
首件检验记录表模版公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]
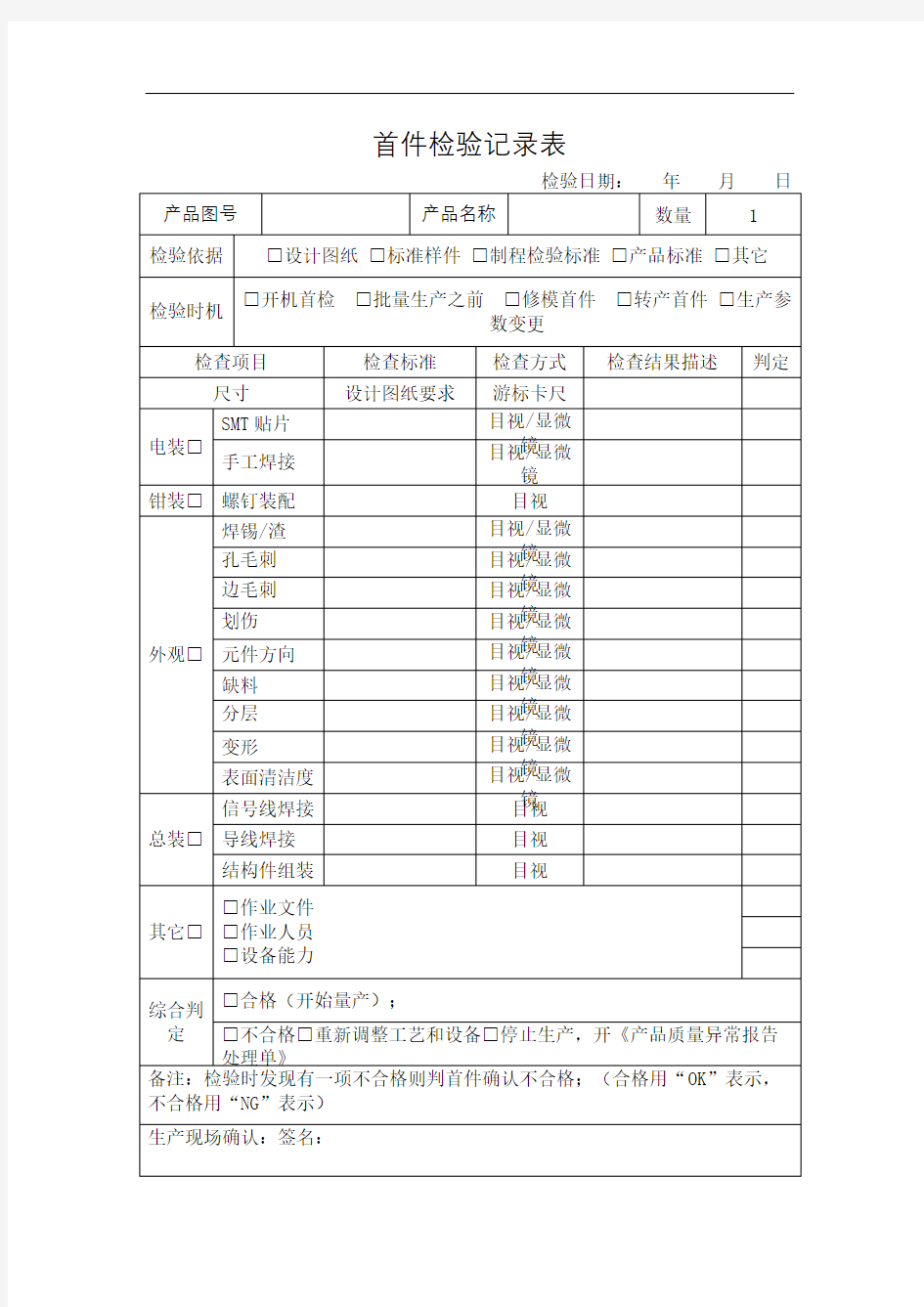
首件检验记录表
重庆市轨道交通六号线二期工程 BT一标段一分部邱家湾明挖车站 主体结构底板钢筋、防水、杂散电流 首 件 验 收
上海建科工程咨询有限公司Array 重庆育才工程咨询监理有限公司 目录 一. 工程概况 (2) 二. 工程进度完成情况 (3) 三. 验收工程范围 (3) 四. 验收依据 (3) 五. 监理过程控制情况 (4) (一)原材料抽检及见证取样检验情况 (4) (二)工序检查情况 (6) (三)旁站监理情况 (6) 六. 测量监理工作 (6) 七. 设计变更及技术洽商情况 (7) 八. 监理工程师通知执行情况 (7) 九. 工程质量控制资料 (7) 十. 工程质量验收小结 (7)
一. 工程概况 邱家湾车站位于通江大道与同景国际销售通道的十字路口下,沿通江大道布置。本站为轨道交通六号线二期工程中间站,车站分界里程为YDK1+619.68~YDK1+797.78,车站主体全长178.1m。标准段宽度20.9m,加宽段为24.6米。本站为12m站台岛式车站。本站站内结构工程,由地下一层(站厅层)和、地下二层(站台层)组成,主体结构设计安全等级均为一级,耐火等级为一级,抗振设防烈度为6度。该工程结构均为钢筋砼框架结构,防水层为4mm厚的卷材防水,底板纵向基础梁纵向钢筋为Ф32、箍筋为Ф14@100、腰筋为12Ф20、拉结筋为Ф12@200;底板1~2轴线横向钢筋下排为Ф28@200、上排为Ф25@200,纵向钢筋上、下排均为Ф22@100;底板2~8轴线横向钢筋下排为Ф28@200、上排为Ф25@100、中间梁下排附加筋为Ф28@200,纵向钢筋上、下排均为Ф22@150;积水坑底板横向钢筋下排为Ф28@100、上排为Ф25@100、纵向钢筋上、下排均为Ф22@100;底板基础梁及边墙加腋处纵向钢筋均为8Ф22,横向钢筋均为Ф22@100;底板上、下层拉筋标准段为Ф12@400*450、加宽段为Ф12@400*400、架腋范围内Ф12@300*300;侧墙1~2轴线外侧钢筋为Ф32@200、内侧为Ф22@100,2~8轴线外侧钢筋为Ф28@200、内侧为Ф20@150;Z1纵向主筋
结构部首件检验规范及要求 1、目的: 为确保产品品质,预防出现批量性的产品不合格,特制定公司产品生产过程中对首件检验的要求及管理规范。 2、适用范围: 本文件规定了公司在生产过程中对首件检验的要求及工作程序。 3 、职责 3.1生产部门负责组织安排首件检验工作。 3.2未经首件检验或首件检验不合格,而擅自生产产品,由此引起的质量问题,由直接责任者负责。 3.3检验员、工序负责人、下道工序对首件检验的正确性负责。 3.4 工序负责人对首件检验完成后,由下道工序进行复检。如不履行复检职责,下道工序负同等责任。3.5 对首件确认工作未完成,检验员在?首件检验记录表?上签字的,造成的质量问题,责任由检验员负责。 4、控制要求 4.1首件检验中应检查产品生产过程所用的所有原辅材料必须与规定相符。
4.2 对生产部门首次连续性生产的第一个完工的半成品和成品,必须经过首件检验和确认。 4、3 对于常规产品,须按批次进行首件检验。 4.4 在下列情况下应该进行首件检验: 1、批量加工(10台以上) 2、客户要求 3、设计要求 4、非常规产品 5、停机再开机时 6、原材料及规格更改时 5、首件检验流程 5.1 在首件制作过程中,工序负责人、检验人员应到生产现场监督检查实际生产者按生产工艺流程,根据现行有效的生产工艺文件自行完成首件,并对每一生产工序进行监督检查,发现问题及时予以纠正解决。5.2 常规产品及停机再开机生产的产品首件生产必须完成所有生产工序,经生产者检验合格在?首件检验记录表?上签字后再交由检验人员进行首件检验。首件检验时,检验员应会同工序负责人按现行有效的图纸、清单(或顾客提供的样件)、工艺文件、产品要求进行检验,合格后在首件产品上做好标识(如签注
首尾件检验管理规定 文件编号: 编制: 审核: 批准: 2018年7月20日 2018年7月25日实施 发布
1 目的 保证工序要素满足产品质量要求,防止出现批量不合格产品。 2 适用范围 适用于组装温控器产品的压片、铆接、旋铆、复口等加工阶段。 3 职责 品管部巡检员负责对操作者首尾件进行检验并对操作者的的自检、互检和专检工作进行监督、检查。 技术部负责对检验设备、检验工装的检修和监督管理。 生产车间操作者负责首尾件自检工作,巡检员对操作者首尾件自检结果进行专检确认;并组织对不合格首尾件的工艺分析。生产车间负责对设备、工装的使用维护和日常保养。 4工作程序 首尾件检验 生产单位应组织操作员对首(尾)件进行自检和专检,品管部巡检员对首(尾)件进行进行确认并记录。 4.1.1首件检验或检验时机 a)首件检验是对所有新产品投入、新设备投入、设备维修均要求进行首件检验和尾件检验(生产开始或工序要素发生变化时)的首件(或几件)产品实施自检和专检控制,防止产生批量废品。 b)首件检验时机 出现下列情形之一,应进行首件检验: 1)每班开工前。 2)工序操作者交替变化时; 3)每批原材料、半成品投入时; 4)工艺技术规范发生变更时; 5)设备及工装调整后; 6) 新产品投入、新设备投入、设备维修等后的生产,须经过首件确认。4.1.2尾件检验和检验时机 尾件检验是对工序每批生产完工后的最后一件(或几件)产品的检验,以便及时发现和消除工序要素中的异常现象,侧重于对工装合格状态的验证,保证下
一轮生产产品质量的符合性。 4.1.3首尾件检验控制 a)工序批生产中,操作者应按照工艺文件对加工的首件和尾件进行自检;自检合格,通知巡检员核查确认。 b)巡检员需对操作者首尾件自检结果进行确认,分别在“首件检验记录表”和“尾件检验记录表”上记录结果,并签名确认。 c)首件不合格,允许车间组长进行调整加工后再送验,但三次不合格,需停止加工,生产单位应及时提请首件不合格评审,由技术部和品管部共同组织施工员、工艺员、检验人员、操作者进行原因分析,采取措施予以解决。首尾件不合格,经评审为工装原因,由生产部按对工装进行检修和维护保养。不合格首尾件按《不合格品控制程序》处置。 首尾件检查记录管理 首尾件检查记录平时由巡检员保管,品管部按《记录控制程序》于每月底进行归档和管理。 品管部负责对首尾件自检和专检情况进行监督、检查和考核。 5 相关文件 《不合格品控制程序》 《记录控制程序》 6记录 首件检验记录表 QR-751-07 尾件检验记录表 QR-751-09
质量体系记录表格 样式大全 1
记录表格格式 目录 1.质量管理体系文件更改单( 表CX4231) (5) 2.管理评审报告( 表CX5611-1) (6) 3.评审组成员签字表( 表5611-2) (7) 4.设备购置申请单( 表CX6311-1) (8) 5.设备维修、三保验收单( 表CX6311-2) (9) 6.工艺装备设计申请单表( CX6312-1) (10) 7.( 工艺装备加工申请单表CX6312-2) (11) 8. 工艺装备验收单( 表CX6312-3) (12) 9.工艺装备周期检验单( 表CX6312-4) (13) 10.工艺装备返修单( 表CX6312-5) (14) 11.工艺装备报废单( 表CX6312-6) (15) 12.吊具周期检验单( 表CX6312-7) (16) 13.过程( 4M1E) 监督检查记录( 表CX6411-1) (17) 14.质量信息传递表( 表CX6511-1) (18) 15.车间月质量考核报表( 表CX6511-2) (19) 16.合同评审报告( 表CX7211-1) (20) 17.合同更改记录( 表CX7211-2) (21) 18.合同评审会签单( 表CX7211-3) (22) 19.合同评审组成员签字表( 表CX7211-4) (23) 20.首件鉴定目录表( 表CX7382-1) (24) 21.首件生产总结( 表CX7382-2) (25) 22.首件检验总结( 表CX7382-3) (27) 23.首件鉴定证书( 表CX7382-4) (29) 24.鉴定组成员签字表( 表CX7382-5) (30)
1.目的 依据产品质量控制文件的要求,对产品生产过程的各个环节实施有效控制,确保加工过程中每道工序的质量都是合格的。 2.范围 适用于本公司产品生产操作的全过程。 3.职责 3.1过程检验员负责对生产全过程进行监视和测量。 3.2统计车间生产过程中产生的不良品并上报。 3.3负责车间过程检验资料的收集整理并上报存档。 4.流程 5.控制过程 5.1.产品零件检验 5.1.1.生产车间在进行生产前,必须提请过程检验员(IPQC)进行首件封样,禁止无首件
封样生产。 5.1.2.过程检验员(IPQC)根据《工序卡片》/《质量控制计划》/《作业指导书》确认产 品型号和生产工艺流程是否正确,同时根据质量控制文件规定的检验项目对产品逐项实施检验。 5.1.3.按照产品质量控制相关文件的规定首件样品检验合格,巡检员在《送检单》和检验 合格的首件样品上签字确认,并将《送检单》和封样件反馈给生产车间。 生产车间将封样的首件样品,悬挂放在生产此产品的机台旁作为生产比对样品。5.1.4.首件样品检验不合格: A.巡检员在《送检单》上描述不良现象,并将《送检单》的生产单位联反馈给生产车间,由生产车间根据不良现象进行相应改善。改善后需要重新制作样件送检, 送检规定适用4.1.3条款规定。 B.对于产品的不良现象不影响产品最终品质,并且生产车间无法改善不良现象的,由生产车间向检验员提出开具《不合格评审单》申请,车间提请技术部、质管部 和生产部对不良现象进行评审; 技术部评审不予使用,则由生产车间负责进行相应改善; 技术部、质管部评审可以让步接受,则须报总经理批准,过程检验员接到《不合 格评审单》时进行首件封样,生产车间方可进行生产,同时巡检员将信息反馈给 入库检验员和出货检验员,放行该批产品。 巡检员负责将评审后的《不合格评审单》进行存档管理。 5.1.5.首件确认之时机为每次开机生产前,修模、调模或换模再次进行生产前,确认人为 IPQC,IPQC在《巡检记录表》上记录检验结果。 5.1. 6.车间生产时,IPQC按产品《工序卡片》/《质量控制计划》对产品进行至少5PCS/小 时巡检并2小时/次在《巡检记录表》上记录检验结果,对于HOLSET客户的产品生产,过程检验频率为每小时抽检一次并在《巡检记录表》上记录检验结果。 5.1.7.对检验合格工件,在物料向下一道工序流转前必须由巡检员在《工序流转卡》盖印 检验章。 5.1.8.I PQC在巡检过程中发现不合格产品时,应立即通知并要求生产车间立即停线整改, 必要时检验员可以签发《停机令》,同时将巡检不合格时段产品隔离并与车间相关人员一起确认工件的品质状况。生产车间改善完成后,必须按首件检验程序重新送检产品,送检规定适用5.1.3和5.1.4条款规定,《停机令》在重新送检合格后由检验
1、目的 本文件规定了公司产品生产过程中对新品首件检验、批首件检验的要求及管理规定,以利于整批产品加工得到满足顾客的要求。 2 主题内容和适用范围 本文件规定了公司在生产过程中对新品的首件检验、批首件检验的要求及工作程序。 本规定适用于公司在生产过程中对新品的首件检验、批首件检验的控制。 3 职责 3.1生产部门负责组织安排首件检验工作。 3.2未经新品首件、批首件检验或首件检验不合格,而擅自生产产品,由此引起的质量事故,由直接责任者负责。 3.3检验员、生产线负责人对首件检验的正确性负责。 3.4 对首件确认工作未完成,检验员开始出具质量凭证,造成的质量事故,责任由检验员负责。 4 控制要求 4.1 对生产部门首次连续性生产的第一个完工的半成品和成品,必须经过首件检验和确认。4.2 对于常规生产产品,须按批次进行首件检验。 4.3由于设备、工艺等原因造成的停机,停机再开机时要进行首件检验和确认。 4. 4 产品材料、规格变更后投入生产时要进行首件检验和确认。 4.5新品首件检验时,应由生产单位负责通知检验有关人员,按现行有效的图纸、清单(或顾客提供的样件)、工艺文件进行,检验员填写检验记录,检验合格后在首件卡上签字,并将卡片挂在首件产品上做好首件标记;首件检验不合格应立即退回,重做首件,并做好记录。未经首件检验合格的产品不得进行验收。 4.6 首件作为批量生产的样件,由生产部门负责保留到全批生产结束后才能最后送交。 4.7首件检验中应检查产品生产过程所用的所有原辅材料必须与规定相符。 5工作程序 5.1 在首件制作过程中,生产线负责人、检验人员应到生产现场监督检查实际生产者按生产工艺流程,根据现行有效的生产工艺文件自行完成首件,并对每一生产工序进行监督检查,发现问题及时予以纠正解决。 5.2 常规生产产品及停机再开机生产的产品首件生产必须完成所有生产工序,经生产者检验合格在首件牌上签字后再交由检验人员等进行首件检验。首件检验时,检验员应会同生产线负责人按现行有效的图纸、清单(或顾客提供的样件)、工艺文件、产品要求进行检验,合格后在首
1范围 本文件规定了压铸工序上一班末件、本班首末件检验及定时检验方法。 本程序适用于压铸事业部首末件检验及定时检验的质量控制。 2术语和定义 压铸首件:指每班开工、异常停机、人员变更、技术文件变更、技术方法变更、技术参数变更、换模、修模(含粑件)、换字头、换状态时,出现上述任一情况下开始生产后压铸工自检合格5~10件产品中抽取的样本。 压铸末件:压铸工每班下班时最后一件带浇口、集渣包、排气槽的尾件。 定时检验:在每小时的整点时刻对产品实施的质量检验的过程。 3规范性引用文件 无 4职责 4.1压铸生产部负责首末件及定时检验的实施。 4.2质量控制部门负责首末件及定时检验的实施情况的监督检查。 5管理要求 5.1压铸工序首末检验及定时检验 5.1.1 首末件检验及定时检验标准:压铸工对照“压铸首件送检通知单”项目、检验作业指导书、修模通知等技术标准中的所有项目采取目测的方式进行自检,压铸班长、巡检对照检验作业指导书、修模通知等技术标准中的所有项目采取目测的方式进行互检、专检。 5.1.2 上一班的末件检验:压铸工对上一班的末件进行自检,自检合格后放在指定工作台上,由压铸班长、巡检分别进行互检、专检。 5.1.3 本班首件检验 5.1.3.1 压铸工在开始生产压铸首件时,先去除首件浇冒口、飞皮,并对首件进行检验后,填写“压铸首件送检通知单”随首件交质量专检台,涉及换模、换字头、修模后的首件产品,压铸工应将修模前的样件和修模后的首件一同送质量专检台,并在“压铸首件送检检查记录”上登记。 5.1.3.2 压铸巡检按检验作业指导书、修模通知等要求对本班首件产品的尺寸及外观进行全面检查,涉及盖类字样位置检测的必须进行划线检查,并在“压铸首件送检检查记录”上进行记录。 5.1.3.3 有打磨要求的盖类产品在首件检验合格后,压铸巡检安排将上述产品交表面处理工序进行试打磨验证,表面处理工序应在30分钟内完成试打磨验证,打磨巡检确认效果并在“盖类产品打磨验证记录表”上记录。 5.1.3.4 现场工艺将首件产品交表面处理工序进行抛光验证,并在“压铸毛坯抛光验证登记记录表”上进行记录,打磨巡检确认效果。 5.1.3.5 首件检验合格后,由巡检作好首件标识,压铸工将首件放回压铸工作台上,并将首件作为生产过程中自检的标准,然后进行大批量生产。 5.1.3.6 涉及修模(含粑件)、换字头、换状态、工艺参数更改或质量整改验证的,首件产品必须经过检验合格后才能进行批量生产。 5.1.3.7 接上一班生产无修模、无状态变更等异常情况的连续生产的首件产品,若巡检来不及检验或需要后序进行抛光、打磨等方式进行验证的,压铸工自检合格后可先进行生产,但所生产产品必须在首件检验或抛丸、打磨验证合格后才能流转。 5.1.4 压铸工序定时检验