反应若进行,则有金属电极电位必更负于去极剂的氧化还原反应电位。E 论化工设备的腐蚀与防护 示范文本 In The Actual Work Production Management, In Order To Ensure The Smooth Progress Of The Process, And Consider The Relationship Between Each Link, The Specific Requirements Of Each Link To Achieve Risk Control And Planning 某某管理中心 XX年XX月 论化工设备的腐蚀与防护示范文本使用指引:此解决方案资料应用在实际工作生产管理中为了保障过程顺利推进,同时考虑各个环节之间的关系,每个环节实现的具体要求而进行的风险控制与规划,并将危害降低到最小,文档经过下载可进行自定义修改,请根据实际需求进行调整与使用。 化工设备是人类生活当中必不可少的工业设备,其对 于人类生活水平的提高有着重要的推进作用。在日常使用 过程中,因为外部环境影响、内部化学药品侵蚀、使用方 法上选择以及使用年限过长等因素的促在,很容易造成化 工设备的腐蚀。这种化工设备腐蚀的情况出现,不仅会降 低化工设备的使用效果,还会带来极大的安全隐患,做好 对化工设备的防护工作,降低化工设备的腐蚀情况对于我 国化工事业的发展有着重要的作用。笔者结合实践工作经 验,在本文当中对化工设备的腐蚀因素进行分析,并探讨 了提高化工设备防护水平的策略。 在化工设备的实际工作当中,化工设备在工作时自身 所产生的化学腐蚀、外部环境的侵蚀、使用方法及维护方 法选择不当等因素都会为化工设备的腐蚀创造条件或实现对腐蚀的催化,一旦化工设备腐蚀到一定程度,那么化工设备的工作性能就必然会降低,腐蚀情况严重的还会导致化工设备的报废,想要保证化工设备的工作状态,实现化工产业的发展,做好化工设备的腐蚀防护工作势在必行。 1.化工设备腐蚀的因素分析 在化工产业当中,化工设备的腐蚀情况较为常见,其属于化工设备的合理损耗,根据对化工设备实际使用情况来看,导致化工设备腐蚀因素可以分为内部因素和外部因素两个层面。从内部原因来看,化工设备以金属材质为主,而金属自身的化学属性较为活跃,其在企业使用过程中,工作环境必须与化工生产介质发生接触,如酸、碱、高温、高压、不均匀应力等都极易发生金属腐蚀情况。从外部原因来看,化工设备的使用环境、使用方法及日常维护都会在不同程度上为化工设备的腐蚀创造条件。尽管化 第四节金属的电化学腐蚀与防护 【教学重点】金属的电化学腐蚀 【教学难点】电极反应式的写法 【教学过程】 【学生看书讨论】 1.什么是金属的腐蚀?金属腐蚀的本质是什么? 2.化学腐蚀与电化学腐蚀的共同点和不同点是什么? 一、金属腐蚀的本质: M – xe- = M x+ 二、化学腐蚀与电化学腐蚀的区别 化学腐蚀电化学腐蚀 共同点 M – xe- = M x+ M – xe- = M x+ 不同点 (1)金属与氧化剂直接得失电子利用原电池原理得失电子 (2)反应中不伴随电流的产生反应中伴随电流的产生 (3)金属被氧化活泼金属被氧化 三、电化学腐蚀 (以钢铁为例) 1.析氢腐蚀 (酸性较强的溶液) 负极: Fe – 2e- = Fe2+ 正极: 2H+ + 2e- = H2 ↑ 总式:Fe + 2H+ = Fe2+ + H2 ↑ 2. 吸氧腐蚀 (中性或弱酸性溶液) 负极: 2Fe – 4e- = 2Fe2+ 正极: O2+4e- +2H2O = 4OH- 总式:2Fe + O2 +2H2O =2 Fe(OH)2 离子方程式:Fe2+ + 2OH- = Fe(OH)2 4Fe(OH)2 + O2 + 2H2O = 4Fe(OH)3 四、金属的防护 1.影响金属腐蚀快慢的因素本性:(1)金属的活动性(2)纯度(3)氧化膜 介质:环境(腐蚀性气体,电解质溶液)2.金属的防护 (1)改变金属的内部结构(钢→不锈钢,在钢中加入镍和铬) (2)覆盖保护膜(涂油漆,电镀,钝化等) (3)电化学保护①外加电流阴极保护法 ②牺牲阳极阴极保护法 【练习】:如图所示,试管中的铁钉如果在酸性溶液或在食盐溶液中的腐蚀的现象有何不同? 二氧化碳腐蚀与防护综述 李妍 (中海石油海洋工程股份有限公司设计分公司)提要:在油气田开发中,尤其是在石油天然气工业中,二氧化碳腐蚀是一个由来已久的问题,也是一个不容忽视的严重问题。如英国北海的ALPHA平台,因油气中含1.5~3.0%的二氧化碳,其由碳锰钢X52制成的管线仅用了两个多月就发生了爆炸。因此,关于二氧化碳的腐蚀问题,国内外的防腐工作者已进行了多年的研究工作,取得了一定的成果,也得到了一些防护方法。鉴于蓬莱19-3项目也面临着二氧化碳腐蚀的问题,本文就二氧化碳腐蚀的机理、影响因素及防护措施等几方面进行了综述。 关于二氧化碳的腐蚀机理,本文从阴阳两极的电化学反应出发,进行了详细阐述;影响因素主要讨论了温度、二氧化碳分压、流速、阳离子以及气、水产量等几方面;最后给出几种可行的防护措施。 Summary:C O2corrosion is a very important problem in the development of oil & gas field, especially in petrolic natural gas industry since many years ago. The ALPHA platform in North Sea of Britain exploded only two months after in use because its X52 steel cannot tolerant 1.5-3.0% C O2in its gas. Corrosion control workers have gained some outcome and protective methods after many years studies about C O2corrosion. 一、化工大气的腐蚀与防护 二、炼油厂冷却器的腐蚀与对策 三、储罐的腐蚀与防护 四、轻烃储罐的腐蚀与防护 五、钛纳米聚合物涂料在酸性水罐的应用 六、管道的腐蚀与防护方法 七、催化重整装置引风机壳体内壁腐蚀与防护 八、阴极保护在储罐罐底板下面的应用 九、石油化工循环水塔钢结构的腐蚀与防护方法 第一章. 化工大气的腐蚀与防护 第一节. 化工大气对金属设备的腐蚀情况金属在大气自然环境条件下的腐蚀称为大气腐蚀。暴露在大气中的金属表面数量很大,所引起的金属损失也很大的。如石油化工厂约有70% 的金属构件是在大气条件下工作的。大气腐蚀使许多金属结构遭到严重破坏。常见的钢制平台及电器、仪表等材料均遭到严重的腐蚀。由此可见,石油、石油化工生产中大气腐蚀既普遍又严重。 大气中含有水蒸汽,当水蒸汽含量较大或温度降低时,就会在金属表面冷凝而形成一层水膜,特别是在金属表面的低凹处或有固体颗粒积存处更容易形成水膜。这种水膜由于溶解了空气中的气体及其它杂质,故可起到电解液的作用,使金属容易发生化学腐蚀。 因工业大气成分比较复杂,环境温度、湿度有差异,设备及金属结构腐蚀不一样的。如生产装置中的湿式空气冷却器周围空气湿度大,在有害杂质的复合作用,使设备表面腐蚀很厉害。涂刷在设备、金属框架等表面的涂料,如:酚醛漆、醇酸漆等由于风吹日晒,使用一年左右,涂层表面发生粉化、龟裂、脱落,失去作用。 第二节.金属(钢与铁)在化工大气中的腐蚀由于铁有自然形成铁的氧化物的倾向,它在很多环境中是高度活性的,正因为如此它也具有一定的耐蚀性。有时候会与空气中氧化反应,在表面形成保护性的氧化物薄膜,这层膜在99% 相对湿度的空气中能够防止锈蚀。但是要存在0. 01%SO2 就会破坏膜的效应,使腐蚀得以继续进行。一般在化工大气层情况下,黑色金属的腐蚀率随时间增加而增加。这是因为污染的腐蚀剂的累聚而使腐蚀环境变为更加严重的缘故。 第三节.腐蚀原因分析 1. 涂层表面的损坏 工业大气中的SO2、SO3和C02溶于雨水或潮湿的空气中生成硫酸和碳酸,附着在设备、金属框架表面。由于酸液的作用,使涂层腐蚀遭到破坏。 低分子量聚合物气孔率较大,水分子比较容易通过涂层表面到达涂层与基体之间的界面,使涂层的结合强度下降,进而使涂层剥离或鼓包。 2. 涂层下金属的腐蚀涂层下的金属腐蚀是由电化学作用引起的。在阴极氧有去极化的作用,反应如下: 02 + H 2 + 2e = 20H - 因此,涂层下泡内溶液呈碱性,也叫碱性泡,这时阴极部位的PH 值可高达13 以上。界 面一旦形成高碱性状态,就进一步发生基体氧化膜的碱性溶解和涂层的碱性分解。在阳极发生如下反应: 2+ Fe = Fe + 2e Fe2+与氧、水及0H「反应生成Fe (0H 2、Fe (OH 3、Fe z O s ? XH20等腐蚀产物,其体积要增大好几倍,漆膜鼓起,最后破裂而成“透镜” 。这时泡内溶液呈酸性,故称酸性泡,泡内 PH值仅为2-4。 所以说,从漆膜脱落部位产生的阴极、阳极反应来看,由于阴极反应产生的0H「离子使 得界面PH值上升,造成Fe2+离子水解: 2+ + Fe2+ + 2H20 = Fe(0H)2 + 2H+ 这时又使界面PH 值降低,从而加速了阳极反应(金属的腐蚀),使腐蚀面积扩大,漆膜剥落的范围也扩 《金属的电化学腐蚀与防护》教学设计三维目标: 知识与技能:1.了解金属腐蚀及其危害。 2.了解金属电化学腐蚀的原因及反应原理。 3.了解金属防护的一般方法,特别是电化学防护的方法。 过程与方法:事例引入,激发兴趣;分组实验,总结结论,典型题例,强化理解。 情感态度与价值观:通过生活事例引发学生思考,体现化学与生活的紧密联系,激发学生的探索精神,并让学生体会到学以致用的科学精神。 教学重点:金属的电化学腐蚀及金属的电化学防护。 教学难点:金属发生吸氧腐蚀的电化学原理。 教具:提供试剂:锌片铜片稀硫酸氯化钠溶液 提供仪器:水槽导管电流表 教学过程: 【事例引入(配合投影)】在我们的生活中经常可以看到这些现象(投影图片)。这些现实均显示:我们辛苦制备的材料,尤其是金属材料在使用 中往往会被腐蚀,造成损坏,浪费,甚至引起恶性事故。如:这是位于美国的俄亥俄桥,突然塌入河中,死亡46人。事后调查,是由于桥梁的钢梁被腐蚀产生裂缝所致。又如,这是日本大阪地下铁道的输气管道,因腐蚀而折断,造成瓦斯爆炸,乘客当场死亡75人。 这样的例子举不胜举,可见,金属腐蚀给人类造成的损失有多么巨大。据统计:(投影)。这些数据都说明金属腐蚀造成的损失已经远远超过了各种自然灾害造成的损失的总和。所以我们要有这样的使命感:用自己学过的知识,去研究金属腐蚀的原理,并尝试找出“防止腐蚀的方法”,甚至想想利用腐蚀原理为我们服务。今天这堂课我们就来走进“金属的腐蚀与防护”。 【板书】金属的电化学腐蚀与防护 [预设问题1] 钢铁生锈,铁锈的主要成分:Fe2O3·xH2O 铜器生锈,铜绿的主要成分:Cu2(OH)2CO3 思考:金属腐蚀的本质是什么 [板书] 第四节金属的电化学腐蚀与防护 [板书] 一、金属的电化学腐蚀 过程装备腐蚀与防护学习心得 经过一学期的学习,以及老师的精心讲解,我对过程装备腐蚀与防护这门课程有了更深的认识。现在就本人的学习心得与对课本的认识作如下讲述:腐蚀现象几乎涉及国民经济的一切领域。例如,各种机器、设备、桥梁在大气中因腐蚀而生锈;舰船、沿海的港口设施遭受海水和海洋微生物的腐蚀;埋在地下的输油、输气管线和地下电缆因土壤和细菌的腐蚀而发生穿孔;钢材在轧制过程因高温下与空气中的氧作用而产生大量的氧化皮;人工器官材料在血液、体液中的腐蚀;与各种酸、碱、盐等强腐蚀性介质接触的化工机器与设备,腐蚀问题尤为突出,特别是处于高温、高压、高流速工况下的机械设备,往往会引起材料迅速的腐蚀损坏。 目前工业用的材料,无论是金属材料或非金属材料,几乎没有一种材料是绝对不腐蚀的。因此,研究材料的腐蚀规律,弄清腐蚀发生的原因及采取有效的防止腐蚀的措施。对于延长设备寿命、降低成本、提高劳动生产率无疑具有十分重要的意义。 比如说管道吧,管道腐蚀产生的原因: 1.外界条件 ①管道周围介质的腐蚀性介质的腐蚀性强弱与土壤的性质及其微生物密切相关,然而对于长输管道涉及的土壤性质比较复杂,准确评定其腐蚀性非常困难。②) 周围介质的物理性状的影响:主要包括地下水的变化、土壤是否有水分交替变化等情况,以及是否有芦苇类的根系影响等。 ③) 温度的影响:包括环境温度和管道运行期间产生的温度。温度的升高,腐蚀的速度会大大加快。温度的高低与管路敷设深度有直接的关系,同时更受地域差别的影响。 ④) 施工因素的影响:包括材料的把关、操作人员的责任心、质量意识等。施工时是否考虑了环境与施工因素的有机结合,根据不同的情况采取不同的措施等。采用盐酸等处理金属管道内壁结垢时可加速管道内壁的腐蚀速度,杂散电流可对管道产生电解腐蚀。 ⑤油气本身含有氧化性物质:如含水,及H S 、 C O 等酸性气体可造成类似原电池的电化学反应和破坏金属晶格的化学反应,可造成管道内壁的腐蚀。 2. 防腐措施的问题防腐层失效是地下管道腐蚀的主要原因,轻度失效可增大阴极保护电流弥补防腐作用;特殊的失效,如因防腐层剥离引起的阴极保护电流屏蔽及防腐层的破坏,管道就会产生严重的腐蚀。腐蚀发生的原因是防腐层的完整性遭到破坏,主要产生于防腐层与管道剥离或是防腐层破裂、穿孔和变形。 ①) 防腐层剥离,即防腐层与管道表面脱离形成空问。如果剥离的防腐层没有破口,空间没有进水一般不产生腐蚀。若有破口,腐蚀性介质进入就可能出现保护电流不能达到的区域,形成阴极保护屏蔽现象。在局部形成电位梯度,管道就会因此产生腐蚀。管道内壁有足够大的拉应力,拉应力与腐蚀同时作用,可产 高考总复习金属的电化学腐蚀与防护 编稿:房鑫审稿:曹玉婷 【考纲要求】 1.金属腐蚀的种类,探究金属发生电化学腐蚀的原因。 2.了解金属腐蚀的危害,防止金属腐蚀的措施。 【考点梳理】 考点一:金属腐蚀 1.定义:金属腐蚀是指金属或合金与周围接触到的气体或液体进行化学反应而腐蚀损耗的过程。 2.本质:金属腐蚀的实质都是金属原子失去电子被氧化生成金属阳离子的过程。 M-ne-==M n+(M代表金属元素)。 3.类型:(1)化学腐蚀:金属或合金直接与具有腐蚀性的化学物质接触发生氧化还原反应而消耗的过程。 (2)电化学腐蚀:不纯金属或合金与电解质溶液接触发生原电池反应而消耗的过程。 考点二:金属的电化学腐蚀 1 2.电化学腐蚀的种类: (1)种类:吸氧腐蚀与析氢腐蚀 (2)吸氧腐蚀与析氢腐蚀的比较(以钢铁为例) 3.金属腐蚀的快慢一般规律 (1) 在同一电解质溶液中,电解原理引起的腐蚀>原电池原理引起的腐蚀>化学腐蚀>有防腐措施的腐蚀。 (2) 在不同溶液中,金属在电解质溶液中的腐蚀>金属在非电解质溶液中的腐蚀;金属在强电解质溶液中的腐蚀>金属在弱电解质溶液中的腐蚀。 (3) 有保护措施的条件下,无防护条件的腐蚀>有一般防护条件下的腐蚀>牺牲阳极的阴极保护法条件下的腐蚀>外接电源(负极)的阴极保护法条件下的腐蚀。 (4) 对同一种电解质溶液来说,电解质溶液浓度越大,腐蚀越快。 (5) 由于金属表面一般不会遇到酸性较强的溶液,故吸氧腐蚀是金属腐蚀的主要形式,只有在金属活动性顺序表中排在氢以前的金属才可能发生析氢腐蚀,而位于氢之后的金属腐蚀时只能是吸氧腐蚀。 考点三:金属的电化学防护 1.在金属表面覆盖保护层。 ①在钢铁表面涂矿物性油脂、油漆或覆盖搪瓷、塑料等物质; 1.腐蚀的分类:按照腐蚀机理可以将金属腐蚀分为化学腐蚀和电化 学腐蚀;按照金属的破坏的特征分为全面腐蚀和局部腐蚀,局部腐蚀包括应力腐蚀破裂、腐蚀疲劳、磨损腐蚀、小孔腐蚀、晶间腐蚀、缝隙腐蚀、电偶腐蚀;按照腐蚀环境可以将金属腐蚀分为大气腐蚀、土壤腐蚀、电解质溶液腐蚀、熔融盐中的腐蚀、高温气体腐蚀。 2.氧化剂直接与金属表面原子碰撞,化合而形成腐蚀产物,这种腐 蚀历程所引起的金属破坏称为化学腐蚀。 3.通过失去电子的氧化过程和得到电子的还原过程,相对独立而又 同时完成的腐蚀历程,称为电化学腐蚀。 4.当参加电极反应的物质处于标准状态下,即溶液中该种物质的离 子活度为1、温度为298K、气体分压为101325Pa时,电极的平衡电极电位称为电极的标准电极电位,用E0表示。 5.腐蚀电池工作历程:(1)阳极溶解过程;(2)阴极去极化过程;(3) 电荷传递过程。 6.极化的类型:电化学极化;浓差极化;膜阻极化。 7.极化的大小可以用极化值来表示,极化值是一个电极在一定大小 的有外加电流时的电极电位与外加电流为零时的电极电位的差值,反映电极过程的难易程度,极化值越小,反应越容易进行。通常称外加电流为零时的电极电位为静止电位,可以是平衡电位,也可以是非平衡电位。 8.腐蚀电池工作时,由于极化作用使由于极化作用是阴极电位降低 或阳极电位升高,其偏离平衡电位的差值,称为超电压或过电位。9.把构成腐蚀电池的阴极和阳极的极化曲线绘在同一个E-I坐标上, 得到的图线称为腐蚀极化图,简称极化图。 10.凡是能够减弱或消除极化过程的作用称为去极化作用。 11.金属表面从活性溶解状态变成非常耐蚀的状态的突变现象称为钝 化,钝化分为化学钝化和电化学钝化。 12.金属钝化的应用:阴极保护技术;化学钝化提高金属耐腐蚀性; 添加易钝化合金元素,提高合金耐腐蚀性;添加活性阴极元素提高可钝化金属合金或合金的耐腐蚀性。 13.应力腐蚀产生的条件:有敏感材料、特定环境和拉应力三个基本 条件,三者缺一不可。 14.应力腐蚀破裂历程:孕育期、裂纹扩展期、快速断裂期。 15.由于腐蚀介质和变动负荷联合作用而引起金属的断裂破坏,称为 腐蚀疲劳。 16.氢脆是氢损伤中的一种最主要的破坏形式,对材料的塑形和韧性 影响较大。 化工设备中不锈钢容器腐蚀与防护措施示范文本 In The Actual Work Production Management, In Order To Ensure The Smooth Progress Of The Process, And Consider The Relationship Between Each Link, The Specific Requirements Of Each Link To Achieve Risk Control And Planning 某某管理中心 XX年XX月 化工设备中不锈钢容器腐蚀与防护措施 示范文本 使用指引:此解决方案资料应用在实际工作生产管理中为了保障过程顺利推进,同时考虑各个环节之间的关系,每个环节实现的具体要求而进行的风险控制与规划,并将危害降低到最小,文档经过下载可进行自定义修改,请根据实际需求进行调整与使用。 【摘要】本文主要介绍的是不锈钢容器的晶间腐蚀 和应力腐蚀、特征和防护措施 【关键词】不锈钢腐蚀防护措施 在化工生产过程中,应用着大量的各种的酸、碱、盐 等腐蚀性介质接触的化工机械与设备,特别是处于高温、 高压、高流速工况下,这些设备的服饰问题尤为突出,其 中不锈钢忧郁优良的耐腐蚀性和良好的热塑性,冷变形能 力及可焊性而成为化工行业中重要的耐腐蚀材料。但是不 锈钢的耐腐蚀性还是有针对性的,它在空气、水、中性介 质及各种氧化介质中是稳定的,而在其他的一些介质中则 可能发生腐蚀破坏,腐蚀破坏一般为不锈钢化工设备中局部腐蚀破坏,最常见得是晶间腐蚀和应力腐蚀。 1. 晶间腐蚀 不锈钢的晶间腐蚀是不锈钢晶粒边界在特定的腐蚀介质中受到腐蚀,使晶粒之间丧失活动的一种局部破坏,一般Cr-Ni奥氏体不锈钢在焊接构件的焊缝热影响区活构建经过450℃-850℃温度区间且停留足够时间时,易发生精简腐蚀;不锈钢在含有卤素离子和盐溶液中,尤其是在含Cl离子的溶液中易发生孔蚀,形成蚀孔或者蚀坑。在金相显微镜和扫描电镜下观察晶间腐蚀部位的金相组织,可以明显的看到不锈钢的晶间由于腐蚀而变宽,多呈网状,严重时还有晶粒脱落的现象。 常见的晶间腐蚀应用贫铬理论课得到很好的解释。 Cr-Ni奥氏体不锈钢在使用前或冶金厂出厂交货状态多为固溶处理状态,就是将不锈钢加热到高温(1000- 化工设备的腐蚀与防腐蚀措施示范文本 In The Actual Work Production Management, In Order To Ensure The Smooth Progress Of The Process, And Consider The Relationship Between Each Link, The Specific Requirements Of Each Link To Achieve Risk Control And Planning 某某管理中心 XX年XX月 化工设备的腐蚀与防腐蚀措施示范文本使用指引:此解决方案资料应用在实际工作生产管理中为了保障过程顺利推进,同时考虑各个环节之间的关系,每个环节实现的具体要求而进行的风险控制与规划,并将危害降低到最小,文档经过下载可进行自定义修改,请根据实际需求进行调整与使用。 【摘要】随着经济的发展,对化工产品的需求不断增 加,越来越多生产设备的运行超出设计能力,因而目前对 化工企业而言,防止工艺设备因受到腐蚀发生故障而造成 损失已成为迫在眉睫的问题。许多专家认为,材料保护和 防腐措施是降低维护费用和使工厂安全稳定运行的重要保 证。 【关键词】化工设备;腐蚀;防腐蚀 随着经济的发展,对化工产品的需求不断增加,越来 越多生产设备的运行超出设计能力,因而目前对全球的化 工企业而言,防止工艺设备因受到腐蚀发生故障而造成损 失已成为迫在眉睫的问题。许多专家认为,材料保护和防 腐措施是降低维护费用和使工厂安全稳定运行的重要保 证。 腐蚀破坏到处可见,腐蚀事故频频发生,这除了因腐蚀本身所具有的自发性质外,很大程度上是因为人们对腐蚀的危害性估计不足,对腐蚀防护的重要意义认识不深,对腐蚀与防护科学缺乏应有的知识,没有采取防腐蚀措施、或采取的防腐蚀措施不当所致。 1.1腐蚀的分类 腐蚀:材料与周围环境发生作用而被破坏的现象。 腐蚀按材料种类分为金属腐蚀和非金属腐蚀。 腐蚀按表面形貌分为全面腐蚀和局部腐蚀;局部腐蚀又有小孔腐蚀、应力腐蚀破裂、缝隙腐蚀、电偶腐蚀、磨损腐蚀等等; 金属腐蚀按机理可分为物理腐蚀、化学腐蚀、电化学腐蚀等。 物理腐蚀:材料单纯物理作用的破坏,一般是由溶 班级:学号:姓名: 石化设备中换热器的防腐蚀技术 摘要:从实用角度出发,介绍了表面处理、涂装技术、涂覆技术、防腐涂层、防腐设计与施工原则、设备防腐结构的设计、防腐管理、金属材料在石化领域的应用。换热器是指将冷、热流体的部分热量互相传递给流体的设备,又称热交换器。管式换热器由于技术成熟、维修方便,因而在石油化工、钢铁、食品、电厂、纺织、化纤、制药等各行各业中应用广泛,由于其应用的普遍性,因而出现问题的概率也越来越广泛,腐蚀问题是相当严重。本文主要从炼化设备中的换热器腐蚀根源入手分析,提出了有机涂层、采用缓蚀剂,电化学保护等腐蚀防护措施,提高换热器的利用率及寿命。 关键词:石化设备;防腐蚀;换热器;防护;措施;有机涂层;缓蚀剂;电化学保护 Abstract:The heat exchanger is refers to the cold part of the heat of the thermal fluid which is passed to each other fluid devices, also known as heat exchanger.Tube heat exchanger mature technology,easy maintenance, and thus is widely used in the petrochemical, iron and steel, food, power plants, textile, chemical fiber and other industries.Because of the universality of its application, as a result, more and more extensive corrosion problem is very serious.Article from the heat exchanger in the refining equipment corrosion at source analysis, organic coating, corrosion inhibitors, electrochemical protection corrosion protection measures, to improve the utilization and life of the heat exchanger. Keywords:Static equipment; heat exchanger; corrosion; protection; measures; organic coating; inhibitor; electrochemical protection 前言 腐蚀科学与保护技术的研究与发展,消除在苛刻的强化操作条件下设备腐蚀引发的恶性事故的隐患,将直接影响到国民经济与国防建设的安全保障和经济效益,因此,具有极其重要的意义。我国是一个发展大国,经济迅速发展,腐蚀问题显得非常突出,每一个石油化工企业每年的大修、更新、维修费用的80%以上,用于因腐蚀而报废的设备、管道及金属结构更新维护上,腐蚀造成的损失时非常可观的。而且腐蚀易引发突发的恶性破坏事故,不仅会带来巨大的经济损失,而且往往会引发燃烧、爆炸、人身伤亡和灾难性的环境污染等灾祸,造成严重的社会后果。这种腐蚀破坏,必须尽力设法避免。因为消除腐蚀是不可能的,成功的方法就是控制腐蚀,或者说成是防止腐蚀。因此,控制腐蚀问题一直引起人们的高度重视。 化工装置的设备腐蚀大多数是由于具有腐蚀性的化工原料、使用的催化剂、论化工设备的腐蚀与防护示范文本
第四节金属的电化学腐蚀与防护
二氧化碳腐蚀与防护综述
石油化工设备腐蚀与防护
《金属的电化学腐蚀与防护》教学设计
过程装备腐蚀与防护学习心得
知识讲解_金属的电化学腐蚀与防护(基础)
过程装备腐蚀与防护期末考试试题
化工设备中不锈钢容器腐蚀与防护措施示范文本
化工设备的腐蚀与防腐蚀措施示范文本
过程装备腐蚀与防护专题
相关主题
文本预览