三菱机器人离线软件与示教器
工程区管理
1) 新建工作区
(1)点击菜单栏中的[工作区]-[新建]或者(Ctrl+N )。工作区显示如下界面。输入工作区名、标题后,点击[OK]按钮。
(2)工程编辑画面显示后,可设定工程名、通讯设定和离线机器人的设定,然后点击[OK]按钮。
(3)工程创建完毕。工作区中会显示工程树,走位初始值,制成的[RC1]工程。 2) 打开工作区
打开已经完成的工作区时,选择菜单栏中的 [工作区]-[打开],或者点击工作栏中的(Ctrl+O ),选择要打开的工作区后,点击[OK]按钮。
3) 关闭工作区与删除工作区
关闭当前编辑中的工作区时,请点击菜单栏中的[工作区]-[关闭]。 删除工作区的情况下,如果不关闭作为对象的工作区,就不能删除。 4) 工作区名/工作区标题的变更 在以打开工作区的基础上,鼠标右击工作区名[工作区的编辑],工作区编辑画面显示后,输入新的工作区名和标题后,点击[OK]。如下图。
5) 工程的编辑
6) 工程树
(1)离线部分
离线部分显示电脑中的信息,即当前设定的机器人的机型和机器人的程序。(2
)在线部分 在和控制器连接后,切换成在线状态时,或者模拟启动时显示,号和控制器等相关信息。 (3)备份
显示从控制器备份过来的信息。 (4)Tool 功能 显示其它功能。
7) 离线/在线/模拟
离线/在线/模拟的切换,可以通过菜单栏的[在线],或者工具栏来执行。工具栏中,可以做以下的切换。切换成离线模式,切换成在线模式,切换成模拟在线模式。
机器人软件与机器人的连接
三菱机器人软件与控制器连接方式可分为USB连接、TCP/IP、RS-232和GOT连接,不同类型的控制器和机器人软件连接的方式不同。
在工程编辑界面,选择要连接控制器的类型和通讯设定方法,点击[详细设定],进行详细设定。通常,根据需要连接的控制器,会机型离线专用机器人的设定和用于显示的行走台的设定。
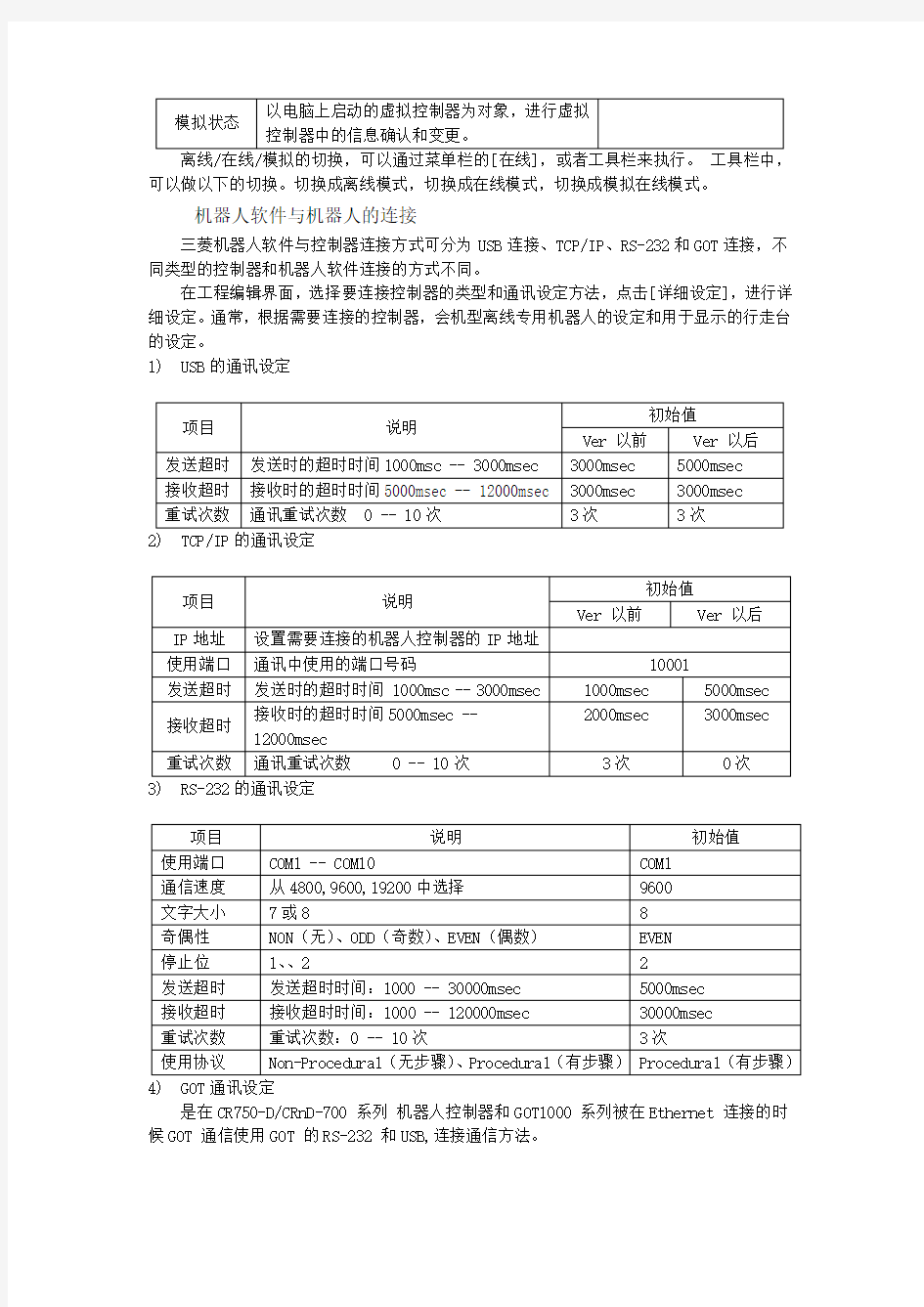
1)USB的通讯设定
2)TCP/IP的通讯设定
3)RS-232的通讯设定
4)GOT通讯设定
是在CR750-D/CRnD-700 系列机器人控制器和GOT1000 系列被在Ethernet 连接的时候GOT 通信使用GOT 的RS-232 和USB,连接通信方法。
程序管理
可以对机器人程序进行新建、编辑、复制、移动、删除、内容比较、名字的变更、保护设定。
1) 新建程序
① 选择需要新建的工程[离线]-[程序],然后点击鼠标右键,显示菜单后点击[新建]。
② 输入机器人程序名后,点击[OK]按钮,显示程序编辑画面。
③ 程序新建完成。 2)打开现有程序
展开作为工程树的对象的工程的[离线]→[程序]。 所保存的程序会被显示在工程树中,然后双击需要进行编辑的程序。
3)打开控制器中的程序
展开作为工程树的对象的项目的[在线]→[程序]。 所保存的程序会被显示在工程树中,然后双击需要编辑的程序。画面显示,确认读出项目后,点击[OK]按钮。
4)程序指令的编辑
使用MELFA-BASIC V 号,左边显示STEP 位置。该可以通过键盘的令的格式将程序指令编辑到步号后面的程序编辑区。
5)位置变量的编辑位置变量的编辑,下方的列表是关节坐标型的变量列表。修正位置变量的情况下,在列表中选中作为对象的位置变量后,点击 置变量的变量名、以调试状态打开程序的情况下以及在软件变更的。
选择直交坐标型/关节坐标型,输入位置数据的各要素值和位置变量名后, 请点击[OK]按钮。
在线状态,或者模拟状态下,在线的程序编辑中,点击[当前位置读取]按钮,可以读出机器人的当前位置。 6)程序复制
左右的列表中,显示所指定的文件夹和机器人控制器中的程序一览。 ① 工程 能够指定工作区内的工程。
② 机器人 能够指定当前连接着的机器人控制器。
③ [参照]按钮 选择[工程]时,能够指定电脑上的任意文件夹。 进行程序文件的复制。可以进行指令和位置变量、只有指令、只有位置变量的复制。在左侧的列表中选择传送源的程序名,并在右侧指定传送目标。对于传送源程序,可以同时选择多个。但是,如果是变更名字复制的情况下,只有选择1
个程序的时候才有效。点击[复制]按钮,在 [复制的设定] 对话框中进行设定,然后复制。
7)程序的移动与删除
进行程序文件的移动时,在左边列表中选择传送源程序名,并在右侧指定传送目标。传送源程序,可以同时选择多个。点击[移动]按钮来进行移动。
进行程序文件的删除时,从列表中选择要删除的程序名。可以同时选择多个程序。删除左右列表中选择的所有文件。 在左右的列表中选择文件后,请点击[删除]按钮。 显示删除确认信息。点击[是]按钮,程序按钮将被删除。
注意:如果删除正在编辑中的程序的话会提示报错。 要删除程序时,请务必在编辑完
8 1 个要变更名字的程序名。程序可以在左右[名字的变更]按钮, 在[名字的变更]对话框口中设定新的名9)保护
能够对程序文件的全体,或只对指令、只对位置对于被保护的文件,不能进行移动、删除、名字的变更操作。点击[保护]按钮, 在[保护设定] 对话框中设 10进行程序文件的内容比较。能够对文件的全体,或只对指令、只对位置变量进行比较。从左右两侧的列表中选择一个要比较的程序名。 点击[比较]按钮, 在[比较设定] 对话框] 对话框中。
参数管理
参数的设定,有通过指定参数名
1) 抓手参数
/双螺线型电导管等) 、OPEN*(抓
手开)指令和HCLOSE*(抓手关)指令的时候的工件把持/未把持进行设定。参数的设定,需在与机器人控制器连接的状态下使用。
从工程树中,双击作为对象的工程的[在线]→[参数]→[抓手]→[抓手参数]。更改参数的值后,点击[写入]按钮,能够改写机器人控制器内与抓手相关的参数。
2)专用输入输出信号分配
从工程树中,双击作为对象的工程的[在线]→[参数]→[专用输入输出信号的分配]→[通用1]。更改参数的值后,点击[写入]按钮,能够改写机器人控制器内的参数。
3)数据参数
从工程树中,双击作为对象的工程的[在线]→[参数]→[专用输入输出信号的分配]→[数据]。更改参数的值后,点击[写入]按钮,能够改写机器人控制器内的参数。
监视状态
可以持续显示当前连接中的机器人控制器中的各种信息。各监视功能大至分为以下3 种。
①机器人动作监视…进行机器人的动作相关的项目的监视。
②信号监视…进行机器人的输入输出信号相关的监视。
③运行监视…进行机器人所执行的运行内容相关的监视。
监视概要
机器人动作监视
1)SLOT运行状态
可以监视机器人控制器中的任务SLOT 状态。从工程树中,双击作为对象的工程的[在线]→[监视]→[动作监视]→[SLOT 状态]。在软件版本以后,点击画面右下方的[全停止]按钮,可以对包括启动条件设定为ALWAYS 的项目,进行全SLOT 的停止。要编辑启动条件为ALWAYS 的程序时,必须要使用此方法进行全SLOT 的停止。
2)程序监视
可以监视动作中的程序信息。从工程树中,点击作为对象的工程的[在线]→[监视]→[动作监视]→[程序监视],之后双击要监视的「任务SLOT」。出现如下画面。
[变更]按钮。确认变量名后,输入变量的值,点击[OK]按钮。
读出可以从文件中读出变量监视中要监视的变量。点击[读出]按钮后,可以从保存的文件中读出变量名、变量类型,作为要监视的变量来进行追加。
保存可以把变量监视中监视的变量一览保存到文件中去。点击[保存]按钮后可以把当前监视中的变量名、类型、值保存到文件中。文件会以文本形式被保存。
3)报警监视
显示机器人控制器中当前发生的报错。从工程树中,双击作为对象的工程的[在线]→[监视]→[动作监视]→[报错]。
[详细]可以确认发生报错的详细信息(原因和恢复方法)。
[历史]可以参考到目前为止所发生的报错的历史。
[合计]可以查看目前为止发生的报错的合计信息。此功能在软件以后的版本,且连接控制器的软件版本是「R1j/S1j」以后的版本时能够使用。
1)历史信息
可以确认目前为止发生过的报错的历史。机器人控制器中的报错历史,可以按报错级别(高级别、低级别、警告)来确认。并且,报错历史,还可以保存在文件中。点击[历史信息]按钮。选择要参照的报错级别后,点击[OK]按钮。
(1) 显示切换将显示的报错历史按照各个报错级别再次显示。
(2) 详细信息选择要显示的报错后,点击该按钮,就可以确认错误的发生原因、恢复方法。双击需要显示的报错,也可以确认详细信息。
(3) 保存将所显示的报错历史信息保存到文件中。用户可以按照需要保存报警记录,另外,报错历史文件是以文本形式被保存的。还可以使用记事本等一般的文本编辑器来打
印。报错历史文件的文件名,以「控制器的序列号」_「当前的日期」_「当前的时间」来设定。文件名例:
信号监视
信号监视可以确认从外部机器输入到机器人控制器的信号,从机器人控制器输出到外部机器的信号的状态。从工程树中,双击作为对象的工程的[在线]→[监视]→[信号监视]→[通用信号]。上段中显示输入信号的状态,下段中显示输出信号的状态。需要显示的信号,可以通过[监视设定]
1)需要显示的信号,
2)[模拟输入]按钮。会显示用于模拟输入信号的画面。
(1)
信号编号,点击[设定]按钮。
(2) 从指定的信号开始,显示32
拟输入设定」按钮。
(3) 另外,从起始信号编号开始的32 16 进制输入值后,点击「端口模拟输入」。
3)强制输出
输出信号的画面。
(1)首先读出想要强制输出的信号。信号可以同时输出32 条。输入想要读出的信号的起始信号编号,点击「设定」按钮。
(2)从指定的信号开始,显示32 条信号输出状态。设定输出状态,点击「位强制输出」按钮。
(3)另外,从起始信号编号开始的32 条,可以以16 进制指定值后强制输出。以16 进制输入值后,点击「端口强制输出」。
注:专用输出信号分配的(使用中)信号编号,不能强制输出。
第二节三菱示教器
示教器概述
三菱示教器的安装
1)确认机器人控制器电源出去OFF状态.
2)将示教单元的连接器与机器人控制器上的示教器单元连接器连接。并将螺栓拧紧。
如图所示。
3)示教单元安装结束。
三菱示教器单元的拆卸
1)确认机器人控制器的电源车与OFF状态。
2)松开机器人示教器单元的两处固定螺栓,握住连接器本身将其拔出,另外,将示教器单
元的虚拟连接器连接。
示教器操作面板介绍
1)[] 开关............进行伺服OFF,使机器人立即停止。
2)[TB ENABLE] 开关...........是对示教单元的按键操作有效无效进行切换的开关。
3)有效开.(3 位置开.).........[有效/无效开关2]为有效时,如果松开或者强力按
压将进行伺服OFF,动作中的机器人将立即停止。
4)显示面板...................显示机器人的状态及各菜单。
5)状态显示灯.................显示示教单元。
6)[F1][F2][F3][F4] 键........执行显示
7)[FUNCTION] 键..............在1 个操中,[F1][F2][F3][F4] 键中分配的功能有
5 个以,对功能显示进行切换。
8)[STOP] 键..................使程序中断,是机器人减速停止。
9)[OVRD ↑ ][OVRD ↓ ] 键.....改变机器人的速度手动手动变更值。按压[OVRD ↑ ]
键手工变动值将增加,按压[OVRD ↓ ] 键时手工变动值将变少。
10)[JOG 操作] 键............按照JOG 模式使机器人动作。此外,输入数值时,进
行各数值的输入。
11)[SERVO] 键.................在轻按有效开关的同时,如果按压该键机器人将进
行伺服ON。
12)[MONITOR] 键..............按压该键时,进入监视模式,显示监视菜单。
13)[JOG] 键...................按压该键时,将进入JOG模式,显示JOG画面。
14)[HAND] 键..................按压该键时,将进入抓手操作模式,显示抓手操作
界面。
15)[CHARACTER] 键.............示教单元在进行字符输入或数字输入时,通过数字
/字符功能键可在数字和字符间进行切换。
16)[RESET] 键.................对出错的显示进行解除,通过按压该键和EXE键
将进行程序复位。
17)[ ↑ ][ ↓ ][ ← ][ → ] 键...将光标向各个方向移动。
18)[CLEAR] 键.................在进行数字或字符输入时,通过按压该键可将光标
所在的位置字符删除一个字符。
19)[EXE] 键...................对输入操作进行确定。此外,直接进行时,在持续
按压该键期间,机器人将动作。
20)[ 数字/ 字符] 键..........在进行数字或字符输入时,按压该键将显示数字或字
符。
示教器使用方法
示教器移动机器人
(1)关节JOG 操作
按压[JOG] 键时将显示JOG画面。(画面下侧显示“JOG”)确认在画面上方显示为JOG 模式的“直交”。显示为其它JOG模式的情况下,应按压“直交”对应的功能键。(在画面下方未显示希望的JOG模式的情况下,按压[FUNCTION]键可使其显示)结束JOG操作时,再次按压[JOG]键,或按压“关闭”对应的功能键。
每次按压[OVRD↑]键手工变动将按LOW →HIGH → 3 → 5 → 10 → 30 → 50 → 70 →100% 的顺序增大,每次按压[OVRD↓]键时将按相反的方向减少。当前的设置速度显示在画面右上方及控制器的“STATUS NUMBER”中。在此为了进行确认作业应以10% 进行操作。
①基于关节坐标系的移动
按压[+X(J1)] 键时J1轴向正方向旋转。按压[+Y(J2)] 键时J2轴向正方向旋转。按压[-X(J1)] 键时J1轴向负方向旋转。按压[-Y(J2)] 键时J2轴向负方向旋转。
按压[+Z(J3)] 键时J3 轴向正方向旋转。按压[+A(J4)]键时J4轴向正方向旋转。按压[-Z(J3)] 键时J3 轴向负方向旋转。按压[-A(J4)]键时J4轴向负方向旋转。按压[+B(J5)]键时J5轴向正方向旋转。按压[-B(J5)]键时J5轴向负方向旋转。
按压[+C(J6)]键时J6轴向正方向旋转。按压[-C(J6)]键时J6轴向负方向旋转。
(2)直角JOG操作
按压[JOG] 键时将显示JOG画面。(画面下侧显示“JOG”)确认在画面上方显示为JOG 模式的“直交”。显示为其它JOG模式的情况下,应按压“直交”对应的功能键。(在画面下方未显示希望的JOG模式的情况下,按压[FUNCTION]键可使其显示)结束JOG操作时,再次按压[JOG]键,或按压“关闭”对应的功能键。
每次按压[OVRD↑]键手工变动将按LOW →HIGH → 3 → 5 → 10 → 30 → 50 → 70 →100% 的顺序增大,每次按压[OVRD↓]键时将按相反的方向减少。当前的设置速度显示在画面右上方及控制器的“STATUS NUMBER”中。在此为了进行确认作业应以10% 进行操作。
①基于直角坐标系的移动
按压[+X(J1)] 键时沿着X 轴的正方向移动。按压[-X(J1)] 键时沿着X 轴的负方向移动。按压[+Y(J2)] 键时沿着Y 轴的正方向移动。按压[-Y(J2)] 键时沿着Y 轴的负方向移动。按压[+Z(J3)] 键时沿着Z 轴的正方向移动。按压[-Z(J3)] 键时沿着Z 轴的负方向移动。
三菱机器人抓手的操作
机器人抓手的开合是可以通过机器人示教单元进行操作的,多机器人抓手控制时,可按示教器上“HAND”键,显示抓手操作界面。
1)抓手的开合操作
抓手1,按压+C(J6)键,打开抓手1,按压-C(J6)键,关闭抓手1;
抓手2,按压+B(J5)键,打开抓手1;按压-B(J5)键,关闭抓手1;
抓手3,按压+A(J4)键,打开抓手1;按压-A(J4)键,关闭抓手1;
抓手4,按压+Z(J3)键,打开抓手1;按压-Z(J3)键,关闭抓手1。
2)抓手IO控制
使用示教器编辑机器人指令
(1)创建步骤
①确定机器人的动作顺序及动作
②将机器人的动作位置示教到位置变量
③以确定的动作顺序及动作位置的名称为基础将机器人的动作及作业替换成命令,通过程序进行记述并储存到控制器中.
④通过OG 操作将机器人移动至各动作位置,分别示教到各位置变量中.
⑤逐行执行储存在控制器中的程序,确认程序及动作位置储存正确.
⑥通过程序的确认,在机器人的动作位置有错误时对位置进行修改.
⑦自动执行完成程序.
(2)机器人作业
使用机器人将工件从左搬运到右面,如图。
(3)程序的创建
动作顺序的确定
开始
①移动至待机位置(关节动作)
②移动至工件上方20mm(关节动作)
③移动至抓工件的位置(直线运动)
④抓工件(抓手闭合)
⑤向上方移动20mm(直线运动)
⑥移动至松开工件位置的上方20mm(关节运动)
⑦移动至松开工件的位置(直线运动)
⑧松开工件(抓手张开)
⑨移动至上方20mm(直线运动)
⑩移动至待机位置(关节运动)
结束
注意:不对机器人的动作轨迹进行特别指定的动作为“关节动作”,将动作轨迹指定为直线的动作为“直线动作”。
将工件抓住的动作及松开的动作,工件等的外围有可能与机器人有干涉的情况下使用“直线运动”
(4)动作位置名称的确定
注:位置变量名通过以P开头的任意字符串进行指定,最多16个字符串。
(5)程序的记述与创建
将目标机器人的动作及作业替换成指令
(6)将替换的指令编辑为程序
开始
①移动至待机位置(关节运动)………………………1 Mov PWAIT
②移动至待机位置上方20mm(关机动作)………… 2 Mov PGET,+20
③移动至抓工件的位置(直线运动)…………………3 Mvs PGET
④抓工件(抓手闭合)…………………………………4 HClose 1
⑤等待1S ……………………………………………… 5 Dly
⑥移动至上方20mm(直线运动)………………………6 Mvs PGET,+20
⑦移动至松开位置上方20mm位置(关节运动)…… 7 Mov PPUT,+20
⑧移动至松开工件的位置(直线运动)………………8 Mvs PPUT
⑨松开工件………………………………………………9 HOpen 1
⑩等待1S…………………………………………………10 Dly
11 移动至上方20mm的位置(直线运动)………………11 Mvs PPUT,+20
12 移动至待机位置(关节运动)……………………… 12 Mov PWAIT
结束……………………………………………………………… 13 End
(7)将程序输入到控制器中
①将控制器的模式置为“MANUAL”
②将示教器单元的“ENABLE”置为ENABLE
③在<菜单>画面中,按压方将光标对准“文件/编辑”后,按压“EXE”键,显示“管理/编辑”画面
④按压F3( 新建)] 键。显示新建程序
⑤按压[1]、[EXE] 键。打开程序编辑号1的编辑界面。
⑥按压F3( 插入)] 键。光标闪烁变成输入状态
⑦确认处于输入模式后,按压[1]键步号”1”将被输入.
⑧按压CHARACTER] 键,置为字符输入模式后,对[SP]和[MNO]键各按压一次,显示空格及“M”。
⑨如上述步骤输入其它指令。
程序输入结束
对机器人的动作位置进行示教
①通过JOG 操作使机器人动作,将抓手前段对准抓工件的位置。对准位置后,执行
抓手开闭动作,确认工件已经抓牢。
②在指令编辑画面中,按压“FUNCTION”键,对功能显示进行切换。
⑩按压[F3(NEXT)]键或[F4(PREV)]键,使画面右上方显示“PGET”。
11 按压[F2(TEACH)]键,显示示教确认画面。
12 按压[F1(OK)]键进行位置登录.
13 按以上方式示教机器人的其它点位.
14 至此机器人的动作位置示教结束.
(8)程序确认
使用示教单元逐行执行程序,对程序动作进行确认。在确认过程中,通过轻按示教单元的有效开关,按压“SERVO”键置为“ON”状态。
①通过“FUNCTION”键将功能界面切换到程序界面。
②持续按压“FWD”键,机器人开始动作。
③按照以上动作将机器人程序运行到“End”。
国内外主流工业机器人离线编程软件对比
国内外主流工业机器人离线编程软件对比 讲到工业机器人离线编程软件,就不得不先说道说道另外一种机器人编程方式----手工示教编程。相信大家在接触工业机器人的时候,最先认识的就是机器人示教器了。示教器和机器人的控制系统相连接,操作人员可以通过示教器直接控制机器人的运动轨迹,速度和运动方式。利用示教器上的操作手柄或者操作按键,我们可以很直观的看到机器人每个轴或者每个关节的运动姿态,速度。示教器的学习和使用,是学习工业机器人的第一步,也是非常重要的一步。 但是,示教器的操作和使用不是我们今天讲解的重点。我们要通过使用示教器的经验和体会,来说说机器人离线编程软件的优势。 从1959年,英格伯格和德沃尔联手制造出第一台工业机器人起,示教器和示教编程就是使用和操作机器人的最主要手段和途径。半个世纪过去了,现代社会中,高度自动化,智能化的工厂中,通过示教器来示教编辑机器人的轨迹点,依然是最主流的做法。但是,示教编程的方式越普及,也越暴露出其弊端和不足。举个例子,示教编程需要在工作现场进行作业,作业的同时,生产线上的所有设备都必须停工,这对老板来说,损失极大。另外,当机器人运动轨迹过于复杂或者精度要求过高,手工示教再靠操作人员来完成,就有点心有余而力不足了。这时,离线编程软件应运而生。它的出现,本意并不是要替代手工示教编程,而是弥补其个中不足。所以,
当我们再提起离线编程软件的时候,不应过度神化,而是要正确的看待手工示教和离线编程的作用,让其在不同情况下各自发挥优势。 离线编程软件的出现,也不是一天两天了。本人从事工业自动化十几年,从早先数控机床的大规模应用,到现在工业机器人的逐步兴起。从硬件的更新换代,到软件的日益出新,都或多或少的做过一些研究和学习。时代变化太快,但是作为一个老工控,我始终坚信,科技是第一生产力。好多刚接触工业机器人的新人,示教器还没学会,手工编辑了一些运动轨迹以后就抱怨说,手工示教编程太难了,太复杂了。甚至说落后了,吵着要学离线软件编程。对于这样的新人,我想说,学东西不应该好高骛远,手工示教编程,是掌握机器人,学习机器人最基本,也是最好的方式。使用离线软件编程的时候也会需要很多示教方面的知识。 今天,想跟大家聊聊,目前国内外市场上几款主流的机器人离线编程软件,看看他们的区别和各自优势。希望大家在学习的时候,能够选择适合自己的软件。 我们常说的机器人离线编程软件,大概可以分为两类: 一类是通用型离 线编程软件,这类软件一般都由第三方软件公司负责开发和维护,不单独依赖某一品牌机器人。换句话说,通用型离线编程软件,可以支持多款机器人的仿真,轨迹编程和后置输出。这类软件优
机器人操作指南
第七章工业机器人应用 一机器人示教单元使用 1.示教单元的认识 2.使用示教单元调整机器人姿势 2.1在机器人控制器上电后使用钥匙将MODE开关打到“MANUAL”位置,双手拿起,先将示教单元背部的“TB ENABLE”按键按下。再用手将“enable”开关扳向一侧,直到听到一声“卡嗒”为止。然后按下面板上的“SERVO”键使机器人伺服电机开启,此时“F3”按键上方对应的指示灯点亮。
2.2按下面板上的“JOG”键,进入关节调整界面,此时按动J1--J6关节对应的按键可使机器人以关节为运行。按动“OVRD↑”和“OVRD↓”能分别升高和降低运行机器人速度。各轴对应动作方向好下图所示。当运行超出各轴活动范围时发出持续的“嘀嘀”报警声。 2.3按“F1”、“F2”、“F3”、“F4”键可分别进行“直交调整”、“TOOL调整”、“三轴直交调整”和“圆桶调整”模式,对应活动关系如下各图所示:
直交调整模式TOOL调整模式
三轴直交调整模式
圆桶调整模式 2.4在手动运行模式下按“HAND”进入手爪控制界面。在机器人本体内部设计有四组双作用电磁阀控制电路,由八路输出信号OUT-900――OUT-907进行控制,与之相应的还有八路输入信号IN-900――IN-907,以上各I/O信号可在程序中进行调用。 按键“+C”和“-C”对应“OUT-900”和“OUT-901” 按键“+B”和“-B”对应“OUT-902”和“OUT-903” 按键“+A”和“-A”对应“OUT-904”和“OUT-905” 按键“+Z”和“-Z”对应“OUT-906”和“OUT-907” 在气源接通后按下“-C”键,对应“OUT-901”输出信号,控制电磁阀动作使手爪夹紧,对应的手爪夹紧磁性传感器点亮,输入信号到“IN-900”;按下“+C”键,对应“OUT-900”输出信号,控制电磁阀动作使手爪张开。对应的手爪张开磁性传感器点亮,输入信号到“IN-901”。 3.使用示教单元设置坐标点 3.1先按照实训2的内容将机器人以关节调整模式将各关节调整到如下所列: J1:0.00 J5:0.00 J2: -90.00 J6:0.00 J3:170.00 J4:0.00 3.2先按“FUNCTION”功能键,再按“F4”键退出调整界面。然后按下“F1”键进入