
油唧结构紧凑,直线运动平稳,输出力大,在模中得到较多的运用;但因其工作效率低、控制繁琐,使其应用受到了一定的限制。
一、油唧的适用场合:
1
、油唧抽前模行位:
前模行位用油唧驱动,可简化模具结构;但需注意动作顺序的控制和行位锁紧,以免动作错乱损坏模具或油唧锁紧力不足而无法封胶,抽芯力不足而抽不动行位。
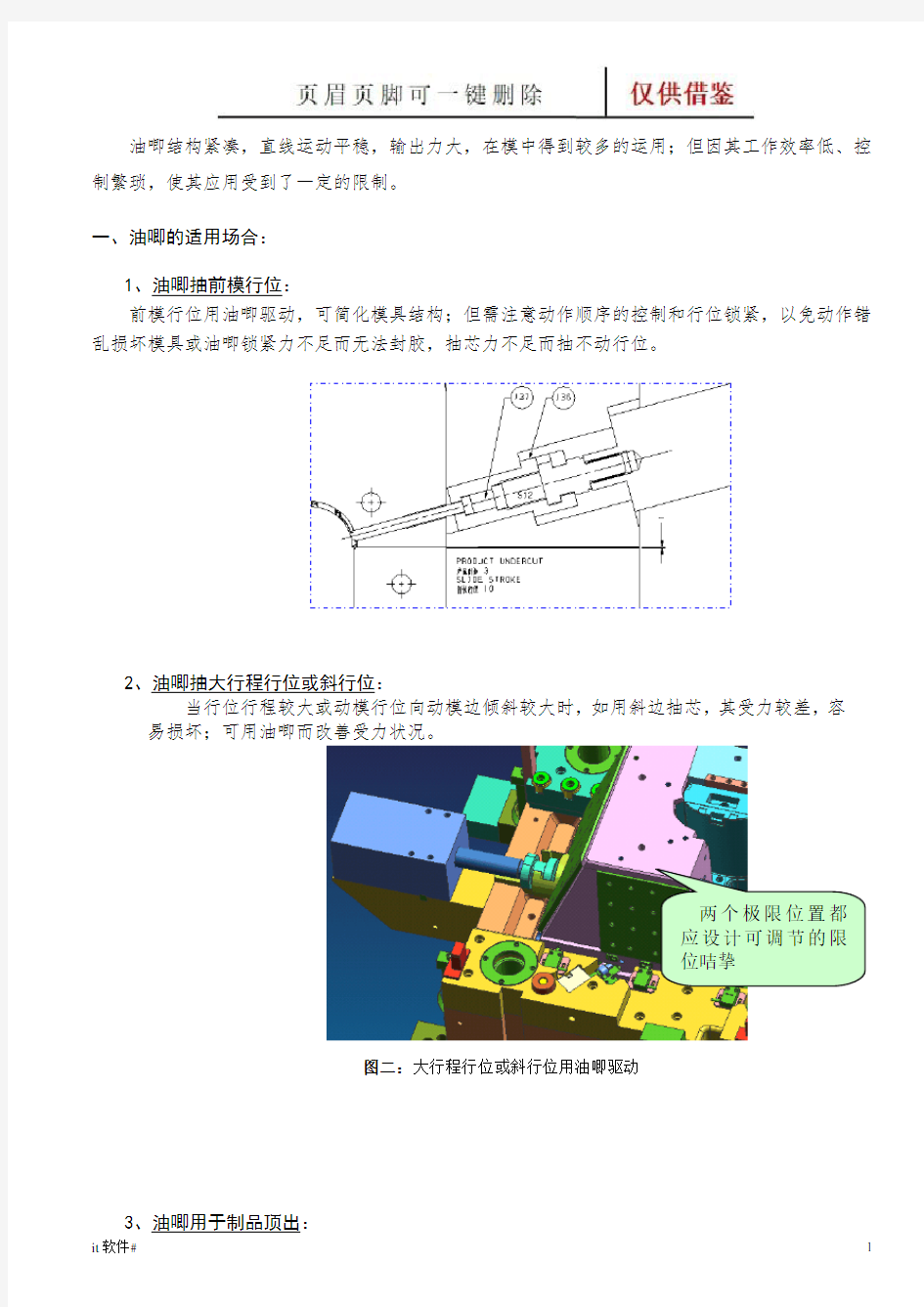
2、油唧抽大行程行位或斜行位:
当行位行程较大或动模行位向动模边倾斜较大时,如用斜边抽芯,其受力较差,容易损坏;可用油唧而改善受力状况。
3、油唧用于制品顶出:图二:大行程行位或斜行位用油唧驱动
两个极限位置都
应设计可调节的限
位咭挚
A 、在顶出行程超过啤机顶出行程时,可考虑用油唧顶出。
B 、从定模顶出(倒装模常用结构)。
C 、从侧向顶出。
在此类应用中,应注意油唧的安装位置,尽可能使油唧顶出力与顶出元件对顶针组
板的作用力构成平衡力系,减少顶针组板动哥林柱的倾覆力,使顶针组板动作顺。
二、油唧驱动力的计算:
一般情况下在模具设计时设计师通过类比的办法来选择油唧,对油唧驱动力不做计算。
图三:油唧用于制品顶出
但如果没有类比对象或在一些不常见的场合须对油唧驱动力进行正确的计算,才能选择合适大小的油唧。
推力F1
φD
重物
φd
拉力F2
P1 P2
图四:油唧力学模型
由力的计算公式可知: F = PS
(P:压强;S:受压面积)
从上面公式可以看出,由于油唧在作推动和拉动时受压面积不同,故所产生的力也是不同即:
推力F1 = P×π(D/2)2= P×π/4*D2
拉力F2 = P×π[(D/2)2-(d/2)2] = P×π/4* (D2-d2)
(φD:油缸内径;d:活塞杆直径)
而在实际应用中,还需加上一个负荷率β。因为油缸所产生的力不会100%用于推或拉,β常选0.8,故公式变为:
推力F1 = 0.8×P×π/4×D2
拉力F2 = 0.8×P×π/4×(D2-d2)
从以上公式可以看出,只要知道油缸内径φD和活塞直径φd 以及压强P(一般为常数)就可以算出该型号油唧所能产生的力。
例如:
东江常用的华信标准柱型油压缸的P值均可耐压至140kgf/cm2,油唧型号为:JHC140-FA100B*200BAB-1。
查资料得知:油缸内径D = 100mm活赛杆直径d = 56mm。注意直径的单位计算时
需化为cm 。
则:
推力F1 = P ×πD 2/4×0.8 = 140×π×102/4×0.8 ≈ 8796(kgf)
拉力F2 = P ×π(D 2-d 2)/4×0.8 = 140×π(102-5.62)×0.8 ≈ 6037(kgf)
三、油唧行程的确定:
油唧行程是根据运动部件的行程来确定的,确定油唧行程时还须考虑油唧的活塞端隙。 活塞端隙的作用是使油唧在起动时有足够的油压面积,使油唧能顺利起动,避免因起动油压面积不够而无法起动油唧,此外,减少活塞与缸的冲击。
四、油唧行程的信号控制:
在模具结构中油唧应有行程限位控制开关,确保活塞端隙;同时应具备模具生产时自动控制所必须的信号源。
1、油唧顶出的信号控制:
图五:油唧行程的确定 活塞端隙 运动部件行程S 活塞端隙 行位
B 板 油唧行程L=运动部件的行程S+2×活塞端隙 (活塞端隙一般选5mm )
带斜销抽芯机构的压铸模是一种常见的压铸成型模具,该类模具利用开闭模动力抽芯复位,结构简单。 但其结构参数的设计对模具的工作状况和工作质量影响很大,如何在对该类模具进行可靠力学分析的基础 上,优化其结构参数的设计,具有十分重要的应用价值。 1 带斜销抽芯机构压铸模工作原理 图一为带斜销抽芯机构压铸模结构简图。合模状态时斜销2与分型面成一定角度固定在定模座板 3内并穿过定模套板4进入滑块6,滑块由楔紧块5锁紧。开模时滑块由斜销带动在导滑槽内运动,抽出型芯。抽芯结束后 滑块由限位块7挡住,不离开导滑槽。闭模后斜销滑块复位。 图一带斜销抽芯机构压铸模结构简图 1-定模镶块2-斜销3-定模座板4-定模套板5-楔紧块 6-滑块7-限位块8-动模套板9-动模座板 2 带斜销抽芯机构压铸模力学分析
2.1 滑块力学分析 模具中斜销抽芯机构滑块能否正常工作与其受力情况有关,而滑块受力情况与其设计参数直接关联,所以分析滑块 受力情况和自锁条件是合理设计斜销抽芯机构的基础。 图二为滑块受力情况。a、b、c、h、s为滑块结构尺寸,F为抽芯力,N1为斜销对滑块的正压力,f1为斜销对滑块的 摩擦力,N2、N3、N4分别指楔紧块、定模套板、动模套板对滑块的正压力,f2、f3、f4分别表示N2、N3、N4所对应 的摩擦力。 图二滑块受力分析 考虑到滑块不受弯矩作用,则开模瞬间滑块的静力平衡方程表示为: F f3 f4 f2·sinβ f1·sinα=N1·cosα N2·cosβ (1)
N3 N1·sinα f1·cosα=N2·sinβ N4 (2) (N1·cosα-f1·sinα)b (N1·sinα f1·cosα)·(s btgα) f2(S-h)·sinβ N4(a/2-s)=Fc f3· b N2sinβ(s-h/2) N2cosβ(b-sinβh/2) N3(a/2-s) (3) 因此,开模时滑块的受力情况既与抽芯力有关,同时与滑块及斜销的结构尺寸相关。考虑到楔紧块 和定模套板只在合模状态及开模瞬间起作用。同时f1=μN1,f2=μN2,f3=μN3,f4=μN4,则抽芯 过程中滑块静力平衡方程简化为: N1·cosα=F f3=F μN3 (4) N1·sinα=N3 (5) 联立(4)、(5)式解得 N1=F/(cosα-μsinα) 若cosα-μsinα为零,则N1为无穷大,此时滑块自锁,即滑块自锁条件为μ=tanα。
油唧结构紧凑,直线运动平稳,输出力大,在模中得到较多的运用;但因其工作效率低、控制繁琐,使其应用受到了一定的限制。 一、油唧的适用场合: 1、油唧抽前模行位: 前模行位用油唧驱动,可简化模具结构;但需注意动作顺序的控制和行位锁紧,以免动作错乱损坏模具或油唧锁紧力不足而无法封胶,抽芯力不足而抽不动行位。 2、油唧抽大行程行位或斜行位: 当行位行程较大或动模行位向动模边倾斜较大时,如用斜边抽芯,其受力较差,容易损坏;可用油唧而改善受力状况。 图二:大行程行位或斜行位用油唧驱动 3、油唧用于制品顶出: A、在顶出行程超过啤机顶出行程时,可考虑用油唧顶出。
C、从侧向顶出。 在此类应用中,应注意油唧的安装位置,尽可能使油唧顶出力与顶出元件对顶针组板的作用力构成平衡力系,减少顶针组板动哥林柱的倾覆力,使顶针组板动作顺。 图三:油唧用于制品顶出 二、油唧驱动力的计算: 一般情况下在模具设计时设计师通过类比的办法来选择油唧,对油唧驱动力不做计算。 但如果没有类比对象或在一些不常见的场合须对油唧驱动力进行正确的计算,才能选择合适大小的油唧。 推力F1 φD
图四:油唧力学模型 由力的计算公式可知: F = PS (P:压强; S:受压面积) 从上面公式可以看出,由于油唧在作推动和拉动时受压面积不同,故所产生的力也是不同即: 推力F1 = P×π(D/2)2 = P×π/4*D2 拉力F2 = P×π[(D/2)2-(d/2)2] = P×π/4* (D2-d2) (φD:油缸内径;d:活塞杆直径) 而在实际应用中,还需加上一个负荷率β。因为油缸所产生的力不会100%用于推或拉,β常选,故公式变为: 从以上公式可以看出,只要知道油缸内径φD和活塞直径φd 以及压强P(一般为常数)就可以算出该型号油唧所能产生的力。 例如: 东江常用的华信标准柱型油压缸的P值均可耐压至140kgf/cm2,油唧型号为:JHC140-FA100B*200BAB-1。 查资料得知:油缸内径D = 100mm活赛杆直径d = 56mm。注意直径的单位计算时需化为cm。 则: 推力F1 = P×πD2/4× = 140×π×102/4×≈ 8796(kgf) 拉力F2 = P×π(D2-d2)/4× = 140×π×≈ 6037(kgf) 三、油唧行程的确定: 油唧行程是根据运动部件的行程来确定的,确定油唧行程时还须考虑油唧的活塞端隙。 活塞端隙的作用是使油唧在起动时有足够的油压面积,使油唧能顺利起动,避免因起动油压面积不够而无法起动油唧,此外,减少活塞与缸的冲击。
江苏中能硅业科技发展有限公司 多晶硅检修项目安装工程 E16B404低压废锅抽芯换垫片 施工方案 (916B) 建设单位审批: 建设单位审核: 施工单位审批:会签: 施工单位审核: 施工单位编制: 中国化学工程第六建设有限公司 二○一二年三月 目录
1、编制说明 2、编制依据 3、设备工程量 4、抽芯前准备工作 5、抽芯及回装施工安排 6、设备试压 7、劳动力需用量计划 8、工机具计划 9、安全技术措施 1.编制说明
我单位承建的江苏中能多晶硅五分厂停车检修项目装置包括还原916B的E16B404低压废锅抽芯清理及更换垫片的工作。此项工程为检修工程,又因为在生产区进行施工,需等还原车间低压废锅物料处理干净结束后,在施工时我们还需进行大量的拆除和安装及安全措施工作。 2.编制依据 《中低压化工设备施工及验收规范》(HGJ209-83) 《现场设备、工业管道焊接工程及验收规范》GB50236-98 《工业设备化学清洗质量标准》(HG/T2387-92) 《工业设备及管道防腐蚀施工及验收规范》(HGJ229-91) 《工业设备管道绝热工程施工及验收规范》(GB50185-93) 3.设备工程量(见表1) 表1 4.抽芯及回装前准备工作 1.所有施工人员熟悉设备安装技术资料. 2.每一步工序施工前都要组织有关管理人员(技术、质量、安全)对所有施工作业人员进行技术交底,使作业人员对工程的情况、施工的程序和要求有全面深入
的了解,同时也了解本装置设备安装的质量、安全方面的要求。 3.施工作业前,需办好相应的作业证件,即施工作业许可证、起重作业许可证、动火证作业许可证,同时准备安排专职人员进行监护。 5 抽芯及回装施工安排 A.此次检修的冷换设备主要是管壳式换热器,因此方案就以管壳式换热器来作方案,具体施工顺序如下: 拆除封头保温→拆除设备连接管→拆除封头→吊装抽芯子→清理污垢→吊装回装芯子→回装封头→壳程试验→试压合格→试压不合格→紧固螺栓→试压→试压合格→恢复设备连接管→卫生清理→交接验收。 B.抽芯具体步骤如下: 1.拆除还原低压废锅前管道、阀门时,提前配合车间进行设备检修前检查工做,如相关阀门内漏需安装盲板进行封闭,做到安全第一的原则,在车间确认可以施工时再对换热器前管道、阀门拆除。 2.拆除封头、管道、阀门上的保温层。 3.拆除设备封头处管道、法兰,并在低压废锅进口尾气管道增加临时支撑。 4. 换热器的抽芯过程中使用用吊车配合倒链在三楼平台钢结构一固定点拉换热器芯子,使用管板上定位吊耳将管束抽出一部分,待拉出的距离可以抽芯机后,用吊车辅助使管芯平稳。 C.管芯回装具体步骤如下: 1.回装前应同车间一同检查低压废锅内部并确认,放好内垫片。
易读文库
3、油缸用于制品顶出: A、在顶出行程超过注塑机顶出行程时,可考虑用油缸顶出。 B、从定模顶出(倒装模常用结构)。 C、从侧向顶出。 在此类应用中,应注意油缸的安装位置,尽可能使油缸顶出力与顶出元件对顶针组板的作用力构成平衡力系,减少顶针组板动推板导柱的倾覆力,使顶针组板动作顺。 二、油缸驱动力的计算: 一般情况下在模具设计时设计师通过类比的办法来选择油缸,对油缸驱动力不做计算。但如果没有类比对象或在一些不常见的场合须对油缸驱动力进行正确的计算,才能选择合适大小的油缸。 由力的计算公式可知:F=PS (P:压强;S:受压面积) 从上面公式可以看出,由于油缸在作推动和拉动时受压面积不同,故所产生的力也是不同即: 推力F1=P×π(D/2)2=P×π/4*D2 拉力F2=P×π[(D/2)2-(d/2)2]=P×π/4*(D2-d2) (φD:油缸内径;d:活塞杆直径) 而在实际应用中,还需加上一个负荷率β。因为油缸所产生的力不会100%用于推或拉,
β常选0.8,故公式变为: 推力F1=0.8×P×π/4×D2 拉力F2=0.8×P×π/4×(D2-d2) 从以上公式可以看出,只要知道油缸内径φD和活塞直径φd以及压强P(一般为常数)就可以算出该型号油缸所能产生的力。 例如: 常用的标准柱型油压缸的P值均可耐压至140kgf/cm2, 假设:油缸内径D=100mm活赛杆直径d=56mm。注意直径的单位计算时需化为cm。 则: 推力F1=P×πD2/4×0.8=140×π×102/4×0.8≈8796(kgf) 拉力F2=P×π(D2-d2)/4×0.8=140×π(102-5.62)×0.8≈6037(kgf) 三、油缸行程的确定: 油缸行程是根据运动部件的行程来确定的,确定油缸行程时还须考虑油缸的活塞端隙。活塞端隙的作用是使油缸在起动时有足够的油压面积,使油缸能顺利起动,避免因起动油压面积不够而无法起动油缸,此外,减少活塞与缸的冲击。 油缸行程L=运动部件的行程S+2×活塞端隙 (活塞端隙一般选5mm) 四、油缸行程的信号控制: 在模具结构中油缸应有行程限位控制开关,确保活塞端隙;同时应具备模具生产时自动控制所必须的信号源。 1、油缸顶出的信号控制: 顶针板必须由油缸完全复位,避免合模强行复位;因此,要求开关动作精度要高,并需设计调节装置。(见4.13推板先复位行程开关组设计规范(试行)) 2、动模滑块油缸的控制信号: 滑块的两个极限位置都应设计可调节的行程开关。当顶出零件与滑块有干涉时,顶针组板要复位后才合滑块,且滑块合拢后才能合模。(见图二) 3、定模滑块油缸的控制: 当从动模取件时,在开模之前应先抽滑块;根据具体结构确定是先合滑块还是合模。(见图一)
规范类别: 塑胶模设计规范 文件名称: 油缸使用的设计规范 文件编号: 页 4 版 A (侧向分型与抽芯机构) 油缸结构紧凑,直线运动平稳,输出力大,在模中得到较多的运用;但因其工作效率低、控制繁琐,使其应用受到了一定的限制。 一、油缸的适用场合: 1、油缸抽定模滑块(因为不能实现机械式锁紧而慎用): 定模滑块用油缸驱动,可简化模具结构;但需注意动作顺序的控制和滑块锁紧,以免动作错乱损坏模具或油缸锁紧力不足而无法封胶,抽芯力不足而抽不动滑块。 2、油缸抽大行程滑块或斜滑块: 当滑块行程较大或动模滑块向动模边倾斜较大时,如用斜边抽芯,其受力较差,容易损坏;可用油缸而改善受力状况。
3、油缸用于制品顶出: A、在顶出行程超过注塑机顶出行程时,可考虑用油缸顶出。 B、从定模顶出(倒装模常用结构)。 C、从侧向顶出。 在此类应用中,应注意油缸的安装位置,尽可能使油缸顶出力与顶出元件对顶针组板的作用力构成平衡力系,减少顶针组板动推板导柱的倾覆力,使顶针组板动作顺。 二、油缸驱动力的计算: 一般情况下在模具设计时设计师通过类比的办法来选择油缸,对油缸驱动力不做计算。但如果没有类比对象或在一些不常见的场合须对油缸驱动力进行正确的计算,才能选择合适大小的油缸。 由力的计算公式可知: F = PS (P:压强; S:受压面积) 从上面公式可以看出,由于油缸在作推动和拉动时受压面积不同,故所产生的力也是不同即: 推力F1 = P×π(D/2)2 = P×π/4*D2 拉力F2 = P×π[(D/2)2-(d/2)2] = P×π/4* (D2-d2) (φD:油缸内径;d:活塞杆直径) 而在实际应用中,还需加上一个负荷率β。因为油缸所产生的力不会100%用于推或拉,β
一、概述: 模具滑块的动力由油缸驱动,就是所谓的油缸抽芯,主要适用以下情况: (1)滑块抽芯距较长,大于60毫米的。 (2)滑块动作时间有要求。如:前模抽芯,或者有的需要先开模后抽芯,或者几个滑块动作顺序有先后等。 油缸驱动优点:动作平稳可靠,可实现复杂情况抽芯。 油缸驱动缺点:机构复杂,生产周期长,成本高。 机构安装: 油缸通过接头与滑块联接,接头与滑块通过T型槽联接,油缸通过螺钉与垫板固定在模板上。动作控制: 油缸驱动方式通过行程开关来控制滑块的动作及注塑机的开模锁模,外置行程开关主要结构形式见图2.另外,对于无法安装行程开关的侧抽芯机构,可采用感应油缸,具体规格参见液压系统设计标准。 设计要点: ⑴.油缸抽芯前后运动必须设计机械定位。 ⑵.油缸抽芯前后运动必须设计行程开关控制。 二、直抽油缸抽芯 对于油缸抽芯,在抽芯方向无成型胶位或者胶位投射面积较小条件下采用直抽形式。 2.1直抽油缸抽芯形式设计规范: ⑴.油缸行程大于产品倒扣量3mm即可,订购油缸时比行程大至少10mm,留出油缸活动余量,防油缸活塞功能失常。 ⑵.油缸直径计算,油压按7Mpa,型腔压力从30-50Mpa校核,按照压强 X 面积 = 力,油缸压力大于型腔压力,πD*D/4*P油. ≥P 腔 * S (D为油缸缸径,S为型腔投影面积,海尔标准一般取P腔为 40Mpa 或更大;P油一般取7Mpa 或更小,P腔取大值P油取小值算出的缸径值大,会更安全)。 ⑶.可以设计一缸多芯。 ⑷.抽芯直径最好参考顶杆直径设计,方便加工。封胶段长度可以按照3倍直径计算。 ⑸.运动方向必须有定位面,定位面尽量在尾部。 ⑹.长抽芯尾部设计导滑套或导滑块。 ⑺.圆抽芯设计尾部止转。 ⑻.必须设计行程开关,前进和后退都有限位,一般都是一个加长杆上面固定撞快,撞块或者开关至少有一个是位置可调的。 ⑼.油缸和接头的螺纹连接要设计止转块或者止转螺钉。 ⑽.在抽芯方向有成型胶位的必须设计模具锁紧,尽量不用引导逆止阀。 2.2引导逆止阀设计规范:一般情况下禁止使用油缸逆止阀(锁紧效果不好),如使用需评审确定; 注:如果用引导逆止阀此表零件明细必须订购全套,否则不能安装使用。
论汉力达模具油缸如何选型 摘要:模具行业介绍、模具油缸的使用、油缸驱动力的计算、油缸行程的确定、油缸连接方式和螺纹的确定、模具油缸分类、模具油缸应用举例 一、模具行业介绍 模具,工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法得到所需产品的各种模子和工具。简而言之,模具是用来成型物品的工具,这种工具由各种零件构成,不同的模具由不同的零件构成。它主要通过所成型材料物理状态的改变来实现物品外形的加工。素有“工业之母”的称号。 模具种类很多,根据加工对象和加工工艺可分为:①加工金属的模具。②加工非金属和粉末冶金的模具。包括塑料模(如注射模、压塑模和挤塑模等) 、橡胶模和粉末冶金模等。根据结构特点,模具又可分为平面的冲裁模和具有空间的型腔模。模具一般为单件,小批生产。 据统计目前,国内约有模具生产厂商3万余家,从业人员有80多万人。我国正逐步从模具生产大国迈向模具制造强国。就国内市场来说,模具产业产需两旺,企业投资热情高涨,较大的技改项目和新建项目不断出现。另外,产业集群建设不断加快,在政府优惠政策的扶持下,已具有相当规模的模具城(或模具园区、集聚生产基地等)全国已有100多个,正在建设、筹建或规划建设的还有十多个。 近年来,模具行业迅猛发展,其地域分布特色也日渐成形。从地区分布来看,以珠三角、长三角以及安徽等地发展较快。 随着模具厂家越来越多,模具厂家之间的竞争也是日趋激烈,所以对模具成本的控制亦显得愈加重要。油缸结构紧凑,直线运动平稳,输出力大,在模具行业中得到越来越广泛的应用。油缸作为模具的重要部件之一,找到性价比高且质量稳定的油缸厂家,是很多模具厂家采购员的工作目标。 二、模具油缸的使用 模具油缸主要应用于压铸模具与塑料模具设备上,多采用HOB重型拉杆式油缸(拆装维修方便),也有采用薄型油缸(安装空间有限制时使用)。 1、油缸用于定模抽芯 定模抽芯用油缸驱动,大大简化模具结构,降低成本;但需注意动作顺序的控制和滑块锁紧,以免动作错乱损坏模具或油缸锁紧力不足而无法封胶,抽芯力不足而抽不动滑块。