一、课程设计的目的
1、步巩固本课程所学知识。
2、一般生产机械PLC控制系统的设计与调试方法。
3、一般生产机械电气线路的施工设计。
4、养查阅图书资料、工具书的能力。
5、养工程绘图、书写技术报告的能力。
二、课程设计内容概述
1、三面偶组合机床概述
三面钦组合机床是用来对Z512W型台式钻床主轴箱的0 80.090孔端面及定位面进行铁削加工的一种自动加工设备。下图1为加工工件的示意图。
0OC孔 __________________________ (心
0斗__________________________________ ㈤)
■加二工的加I.
(1)基本结构
三面铢组合机床主要由床座、床身、铢削动力头、液压动力滑台、液压站、工作台、工件夹紧液压缸等组成。机床底座上安放有床身,床身上安装有液压动力滑台,工件及夹紧装置放于滑台上。床身的两安装有一台铢削头,上方有立铁头。
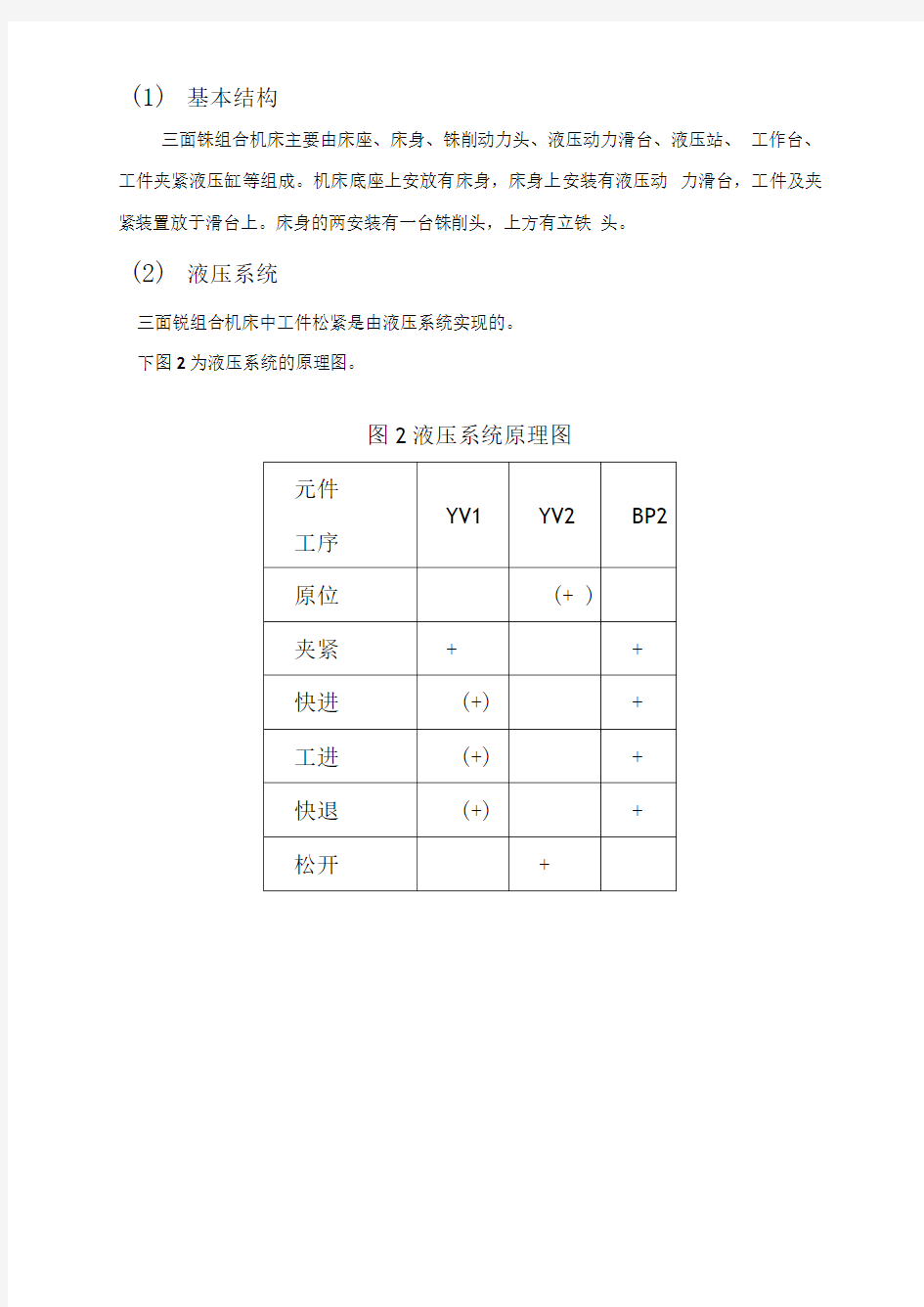
(2)液压系统
三面锐组合机床中工件松紧是由液压系统实现的。
下图2为液压系统的原理图。
图2液压系统原理图
(3)机械动力滑台
机械动力滑台由滑台、滑座和双电机(快速及进给电机)传动装置三部分组成。快速进给电动机用来拖动滑台快进和快退运动,工进电动机拖动滑台工作进给运动,在工进
时,只允许工进电机单独工作,快速进给电机由控制器制动。滑台的自动工作循环是靠传
动装置将动力传递给幺幺杆来实现的。
(4)工件的加工过程
三面铢组合机床的加工过程
指令起动停止
~a f 左铢_________________________ t 松-------------------------- —1
开快进H进
_________________________ _ ___________ _______
快退终点原位I ----------------------------------------------- 1
i 立铁头-I
起动停止右1说头右2铢头I
①操作者将要加工的零件放在工件台的夹具中,在其它准备工作就绪后,发出加工指令。
②工件夹紧后压力继电器动作,液压动力滑台(工作台)开始快进,到位转工进, 同时启动左和右1钦头开始加工,加工到某一位置,立锐头开始加工,加工乂过一定位置右1铁头停止,右2锐头开始加工,加工到终点三台电动机同时停止。
③待加工完全停止后,滑台快退回原位,工件松开,一个自动工作循环结束。
④操作者取下加工好的工件,再放上未加工的零件,重新发出加工指令重复上述加工过程。(5)主要电器参数
电机、滑台、电磁阀参数如下:
①左、右 2 铳削头电动机:J02-41-4,4.0KW,1440r/min,380V,8.4A;
②立、右 1 铢削头电动机:J02-32-4,3.0kW,1430r/min,380V,6.5A;
③液压泵电动机:J02-22-4,1.5KW,1410r/min,380V,3.49A:
④机械动力滑台的电机:J02?22-4,1.5KW,1410r/min,380V,3.49A;
⑤电磁阀:二位四通向Z24 DW-25,直流24V,0.6A,14.4W =
2、三面铳组合机床的控制要求
①有单循环自动工作、单铁头自动循环工作、点动三种工作方式。
②单循环自动工作过程如图3所示,油泵电机在自动工作一个循环后不停机。
③单锐头自动循环工作包括:左铢头单循环工作,右1铁头单循环工作,右2 铁头单循环工作,立钦头单循环工作。单铢头自动循环工作时,要考虑各铢头的加工区间。
④点动工作包括:四台主轴电动机均能点动对刀、滑台快速点动调整、松紧液压缸的调整。
⑤五台电动机均能单向旋转。
⑥要求有电源、液压泵工作、工件夹紧、加工等信号指示。
⑦要求有照明电路和必要的连锁环节与保护环节。
三、课程设计的任务和要求
(1)确定输入/输出设备,选择PLC;分析确定系统方案,设计合理PLC控制系统;(2)绘制PLC外部接线图:
(3)根据三面铳组合机床的控制要求,画出系统的功能表图;
(4)编制PLC梯形图程序并调试;
(5)正确计算选择电器元件,列出电器元件一览表;
(6)绘制电气接线图,接线并调试;
(7)整理技术资料,编写使用说明书。
四、课程设计的具体内容(一)硬件设计
1、I/O分配表
2、PLC 外部接线图
/四—
FU8
[]
YVl YV2 KM7
KN8
?itg
KM6r KM1
KM2 KMS
I ——I 极姒睨
KM4 N L M ne 0001Je o4030506w 倾16m le 1314g or or y Y YO YO Y Y Y Y V Y V Y Y Y Y c c B B l T M M E m S g* g or E 4 E4V GQM con 1.传动装置的总体方案设计 1.1 传动装置的运动简图及方案分析 1.1.1 运动简图 输送带工作拉力 kM /F 6.5 输送带工作速度 /v (1 m -?s ) 0.85 滚筒直径 mm /D 350 1.1.2 方案分析 该工作机有轻微振动,由于V 带有缓冲吸振能力,采用V 带传动能减小振动带来的影响,并且该工作机属于小功率、载荷变化不大,可以采用V 带这种简单的结构,并且价格便宜,标准化程度高,大幅降低了成本。减速器部分两级展开式圆柱齿轮减速,这是两级减速器中应用最广泛的一种。齿轮相对于轴承不对称,要求轴具有较大的刚度。高速级齿轮常布置在远离扭矩输入端的一边,以减小因弯曲变形所引起的载荷沿齿宽分布不均现象。原动机部为Y 系列三相交流异步电动机。 总体来讲,该传动方案满足工作机的性能要求,适应工作条件、工作可靠,此外还结构简单、尺寸紧凑、成本低传动效率高。 1.2电动机的选择 1.2.1 电动机的类型和结构形式 电动机选择Y 系列三相交流异步电动机,电动机的结构形式为封闭式。 1.2.2 确定电动机的转速 由于电动机同步转速愈高,价格愈贵,所以选取的电动机同步转速不会太低。在一般 机械设计中,优先选用同步转速为1500或1000min /r 的电动机。这里选择1500min /r 的电动机。 1.2.3 确定电动机的功率和型号 1.计算工作机所需输入功率 1000 P Fv w = 由原始数据表中的数据得 P W = 1000 FV = KW 3 1000 10 85.05.6?? =5.25kW 2.计算电动机所需的功率)(P d kW η/P d w P = 式中,η为传动装置的总效率 n ηηηη???=21 式子中n ηηη,,21分别为传动装置中每对运动副或传动副的效率。 带传动效率95.01=η 一对轴承效率99.02=η 齿轮传动效率98.03=η 联轴器传动效率99.04=η 滚筒的效率96.05=η 总效率84.096.099.098.099.095.02 3 =????=η kW kW P W 58.684.0525 .5P d == =η 取kW 5.7P d = JIANG SU UNIVERSITY 机电系统综合课程设计 ——模块化生产教学系统的PLC控制系统设计 学院:机械学院 班级:机械 (卓越14002) 姓名:张文飞 学号: 3140301171 指导教师:毛卫平 2017年 6月 目录 一: MPS系统的第4站PLC控制设计 (3) 1.1第四站组成及结构 (3) 1.2 气动回路图 (3) 1.3 PLC的I/O分配表,I/O接线图(1、3、6站电气线路图) (4) 1.4 顺序流程图&梯形图 (5) 1.5 触摸屏控制画面及说明,控制、信息软元件地址表 (10) 1.6 组态王控制画面及说明 (13) 二: MPS系统的两站联网PLC控制设计 (14) 2.1 PLC和PLC之间联网通信的顺序流程图(两站)&从站梯形图 (14) 2.2 通讯软元件地址表 (14) 三:调试过程中遇到的问题及解决方法 (18) 四:设计的收获和体会 (19) 五:参考文献 (20) 一:MPS系统的第4站PLC控制设计 1.1第四站组成及结构: 由吸盘机械手、上下摆臂部件、料仓换位部件、工件推出部件、真空发生器、开关电源、可编程序控制器、按钮、I/O接口板、通讯接口板、多种类型电磁阀及气缸组成,主要完成选择要安装工件的料仓,将工件从料仓中推出,将工件安装到位。 1.吸盘机械手臂机构:机械手臂、皮带传动结构真空吸嘴组成。由上下摆臂装置带动其旋转完成吸取小工件到放小工件完成组装流程的过程。 2.上下摆臂结构:由摆臂缸(直线缸)摆臂机械装置组成。将气缸直线运动转化为手臂旋转运动。带动手臂完成组装流程。 3.仓料换位机构:由机构端头换仓缸带动仓位装置实现换位(蓝、黑工件切换)。 4.推料机构:由推料缸与机械部件载料平台组成。在手臂离开时将工件推出完成上料。 5.真空发生器:当手臂在工件上方时,真空发生器通气吸盘吸气。 5.I/O接口板:将桌面上的输入与输出信号通过电缆C1与PLC的I/O相连。 6.控制面板:完成设备启动上电等操作。(具体在按钮上有标签说明)。 目录 1.机械手与PLC介绍 (1) 1.1机械手的介绍 (1) 1.2 PLC的介绍 (2) 1.3 机械手设计任务书 (2) 2.电器控制部分设计 (4) 2.1系统的整体设计分析 (4) 2.2主电路设计 (4) 2.3操作面板设计 (5) 2.4 PLC选型 (6) 2.5 I/O地址分配 (8) 2.6 电器原件 (9) 3.机械手程序设计 (11) 3.1机械手电气控制系统流程图 (11) 3.2 梯形图程序设计 (11) 4.设计小结 (20) 【参考文献】 (21) 机械手电气控制系统设计 班级:20121057班学号:2012129232 姓名:周毅指导老师:钟先友 【摘要】机械手是工业控制和加工中经常用到的执行部件,具有能适应恶劣工作环境、效率高、安全稳定和可进行高强度工作的优点,在自动化生产线上有广泛的应用。机械手是能够模仿人体上肢的部分功能,可以对其进行自动控制使其按照预定要求输送制品或操持工具进行生产操作的自动化生产设备。 PLC 设计的机械手采用电气可编程控制技术与液压技术相结合,使整个系统自动化程度更高,控制方式更灵活,性能更加可靠;电气方面有交流电机、热继电器、变压器、熔断器等器件组成。机械手的程序设计分为用户程序、调试程序、自动运行程序。用户程序主要实现对电机的启动以及调用子程序,调试程序可以实现单步执行动作,通过按钮可以调节机械手的每一个动作,自动运行程序,可以实现机械手的自动运行。 【关键词】:机械手 PLC 电气控制 1.机械手与PLC介绍 1.1机械手的介绍 工业机械手的种类很多,关于分类的问题,目前在国内尚无统一的分类标准,在此暂按使用范围、驱动方式和控制系统等进行分类。按用途分:机械手可分为专用机械手和通用机械手两种: 专用机械手,它是附属于主机的、具有固定程序而无独立控制系统的机械装置。专用机械手具有动作少、工作对象单一、结构简单、使用可靠和造价低等特点,适用于大附属,如自动机床、自动线的上、下料机械手和加工中心批量的自动化生产的自动换刀机械手。通用机械手,它是一种具有独立控制系统的、程序可变的、动作灵活多样的机械手。通过调整可在不同场合使用,驱动系统和性能范围内,其动作程序是可变的,控制系统是独立的。通用机械手的工作范围大、定位精度高、通用性强,适用于不断变换生产品种的中小批量自动化的生产。按控制方式分点位控制,它的运动为空间点到点之间的移动,只能控制运动过程中几个点的位置,不能 3.2高速级齿轮传动的设计 3.2.1传动齿轮的设计要求 1)齿轮材料:软齿面齿轮传动 小齿轮:45号钢,调质处理,齿面硬度为240HBS; 大齿轮:45号钢,正火处理,齿面硬度为200HBS。 2)轴向力指向轴的非伸出端; 3)每年300日,每班8小时,两班制 4)齿宽系数; 5)螺旋角; 6)中心距取整,分度圆直径精确计算(保留小数点后两位)。 3.2.2选择齿轮类型,精度等级及齿数 1)参考表10.6,取通用减速器精度等级为7级精度 2)取小齿轮齿数为,齿数比,即大齿轮齿数 ,取; 3)选择斜齿圆柱齿轮,取压力角°; 4)初选螺旋角. 3.2.3按齿面接触疲劳强度设计 1.计算小齿轮的分度圆直径,即 ≥ 1)确定公式中的各参数值 a)试选载荷系数=1.3 b)计算小齿轮传递的转矩 =9.55*?=9.55**4.496/1450(N?mm)=2.96*N?mm c)取齿宽系数=1.0 d)由图10.20查得区域系数=2.433; e)由表10.5查得材料的弹性影响系数=189.8 f)计算接触疲劳强度用重合度系数 =arctan(tan/tan)=arctan(tan20/tan14)=20.562° =arccos =arccos[24*cos20.562/(24+2*1*cos14)]=29.974 =arccos = 22.963 = =[24*(tan29.974-tan22.963)+115*(tan22.963-tan20.562)]/2 =1.474 ==1*24*tan14/=1.905 = g)螺旋角系数===0.985 h)计算接触疲劳许用应力 由图10.25c,d查得小齿轮和大齿轮的接触疲劳极限分别为 =500MPa,=375MPa 应力循环次数分别为 =60=60*1450*1*(2*8*300*8)=3.341* == 由图10.23查得接触疲劳寿命系数 取失效概率为1%,安全系数s=1,则小齿轮和大齿轮的接触疲劳许用应力分别为 取较小值为该齿轮副的接触疲劳许用应力,即 a 2)试算小齿轮分度圆直径 沈阳航空航天大学 课程设计任务书 机电工程学院机械设计制造及自动化专业 班:学号:姓名: 一、课程设计课题某型号卧式镗床的电气控制系统设计 二、课程设计工作自至 三、课程设计技术说明和控制要求 1、设备机械部分运动说明 某型号卧式镗床主要有床身、前立柱、镗头架、工作台、后立柱和尾架等部分组成。其运动形式有三种:镗轴与花盘的旋转运动为主运动;进给运动包括镗轴的轴向进给、花盘上刀具的径向进给、镗头的垂直进给、工作台的纵向与横向进给;辅助运动为工作台的旋转、后立柱的水平移动、尾架的垂直移动及各部分的快速移动。 2、设备电气控制要求及技术参数 1)主运动与进给运动由同一台双速电动机M1拖动,各方向的快速运动由另一台电动机M2拖动 2)主轴旋转和进给都有较大的调速范围 3)要求M1能正反转,能正反向点动,并带有制动,各方向的进给都能快速移动,正反向都能短时点动 4)必要的保护环节、连锁环节、照明和信号电路 5)电动机的功率 M1:5.2KW M2:3KW 四、课程设计的主要内容 1、分析设备的电气控制要求,制定设计方案、绘制草图; 2、进行电路计算,选择元器件,并列出元器件目录表,绘制电气原理图(包 括主电路和控制电路); 3、通电调试、故障排除、任务验收,编写设计说明书 五、课程设计时间安排 六、主要参考资料 1、齐占庆. 机床控制技术. 北京: 机械工业出版社,1999 2、邓星中主编. 机电传动控制. 武汉:华中科技大学出版社,2001 3、齐占庆. 王振臣主编. 电器控制技术. 北京:机械工业出版社, 2002 4、陈远龄. 机床电气自动控制. 重庆:重庆大学出版社,1997 5、方承远.工厂电气控制技术. 北京: 机械工业出版社,2000 6、张万奎主编.机床电气控制技术.北京:中国林业出版社,北京大学出版社, 2006 液压与气压传动课程设计 班级机制1211 姓名 学号2012116102 指导老师邬国秀 目录 一.设计要求及工况分析 (3) 1.负载与运动分析 2.负载循环图.速度循环图 二.确定液压系统主要参数 (4) 1.初选液压缸工作压力 2.计算液压缸主要尺寸 三.拟定液压系统原理图 (7) 1.选择基本回路 2.组成液压系统 四.计算和选择液压件 (9) 确定液压泵的规格和电动机功率 五.附表与附图 (11) 六.参考文献 (13) (一)、设计要求及工况分析 设计要求 1、设计一台专用铣床,工作台要求完成快进--工作进给--快退--停止的自动工作循环。铣床工作台重量4000N ,工件夹具重量为1500N ,铣削阻力最大为9000N ,工作台快进、快退速度为4.5m /min ,工作进给速度为0.06~1m /min ,往复运动加、减速时间为0.05s 工作采用平导轨,静、动摩擦分别为fs =0.2,fd =0.1,?工作台快进行程为0.3m 。工进行程为0.1m ,试设计该机床的液压系统 1、负载与运动分析 (1) 工作负载 工作负载即为切削阻力F L =30000N 。 (2) 摩擦负载 摩擦负载即为导轨的摩擦阻力: 静摩擦阻力 N G F S FS 110055002.0=?==μ 动摩擦阻力 N G F d fd 55055001.0=?==μ (3) 惯性负载 N 842 N 05×60 . 0 8 . 9 5500 i ? = ? ? = t g G F υ 4.5 = (4) 运动时间 快进 s v L t 3.360 /5.4102503 111=?==- 工进 s v L t 9060/1.0101503 222=?==- 快退 s v L L t 3.560 /5.4104003 3213=?=+=- 设液压缸的机械效率ηcm =0.9,得出液压缸在各工作阶段的负载和推力,如表1所列。 表1液压缸各阶段的负载和推力 2、 根据液压缸在上述各阶段内的负载和运动时间,即可绘制出负载循环图F -t 和速度循环图υ-t ,见附图 (二) 确定液压系统主要参数 1.初选液压缸工作压力 所设计的动力滑台在工进时负载最大,在其它工况负载都不太高,参考表2和表3,初选液压缸的工作压力p 1=4MPa 。 机电传动控制课程设计报 告 The Standardization Office was revised on the afternoon of December 13, 2020 引言 作为通用工业控制计算机,30年来,可编程控制器从无到有,实现了工业控制领域接线逻辑到存储逻辑的飞跃;其功能从弱到强,实现了逻辑控制到数字控制的进步;其应用领域从小到大,实现了单体设备简单控制到胜任运动控制、过程控制、及集散控制等各种任务的跨越。今天的可编程控制器正在成为工业控制领域的主流控制设备,在世界各地发挥着越来越大的作用。个人计算机(简称PC)发展起来后,为了方便,也为了反映可编程控制器的功能特点,可编程序控制器定名为Programmable Logic Controller(PLC),现在,仍常常将PLC简称PC。 可编程控制器的定义可编程控制器,简称PLC,是指以计算机技术为基础的新型工业控制装置。在1987年国际电工委员会颁布的PLC标准草案中对PLC做了如下定义:“PLC是一种专门为在工业环境下应用而设计的数字运算操作的电子装置。它采用可以编制程序的存储器,用来在其内部存储执行逻辑运算、顺序运算、计时、计数和算术运算等操作的指令,并能通过数字式或模拟式的输入和输出,控制各种类型的机械或生产过程。PLC及其有关的外围设备都应该按易于与工业控制系统形成一个整体,易于扩展其功能的原则而设计。 PLC具有通用性强、使用方便、适应面广、可靠性高、抗干扰能力强、编程简单等特点。PLC在工业自动化控制特别是顺序控制中的地位,在可预见的将来,是无法取代的。 1 PLC控制系统设计 PLC控制系统设计的基本原则 任何一种控制系统都是为了实现被控对象的工艺要求,以提高生产效率和产品质量。因此,在设计PLC控制系统时,应遵循以下基本原则: 1.最大限度地满足被控对象的控制要求 2.C控制系统安全可靠 3. 力求简单、经济、使用及维修方便 4. 适应发展的需要 PLC机型选择 随着PLC的推广普及,PLC产品的种类和型号越来越多,功能日趋完善。从美国,日本、德国等国家引进的PLC产品及国内厂商组装或自行开发的PLC 产品已有几十个系列。上百种型号。其结构形式、性能、容量、指令系统,编程方法、价格等各有不同,适用的场合也各有侧重。因此,合理选择PLC产品,对于提高PLC控制系统的技术经济指标起着重要作用。一般来说,各个厂家生产的产品在可靠性上都是过关的,机型的选择主要是指在功能上如何满足自己需要,而不浪费机器容量。PLC的选择主要包括机型选择,容量选择,输入输出模块选择、电源模块选择等几个方面。 1、可编程控制器控制系统I/O点数估算 I/O点数是衡量可编程控制器规模大小的重要指标。根据被控对象的输入信号与输出信号的总点数,选择相应规模的可编程控制器并留有10%~15%的I/O 裕量。估算出被控对象上I/O点数后,就可选择点数相当的可编程控制器。如果是为了单机自动化或机电一体化产品,可选用小型机,如果控制系统较大,输入输出点数较多,被控制设备分散,就可选用大、中型可编程控制器。 2、内存估计 用户程序所需内存容量要受到下面几个因素的影响:内存利用率;开关量输入输出点数;模拟量输入输出点数。 (1)内存利用率用户编的程序通过编程器键入主机内,最后是以机器语言的形式存放在内存中,同样的程序,不同厂家的产品,在把程序变成机器语言存放时所需要的内存数不同,我们把一个程序段中的接点数与存放该程序段所代表的机器语言所需的内存字数的比值称为内存利用率。高的利用率给用 1. 引言 1.1 课程设计的目的: 电气控制系统是由各种低压电器和PLC 控制器按一定要求组成的控制系统。通过机电传动系统课程设计,进一步掌握各种低压电器和PLC 的结构原理、选用及使用;正确处理使用中出现的各种问题;了解器件和系统之间的关系;培养正确的设计思想、理论联系实际的工作作风、分析问题和解决问题的能力、运用标准与规范的能力、实事求是的科学态度和勇于探索的创新精神。 1.2 课程设计的内容及要实现的目标: 如图所示: 图1. 模型图 主要内容包括: 1. 设计出硬件系统的结构图、接线图、时序图等; 2. 系统有启动、停止功能; 3. 运用功能指令进行PLC 控制程序设计,并有主程序、子程序和中断程序; 4. 程序结构与控制功能自行设计; 5. 进行系统调试,实现机械手臂搬运加工流程的控制要求。 要实现的目标: 有两部机械对工作物进行加工,对象由输送带A 送到加工位置,然后由机械手将加工物送至工作台1的位置进行第一次加工,当第一步骤加工完成后,机械手臂将工作物夹 起送至工作台2进行第二步加工:当第二步骤加工完成后,机械手臂将工作物放到输送带B送走,然后由7段数码管显示加工完成的数量。 15 左移 ST4 14 上升 YA3 ST1 图2. 机械手工艺流程图 机械手工作前应位于原点,不同的位置分别装有行程开关。ST1为下限为开关,ST2为上限位开关,ST3为右极限位开关,ST3为左限位开关。 机械手的上、下、左、右移动以及工件的夹紧,均由电磁阀驱动气缸来实现。电磁阀YA1通电,机械手下降;电磁阀YA2通电,夹紧工件;电磁阀YA3通电,机械手上升;电磁阀YA4通电,电磁阀右移;电磁阀YA5通电,机械手左移。 湖南工业大学 课程设计 资料袋 机械工程学院学院(系、部) 2015 ~ 2016 学年第一学期 课程名称液压传动指导教师陈义庄职称教授 学生姓名 xx 专业班级 xx 学号 xx 题目组合机床切削的液压系统 成绩起止日期2015年 12 月 22 日~2015年12 月 30日 目录清单 《液压与气压传动》课程设计 设计说明书 题目名称:组合机床切削的液压系统 学院(部):机械工程学院 专业:机械工程 学生姓名:xx 班级:xx学号xx 指导教师姓名:xx 目录 0.设计任务书 (2) 1.设计要求及工况分析 (3) 2.主要参数的确定 (6) 3.液压系统图的拟定 (9) 4.液压元件的计算与选择 (10) 5.液压系统的性能验算 (13) 6. 参考资料 (15) 7.设计总结 (16) 课程设计任务书 2015 —2016学年第 1学期 机械工程学院(系、部)机械工程专业xx班级 课程名称:液压与气压传动 设计题目:组合机床切削的液压系统 完成期限:自 2015年 12 月 22 日至 2015 年 12月 30 日共 1 周 指导教师: xx 2015 年12 月 10 日 系(教研室)主任: 2015 年12 月 10 日 1. 设计要求及工况分析 1.1设计要求 要求设计的机床动力滑台液压系统实现的工作循环是“快进→工进→快退→停止”。主要性能参数与性能要求如下:最大切削力F=30000N ,移动部件总重量G =3000N ;行程长度400mm (工进和快进行程均为200mm ),快进、快退的速度均为4m/min ,工作台的工进速度可调(50~1000)mm/min ;启动、减速、制动时间△t=0.5s;该动力滑台采用水平放置的平导轨。静摩擦系数fs =0.2;动摩擦系数fd =0.1;液压系统中的执行元件是液压缸。 1.2负载与运动分析 (1)工作负载 由设计要求可知最大工作的负载F=30000N (2)惯性负载 F m =( G g )(?v ?t )=(30009.8)(4 60?0.5 )=40.82≈41N (3)摩擦负载 因为采用的动力滑台式是水平导轨,因此作用在上面的正 压力N=G=3000N 。 静摩擦阻力 F fs =f s ?N =0.2?3000=600N 动摩擦阻力 F fd =f d ?N =0.1?3000=300N 取液压缸的机械效率ηm =0.90,得出的液压缸在各工作阶段的负载如表1.2.1 《机电传动控制》课程设计任务书2016 课题1:专用镗孔机床的电气控制系统设计 (分别使用继电器接触器电路和PLC 实现控制) 1.机床概况 该设备用于大批量生产某零件的镗孔与铰孔加工工序。机床主运动采用动力头,由Y100L —6型(1.5kW-4A)三相异步电动机拖动,单向运转。该设备能进行镗孔加工,当更换刀具和改变进给速度时,又能进行铰孔加工(有镗孔与铰孔加工选择),加工动作流程如图2-1所示。 a 镗孔) b 铰孔) 图2-1 加工动作流程图 进给系统采用液压控制,为提高工效,进给速度分快进与工进两种且自动变换。液压系统中的液压泵拖动电机为Y801-2型(750W 、1.9A),由电磁阀(YVl ~YV4)控制进给速度,为作要求如表2-1所示。 表2-1 液压控制动作要求 为提高加工精度,主轴采用静压轴承,由Y801-2型电动机拖动高压液压泵产生静压油膜。 2.设计要求 1)主轴为单向运转,停车要求制动(采用能耗制 原位起动SQ3 原位起动SQ4 动)。 2)主轴电动机与静压电动机的联锁要求是:先开静压电动机,静压建立后(由油压继电器控制)才能起动主轴电动机,而停机时,要求先停主轴电动机,后停静压电动机。 3)主轴加工操作,采用两地控制。加工结束自动停止,手动快退至原位。 4)根据加工动作流程要求,设置镗孔加工及铰孔加工选择。 5)应有照明及工作状态显示。 6)有必要的电气保护和联锁。 7)PLC采用三菱FX2n。 课题2:千斤顶液压缸加工专用机床电气控制系统设计 (分别使用继电器接触器电路和PLC实现控制) 1.专用机床概况介绍本机为专用千斤顶液压缸两端面的加工,采用装在动力滑台上的左、右两个动力头同时进行切削。动力头的快进、工进及快退由液压油缸驱动。液压系统已用两位四通电磁阀控制,并用调整死挡铁方法实现位置控制,油泵电动机型号为Y80—4(0.55kW、1.6A)。 机床的工作程序是: 1)零件定位。人工将零件装入夹具后,定位油缸动作工件定位。 2)零件夹紧。零件定位后,延时15s,夹紧油缸动作使零件固定在夹具内。同时定位油缸退出以保证滑台入位。 3)滑台入位。滑台带动动力头一起快速进入加工位置。 4)加工零件。左右动力头进行两端面切削加工,动力头到达加工终点,即停止工进,延时30s后动力头停转,快速退回原位。 5)滑台复位,左右动力头退回原位后,滑台复位。 6)夹具松压。当滑台复位后夹具松开,取出零件。 以上液压缸各动作由电磁阀控制,电磁阀动作要求如表2-2所示。 2.设计要求 1)专用机床能半自动循环工作,又能对各个动作 成绩:课程设计报告书 所属课程名称机电传动控制(含PLC) 题目霓虹灯饰的控制系统(十组)分院机电学院 专业、班级 学号 学生姓名 指导教师 2012年07月25日 目录 一、课程设计任务书 (1) 二、总体设计 (2) (一)设计方案的比较和论证 (2) (二)总体设计方案 (4) 三、硬件系统设计 (5) (一)PLC的介绍 (5) (二)S7-200可编程控制器部分指令 (6) (三)可编程控制器I/O端口分配 (7) (四)外部接线图 (8) 四、程序设计 (9) (一)程序设计框图 (9) (二)梯形图 (10) (三)语句表 (13) 五、程序调试及问题处理 (17) (一)程序调试 (17) (二)设计实物图 (17) (三)问题处理 (19) 六、总结 (20) 七、参考文献 (21) 一、课程设计任务书课程设计题目:霓虹灯饰的控制系统(十组) 课程设计时间: 自 2012 年 7 月 16日起至 2012 年 7 月 27日 课程设计要求: 合上启动按钮,按以下规律显示:1→2、8→3、7→4、6→5→4、6→3、7→2、8→1→1、2→1、2、3、4→1、2、3、4、5、6→1、2、3、4、5、6、7、8→3、4、5、6、7、8→5、6、7、8→7、8→1、5→4、8→3、7→2、6→1、3、5、7→2、4、6、8→1、3、5、7→2、4、6、8→全部闪烁3次→9→10→1…… 学生签名: 年月日 课程设计评阅意见 项目课程设 计态度 评价 10% 出勤 情况 评价 10% 任务难 度 、量评价 10% 创新性评价 10% 综合设计 能力评价 20% 报告书写 规范评价 20% 口试 20% 成 绩 综合评定等级 评阅教师: 2012年月日 学号:0121018700306 课程设计 题目组合机床加工过程PLC自动控制设计 学院物流学院 专业物流工程 班级行政1001班 姓名徐宏华 指导教师徐沪萍 2013 年 6 月29 日 课程设计任务书 学生姓名:徐宏华专业班级:物流行政1001班 指导教师:徐泸萍工作单位:物流学院 题目: 组合机床加工过程PLC自动控制设计 初始条件: 1.编程环境:Step7v5.5软件 2.PLC型号:西门子公司S7系列,S7-300 3.机电传动的相关资料指导书 4.仿真环境:S7-PLCSIM 要求完成的主要任务:(包括课程设计工作量及其技术要求,以及说明书撰写等具体要求) 液压滑台式组合机床在原位启动后,快速向前到设定的位置时转为慢速前进,到达攻丝进给位置时停止前进,转为攻螺纹主轴转动,丝锥能向前攻入,打到规定深度时,主轴快速制动。接着攻螺纹反转退出,回到原位时快速制动,同时滑台能快速退回原位,并在原位停止。 时间安排:十八周 指导教师签名:年月日 系主任(或责任教师)签名:年月日 本科生课程设计成绩评定表姓名徐宏华性别男专业、班级物流行政1001班 课程设计题目:组合机床加工过程PLC自动控制设计 课程设计答辩或质疑记录: 成绩评定依据: 最终评定成绩(以优、良、中、及格、不及格评定) 指导教师签字: 年月日 目录 摘要------------------------------------------------------------------------------------------------- 0第一章基本知识介绍 ------------------------------------------------------------------------ 1 1.1 设计的任务要求--------------------------------------------------------------------- 1 1.2 组合机床概述------------------------------------------------------------------------ 2 1.2.1 组合机床部件分类 --------------------------------------------------------- 2 1.2.2 组合机床的特点 ------------------------------------------------------------ 2 1.3 PLC控制系统 ----------------------------------------------------------------------- 3 1.3.1 PLC简介 --------------------------------------------------------------------- 3 1.3.2 PLC控制系统设计的基本原则 ------------------------------------------ 4 1.3.3 PLC控制系统的一般步骤 ------------------------------------------------ 4第二章总体方案选择和控制方式选择----------------------------------------------------- 6 2.1 总体方案选择------------------------------------------------------------------------ 6 2.2 控制方式的选择--------------------------------------------------------------------- 6第三章电路图的设计 -------------------------------------------------------------------------- 6 3.1 主电路的设计------------------------------------------------------------------------ 6 3.2 PLC的I/O地址分配--------------------------------------------------------------- 8第四章控制程序的设计 --------------------------------------------------------------------- 10 4.1 顺序功能图的设计---------------------------------------------------------------- 10 4.2 梯形图的设计---------------------------------------------------------------------- 11 4.3 语句表的设计---------------------------------------------------------------------- 15 第五章调试及结果分析 ------------------------------------------------------------------- 21 5.1 硬件组态---------------------------------------------------------------------------- 21 5.2 仿真结果分析---------------------------------------------------------------------- 21 感想----------------------------------------------------------------------------------------------- 25 参考资料书-------------------------------------------------------------------------------------- 26 第三章、直流电机 1、机械传动系统负载特性:恒转矩型(反抗性恒转矩负载、位能性恒转矩负载)、离心式通风机型、直线型、恒功率型负载特性。 2、要加快电动机系统过渡过程,应设法减小系统飞轮转矩和增加动态转矩。 3、他励直流电动机 (1)、为什么直流电动机不能直接启动?直流电动机启动方法: 电动机启动之前,n=0,E=0,Ra很小。电动机直接并入电网并施加额定电压时,启动电流Ist=Un/Ra,为额定电流的10-20倍。①在换向过程中,产生危险的电火花,甚至烧坏整流子。 ②过大的电枢电流产生过大的电动应力,可能引起绕组的损坏。③产生与启动电流成正比的启动转矩,在机械系统和传动机构中产生过大的动态转矩冲击,使机械传动部件损坏。④对电网供电电动机来说,过大的启动电流将使保护装置动作,从而切断电源,使生产机械停止工作,或引起电网电压下降,影响其它负载正常运行。 启动方法:①降压启动②在电枢回路中串接外加电阻启动。 问:为什么要逐级切除启动电阻?如果切除太快,会带来什么后果? 如果启动电阻一下全部切除,在切除瞬间,由于机械惯性作用使电动机转速不能突变,再次瞬间转速维持不变。机械特性会转移到其他特性曲线上,此时冲击电流很大。如果切除太快,会有可能烧坏电动机。 (2)、调速:①改变电枢电路串接电阻Rad、(空载转速不变,随着电阻增加,转速降落增大,特性变软) ②改变电枢供电电压U、(空载转速随电压减小而减小,转速降落不变,特性硬度不变,恒转矩调速)③改变电动机主磁通φ(理想空载转速随磁通改变而改变,转速降落随磁通改变而改变,特性变软,恒功率调速) (3)、制动:反馈制动、反接制动(电源反接,倒拉反接制动)、能耗制动 4、问:一台直流电动机拖动一台卷扬机构,在重物匀速上升时将电枢电源反接,电动机经历了几种运行状态?①正向电动状态,由a到b特性曲线转变②反接制动状态,n降低,到达c点转速为零③反向电动状态,c→f,转速n逐渐反向增加④稳定平衡状态,到达f 平衡点,转速n不再变化 5、单相异步电动机采用定容分相式和罩极式法进行启动 第四章、交流电机 1、三相异步电动机 (1)、启动特性:启动电流大、启动转矩小。 启动方法:①直接启动、②电阻或电抗器降压启动、③Y-△降压启动、④自耦变压器降压启动、⑤软启动器------绕线异步电动机:逐级切除启动电阻法、频敏变阻器启动法。(2)、调速方法:①变极对数调速、②变转差率调速(调压调速、转子电路串接电阻调速)③变频调速(变压变频调速、恒压弱磁调速) (3)、制动方法:反馈制动、反接制动(电源反接,倒拉制动)、能耗制动 2、单相异步电动机启动:电容分相式异步电动机、罩极式单相异步电动机 3、同步电动机启动方法:异步启动法 4、三相异步电动机带动一定的负载运行时,若电源电压降低了,此时电动机的转矩、电流及转速有无变化?如何变化? 若电源电压降低, 电动机的转矩减小, 电流也减小. 转速不变. 5、结合交流异步电动机的机械特性分析,在负载转矩不变的情况下,当电源电压降低很多 机电传动控制设计作业集团标准化办公室:[VV986T-J682P28-JP266L8-68PNN] 《机电传动控制》 课程设计说明书 院系班级 姓名 学号 指导老师 目录 一、任务书 (3) (一)课程设计目的 (3) (二)课程设计内容 (3) 二、正文 (4) 1.课程设计主要目的 (4) 2.机电传动控制概述 (4) 3.控制要求 (5) 4.继电器接触器控制系统设计 (5) 原理图 (5) (6) (6) (7) 接线图 (8) 5. PLC控制系统设计 (10) 三、个人小结 (11) 一.任务书 (一)、课程设计目的 M7120型平面磨床的电气线路设计,掌握机械设备的控制电路和控制技术。 1.M7120型平面磨床电气原理图的设计。 2.M7120型平面磨床电气布置图的设计。 3.M7120型平面磨床电气安装接线图的设计。 4.电动机的选择和电气控制方案的确定。 5.编制目录明细表和编写说明书。 (二)、课程设计内容(含技术指标) 型磨床的型号及含义 型号:M7120 含义:M —磨床 7 —平面磨床 1 —卧轴矩台式 20 —工作台的工作面宽200mm 型磨床的主要结构 M7120型平面磨床主要由床身、工作台、电磁吸盘、砂轮架(又称磨头)、滑座、立柱等部分组成。它的外型如图所示: 磨床的主运动是砂轮的旋转运动,辅助运动是工作台的左右往返运动和砂轮架的前后上下进给运动。工作台的往返运动采用液压传动,能保证加工精度。砂轮升降电动机使砂轮在立柱导轨上作垂直运动,用以调整砂轮与工件位置。 二.正文 1.课程设计的目的 机电传动控制是机械设计制造与自动化专业的专业必修课,本课程是一门实践性很强的课程,课程设计是本课程必不可少的环节。课程设计的目的和任务在于使学生掌握机械设备电器控制的基本知识、基本原理和基本方法,以培养学生对电气控制系统的分析和设计的基本能力。加深学生对课程内容的理解,验证理论和巩固、扩大所学的基本理论知识。 2.机电传动控制概述 机电传动是指以电动机为原动机驱动生产机械的系统之总称。它的目的是将电能转变为机械能,实现生产机械的启动、停止以及速度调节,满足各种生产工艺过程的要求,保证生产过程正常进行。 机电传动控制课程设计 一、目录 引言 2 设计说明相关内容 (一)、课程设计题目 3 (二)、设计目的及要求 3 (三)、设计内容 4 一、控制方案设计 4 二、线路设计 4 三、控制电路的设计 6 四、元件的选取 6 五、柜体设计 8 六、结束语 11 七、参考文献 12 二、引言 《机电传动控制》课程是机械制造及其自动化专业的一门必修专业基础课,它是机电一体化人才所需电知识结构的躯体。在学习《机电传动控制》这门课程的时候,我能够深刻的体会到其重要性。作为机械类专业本基础教材,本课程涵盖了经典控制理论的基本原理和基本知识,内容与机械类课程现代控制理论相衔接。本书所讲内容突出机电结合,电为机用。在保证基本内容的前提下,简化理论分析,加强反映了当前机电领域的新技术和新知识,加强实例的分析、设计,力求做到内容深入浅出、重点突出,以利于我们开拓思路、深化知识。《机电传动控制》是机械设计制造及其自动化专业系列的教材之一,可以作为机械类专业及与之相近专业的同学们学习和研究。本课程不仅在于它是一门系统理论基础课程,是我们掌握控制论的基础知识,解决机械工程中的控制问题,更重要的是通过呵护唯物辩证法的方法论的建明阐述,使我们学会用控制理论观点,系统论方法,分析、处理机械工程中遇到的难题,启迪和发展我们的思维,培养我们分析问题和解决问题的能力。 由于现代科学和计算机技术的迅速发展,控制理论应用于机械工程的重要性日益明显。将理论联系实际,展开设计的课程设计实践,可以激发我们对该课程的学习兴趣而且能够让我们初步掌握系统性能分析及系统设计的基本方法,为专业课学习和参加控制工程实践打下必要的基础。由此可见,本次课程设计势在必行! 1.如何建立单轴和多轴机电传动系统的运动方程式。 为了对多轴机电传动系统进行运行状态的分析,一般是将多轴拖动系统等效折算为单轴系统。将各转动部分的转矩和转动惯量或直线运动部分的质量都折算到某一根轴上,一般折算到电动机轴上。 折算的原则是:折算前后系统总的能量关系和功率关系保持不变。 2. 举例分析恒转矩型负载特性 特点:负载转矩TL与转速n无关,即不管转速怎样变化,负载转矩不变。 反抗性恒转矩负载:转矩大小恒定不变;作用方向始终与速度n的方向相反。 位能性恒转矩负载:转矩大小恒定不变;作用方向与速度n的方向无关。 3. 机电传动系统稳定运行的条件 (1)机电系统稳定运行的含义 ?系统应能以一定速度匀速运行; ?系统受某种外部干扰(如电压波动、负载转矩波动等)使运行速度发生变化时, 应保证在干扰消除后系统能恢复到原来的运行速度。 (2)机电系统稳定运行的必要条件 电动机的输出转矩T M和折算到电动机轴上的负载转矩T L大小相等,方向相反,相互平衡。 即:电动机的机械特性曲线n=f(T M)和生产机械的机械特性曲线n=f(T L)必须有交点,交点被称为平衡点。 (3)机电系统稳定运行的充分条件: 系统受到干扰后,要具有恢复到原平衡状态的能力。 即: 当干扰使速度上升时,有T M 4. 他励直流电动机特性曲线上理想空载点的意义。 T=0时的转速称为理想空载转速,用n0表示。 电动机总存在空载制动转矩,靠电动机本身的作用是不可能上升到 n0“理想”含义就在这里。 5. 他励直流电动机特性曲线上堵转点的意义 当电动机轴上的负载转矩大于电磁转矩时,电动机不能启动,通常称为“堵转”。 堵转时电枢电流为I st,长时间的大电流会烧坏电枢绕组。 启动转矩就是电动机在启动瞬间(n=0)所产生的电磁转矩,也称堵转转矩。 6. 他励直流电动机的固有机械特性和人为机械特性的特点和区别 固有机械特性指的是在额定条件(额定电压U N和额定磁通 N)下和电枢电路内不外接任何电阻时的n=f(T) 人为机械特性是指人为地改变电动机的参数所得到的机械特性: 1电动机电枢外加电压U 2励磁磁通Φ的大小 3电枢回路串接附加电阻R ad 7. 他励直流电动机电枢回路串接附加电阻时其机械特性的变化情况 空载速度不变 随着电阻的增加,转速降落增加,即机械特性变软 8. 他励直流电动机改变电枢电压时其机械特性的变化情况 空载速度随着U的减小而减小 转速降落不变,即特性硬度不变 9. 他励直流电动机改变励磁磁通时其机械特性的变化情况 理想空载转速随磁通减小而增加 转速降随磁通的减小而增大,即机械特性特性变软 题目:简式车床主传动系统设计 专业:机械设计制造及其自动 班级: 姓名: 学号: 指导教师: 2017年6月30日 目录 设计目的 (3) 设计步骤 (4) 1.确定传动公比及其转速值 (4) 1.1确定传动公比 (4) 1.2选定主轴各级转速 (4) 2.选择主传动方案 (5) 2.1 变速方式 (5) 2.2开停、制动 (5) 3.拟定结构式、结构网、转速图 (5) 3.1拟定结构式 (5) 3.2画结构网 (6) 3.3拟定转速图 (7) 3.3.1确定定比传动 (8) 3.3.2确定各轴转速 (8) 3.3.3确定齿轮齿数 (9) 3.3.4校核主轴转速误差 (11) 4.确定各传动件计算转速 (12) 4.1各轴计算转速: (12) 4.2各个齿轮计算转速 (13) 5.传动系统图 (14) 结束语 (15) 参考文献 (17) 设计目的 通过设计实践,掌握机床主传动系统的设计方法。培养综合运用机械制图,金属切削技术,机械设计技术,及结构工艺相关知识,进行工程设计的能力。培养使用手册图册,有关资料及设计标准规范的能力,提高技术总结及编制技术文件的能力。巩固所学理论知识,为毕业设计积累经验,做准备。 设计步骤 根据设计题目给定的机床种类、规格、主轴极限转速(n min 、n max )、转速级数Z ,确定其他有关运动参数,选定主轴各级转速值:通过分析比较,选择传动方案;拟定结构式和结构网,拟定转速图;确定齿数及带轮直径;绘制传动系统图 1.确定传动公比及其转速值 1.1确定传动公比 根据给定的主轴极限转速Rn=37.5~1700r/min 和转数级数Z=12,求得传动公比 33.455 .371700 min max == = n n Rn 1-=Z Rn ?=1.41 1.2选定主轴各级转速 查参考文献【1】可知标准公比为1.06,1.12,1.26,1.41,1.58,1.72,2 因为=1.41=1.066 查参考文献【1】表7-1标注数列表 首先找到最小极限转速37.5r/min 再每跳过5个数取一个转数,即可得到公比为1.41的数列带式输送机传动装置课程设计
机电控制系统课程设计
机电传动课程设计(周毅)
课程设计齿轮传动设计
卧式镗床(T68)-机电传动控制课程设计任务书
液压传动课程设计
机电传动控制课程设计报告
机电传动控制
液压传动课程设计
《机电传动控制》课程设计任务书2016
机电传动课程设计报告书
机电传动控制课程设计讲解
《机电传动控制》期末考试重点总结
机电传动控制设计作业
机电传动控制课程设计
机电传动控制总结
简式机床主传动系统课程设计.
相关主题
文本预览