G10是FANUC系统的使用的特殊准备指令
使用G10可以在程序中合理有效的偏置
常用的偏置有三种
a工件偏置量
b刀具长度偏置
c切削半径偏置
d参数数据输入
G10工件工件坐标系偏移
格式G10L2P-X-Y-Z-
L2是数据输入的种类
P1-6是指G54-G59坐标系
XYZ是各轴的设定
例如G10L2P1Z0.1
意思是在G54坐标里 Z向移动0.1
G10命令设置数据偏置(数控车)
格式 G10P-X(U)-Z(w)-R-Q-
p代表偏置号(P+1000=几何偏置 P+0磨耗偏置)
X(U)-Z-(W)偏置寄存器的值
R刀尖半径
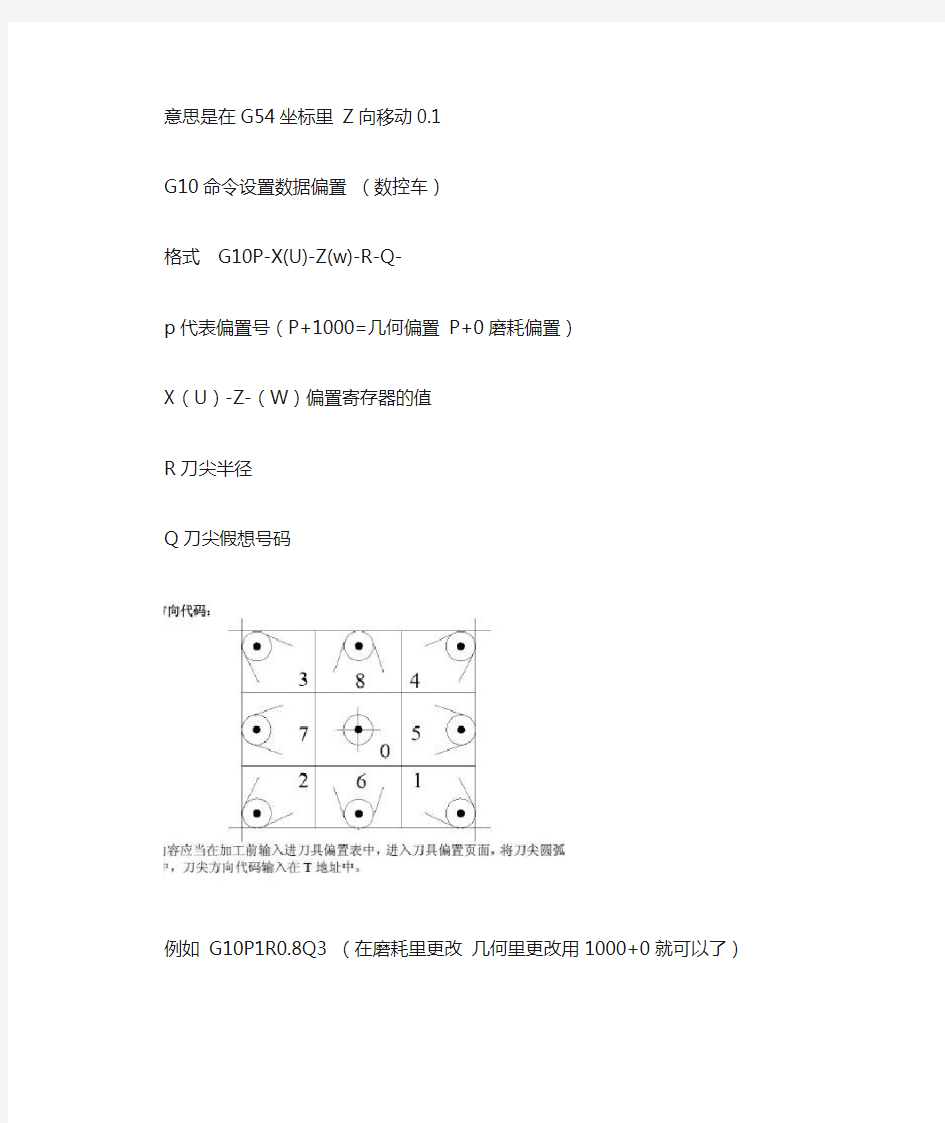
Q刀尖假想号码
例如 G10P1R0.8Q3 (在磨耗里更改几何里更改用1000+0就可以了)
意思就是一号刀的刀尖半径为0.8 假想刀尖号3
G10参数值的数据输入
格式;
G10L50;
N-R-;
N-P-R-;
……
……
……
G11;
L50为固定的,
N对应要更改的参数号码,
P包含轴号;
R包含指定参数;
G11取消G10
例如G10L50;
N5130RO;
G11;
意思是更改5130号的参数为0
5130对应参数的意思螺纹收尾量
使用G10修改参数需注意备份建议一般不要使用除非你需要使用并知道参数号码对应的意思