硬度
硬度表示材料抵抗硬物体压入其表面的能力。它是金属材料的重要性能指标之一。一般硬度越高,耐磨性越好。常用的硬度指标有布氏硬度、洛氏硬度和维氏硬度。
硬度可分相对硬度和绝对硬度。绝对硬度一般在科学界使用,生产实践中很少用到。我们通常使用硬度体系为相对的硬度,常用有以下几种标示方法:洛氏、布氏、韦氏、肖氏(也叫邵氏,邵尔,英文SHORE)四种。邵氏一般用于橡胶类材料上。
洛氏硬度- HR ,分为HRA、HRB、HRC
布氏硬度- HB(HBS、HBW)
肖氏硬度- HS
韦氏硬度- HW
维氏硬度- HV
它们分别适合测量不同硬度范围的硬度值。
在一般的机械工程材料手册上应该都有对照转换。由于各种硬度试验的条件不同,因此相互没有理论的换算关系,但根据试验结果, 洛氏硬度约是布氏硬度的十倍,两者一般用于金属材料上。
可获得粗略换算公式如下:
当硬度在200~600HB范围内时 HRC ≈ 1/10HB
当硬度小于在450HB范围内时HB ≈HV
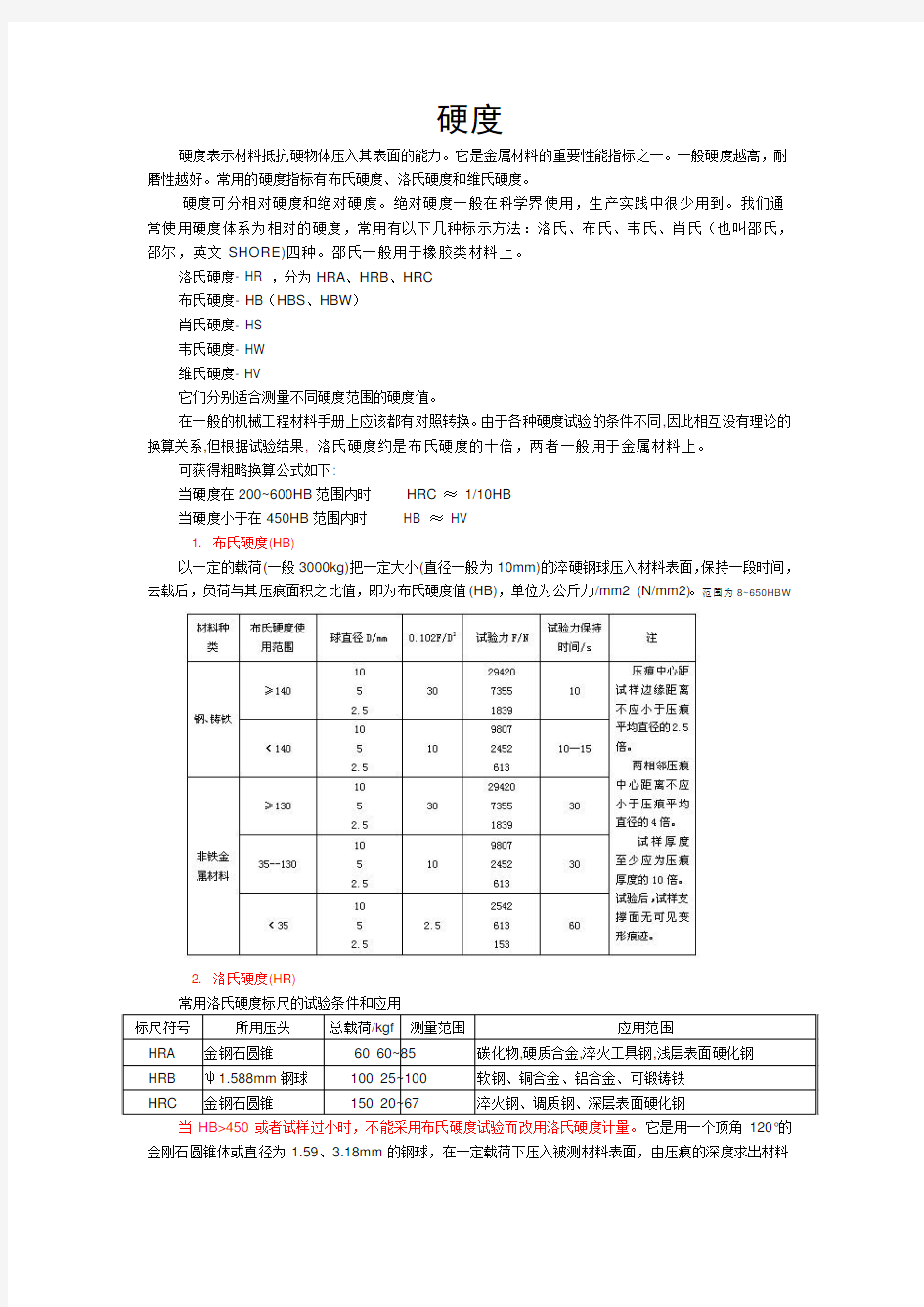
1. 布氏硬度(HB)
以一定的载荷(一般3000kg)把一定大小(直径一般为10mm)的淬硬钢球压入材料表面,保持一段时间,去载后,负荷与其压痕面积之比值,即为布氏硬度值(HB),单位为公斤力/mm2 (N/mm2)。范围为8~650HBW
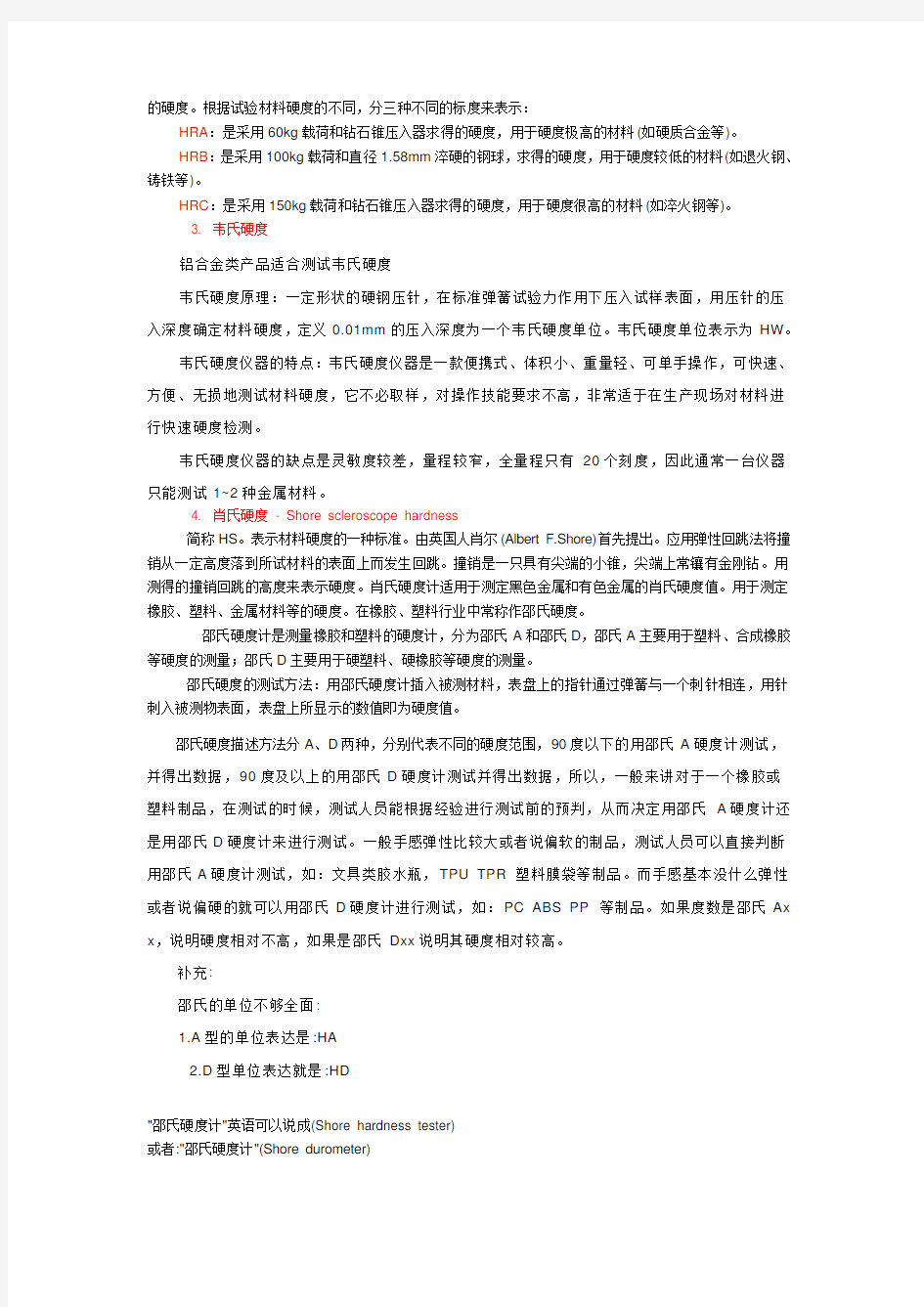
2. 洛氏硬度(HR)
常用洛氏硬度标尺的试验条件和应用
标尺符号所用压头总载荷/kgf测量范围应用范围
HRA 金钢石圆锥60 60~85
碳化物,硬质合金,淬火工具钢,浅层表面硬化钢
HRB ψ1.588mm钢球100 25~100软钢、铜合金、铝合金、可锻铸铁
HRC 金钢石圆锥150 20~67
淬火钢、调质钢、深层表面硬化钢当HB>450或者试样过小时,不能采用布氏硬度试验而改用洛氏硬度计量。它是用一个顶角120°的金刚石圆锥体或直径为1.59、3.18mm的钢球,在一定载荷下压入被测材料表面,由压痕的深度求出材料
的硬度。根据试验材料硬度的不同,分三种不同的标度来表示:
HRA:是采用60kg载荷和钻石锥压入器求得的硬度,用于硬度极高的材料(如硬质合金等)。
HRB:是采用100kg载荷和直径1.58mm淬硬的钢球,求得的硬度,用于硬度较低的材料(如退火钢、铸铁等)。
HRC:是采用150kg载荷和钻石锥压入器求得的硬度,用于硬度很高的材料(如淬火钢等)。
3. 韦氏硬度
铝合金类产品适合测试韦氏硬度
韦氏硬度原理:一定形状的硬钢压针,在标准弹簧试验力作用下压入试样表面,用压针的压入深度确定材料硬度,定义0.01mm的压入深度为一个韦氏硬度单位。韦氏硬度单位表示为HW。
韦氏硬度仪器的特点:韦氏硬度仪器是一款便携式、体积小、重量轻、可单手操作,可快速、方便、无损地测试材料硬度,它不必取样,对操作技能要求不高,非常适于在生产现场对材料进行快速硬度检测。
韦氏硬度仪器的缺点是灵敏度较差,量程较窄,全量程只有20个刻度,因此通常一台仪器
只能测试1~2种金属材料。
4. 肖氏硬度- Shore scleroscope hardness
简称HS。表示材料硬度的一种标准。由英国人肖尔(Albert F.Shore)首先提出。应用弹性回跳法将撞销从一定高度落到所试材料的表面上而发生回跳。撞销是一只具有尖端的小锥,尖端上常镶有金刚钻。用测得的撞销回跳的高度来表示硬度。肖氏硬度计适用于测定黑色金属和有色金属的肖氏硬度值。用于测定橡胶、塑料、金属材料等的硬度。在橡胶、塑料行业中常称作邵氏硬度。
邵氏硬度计是测量橡胶和塑料的硬度计,分为邵氏A和邵氏D,邵氏A主要用于塑料、合成橡胶等硬度的测量;邵氏D主要用于硬塑料、硬橡胶等硬度的测量。
邵氏硬度的测试方法:用邵氏硬度计插入被测材料,表盘上的指针通过弹簧与一个刺针相连,用针刺入被测物表面,表盘上所显示的数值即为硬度值。
邵氏硬度描述方法分A、D两种,分别代表不同的硬度范围,90度以下的用邵氏A硬度计测试,并得出数据,90度及以上的用邵氏D硬度计测试并得出数据,所以,一般来讲对于一个橡胶或塑料制品,在测试的时候,测试人员能根据经验进行测试前的预判,从而决定用邵氏A硬度计还是用邵氏D硬度计来进行测试。一般手感弹性比较大或者说偏软的制品,测试人员可以直接判断用邵氏A硬度计测试,如:文具类胶水瓶,TPU TPR 塑料膜袋等制品。而手感基本没什么弹性或者说偏硬的就可以用邵氏D硬度计进行测试,如:PC ABS PP 等制品。如果度数是邵氏Ax x,说明硬度相对不高,如果是邵氏Dxx说明其硬度相对较高。
补充:
邵氏的单位不够全面:
1.A型的单位表达是:HA
2.D型单位表达就是:HD
"邵氏硬度计"英语可以说成(Shore hardness tester)
或者:"邵氏硬度计"(Shore durometer)
邵氏硬度计- Shore hardness tester
邵氏硬度计为橡胶A型硬度计,是一种手持式硬度计,可精确橡胶(塑料)制品的邵氏硬度,它测量了规定压针在指定压强和时间条件下的针入度,是现场使用理想的测试仪器。它具有携带方便、造型美观、重量轻等优点。
5. 维氏硬度(HV)
英文词条名:Vickers-hardness。
维氏硬度试验最初于20世纪20年代初由英国科学家维克斯提出,比起其他硬度试验其优点有:硬度值与压头大小、负荷值无关;无需根据材料软硬变换压头;正方形的压痕轮廓边缘清晰,便于测量。维氏硬度被应用于所有金属,并是应用最广泛的硬度标准之一。
只要被测材料质地均匀,维氏硬度试验可以用低负荷和小压痕得到可靠的硬度值,这样能减少材料破坏,或用于薄小的试验材料。这一点上维氏硬度要优于布氏硬度。
另外,在硬度不高(硬度值400以下)的同一均匀材料上,维氏和布氏硬度试验得出的数值近似。
具体的测试方法是:以49.03~980.7N的负荷,将相对面夹角为136°的方锥形金刚石压入器压材料表面,保持规定时间后,用测量压痕对角线长度,再按公式来计算硬度的大小。它适用于较大工件和较深表面层的硬度测定。维氏硬度尚有小负荷维氏硬度,试验负荷1.961~<49.03N,它适用于较薄工件、工具表面或镀层的硬度测定;显微维氏硬度,试验负荷<1.961N,适用于金属箔、极薄表面层的硬度测定。
HV-适用于显微镜分析。维氏硬度(HV) 以120kg以内的载荷和顶角为136°的金刚石方形锥压入器压入材料表面,用材料压痕凹坑的表面积除以载荷值,即为维氏硬度值(HV)。
维氏硬度计测量范围宽广,可以测量目前工业上所用到的几乎全部金属材料,从很软的材料(几个维氏硬度单位)到很硬的材料(3000个维氏硬度单位)都可测量。
莫氏硬度- Mohs’scale of hardness
说明:表示矿物硬度的一种标准。1824年由德国矿物学家莫斯(Frederich Mohs)首先提出。应用划痕法将棱锥形金刚钻针刻划所试矿物的表面而发生划痕,习惯上矿物学或宝石学上都是用莫氏硬度。用测得的划痕的深度分十级来表示硬度:滑石(talc)1(硬度最小),石膏(gypsum)2,方解石(calcite)3,萤石(fluorite)4,磷灰石(apatite)5,正长石(feldspar;orthoclase;periclase)6,石英(quartz)7,黄玉(topaz)8,刚玉(corundum)9,金刚石(diamond)10。莫氏硬度也用于表示其他固体物料的硬度。
巴氏硬度- Barcol scale of hardness
巴柯尔(Barcol)硬度(简称巴氏硬度), 最早由美国 Barber-Colman公司提出,是近代国际上广泛采用的一种硬度门类,以特定压头在标准弹簧的压力作用下压入试样,以压痕的深浅表征试样的硬度。巴柯尔硬度计(巴氏硬度计)作为专门测量玻璃钢制品、增强或非增强硬塑料、铝及铝合金、黄铜、紫铜等较软金属硬度的专用检测工具(特别适用于玻璃钢制品),已被大多数国家或国际组织认可。美国材料试验协会(ASTM)、日本工业规范(JIS)、中国等国家相继制定《用巴柯尔硬度计测量玻璃钢(GRP)硬度试验方法》的国家标准。
水硬度及测定 水中有些金属阳离子,同一些阴离子结合在一起,在水被加热的过程中,由于蒸发浓缩,容易形成水垢,随着在受热面上而影响热传导,我们把水中这些金属离子的总浓度称为水的硬度。如在天然水中最常见的金属离子是钙离子(Ca2+)和镁离子(Mg2+),它与水中的阴离子如碳酸根离子(Co32-)、碳酸氢根离子(HCO3-)、硫酸根离子(SO42-)、氯离子(Cl-)、以及硝酸根离子(NO3-)等结合在一起,形成钙镁的碳酸盐、碳酸氢盐、硫酸盐、氯化物、以及硝酸盐等硬度,水中的铁、锰、锌等金属离子也会形成硬度,但由于它们在天然水中的含量很少,可以略去不计。因此,通常就把Ca2+、Mg2+的总浓度看作水的硬度。 一.锅炉水垢类别: 锅炉的给水和锅水的组成、性质以及生成水垢的具体条件不同,使水垢在成分上有很大的差别。如按其化学组成,水垢可以分为下列几种,其特性和结垢的部位简述如下: 1、碳酸盐水垢碳酸盐水垢的成分以碳酸钙为主,也有少量的碳酸镁。 其特性按其生成条件不同。有坚硬性的硬垢;也有疏松海绵状的软垢。此类水垢具有多孔性。比较容易清除: 它常在锅炉水循环较嘎的部位和给水的进口处结生。 2、硫酸盐水垢硫酸盐水垢的主要成分是硫酸钙。它的特性是特别坚硬和致密。它常沉积在锅炉内温度最高。蒸发率最大的蒸发面上。 3、硅酸盐水垢硅酸盐水垢的主要成分是硬硅钙石(5CaO·5Si0 2·H 2 O)或镁 橄榄石(MgO.SiO 2 》:另一种是软质的硅酸镁。主要成分是蛇纹石 (3MgO·2SiO 2·2H 2 O):一般二氧化硅的含量都在20%以上。 它的特性是非常坚硬,导热性非常小,它常常容易在锅炉温度高的蒸发面上沉积。 4、混合水垢混合水垢是由钙、镁的碳酸盐、硫酸盐、硅酸盐以及铁铝氧化物等组成,很难指出其中哪一种是最主要的成分。主要是由于使用不同成分的水质生成的。
常见分类 一、常见分类:?是由铜和锌所组成的合金白铜是铜和镍的合金青铜是铜和除了锌和镍以外的元素形成的合金,主要有锡青铜,铝青铜等紫铜是铜含量很高的铜,其它杂质总含量在 1%以下。 1、紫铜:红铜即纯铜,又名紫铜,纯铜密度为,熔点为 1083℃。具有很好的导电性和导热性,塑性极好,易于热压和冷压力加工,大量用于制造电线、电缆、电刷、电火花专用电蚀铜等要求导电性良好的产品。因呈紫红色而得名。它不一定是纯铜,有时还加入少量脱氧元素或其他元素, 以改善材质和性能,因此也归入铜合金。中国紫铜加工材按成分可分为:普通紫铜(T1、T2、T3、T4)、无氧铜(TU1、TU2 和高纯、真空无氧铜)、脱氧铜(TUP、 TUMn)、添加少量合金元素的特种铜(砷铜、碲铜、银铜)四类。紫铜的电导率和热导率仅次于银,广泛用于制作导电、导热器材。紫铜在大气、海水和某些非氧化性酸(盐酸、稀硫酸)、碱、盐溶液及多种有机酸(醋酸、柠檬酸)中,有良好的耐蚀性,用于化学工业。另外,紫铜有良好的焊接性,可经冷、热塑性加工制成各种半成品和成品。20 世纪 70 年代,紫铜的产量超过了其他各类铜合金的总产量。紫铜中的微量杂质对铜的导电、导热性能有严重影响。其中钛、磷、铁、硅等显着降低电导率,而镉、锌等则影响很小。氧、硫、硒、碲等在铜中的固溶度很小,可与铜生成脆性化合物,对导电性影响不大,但能降低加工塑性。普通紫铜在含氢或一氧化碳的还原性气氛中加热时,氢或一氧化碳易与晶界的氧化亚铜 (Cu2O)作用,产生高压水蒸气或二氧化碳气体,可使铜破裂。这种现象常称为铜的"氢病"。氧对铜的焊接性有害。铋或铅与铜生成低熔点共晶,使铜产生热脆;而脆性的铋呈薄膜状分布在晶界时,又使铜产生冷脆。磷能显着降低铜的导电性, 但可提高铜液的流动性,改善焊接性。适量的铅、碲、硫等能改善可切削性。 2、黄铜以锌作主要添加元素的铜合金,具有美观的黄色,统称黄铜。铜锌二元合金称普通黄铜或称简单黄铜。三元以上的黄铜称特殊黄铜或称复杂黄铜。含锌低於 36%的黄铜合金由固溶体组成,具有良好的冷加工性能,如含锌 30%的黄铜常用来制作弹壳,俗称弹壳黄铜或七三黄铜。含锌在 36~42%之间的黄铜合金由和固溶体组成,其中最常用的是含锌 40%的六四黄铜。为了改善普通黄铜的性能,常添加其他元素,如铝、镍、锰、锡、硅、铅等。铝能提高黄铜的强度、硬度和耐蚀性,但使塑性降低,适合作海轮冷凝管及其他耐蚀零件。锡能提高黄铜的强度和对海水的耐腐性,故称海军黄铜,用作船舶热工设备和螺旋桨等。铅能改善黄铜的切削性能;这种易切削黄铜常用作钟表零件。黄铜铸件常用来制作阀门和管道配件等。最简单的黄铜是铜-锌二元合金,称为简单黄铜或普通黄铜,改变黄铜中锌的含量可以得到不同机械性能的黄铜。黄铜中锌的含量越高,其强度也较高,塑性稍低。工业中采用的黄铜含锌量不超过 45%,含锌量再高将会产生脆性,使合金性能变坏。在黄铜中加 1%的锡能显着改善黄铜的抗海水和海洋大气腐蚀的能力,因此称为"海军黄铜"。锡能改善黄铜的切削加工性能。铅黄铜即我们通常所说的易削国标铜。加铅的主要目的是改善切削加
铜及铜合金牌号对照表 CONVERSION TABLE OF GRADES FOR COPPER & ITS ALLOYS
Werkstoffe: Automatenstahl: 11SMn30 11SMnPb30 * 11SMnPb37 * *) auch 麻省理工学院Zus5atzen Bi und Te (1.0715) (1.0718) (1.0737) Nirosta (INOX): X14CrMoS17 X8CrNiS18-9 (1.4104) (1.4305) 弄乱: CuZn38Pb1,5 CuZn39Pb3 CuZn35Ni2 CuZn40Al2 (2.0371) (2.0401) (2.0540) (2.0550) Neusilber: CuNi7Zn39Pb3Mn2 CuNi12Zn30Pb1 (2.0771) (2.0780) Kupfer: OsnaCu58S OsnaCu58Te (2.1498) (2.1546) 铝: AlMgSiPb AlCu4PbMgMn AlCu6BiPb (3.0615) (3.1645) (3.1655) Titan: 6.Al4V (3.7165) Maschinen: ?索引Automaten □2 - □60mm ?Tornos-Langdrehautomaten □2 - □26mm ?Esco-Ringdrehautomaten □1 - □9mm ?索引, Tornos und Esco CNC-Drehautomaten bis □100mm ?Kummer Feinstdrehautomaten ?6-Spindel-Drehautomaten: 索引bis □32mm (CNC), 可利用的合金从瑞士METALWORKS
二 硬 度 1、硬度试验 1.1硬度(hardness ) 材料抵抗弹性变形、塑性变形、划痕或破裂等一种或多种作用同时发生的能力。 最常用的有:布氏硬度、洛氏硬度、维氏硬度、努氏硬度、 肖氏硬度等。 1.2布氏硬度试验(Brinell hardness test ) 对一定直径的硬质合金球加规定的试验力压入试样表面,经规定的保持时间后,卸除试验力,测量试样表面的压痕直径。布氏硬度与试验力除的压痕表面积的商成正比。 HBW=K · ) (22 2 d D D D F ??π 式中:HBW ——布氏硬度; K ——单位系数 K=0.102; D ——压头直径mm ; F ——试验力N ; D ——压痕直径mm 。 标准块硬度值的表示方法,符号HBW 前为硬度值,符号后按顺序用数字表示球压头直径(mm ),试验力和试验力保持时间(10~15S 可不标注)。如350HBW5/750。表示用直径5mm 的硬质合金球在7.355KN 试验力下保持10~15S 测定的布氏硬度值为350,600HBW1/30/20表示用直径1mm 的硬质合金球在294.2N 试验力下保持20S 测定的布氏硬度值为600。 1.3洛氏硬度试验(Rockwell hardness test ) 在初试验力F 。及总试验力F 先后作用下,将压头(金刚石圆锥、钢球或硬质合金球)压入试样表面,经规定保持时间后,卸除主试验力F 1,测量在初试验力下的残余压痕深度h 。 HR=N- s h 式中:HR ——洛氏硬度; N ——给定标尺的硬度常数; H ——卸除主试验力后,在初试验力下压痕残留的深度(残余压痕深度);mm ; S ——给定标尺的单位;mm 。 A 、C 、D 、N 、T 标尺N=100, B 、E 、F 、G 、H 、K 标尺N=130;A 、B 、 C 、 D 、 E 、
类别中国美国英国西德日本GB ASTM CDA BS DIN 数字系统JIS 纯铜T2 C11000 110 C102 ECu-58 2.0090 C1100 无氧铜TU1 C10200 102 C103 OF-Cu 2.0040 C1020 磷脱氧铜TP1 TP2 C12000 C12100 C12200 - 122 C106 - SW-Cu SF-Cu - 2.0076 2.0090 - C1201 C1220 - 含银纯铜TAg0.08 TAg0.1 C13000 C12900 130 - C101 - CuAg0.1 - - - C1271 pp - 普 通 黄铜 H96 H90 H85 H80 H70 H68A H68 H65 H63 H62 H60 C21000 C22000 C23000 C23000 C24000 C26000 C26100 - C26200 C26800 C27000 C27400 C27200 C28000 C28000 210 220 230 240 260 - - 268 270 272 280 280 CZ125 CZ101 CZ102 CZ103 CZ106 CZ126 - - CZ107 CZ108 - CZ109 CuZn5 CuZn10 CuZn15 CuZn20 CuZn30 - - CuZn33 CuZn36 CuZn37 CuZn40 CuZn40 2.0220 2.0230 2.0240 2.0250 2.0265 - - 2.0280 2.0335 2.0321 2.0360 C2100 C2200 C2300 C2400 C2600 - - C2680 C2700 C2720 C2800 C2801 铅黄铜 HPb63-3 HPb63-0.1 HPb60-2 HPb59-2 HPb59-1 HPb58-2.5 C34500 C34700 C34900 C36000 C35300 C37800 C38000 345 347 - - - - - CZ119 CZ124 - CZ120 - CZ122 CZ121 CuZn36pb1.5 CuZn36pb3 CuZn37pb0.5- - CuZn39pb2 CuZn39pb3 2.0331 2.0332 - 2.0380 2.0401 C3560 - C3713 C3604 C3771 C3710 C3603
1 引言 涂膜硬度是涂膜抵抗诸如碰撞、压陷、擦划等机械力作用的能力;是表示涂膜机械强度的重要性能之一;也是表示涂膜性能优劣的重要指标之一。涂膜硬度与涂料品种及涂膜的固化程度有关。油性漆及醇酸树脂漆的涂膜硬度较低,其它合成树脂漆的硬度较高。涂膜的固化程度直接影响涂膜的硬度,只有完全固化的涂膜,才具有其特定的最高硬度,在涂膜干燥过程中,涂膜硬度是干燥时间的函数,随着时间的延长,硬度由小到大,直至达到最高值。在采用固化剂固化的涂料中,固化剂的用量影响涂膜硬度,一般情况下提高固化剂的配比,使涂膜硬度增加,但固化剂过量则使涂膜柔韧性、耐冲击性等性能下降。一些自干型涂料,以适当的温度烘干,在一定程度上能提高涂膜硬度。涂膜硬度是涂料、涂装的重要指标,大多数情况下属于必须检测的项目。 2 铅笔硬度测定法 铅笔硬度法是采用已知硬度标号的铅笔刮划涂膜,以能够穿透涂膜到达底材的铅笔硬度来表示涂膜硬度的测定方法。国家标准GB/T 6739—1996《涂膜硬度铅笔测定法》规定了手动法和试验机法2 种方法,该标准等效采用日本工业标准JIS K5400-90-8.4《涂料一般试验方法———铅笔刮划值》。标准规定采用中华牌高级绘图铅笔,其硬度为9H、8H、7H、6H、5H、4H、3H、2H、H、F、HB、B、2B、3B、4B、5B、6B 共16 个等级,9H 最硬,6B 最软。测试用铅笔用削笔刀削去木质部分至露出笔芯约3 mm,不能削伤笔芯,然后将铅笔芯垂直于400# 水砂纸上画圆圈,将铅笔芯磨成平面、边缘锐利为止。试板为马口铁板或薄钢板,尺寸为50 mm×120mm×(0.2 ~0.3)mm 或70 mm×150 mm×(0.45 ~0.80)mm,按规定方法制备涂膜。
编号: serial №:№ 52022896 中国特大型企业首家通过iso9002质量体系认证。证书编号:5102/94007。 the first super-large enterprise in china that obtained approvals of iso9002 quality system. certificate №:5102/94007. 编号: serial №:№ 52022903 中国特大型企业首家通过iso9002质量体系认证。证书编号:5102/94007。 the first super-large enterprise in china that obtained approvals of iso9002 quality system. certificate №:5102/94007. 编号: serial №:№ 52022915 中国特大型企业首家通过iso9002质量体系认证。证书编号:5102/94007。 the first super-large enterprise in china that obtained approvals of iso9002 quality system. certificate №:5102/94007. 编号: serial №:№ 52022926 中国特大型企业首家通过iso9002质量体系认证。证书编号:5102/94007。 the first super-large enterprise in china that obtained approvals of iso9002 quality system. certificate №:5102/94007. 编号: serial №:№ 5022935 中国特大型企业首家通过iso9002质量体系认证。证书编号:5102/94007。 the first super-large enterprise in china that obtained approvals of iso9002 quality system. certificate №:5102/94007.篇二:铝合金材料产品合格证书 铝合金材料产品合格证书、性能检测报告汇总表 mq2.1.1 技术负责人:质量检查员: 幕墙用钢材及五金(衬垫)产品合格证书、性能检测报告汇总表 mq2.1.2 技术负责人:质量检查员: 幕墙板材(玻璃、金属板、石材)产品合格证书、性能检测报告汇总表 mq2.1.3 保温、防火材料产品合格证书、性能检测报告汇总表 mq2.1.4 技术负责人:质量检查员: 幕墙用硅酮胶质量证明书及性能检测报告汇总表 mq2.1.5 技术负责人:质量检查员:篇三:铝型材类质量 协议书 质量保证协议书 编号: 供货名称:铝型材类产品 需方(甲方):广东制造有限公司 供方(乙方): 签订日期:年月日 供需双方本着“质量第一,互惠互利,共同发展”的原则,确保产品质 量的稳定和不断提高,就乙方供给甲方的铝型材类产品(以下简称产品),协商一致达成 以下协议,并共同遵守。 一、质量管理 1. 乙方应该建立完善的质量管理制度,以确保提供给甲方稳定、合格的产品,这些制度 至少应该包括原材料、外协件、外购件进厂验收、工序检验和控制管理制度、出厂检验管理 制度,并且保持相关品质记录。 2. 乙方应该严格按照国家标准及行业标准等当中的质量和技术规格要求生产或供应货
铜号和标准比较表中国德国欧洲国际标准u日本GB DIN EN ISO UNS JIS TU2铜2.0040 cu-ofe cw009acu-of c10100 c1001-se-cu 2.0070 cu-hcp cw021a-c100300-se-cu 2.0070 cu- phc cw02a-c1000-te-cu58 2.0065 cu-etp cw004acu-etp C11000 c1100tp2 sf-cu-cu 2.00990 cu-dhp cw024acu-dhp c12200 c1220-sf-cu 2.00990 90 cu-dhp cw024acu-dhp C1220-s-f-c 2.00990 90 90 cu-dhp cw024acu-dhp-dhp-c1220-sf-cu-cu-cu-hccu DHP CW024ACu-DHP C12200 C1220- SF-Cu 2.0090 Cu-DHP CW024ACu-DLP C12200 C1220TP1 SW-Cu 2.0076 Cu-DLP CW023ACu -DLP C12000 C1201H96 CuZn5 2.0220 CuZn5 CE500LCuZn5 C21000 C2100H90 CuZn10 2.0230 CuZn10 CW501LCuZn10 C22000 C2200H85 CuZn15 2.0240 CuZn15 CW502LCuZn15 C23000 C2300H80 CuZn20 2.0250 CuZn20 CW503LCuZn20 C24000 C2400H70 CuZn30 2.0265 CuZn30 CW505LCuZn30 C26000 C2600H68 CuZn33 2.0280 CuZn33 CW506LCuZn35 C26800 C2680H65 CuZn36底材 2.0335 CuZn36底材CW507LCuZn35 C27000 C2700H63 CuZn37 2.0321 CuZn37 CW508LCuZn37 C27200 C2720HPb63-3 CuZn36Pb1.5 2 0.0331 CuZn35Pb1 CW600NCuZn35Pb1 C34000 C3501HPb63-3 CuZn36Pb1.5 2.0331 CuZn35Pb2 CW601NCuZn34Pb2 C34200 - H62 CuZn40 CuZn40 2.0360 CW509NCuZn40 C28000 C3712H60 CuZn38Pb1.5 2.0371
橡胶、塑料辊(以下简称胶辊),是由圆柱型金属辊芯外包覆橡胶或塑料制成,根据使用要求,可以制成各种尺寸和硬度等级的胶辊。 1 范围 本标准规定了胶辊的硬度要求。 2 引用标准 下列标准所包含的条文,通过在本标准中引用而构成的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使 用本标准的各方应探讨实用下列标准最新版本的可能性。 GB 2941—91 橡胶试样环境调节和试验的标准温度、湿度及时间(eqv ISO 471:1983) HG/T 2413.1—92 胶辊标观硬度的测定赵氏(P.J )硬度计法(eqv ISO 7267-3:1988) HG/T 2413.2—92胶辊标观硬度的测定邵尔硬度计法(idt ISO 7267-2:1986) HG/T 2450—93胶辊标观硬度的测定橡胶国际硬度计法(idt ISO 7267-1:1986) 3 硬度规定 可经供需双方协商,选定下列一种硬度作为胶辊硬度: a 橡胶国际硬度(IRHD); b 邵尔硬度(少尔A或邵尔D); c 赵氏硬度(PJ). 由于硬度受温度的影响,必要时应规定测量温度。 注:
1 在IRHD、邵尔硬度、P.J测量值之间,存在着一定关系,IRHD与邵尔A硬度值基本相等,对一般精度哟要求的测量,可用邵尔A硬度计代替橡胶国际硬度计,但应注意,由于读数时间不同,测量时间不同; 2 所有手工操作的硬度计,读书受操作者影响,使用橡胶国际硬度及或赵氏硬度计,读数受加载速度和施加的力是否垂直的影响,使用弹簧式邵尔温度计,读数更多的与压力大小有关; 3 由于硬度是通过压痕来测量的,因此,橡胶、塑料厚度对硬度值有影响,在标准试验室条件下,包覆厚度符合以下规定时,测量的包覆材料硬度即为胶辊硬度。 a IRHD 0~50 IRHD:厚度≥9㎜; >50IRHD:厚度≥6㎜。 b邵尔硬度 0~50邵尔A:厚度≥9㎜; >50邵尔A、邵尔D:厚度≥6㎜。 C P.J >200P.J:厚度>18㎜; 100~200P.J:厚度≥12㎜; 40~100P.J:厚度≥9㎜; 0~40P.J:厚度≥6㎜。 4 硬度测量 4.1 方法
铜合金牌号以及对照列表 ALLOY TYPE BS STANDARD EN STANDARD SYMBOL ASTM/UNS (NEAREST EQUIVALENT) OTHER COMPATABLE ALLOYS Aluminium Bronze CA104 CW307G CuAl10Ni C63200 / C63000 NES833, BSB23(DTD197A) Aluminium Bronze CA105 - CuAl10Fe3Ni7Mn2 C63000 - Aluminium Bronze AB1-C CC331G CuAl10Fe2-C C95400 SAE68 Aluminium Bronze AB2-C CC333G CuAl10Fe5Ni5-C C95500 SAE68B Leaded Bronze LB1-C CC496K CuSn7Pb15-C C93800 SAE67 Leaded Bronze LB2-C CC495K CuSn10Pb10-C C93700 SAE64 / SAE797 / SAE792 Leaded Bronze LB4-C CC494K CuSn5Pb9-C C93500 SAE66 Leaded Bronze LB5-C CC497K CuSn5Pb20-C C94100 SAE94, SAE794 & SAE799. Leaded Bronze - - CuSn7ZnPb C93200 SAE660 Leaded Gunmetal LG2-C CC491K CuSn5Zn5Pb5-C C83600 SAE40 Leaded Gunmetal LG4-C CC492K CuSn7Zn2Pb3-C C93400 - Leaded phosphor bronze LPB1 - CuSn8Pb4Zn1 C93100 - Leaded Phosphor Bronze PB4-C CC480K CuSn10-C C92700 - Nickel Gunmetal G3 - CuSn7Ni5Zn3 B292-56 - Phosphor Bronze PB101 CW450K CuSn4 C50900 C51100 - Phosphor Bronze PB102 CW451K CuSn5 C51000 NES838 Phosphor Bronze PB103 CW452K CuSn6 C51900 - Phosphor Bronze PB104 CW459K CuSn8 C52100 BSB24 DTD265A Phosphor Bronze DTD265A - - - BSB24, PB104 Tin Phosphor Bronze PB1-C CC481K CuSn11P-C B143 SAE65 Tin Phosphor Bronze PB2-C CC483K CuSn12-C CC483K SAE65 材料化学成分
一、常见分类: 黄铜是由铜和锌所组成的合金 白铜是铜和镍的合金 青铜是铜和除了锌和镍以外的元素形成的合金,主要有锡青铜,铝青铜等 紫铜是铜含量很高的铜,其它杂质总含量在1%以下。 1、紫铜: 红铜即纯铜,又名紫铜,纯铜密度为8.96,熔点为1083℃。具有很好的导电性和导热性,塑性极好,易于热压和冷压力加工,大量用于制造电线、电缆、电刷、电火花专用电蚀铜等要求导电性良好的产品。 因呈紫红色而得名。它不一定是纯铜,有时还加入少量脱氧元素或其他元素,以改善材质和性能,因此也归入铜合金。中国紫铜加工材按成分可分为:普通紫铜(T1、T2、T3、T4)、无氧铜(TU1、TU2和高纯、真空无氧铜)、脱氧铜(TUP、TUMn)、添加少量合金元素的特种铜(砷铜、碲铜、银铜)四类。 紫铜的电导率和热导率仅次于银,广泛用于制作导电、导热器材。紫铜在大气、海水和某些非氧化性酸(盐酸、稀硫酸)、碱、盐溶液及多种有机酸(醋酸、柠檬酸)中,有良好的耐蚀性,用于化学工业。另外,紫铜有良好的焊接性,可经冷、热塑性加工制成各种半成品和成品。20世纪70年代,紫铜的产量超过了其他各类铜合金的总产量。 紫铜中的微量杂质对铜的导电、导热性能有严重影响。其中钛、磷、铁、硅等显著降低电导率,而镉、锌等则影响很小。氧、硫、硒、碲等在铜中的固溶度很小,可与铜生成脆性化合物,对导电性影响不大,但能降低加工塑性。普通紫铜在含氢或一氧化碳的还原性气氛中加热时,氢或一氧化碳易与晶界的氧化亚铜(Cu2O)作用,产生高压水蒸气或二氧化碳气体,可使铜破裂。这种现象常称为铜的“氢病”。氧对铜的焊接性有害。铋或铅与铜生成低熔点共晶,使铜产生热脆;而脆性的铋呈薄膜状分布在晶界时,又使铜产生冷脆。磷能显著降低铜的导电性,但可提高铜液的流动性,改善焊接性。适量的铅、碲、硫等能改善可切削性。 2、黄铜 以锌作主要添加元素的铜合金,具有美观的黄色,统称黄铜。铜锌二元合金称普通黄铜或称简单黄铜。三元以上的黄铜称特殊黄铜或称复杂黄铜。含锌低於36%的黄铜合金由固溶体组成,具有良好的冷加工性能,如含锌30%的黄铜常用来制作弹壳,俗称弹壳黄铜或七三黄铜。含锌在36~42%之间的黄铜合金由和固溶体组成,其中最常用的是含锌40%的六四黄铜。为了改善普通黄铜的性能,常添加其他元素,如铝、镍、锰、锡、硅、铅等。铝能提高黄铜的强度、硬度和耐蚀性,但使塑性降低,适合作海轮冷凝管及其他耐蚀零件。锡能提高黄铜的强
·硬度知识 材料局部抵抗硬物压入其表面的能力称为硬度。试验钢铁硬度的最普通方法是用锉刀在工件边缘上锉擦,由其表面所呈现的擦痕深浅以判定其硬度的高低。这种方法称为锉试法这种方法不太科学。用硬度试验机来试验比较准确,也是现代试验硬度常用的方法。常用的硬度测定方法有布氏硬度、洛氏硬度和维氏硬度等测试方法 硬度是衡量金属材料软硬程度的一项重要的性能指标,它既可理解为是材料抵抗弹性变形、塑性变形或破坏的能力,也可表述为材料抵抗残余变形和反破坏的能力。硬度不是一个简单的物理概念,而是材料弹性、塑性、强度和韧性等力学性能的综合指标。硬度试验根据其测试方法的不同可分为静压法(如布氏硬度、洛氏硬度、维氏硬度等)、划痕法(如莫氏硬度)、回跳法(如肖氏硬度)及显微硬度、高温硬度等多种方法。布氏硬度以HB[N(kgf/mm2)]表示(HBS\HBW)(参照GB/T231-1984),生产中常用布氏硬度法测定经退火、正火和调质得刚件,以及铸铁、有色金属、低合金结构钢等毛胚或半成品的硬度。 洛氏硬度可分为HRA、HRB、HRC、HRD四种,它们的测量范围和应用范围也不同。一般生产中HRC用得最多。压痕较小,可测较薄的材料、硬的材料和成品件的硬度。 维氏硬度以HV表示(参照GB/T4340-1999),测量极薄试样。 1、钢材的硬度:金属硬度(Hardness)的代号为H。按硬度试验方法的不同, 常规表示有布氏(HB)、洛氏(HRC)、维氏(HV)、里氏(HL)硬度等,其中以HB及HRC较为常用。 HB应用范围较广,HRC适用于表面高硬度材料,如热处理硬度等。两者区别在于硬度计之测头不同,布氏硬度计之测头为钢球,而洛氏硬度计之测头为金刚石。 HV-适用于显微镜分析。维氏硬度(HV) 以120kg以内的载荷和顶角为136°的金刚石方形锥压入器压入材料表面,用材料压痕凹坑的表面积除以载荷值,即为维氏硬度值(HV)。 HL手提式硬度计,测量方便,利用冲击球头冲击硬度表面后,产生弹跳;利用冲头在距试样表面1mm处的回弹速度与冲击速度的比值计算硬度,公式:里氏硬度HL=1000×VB(回弹速度)/ V A(冲击速度)。 便携式里氏硬度计用里氏(HL)测量后可以转化为:布氏(HB)、洛氏(HRC)、维氏(HV)、肖氏(HS)硬度。或用里氏原理直接用布氏(HB)、洛氏(HRC)、维氏(HV)、里氏(HL)、肖氏(HS)测量硬度值。 2、HB - 布氏硬度; 布氏硬度(HB)一般用于材料较软的时候,如有色金属、热处理之前或退火后的钢铁。洛氏硬度(HRC)一般用于硬度较高的材料,如热处理后的硬度等等。 布式硬度(HB)是以一定大小的试验载荷,将一定直径的淬硬钢球或硬质合金球压入被测金属表面,保持规定时间,然后卸荷,测量被测表面压痕直径。布式硬度值是载荷除以压痕球形表面积所得的商。一般为:以一定的载荷(一般3000kg)把一定大小(直径一般为10mm)的淬硬钢球压入材料表面,保持一段时间,去载后,负荷与其压痕面积之比值,即为布氏硬度值(HB),单位为公斤力/mm2 (N/mm2)。 3、洛式硬度是以压痕塑性变形深度来确定硬度值指标。以0.002毫米作为一个硬度单位。当HB>450或者试样过小时,不能采用布氏硬度试验而改用洛氏硬度计量。它是用一个顶角120°的金刚石圆锥体或直径为1.59、3.18mm的钢球,在一定载荷
硬度的标注及测试 一.目的规范图纸及工艺卡片硬度的标注、规范硬度的测试方法。二.硬度种类洛氏硬度HRC和HRB、表面洛氏硬度HRA、显微维氏硬度HV5、HV0.5(HV0.3,HV0.2、HV0.1,他们不在图纸 或工艺卡片上出现,由HV0.5代表)。需指出的是,所有维氏硬 度不论试验力多大测量值相等则硬度值相等。 三.硬度的选择每种硬度有自己的压头和试验力,各有各的适用范围,为了提高测试速度,强制规定符合条件时必须优先采用 最重的试验力,以便真实地测出压入深度的硬度值。书写洛氏 硬度HRC、HRB和表面洛氏硬度HRA,硬度值可以写在符号 的前面或后面,而显微维氏硬度(包括布氏硬度)必须将硬度 值写在符号前面,试验力数值写在符号后面。 1.洛氏硬度HRC 规定对象为厚度δ 2.5mm以上的淬火工件,不 得用于渗碳工件。当工件厚度1.0mm时、硬度必须大于HRC50 或者HRC40时工件厚度必须大于1.2mm,满足上述条件才能 得到准确HRC硬度值。 2.洛氏硬度HRB 规定对象为厚度不低于1.2mm的非淬火件如 低碳钢、退火态中碳钢等并且硬度范围105HV≤HV≤233HV (233HV换算为HRC21.5或HRA61.0)。 3.表面洛氏硬度HRA 规定对象为0.6mm≤厚度δ≤2.4mm薄淬 火工件和渗层深度δ≥0.6mm渗碳工件。当HV520(换算为 HRC50.5或HRA76)时、厚度必须大于0.5mm或者371HV(换算
为HRC39 或HRA70)时厚度不低于0.6mm,满足上述条件才能 得到准确HRA数值。 4.显微维氏硬度HV××对象为0.02mm≤厚度δ<0.6mm有色、 黑色金属,不论硬度高低。写法如下:××HV××(硬度值 HV试验力kgf,举例:536HV0.5为维氏硬度值536试验力 0.5kgf)。HV5的规定对象为厚度或渗层深度0.2mm≤δ<0.6mm 淬火工件或渗碳工件。当500HV时、厚度δ大于0.2mm或者 210HV时、厚度(渗层深度)大于0.3mm ,才能得到正确硬 度值。规定工件厚度或渗层厚度低于0.2mm时采用HV0.5,图 纸及工艺中出现的HV0.5同时也代表了HV0.3、HV0.2、HV0.1、HV0.05等,具体使用那一个试验力测试,由测试员根据实际情 况而定。 5.显微维氏硬度测试黑色金属在硬度大于170HV时,压头保持时 间10S,否则压头保持时间为25S。 6.规定用HV0.1测试有色金属(国家标准规定用布氏硬度计HBS 测试有色金属),压头保持时间25S。 四. 注意事项 1.显微维氏硬度的压痕对角线长度之差不能大于15%,否则重 测。日常校验时与标准硬度块数值相差不大于2%为合格。 2.形状复杂的小零件如果不方便测量,要得到准确的硬度值,需 将零件用酚醛塑料(电木)粉镶嵌后用显微维氏硬度计测试, 试验力不大于1kgf。
广东唐氏集团铝型材检验标准 第一章总则 第一条为了规范公司铝型材检验标准,控制型材生产工艺以及成品出厂质量,规避市场风险,提升品牌形象,特制定本章。 第二条本标准规定了铝型材得技术标准、外观质量、检验方法、本标准适用于建筑铝型材。 第三条本标准以GB5237-2008为基准拟定。 第四条公司旗下“永兴"、“亚阳"、“兴铝"三个品牌均以此标准为检验标准。 第五条涉及到商标方面得各项要求,应完全符合《商标法》、《广告法》、《反不正当竞争法》、《知识产权保护法》等法律、法规要求。 第二章基材 第六条本部分规定了未经表面处理得铝合金建筑型材得要求、试验方法、检验规则、标识及合同(或订货单)内容。 第七条本部分适用于表面未经处理得建筑用铝合金热挤压型材(以下简称型材)、 第八条术语定义 基材就是指表面未经处理铝合金建筑型材。 装饰面就是指型材经加工、制作并安装在建筑物上后,处于开启与关闭状态时,仍可瞧得见得表面。 外接圆就是指能够将型材得横截面完全包围得最小得圆。
第九条基材(坯料)相关技术指标及外观要求,见下表: (一) 长度要求定尺时,应在合同中注明,公称长度≤6m时,允许偏差为﹢15mm;长度>6m时,允许偏差由双方协商决定。 (二) 以倍尺交货得型材,其总长度允许偏差为+20mm,需要加锯口余量时,应在合同中注明。 (三) 端头斜切度不应超过2°。 第十条力学性能 取样部位得公称壁厚<1.2mm时,不测定断后伸长率、 室温力学性能要求如下
第十一条试验方法 (一) 化学成分分析可采用化学分析法与仪器分析法等方法进行,化学成分仲裁分析按照GB/T 20975规定得方法进行、 (二) 力学性能拉伸试验按照GB/T 228—2002规定得方法进行,断后伸长率按照GB/T 228-2002中得11、1条仲裁;维氏硬度试验按GB/T 4340、1规定得方法进行;韦氏硬度试验按YS/T 420规定得方法进行。 第十二条尺寸偏差 (一) 壁厚、非壁厚尺寸、角度、倒角半径及圆角半径采用相应精度得卡尺、千分尺、R规等测量工具或专用仪器测量、 (二) 长度、斜切度采用相应精度得测量工具或专用仪器测量。 第十三条外观质量在自然散射光下,以正常视力(不使用放大器)检查型材外观。对缺陷深度不能确定时,可采用打磨测量法、 第十四条检验规则
1引言 涂膜硬度是涂膜抵抗诸如碰撞、压陷、擦划等机械力作用的能力;是表示涂膜机械强度的重 要性能之一;也是表示涂膜性能优劣的重要指标之一。涂膜硬度与涂料品种及涂膜的固化程 度有关。油性漆及醇酸树脂漆的涂膜硬度较低,其它合成树脂漆的硬度较高。涂膜的固化程度直接影响涂膜的硬度,只有完全固化的涂膜,才具有其特定的最高硬度,在涂膜干燥过程中,涂膜硬度是干燥时间的函数,随着时间的延长,硬度由小到大,直至达到最高值。在采用固化剂固化的涂料中,固化剂的用量影响涂膜硬度,一般情况下提高固化剂的配比,使涂膜硬度增加,但固化剂过量则使涂膜柔韧性、耐冲击性等性能下降。一些自干型涂料,以适当的温度烘干,在一定程度上能提高涂膜硬度。涂膜硬度是涂料、涂装的重要指标,大多数 情况下属于必须检测的项目。 2铅笔硬度测定法 铅笔硬度法是采用已知硬度标号的铅笔刮划涂膜,以能够穿透涂膜到达底材的铅笔硬度来表 示涂膜硬度的测定方法。国家标准GB/T 6739 —1996《涂膜硬度铅笔测定法》规定了手动 法和试验机法2种方法,该标准等效采用日本工业标准JIS K5400-90-8.4 《涂料一般试验 方法----- 铅笔刮划值》。标准规定采用中华牌高级绘图铅笔,其硬度为9H、8H、7H、 6H、5H、4H、3H、2H、H、F、HB、B、2B、3B、4B、5B、6B 共16 个等级,9H 最 硬,6B最软。测试用铅笔用削笔刀削去木质部分至露出笔芯约 3 mm,不能削伤笔芯,然 后将铅笔芯垂直于400#水砂纸上画圆圈,将铅笔芯磨成平面、边缘锐利为止。试板为马 口铁板或薄钢板,尺寸为50 mm X120mm x(0.2 ?0.3) mm 或70 mm X150 mm x (0.45?0.80 ) mm,按规定方法制备涂膜。
各国最常用铜及铜合金牌号对照表 品种分类 中国 (GB) 国际标准 (ISO) 美国 (ASTM) 日本 (JIS) 英国 (BS) 德国 (DIN) 欧洲 (EN) TU2 Cu-OF C10100 C1011 C101 OF-Cu CW008A T2 Cu-FRHC C11000 C1100 C101 E-Cu58 TP2 Cu-DHP C12200 C1220 C106 SF-Cu CW024A 紫铜 (红铜) TP1 Cu-DLP C12000 C1201 SW-Cu CW023A 银铜 TAg0.1 CuAg0.1 C10400 C1040 CuAg0.1 H90 CuZn10 C22000 C2200 CZ101 CuZn10 CW501L H70 CuZn30 C26000 C2600 CZ106 CuZn30 CW505L H68 C26200 C2620 CuZn33 CW506L H65 CuZn35 C27000 C2700 CZ107 CuZn36 CW507L H63 CuZn37 C27200 C2720 CZ108 CuZn37 CW508L 黄铜 H62 CuZn40 C28000 C2800 CZ109 CW509L CuSn4 C51100 C5111 PB101 CuSn4 CW450K QSn4-0.3 CuSn5 C51000 C5101 CuSn5 CW451K QSn6.5-0.1 CuSn6 C51900 C5191 PB103 CuSn6 CW452K QSn8-0.3 CuSn8 C52100 C5210 CuSn8 CW453K 锡青铜 QSn6.5-0.4 BZn18-18 CuNi18Zn20 C75200 C7521 NS106 CuNi18Zn20 CW409J BZn18-26 CuNi18Zn27 C77000 C7701 NS107 CuNi18Zn27 CW410J BZn15-20 C7541 锌白铜 BZn18-10 C7350 QFe0.1 (XYK-1) C19210 KFC 引线框架 QFe2.5 (XYK-4) C19400 C1940 注: 1、铜管的材质必须是TP2 或TU2挤压轧制拉伸铜管。TP2 或TU2均为纯铜,呈紫红色,又称紫铜。TU2为无氧铜,纯度高,主要用作真空器件,TP2为磷脱氧铜,多以管材供应,主要用于冷凝器、蒸发器、换热器、热交换器的零件等。 2、中国紫铜加工材按成分可分为:普通紫铜(T1、T2、T 3、T4)、无氧铜(TU1、TU2和高纯、真空无氧铜)、脱氧铜(TUP 、TUMn )、添加少量合金元素的特种铜(砷铜、碲铜、银铜)四类。
硬度检验方法和规范 通常是根据金属零件工作时所承受的载荷,计算出金属零件上的应力分布,考虑安全系数,提出对材料的强度要求,以强度要求,以强度与硬度的对应关系,确定零件热处理后应具有大硬度值。为此,硬度时金属零件热处理最重要的质量检验指标,不少零件还时唯一的技术要求。 1、常用硬度检验方法的标准如下: GB230 金属洛氏硬度试验方法GB231 金属布氏硬度试验方法GB1818 金属表面洛氏硬度试验方法GB4340 金属维氏硬度试验方法GB4342 金属显微维氏硬度试验方法GB5030 金属小负荷维氏试验方法 2、待检件选取与检验原则如下: 为保证零件热处理后达到其图纸技术(或工艺)要求,待检件选取应有代表性,通常从热处理后的零件中选取,能反映零件的工作部位或零件的工作部位硬度的其他部位,对每一个待检件的正时试验点数一般应不少于3个点。 通常连续式加热炉(如网带炉):应在连续生产的网带淬火入回火炉前、回火后入料框前的网带上抽检3-5件/时。且及时作检验记录。 同时,若发现硬度超差,应及时作检验记录。同时,若发现硬度越差,应及时进行工艺参数调整,且将前1小时段的零件进行隔离处理(如返工、检)。 通常期式加炉(如井式炉、箱式炉):应在淬火后、回火后均从料框的上、中、下部位抽检6-9件/炉,且及时作检验记录。 同时,若发现硬度超差,应及时进行工艺参数调整,且将该炉次的零件进行隔离处理(如返工、逐检)。 通常感应淬火工艺及感应器与零件间隙精度调整,经首件(或批)感应淬火合格后方可生产,且及时作检验记录。 3、硬度测量方法: 3.1各种硬度测量的试验条件,见下表1:
(2)若确定的硬度试验方法有几种试验力可供选择时,应选用试验条件允许的最大试验力。 4、检验设备与人员: 4.1所有硬度计及标准硬度试块均应在计量部门检定的有效期内使用,不允许在无检定合格证书或超过检定的有效期使用。 4.2应设立专职检验人员,且经正规培训与考核,具有正式的资格证书;生产线的操作人员检验,应经一定培训,在专职检验人员的认可或指导下进行。 5、测量数据的表示与记录:
质量保证协议书 编号: 供货名称:铝型材类产品 需方(甲方):广东制造有限公司 供方(乙方): 签订日期:年月日供需双方本着“质量第一,互惠互利,共同发展”的原则,确保产品质
量的稳定和不断提高,就乙方供给甲方的铝型材类产品(以下简称产品),协商一致达成以下协议,并共同遵守。 一、质量管理 1.乙方应该建立完善的质量管理制度,以确保提供给甲方稳定、合格的产品, 这些制度至少应该包括原材料、外协件、外购件进厂验收、工序检验和控制管理制度、出厂检验管理制度,并且保持相关品质记录。 2.乙方应该严格按照国家标准及行业标准等当中的质量和技术规格要求生 产或供应货品。如有任何变动,甲方负责书面告知乙方有关技术规格或者其他变动等,乙方需在 3 个工作日内书面回复并严格跟进相关的变化。 3.甲方提出的任何质量投诉,乙方应立即采取纠正行动予以改进并在24 小 时内反馈给甲方,并在3个工作日内回复《纠正/预防措施单》报告。 4.乙方应主动、积极地参与甲方发起的质量改进活动,以利于共同进步。 5.样品送样甲方评审时,乙方必须同时递交《出厂检验报告》、包括图纸指 定关键尺寸检验报告或甲方要求提供的其他的可信赖的特殊性试验报告。 送样评审不合格时,乙方如需再送样时,需同时提交《纠正/预防措施单》,确保对不合格项目采取了确实、有效的措施;否则甲方有权不继续样品评审作业。 6.批量生产时必须同样品试作时工艺相同,如工艺变更并且这些变更直接影 响到产品外观、尺寸或使用性能时,乙方需提出制造条件变更申请,经甲方书面确认后,方可重新制作样品,重新送样评审;如乙方未提出申请,甲方发现后,有权进行退货。 7.乙方因生产能力等原因,需把甲方产品的一些重要、关键的生产工序或零 件委外加工时,必须立即通知甲方,甲方是根据零部件的重要性来安排是否对其进行现场评审,否则由此造成甲方的一切损失由乙方承担,并有权中止与乙方的供货关系。 8.乙方应管理和保证产品在运输到甲方过程中的产品质量,避免运输过程中 造成的品质缺陷。 二、产品验收标准 1.乙方供货时必须提供:《质量证明书》等类似报告,报告内容必须包括检