GB 17888.3—1999楼梯扶手的高度相关规范
GB 17888.3—1999
国家质量技术监督局1999—10—18批准 2000—10—01实施
前言
本标准在技术内容方面等效采用ISO/DIS 14122—3:1996制定的。它们的主要差别有以下两点:
1.对ISO/DIS 14122—3中的引言结合国内情况进行了改写。
2.在ISO/DIS 14122—3的“引用标准”一章中列出了17个欧洲标准或标准草案,而这些引用标准在标准的技术内容中绝大部分都没有提到,因此,在本标准的引用标准中只列出了在标准正文中提到的几个对应的国家标准,其余全部删除。
本标准是进入机器和工业设备的固定设施系列标准的第3部分。该系列标准共由四个标准构成,其余三个标准分别是:
第1部分:进入两级平面之间的固定设施的选择。
第2部分:工作平台和通道。
第4部分:固定式直梯。
本标准由国家机械工业局提出。
本标准由全国机械安全标准化技术委员会归口。
本标准负责起草单位:机械科学研究院。参加起草单位:吉林省劳动保护科学研究所,中国标准化与信息分类编码研究所。
本标准主要起草人:马贤智、石俊伟、肖建民、张铭续、李勤、隰永才、肖维。
ISO前言
本标准是由CEN/TC 114第17工作组制定的。是《机械安全进入机器和工业设备的固定设施》标准的第3部分。该标准的几个部分是:第1部分:进入两级平面之间的固定设施的选择。
第2部分:工作平台和通道。
第3部分:楼梯、阶梯和护栏。
第4部分:固定式直梯。
使用非金属材料(木材、复合材料等)不改变本标准的应用。
0 引言
本标准是对GB/T 15706.2—1995的6.2.4“安全进入机械的设施”中所提出的有关基本安全要求的进一步细化。
1 范围
本标准规定了适用于直梯段楼梯和阶梯的安全要求和预防设施。楼梯和阶梯的定义见
GB 17888.1。
本标准对护栏、楼梯、阶梯、平台、工作平台、通道和进入机器和工业设备的场所都提出了要求。
本标准不适用于公众可以进入的场所。
2 引用标准
下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T 15706.1—1995 机械安全基本概念与设计通则第1部分:基本术语、方法学
GB/T 15706.2—1995 机械安全基本概念与设计通则第2部分:技术原则与规范
GB 17888.1—1999 机械安全进入机器和工业设备的固定设施第1部分:进入两级平面之间的固定设施
GB 17888.2—1999 机械安全进入机器和工业设备的固定设施第2部分:工作平台和通道
GB 17888.4—1999 机械安全进入机器和工业设备的固定设施第4部分:固定式直梯
3 定义
本标准使用下列定义。
3.1 楼梯和阶梯 stairway and step ladder
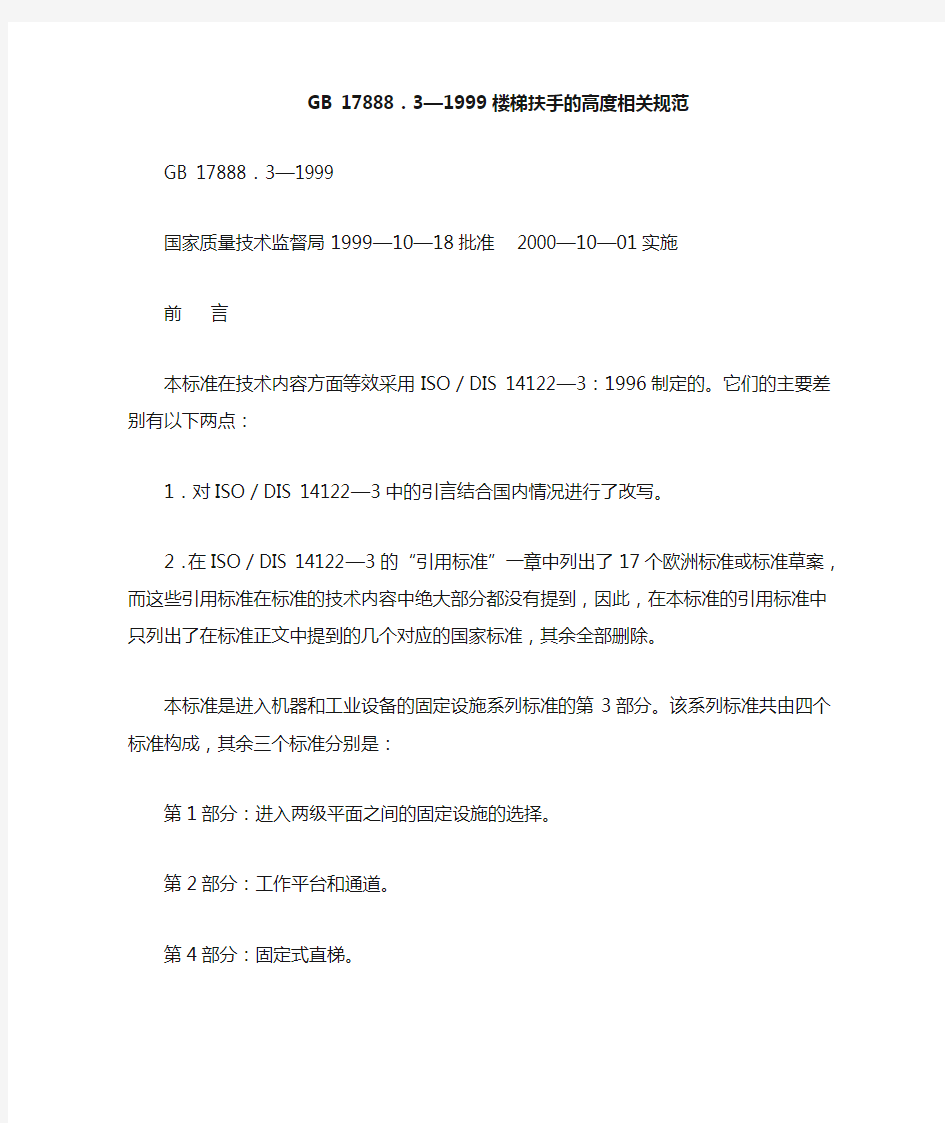
可以步行通过的一系列不同高度的连续的水平面(踏板或梯段平台)。其构成要素如图1所示,并在3.1.1~3.1.4中给出解释。
3.1.1 上升高度 climbing height
基面和梯段平台之间的垂直距离(图1中的H)。
3.1.2 梯段 flight
两个梯段平台之间不间断的部分。
3.1.3 级距 going
两个相邻踏板的突沿之间的水平距离(图1中g)。
3.1.4 净空高度 headroom
除去斜线以上全部障碍(如梁、管道等)后的最小垂直距离(图1中e)。3.1.5 梯段平台 landing
位于一个梯段末端的水平的休息平面(图1中的p)。
3.1.6搭接部分overlap
可以水平伸出的遮盖前一平面的踏板部分(图1中的r)。
3,1.7 楼梯或阶梯的坡度 pitch of the stairway or stepladder 斜线与其在水平面上投影间的夹角(图1中的a)。
3.1.8 竖板高度 riser height
两个相邻踏板表面之间的垂直距离(图1中的h)。
3.1.9 踏板 step
步行上、下楼梯或阶梯时在其上行走的水平表面。
3.1.10 踏板突沿 step nosing
踏板前面的顶边。
3.1.11 直梯段楼梯 straight flight stairway
上升线是直线的楼梯。
3.1.12 楼梯斜梁 stringer
支撑踏板的侧面框架构件。
3.1.13 宽度 width
踏板两侧边之间的距离(图1中的l)。
3.2 护栏 guard-rails
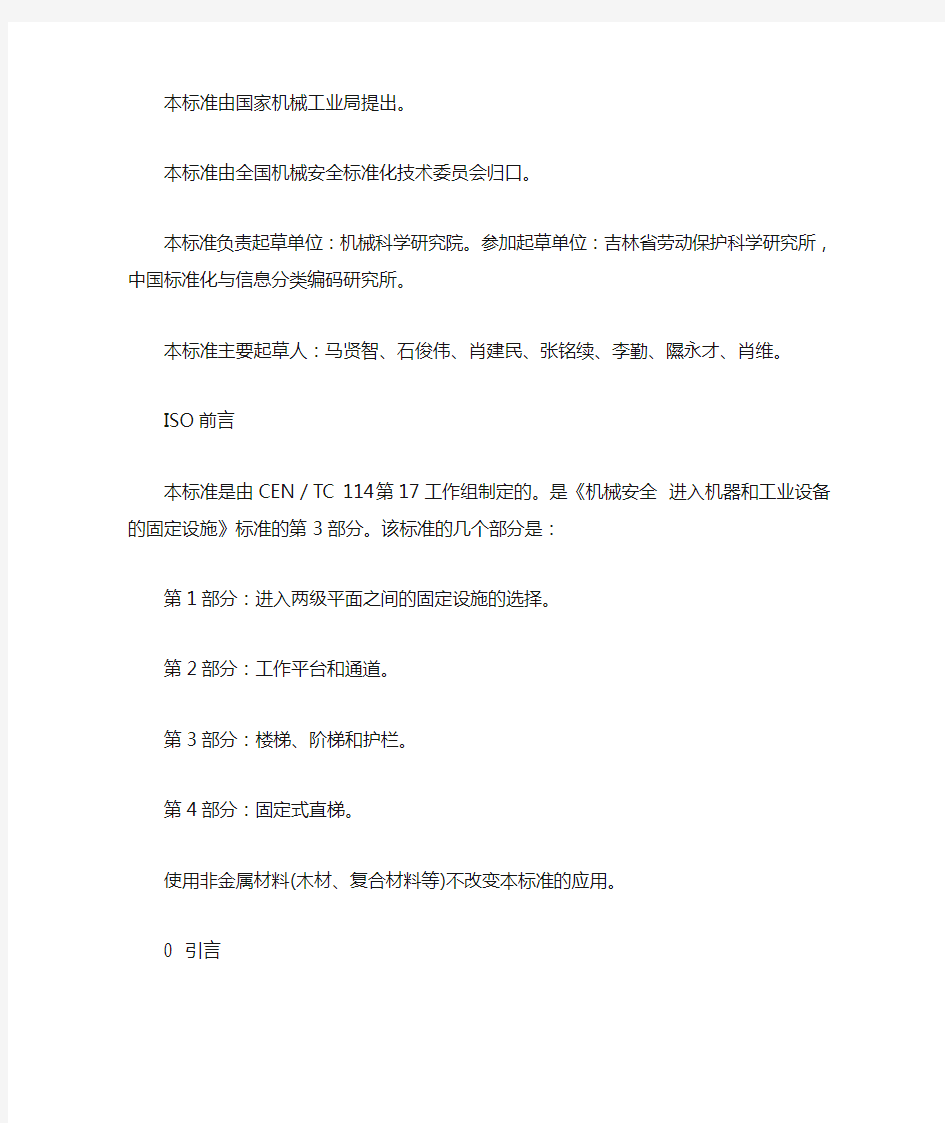
防止偶然跌落或偶然进入危险区的装置。它可以装于楼梯、阶梯或梯段平台、操作平台,也可以装于通道。护栏的典型零件如图2所示,并在3.2.1~3.2.5中定义。
3.2.1 扶手 handrail
预定用手抓住支撑身体的顶部构件。它可单独使用或作为护栏的上部零件(图2中的①)。
3.2.2 横杆 kneerail
与扶手平行安装的护栏构件,能够对身体的通过提供额外的防护(图2中的②)。
3.2.3 支柱 stanchion
将护栏固定于操作平台、楼梯等的护栏垂直结构构件(图2中的④)。护栏的其他构件(扶手、横杆、档板)被固定于该构件。
3.2.4 自关门 self closing gate
容易打开的护栏部分。当该门不是由一个人使其保持打开状态时,它会借助重力或弹簧等自动关闭。
3.2.5 踢脚板 toe—plate
为避免物体由地板平面下落而设置的护栏下部的实体零件(图2中的③)。
4 有关材料和尺寸的一般要求和/或措施
4.1 各构件的材料、尺寸和构造模式的选择应满足本标准的安全要求。
4.2 使用的材料性能或经处理后应能耐环境引起的腐蚀。
4.3 可能与使用者接触的某些部分应设计得不会产生伤害或阻滞(如避免尖角、焊接毛刺、粗糙的边缘等)。
4.4 各踏板和梯段平台应具有良好的防滑性能。
4.5 打开或关闭活动部分(门),应不会对使用者或附近的其他人产生进一步危险(例如剪切或偶然坠落)。
4.6 为了保证安全,装配用的附件、铰链、支座、支承件和安装件都应有足够的刚度和稳定性。
4.7 踏板和构架尺寸的设计应使它们能承受预期的载荷。
4.8 在工业领域内使用的构架负荷,可以在1500N/m2 (偶然通过或无负载通过)到4000N/m2(频繁通过或有负载通过)之间选取。
4.9 各踏板的突沿处应能承受1500N的载荷,如果宽度1,该载荷作用在100mm×100mm面积上;如果宽度1≥1200mm,在每对称的600mm处加载荷1500N。
4.10 构架和踏板的挠度应不超过跨距的1/300。
5 楼梯的安全要求和/或设施
5.1 级距g和竖板高度A应满足下式:
600≤g+2h≤660
注:α在30°~38°之间。
5.2 踏板的搭接部分r应不小于10mm。
5.3 在同一梯段上竖板高度应一致。在起始平面和第1级踏板间不能遵守这一高度的情况下,最多可以减少15%。如果经证明是合理的,这一高度也可以增加,例如在某些可移动机器的情况下。
5.4 最上一级踏板应与梯段平台为同一水平面(见图3)。
5.5 净空高度e至少应为2300mm。
5.6 对于单人通过的楼梯,其两斜梁或护栏之间的净宽至少应为600mm,最好为800mm。
5.7 当楼梯频繁地承受几个人同时交叉通过时,该宽度应增加到1200mm。当楼梯可以用作人员的撤离路线时,采用这种宽度是必要的。
5,8 一个梯段的上升高度H一般不宜超过3m。在特殊情况下,这一高度也不应超过4m。否则,在连续到达另一梯段之前,需要增加一梯段平台。梯段平台的长度至少应为800mm,并大于或等于楼梯的宽度。
6 阶梯的安全要求和/或设施
6.1 竖板的最大高度人应为250mm,最小级距g应为100mm。
6.2 两斜梁或护栏之间的净宽应在500~800mm之间,最好为600mm。6.3 当机器周围或工业设备中没有充分的空间而不可能采用这些数值时,也可以采用其他数值。在这种情况下,为了保证使用安全,应提供附加安全设施(例如使踏板的突沿不打滑)。
6.4 在同一梯段,竖板的高度应一致。在起始平面和第1级踏板之间不可能遵守这一高度的情况下,该高度可以减小。如果经证明合理,起始平面和第l级踏板之间的高度可以增加,例如在某些可移动机器的情况下。
6.5 净空高度e至少应为2 300mm。
6.6 一个梯段的上升高度打不应超过3m。若超过这一高度,在到达另一梯段之前需要增加梯段平台。梯段平台的长度至少应在600mm且不大于阶梯宽度。
7 护栏的安全要求和/或设施
7.1 水平护栏(见图4)
7.1.1 只要存在坠落风险就应提供护栏。
7.1.2 当可能坠落的高度超过500mm时,应安装护栏。
7.1.3 如果操作平台和机器构架或墙壁之间的间距小于200mm并且构架的防护等效于护栏时,不需要设护栏。但是,当操作平台和相邻的构架之间的间距大于30mm时,要有踢脚板。
7.1.4 扶手的最小高度应为1100mm。
7.1.5 护栏至少应包括一根中间横杆或某种其他等效防护。扶手和横杆及横杆与踢脚板之间的自由空间不应超过500mm。
7.1.6 当用立杆代替横杆时,各立杆之间的水平间距最大为180mm。7.1.7 最小高度为100mm的踢脚板应安置得离基面不大于10mm。7.1.8 各支柱轴线间距离应限制在1500mm内。如果超过这一距离,应特别注意支柱的固定强度和固定的装置。
7.1.9 在中断扶手的情况下,两段护栏间最大净间距不应超过120mm。如有一个大开口,应采用自关门。
7.1.10 自关门应具有和护栏的扶手与横杆同样高度的扶手和横杆(对于梯子的出口段,见GB 17888.4)。
7.2 楼梯和阶梯的护栏(见图5)。
7.2.1 楼梯至少应包含一个扶手。宽度大于或等于1200mm的楼梯及所有阶梯均应有两个扶手。
7.2.2 当楼梯的上升高度超过500mm并且斜梁外侧有大于200mm的横向间距时,在其侧边应附加护栏。
7.2.3 扶手的垂直高度至少应为900mm。为了保证安全抓握,扶手的直径应为25~50mm之间的圆形截面或便于用手抓握的等效截面。
7.2.4 护栏至少应包括一根横杆或某一等效装置。扶手和横杆之间以及横杆和斜梁之间的净间距不应超过500mm。
7.2.5 除安装固定支撑的下端面以外,在扶手长度方面上,扶手的100mm距离内没有障碍。
7.3 强度判据
护栏应支撑得沿扶手最不利处施加大于或等于Fmin。的横向载荷而没有永久变形,并且最大挠度不超过30mm。
Fmin=300N/m ×L
——上是相邻两支柱轴线间最大距离(图6中的L,单位m)。
8 安全要求和/或设施的检验
8.1 总则
规定的设施可以用目视检验、测量或计算进行核查。
8.2 护栏的试验
载荷Fmin=300N/m×L逐步地、无冲击地、水平地施加于扶手上。
通过如图6所示水平定位的测偏移表测量沿中心线产生的偏移量(f1,f2)。8.2.1 加载前阶段
如图7所示将载荷Fmin垂直施加于支柱1min后除去护栏载荷,将表重调到零位。
8.2.2 第一次测量
如图7所示施加载荷Fmin 1min。
加载期间测得的偏移量人不应超过30mm。
8.2.3 第二次测量
如图8所示施加载荷Fmin。
加载期间测得的偏移量f2不应超过30mm。
卸载后,应没有残余变形。
GB 17888.3—1999
国家质量技术监督局1999—10—18批准 2000—10—01实施
前言
本标准在技术内容方面等效采用ISO/DIS 14122—3:1996制定的。它们的主要差别有以下两点:
1.对ISO/DIS 14122—3中的引言结合国内情况进行了改写。
2.在ISO/DIS 14122—3的“引用标准”一章中列出了17个欧洲标准或标准草案,而这些引用标准在标准的技术内容中绝大部分都没有提到,因此,在本标准的引用标准中只列出了在标准正文中提到的几个对应的国家标准,其余全部删除。
本标准是进入机器和工业设备的固定设施系列标准的第3部分。该系列标准共由四个标准构成,其余三个标准分别是:
第1部分:进入两级平面之间的固定设施的选择。
第2部分:工作平台和通道。
第4部分:固定式直梯。
本标准由国家机械工业局提出。
本标准由全国机械安全标准化技术委员会归口。
本标准负责起草单位:机械科学研究院。参加起草单位:吉林省劳动保护科学研究所,中国标准化与信息分类编码研究所。
本标准主要起草人:马贤智、石俊伟、肖建民、张铭续、李勤、隰永才、肖维。
ISO前言
本标准是由CEN/TC 114第17工作组制定的。是《机械安全进入机器和工业设备的固定设施》标准的第3部分。该标准的几个部分是:第1部分:进入两级平面之间的固定设施的选择。
第2部分:工作平台和通道。
第3部分:楼梯、阶梯和护栏。
第4部分:固定式直梯。
使用非金属材料(木材、复合材料等)不改变本标准的应用。
0 引言
本标准是对GB/T 15706.2—1995的6.2.4“安全进入机械的设施”中所提出的有关基本安全要求的进一步细化。
1 范围
本标准规定了适用于直梯段楼梯和阶梯的安全要求和预防设施。楼梯和阶梯的定义见
GB 17888.1。
本标准对护栏、楼梯、阶梯、平台、工作平台、通道和进入机器和工业设备的场所都提出了要求。
本标准不适用于公众可以进入的场所。
2 引用标准
下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T 15706.1—1995 机械安全基本概念与设计通则第1部分:基本术语、方法学
GB/T 15706.2—1995 机械安全基本概念与设计通则第2部分:技术原则与规范
GB 17888.1—1999 机械安全进入机器和工业设备的固定设施第1部分:进入两级平面之间的固定设施
GB 17888.2—1999 机械安全进入机器和工业设备的固定设施第2部分:工作平台和通道
GB 17888.4—1999 机械安全进入机器和工业设备的固定设施第4部分:固定式直梯
3 定义
本标准使用下列定义。
3.1 楼梯和阶梯 stairway and step ladder
可以步行通过的一系列不同高度的连续的水平面(踏板或梯段平台)。其构成要素如图1所示,并在3.1.1~3.1.4中给出解释。
3.1.1 上升高度 climbing height
基面和梯段平台之间的垂直距离(图1中的H)。
3.1.2 梯段 flight
两个梯段平台之间不间断的部分。
3.1.3 级距 going
两个相邻踏板的突沿之间的水平距离(图1中g)。
3.1.4 净空高度 headroom
除去斜线以上全部障碍(如梁、管道等)后的最小垂直距离(图1中e)。3.1.5 梯段平台 landing
位于一个梯段末端的水平的休息平面(图1中的p)。
3.1.6搭接部分overlap
可以水平伸出的遮盖前一平面的踏板部分(图1中的r)。
3,1.7 楼梯或阶梯的坡度 pitch of the stairway or stepladder 斜线与其在水平面上投影间的夹角(图1中的a)。
3.1.8 竖板高度 riser height
两个相邻踏板表面之间的垂直距离(图1中的h)。
3.1.9 踏板 step
步行上、下楼梯或阶梯时在其上行走的水平表面。
3.1.10 踏板突沿 step nosing
踏板前面的顶边。
3.1.11 直梯段楼梯 straight flight stairway
上升线是直线的楼梯。
3.1.12 楼梯斜梁 stringer
支撑踏板的侧面框架构件。
3.1.13 宽度 width
踏板两侧边之间的距离(图1中的l)。
3.2 护栏 guard-rails
防止偶然跌落或偶然进入危险区的装置。它可以装于楼梯、阶梯或梯段平台、操作平台,也可以装于通道。护栏的典型零件如图2所示,并在3.2.1~3.2.5中定义。
3.2.1 扶手 handrail
预定用手抓住支撑身体的顶部构件。它可单独使用或作为护栏的上部零件(图2中的①)。
3.2.2 横杆 kneerail
与扶手平行安装的护栏构件,能够对身体的通过提供额外的防护(图2中的②)。
3.2.3 支柱 stanchion
将护栏固定于操作平台、楼梯等的护栏垂直结构构件(图2中的④)。护栏的其他构件(扶手、横杆、档板)被固定于该构件。
3.2.4 自关门 self closing gate
容易打开的护栏部分。当该门不是由一个人使其保持打开状态时,它会借助重力或弹簧等自动关闭。
3.2.5 踢脚板 toe—plate
为避免物体由地板平面下落而设置的护栏下部的实体零件(图2中的③)。
4 有关材料和尺寸的一般要求和/或措施
4.1 各构件的材料、尺寸和构造模式的选择应满足本标准的安全要求。
4.2 使用的材料性能或经处理后应能耐环境引起的腐蚀。
4.3 可能与使用者接触的某些部分应设计得不会产生伤害或阻滞(如避免尖角、焊接毛刺、粗糙的边缘等)。
4.4 各踏板和梯段平台应具有良好的防滑性能。
4.5 打开或关闭活动部分(门),应不会对使用者或附近的其他人产生进一步危险(例如剪切或偶然坠落)。
4.6 为了保证安全,装配用的附件、铰链、支座、支承件和安装件都应有足够的刚度和稳定性。
4.7 踏板和构架尺寸的设计应使它们能承受预期的载荷。
4.8 在工业领域内使用的构架负荷,可以在1500N/m2 (偶然通过或无负载通过)到4000N/m2(频繁通过或有负载通过)之间选取。
4.9 各踏板的突沿处应能承受1500N的载荷,如果宽度1,该载荷作用在100mm×100mm面积上;如果宽度1≥1200mm,在每对称的600mm处加载荷1500N。
4.10 构架和踏板的挠度应不超过跨距的1/300。
5 楼梯的安全要求和/或设施
5.1 级距g和竖板高度A应满足下式:
600≤g+2h≤660
注:α在30°~38°之间。
5.2 踏板的搭接部分r应不小于10mm。
5.3 在同一梯段上竖板高度应一致。在起始平面和第1级踏板间不能遵守这一高度的情况下,最多可以减少15%。如果经证明是合理的,这一高度也可以增加,例如在某些可移动机器的情况下。
5.4 最上一级踏板应与梯段平台为同一水平面(见图3)。
5.5 净空高度e至少应为2300mm。
5.6 对于单人通过的楼梯,其两斜梁或护栏之间的净宽至少应为600mm,最好为800mm。
5.7 当楼梯频繁地承受几个人同时交叉通过时,该宽度应增加到1200mm。当楼梯可以用作人员的撤离路线时,采用这种宽度是必要的。
5,8 一个梯段的上升高度H一般不宜超过3m。在特殊情况下,这一高度也不应超过4m。否则,在连续到达另一梯段之前,需要增加一梯段平台。梯段平台的长度至少应为800mm,并大于或等于楼梯的宽度。
6 阶梯的安全要求和/或设施
6.1 竖板的最大高度人应为250mm,最小级距g应为100mm。
6.2 两斜梁或护栏之间的净宽应在500~800mm之间,最好为600mm。6.3 当机器周围或工业设备中没有充分的空间而不可能采用这些数值时,也可以采用其他数值。在这种情况下,为了保证使用安全,应提供附加安全设施(例如使踏板的突沿不打滑)。
6.4 在同一梯段,竖板的高度应一致。在起始平面和第1级踏板之间不可能遵守这一高度的情况下,该高度可以减小。如果经证明合理,起始平面和第l级踏板之间的高度可以增加,例如在某些可移动机器的情况下。
6.5 净空高度e至少应为2 300mm。
6.6 一个梯段的上升高度打不应超过3m。若超过这一高度,在到达另一梯段之前需要增加梯段平台。梯段平台的长度至少应在600mm且不大于阶梯宽度。
7 护栏的安全要求和/或设施
7.1 水平护栏(见图4)
7.1.1 只要存在坠落风险就应提供护栏。
7.1.2 当可能坠落的高度超过500mm时,应安装护栏。
7.1.3 如果操作平台和机器构架或墙壁之间的间距小于200mm并且构架的防护等效于护栏时,不需要设护栏。但是,当操作平台和相邻的构架之间的间距大于30mm时,要有踢脚板。
7.1.4 扶手的最小高度应为1100mm。
7.1.5 护栏至少应包括一根中间横杆或某种其他等效防护。扶手和横杆及横杆与踢脚板之间的自由空间不应超过500mm。
7.1.6 当用立杆代替横杆时,各立杆之间的水平间距最大为180mm。7.1.7 最小高度为100mm的踢脚板应安置得离基面不大于10mm。7.1.8 各支柱轴线间距离应限制在1500mm内。如果超过这一距离,应特别注意支柱的固定强度和固定的装置。
7.1.9 在中断扶手的情况下,两段护栏间最大净间距不应超过120mm。如有一个大开口,应采用自关门。
7.1.10 自关门应具有和护栏的扶手与横杆同样高度的扶手和横杆(对于梯子的出口段,见GB 17888.4)。
7.2 楼梯和阶梯的护栏(见图5)。
7.2.1 楼梯至少应包含一个扶手。宽度大于或等于1200mm的楼梯及所有阶梯均应有两个扶手。
7.2.2 当楼梯的上升高度超过500mm并且斜梁外侧有大于200mm的横向间距时,在其侧边应附加护栏。
7.2.3 扶手的垂直高度至少应为900mm。为了保证安全抓握,扶手的直径应为25~50mm之间的圆形截面或便于用手抓握的等效截面。
7.2.4 护栏至少应包括一根横杆或某一等效装置。扶手和横杆之间以及横杆和斜梁之间的净间距不应超过500mm。
7.2.5 除安装固定支撑的下端面以外,在扶手长度方面上,扶手的100mm距离内没有障碍。
7.3 强度判据
护栏应支撑得沿扶手最不利处施加大于或等于Fmin。的横向载荷而没有永久变形,并且最大挠度不超过30mm。
Fmin=300N/m ×L
——上是相邻两支柱轴线间最大距离(图6中的L,单位m)。
8 安全要求和/或设施的检验
8.1 总则
规定的设施可以用目视检验、测量或计算进行核查。
8.2 护栏的试验
载荷Fmin=300N/m×L逐步地、无冲击地、水平地施加于扶手上。
通过如图6所示水平定位的测偏移表测量沿中心线产生的偏移量(f1,f2)。8.2.1 加载前阶段
如图7所示将载荷Fmin垂直施加于支柱1min后除去护栏载荷,将表重调到零位。
8.2.2 第一次测量
如图7所示施加载荷Fmin 1min。
加载期间测得的偏移量人不应超过30mm。8.2.3 第二次测量
如图8所示施加载荷Fmin。
加载期间测得的偏移量f2不应超过30mm。
卸载后,应没有残余变形。
马铃薯淀粉标准GB8884-2007及其中包含新检测标准注释 罗尚桃|创建时间:2011年03月01日 09:59|浏览:511|评论:0 标签:马铃薯淀粉淀粉标准GB8884 申明:本文仅对标准引用新的检测方法进行更新注解。 前言 本标准是对GB8884-88《食用马铃薯淀粉》的修订。 本标准修订时参考欧洲及国际上具行业代表性的马铃薯淀粉生产型、应用型企业的企业执行标准。 本标准与GB8884—88相比主要修改如下: 一、增加了检测内容 ——根据国际通用标准,增加了pH值指标、电导率指标; ——根据食品安全卫生要求及国际惯例,增加了微生物指标。 二、修订了检测指标 ——水分含量:优级品由≤18%改为18%—20%; ——白度:优级品由≥94%改为≥92%,一级品由≥89%改为≥90%,合格品由≥84%改为≥88%; ——斑点:一级品由≤7.0个/cm2,改为≤5.0个/cm2; ——细度:优级品由≥99.60%改为≥99.90%; ——二氧化硫:由≤30ppm,改为优级品≤10mg/kg、一级品≤15mg/kg、合格品≤20mg/kg;
——砷:由≤0.5%,改为≤0.3%; ——铅:由≤1.0%,改为≤0.5%。 三、规范了检测方法 ——粘度:将原标准应用的恩氏粘度,改为国际通用的布拉班德粘度BU;为综合体现酸碱度,将原“酸度”指标删除,改用“pH值”; 本标准自实施之日起,GB/T 8884-1998同时废止。 本标准的附录A、附录B均为规范性附录,附录C为资料性附录。 本标准由中国商业联合会提出并归口。 本标准起草单位:中国淀粉工业协会、内蒙古奈伦农业科技股份有限公司、江南大学。 本标准主要起草人:顾正彪、周庆锋、吕春林、师学良、洪雁。 马铃薯淀粉 1范围 本标准规定了马铃薯淀粉的技术要求、检验规则和方法、验收规则、以及标志、包装、运输、贮存。 本标准适用于以马铃薯为原料(原料需符合食用标准)而生产的食用淀粉。 2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 GB191 包装储运图示标志 GB/T2713 淀粉制品卫生标准 GB4789.2 食品卫生微生物学检验菌落总数测定 GB4789.3 食品卫生微生物学检验大肠菌群测定
酱香型白酒传统工艺综述 酱香型白酒是独特的工艺白酒,生产工艺分制曲、制酒、贮存、勾兑、检验、包装六部分。其传统工艺总结为端午踩曲,重阳投料,一年一个生产周期,其间九次蒸煮,八次发酵,七次取酒,经分型贮放,勾兑贮放,五年后包装出厂。其工艺特点为:两次投料,固态发酵,高温制曲,高温堆积,高温摘酒,而形成酱香型白酒独特的酿造风格,现将酱香型白酒传统工艺综述如下: 第一部分原料 酱香型白酒以小麦制曲。小麦感官要求:颗粒坚实,饱满,均匀,呈金黄色,皮薄,无霉变。理化指标:水分≤13.0%,淀粉≥60%,干粒重≥38.0g/千粒,不完善粒≤4.0%,夹杂物≤1.0%。 高粱为制酒原料。高粱为红褐色,不带清白色,颗粒坚实,饱满,均匀,无霉变,无污染,断面呈玻璃状。以茅台本地“红缨子”糯高粱为例,其颗粒较小、皮厚、扁圆结实,干燥耐蒸煮、耐翻拌,其水分<13%,蛋白质>12%,干粒重>35g/1000粒,淀粉含量>60%,其中支链淀粉含量远远高于普通高粱,占总淀粉的99%。其吸水量低,耐蒸煮,不易糊化,这些条件满足了酱香型白酒逐步糊化,多次蒸煮、翻拌、发酵的需要。 第二部分制曲工艺 制曲技术是我国特有的一份民族遗产。曲的种类较多,按其形状和原料可分为大曲、小曲、麸曲。 大曲可分为三类:按大曲的品温可分为高温大曲、中温大曲和低温大曲;按工艺可分为传统大曲、接种的强化大曲和纯种大曲;按所作用原料生产的产品可分为酱香型大曲、浓香型大曲、清香型大曲、兼香型大曲。 酱香型酒曲是独特的高温大曲,以小麦为原料。其生产工艺流程如下:
酱香型白酒大曲具有以下几方面特点: (1)生料制作、开放制作 生料制作是酱香型白酒大曲培养和产品质量的关键所在,小麦自身所带的菌及环境微生物在制作时共同作用,由此而部分形成酱香型白酒生产的产香、产酒功能菌和酱香型白酒香气、香味的前驱物质。 开放式制曲有别于其他曲种的制作,开放式制曲最大限度地网络了环境中的微生物,以增加大曲培养过程中微生物的总量。 (2)堆积升温、自然培养、季节性强 酱香型白酒大曲的生产季节性强,伏天踩曲。夏季气温高、湿度大、空气中的微生物种类、数量多又活跃,有利于微生物的生长繁殖,对于高温大曲极为有利。 酱香型白酒大曲培养的条件是自然的过程,特别是培养过程中温度的变化也纯属自然控制。曲房采取活页木窗和小青瓦顶自然通风,曲块堆积时采用横三竖三的形式交错堆积,这种堆积形式易排潮也易保温。以曲块间加稻草调节温、湿度,以四周及顶部加盖稻草保湿、保温。在大曲培养期间品温达到60℃以上时,进行第一次翻仓,一周后再进行第二次翻仓,以降低品温并使曲块发酵均匀。(3)高温制曲、培养周期长 高温制曲是酱香型白酒生产的重要工序。酱香型白酒大曲培养品温高、培养时间长,曲砖要经过40天品温高达60℃以上的培养。拆曲将曲块转入干曲仓后,还要存放半年以上,才能投入生产使用。通过存放曲块自然干燥,酶活力降低,曲块香味增加。 (4)成曲黄、白、黑,糖化力低 在制曲生产过程中因曲醅的品温不同,自然形成了黄曲、白曲、黑曲。白曲品温较低,是发酵不彻底时形成的,但其糖化率相对较高;黑曲品温过高,是曲块烧坏而形成,糖化率低并有糊苦味;以黄曲最香,质量最好,所占比例最高,达80%以上。 酱香型白酒的高温大曲有别于中温大曲,中温大曲糖化力高,约700~1000葡萄糖mg/35℃.h.g,而高温大曲的糖化力低约100-300葡萄糖mg/35℃.h.g,但蛋白质分解率相对较高。 第三部分制酒工艺 制酒生产工艺是酱香型白酒传统工艺最重要的部分。全年两次投料,多轮次高温堆积发酵、窖内发酵,高温接酒。酱香型白酒生产工艺流程如下: 制酒生产具有以下特点:
食用豌豆淀粉 1 范围 本标准规定了食用豌豆淀粉的产品分类、技术要求、试验方法、检验规则、标志、包装、运输及贮存。 本标准适用于以外购豌豆淀粉为原料,经分装而成的食用豌豆淀粉。 2 规范性引用文件 下列文件对于本文件的应用是必不可少的。凡注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本适用于本文件。 GB/T 191 包装储运图示标志 GB 2760 食品安全国家标准食品添加剂使用标准 GB 2762 食品安全国家标准食品中污染物限量 GB 4789.1 食品安全国家标准食品微生物学检验总则 GB 4789.2 食品安全国家标准食品微生物学检验菌落总数测定 GB 4789.3 食品安全国家标准食品微生物学检验大肠菌群计数 GB 4789.15 食品安全国家标准食品微生物学检验霉菌和酵母计数 GB 5009.3 食品安全国家标准食品中水分的测定 GB 5009.4 食品安全国家标准食品中灰分的测定 GB 5009.5 食品安全国家标准食品中蛋白质的测定 GB 5009.6 食品安全国家标准食品中脂肪的测定 GB 5009.12 食品安全国家标准食品中铅的测定 GB/T 5490 粮食检验一般规则 GB 5491 粮食、油料检验扦样、分析法 GB/T 5492 粮油检验粮食、油料的色泽、气味、口味鉴定 GB 7718 食品安全国家标准预包装食品标签通则 GB/T 8884 马铃薯淀粉 GB 9683 复合食品包装袋卫生标准 GB/T 22427.4 淀粉斑点测定 GB/T 22427.5 淀粉细度测定 GB/T 22427.6 淀粉白度测定 GB/T 22427.13 淀粉及其衍生物二氧化硫含量的测定 GB 28050 食品安全国家标准预包装食品营养标签通则 GB 31637 食品安全国家标准食用淀粉 Q/DFK0001S-2018 豆类淀粉 JJF 1070 定量包装商品净含量计量检验规则 国家质量监督检验检疫总局令第75号《定量包装商品计量监督管理办法》 国家质量监督检验检疫总局令第123号《食品标识管理规定》 3 技术要求 3.1 原料 豌豆淀粉:应符合Q/DFK0001S-2018的规定。
酱香型白酒与浓香型白酒的区别 1、好白酒都幽香回甘,有甜味是劣酒。 2、名酒的特征之一就是喝下去要是热一条线。 3、即便是合格的好酒 中国白酒不同香型是不能比较优劣的 酱香为啥贵—— 1、高温曲,高温发酵——发酵过程复杂,比中温的浓香和低温的清香更难控制,生产周期相对要长。 2、清香和浓香型的出酒率大概是3-4:15:1。 3、酱香白酒正式灌装出厂前一般要经过5年以上的储藏时间。 酱香酒的勾兑必须是用原浆酒勾兑原浆酒 的不用水降度,也不用其它任何添加剂,由此可见它的货真价实和原汁原味了。“纯粮酿造 原料品质完全符合国家绿色食品、有机食品的相关规定标准。酱香酒“2987”工程,两次投料、九次蒸煮、八次发酵、七次取酒,用当地优质高梁为原料,严格按照节气,端午采曲、重阳投料。基酒生产周期长达一年。勾调时用不同批次,不同年份的酒来调味,以使酒体更加饱满。与其他香型的白酒相比,用曲量是其他香型白酒的4倍多 物就比普通的白酒高出3—4倍,而这些酚类化合物即是增进人体健康的有益成份。正因为如此,酱香型酒相比较于其他香型的白酒,更具有无可比拟的卓越品质。酱香酒的浓度53度加减1度,是酒精和水缔合最牢固的浓度,而国内国外的其他香型白酒,包括白兰地、威 67度左右,需要过加水来降低酒精的浓度。不仅在酒精和水的缔合上不如酱香酒,而且使酒体添加了外来物质,直接影响到酒的内在品 ,这在所有国内外蒸馏酒中是独一无二的”。酱香酒只能采用传统工艺、且必须以粮食为原料才能酿造,从酿酒源头上有效地控制和保障了酱香酒的绿色、有机、健康的内在品质。在品牌众多、假酒时有出现的今天,酱香型白酒的工艺和品质特点使人对其更有信赖感。据医学界专家多年研究的结果表明,酱香型白酒确有抑制肝癌、保健肠胃、活血化瘀、缓解风湿关节疼的功效。研究人员跟踪观察发现,常年坚持适量饮用酱香型白酒的人,上述症状明显逐年减轻,有的还在不经意间全然康复。酱香型白酒的健康特质显而易见,与当代消费理念相契合,消费群体的有增无减肯定是个趋势, 场趋势也正被白酒业所承认和接受。
迎客松淀粉制品(粉丝、粉条、粉皮) 1范围 本标准规定了迎客松粉丝、粉条、粉皮的产品分类、技术要求、试验方法、检验规则、标志、包装、运输及贮存。 本标准适用于以散装的粉丝、粉条、粉皮(片粉)为原料,经筛选、整理、分装等工序制成的迎客松淀粉制品(粉丝、粉条、粉皮)。 2规范性引用文件 下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本标准。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。 GB/T 191 包装储运图示标志 GB 2713 食品安全国家标准淀粉制品 GB 2760 食品安全国家标准食品添加剂使用标准 GB 2762 食品安全国家标准食品中污染物限量 GB 5009.3 食品安全国家标准食品中水分的测定 GB 5009.4 食品安全国家标准食品中灰分的测定 GB 5009.9 食品安全国家标准食品中淀粉的测定 GB 5009.12 食品安全国家标准食品中铅的测定 GB 5009.34 食品安全国家标准食品中二氧化硫的测定 GB 7718 食品安全国家标准预包装食品标签通则 GB 9683 复合食品包装袋卫生标准 GB 14881 食品安全国家标准食品生产通用卫生规范 GB/T 23587 粉条 Q/HGS0001S-2014 梓潼片粉 JJF 1070 定量包装商品净含量计量检验规则 国家质量监督检验检疫总局令第75号《定量包装商品计量监督管理办法》 国家质量监督检验检疫总局令第123号《食品标识管理规定》 3 产品分类 根据产品形状的不同分为粉丝、粉条、粉皮(片),按照原料不同分为蕨根粉条(丝、片)、蔬菜粉条(丝、片)、红薯粉条(丝、片)、马铃薯粉条(丝、片)。 4 技术要求 4.1 原料要求 4.1.1 马铃薯粉条(丝、片)、红薯粉条(丝、片):应符合GB/T 23587 的规定。 4.1.2 蔬菜粉条(丝、片)、蕨根粉条(丝、片):应符合Q/HGS0001S-2014的规定。 4.2 感官要求 应符合表1的规定。
马铃薯淀粉标准 SANY标准化小组 #QS8QHH-HHGX8Q8-GNHHJ8-HHMHGN#
马铃薯淀粉标准GB8884-2007及其中包含新检测标准注释 申明:本文仅对标准引用新的检测方法进行更新注解。 ? 前言 本标准是对GB8884-88《食用马铃薯淀粉》的修订。 本标准修订时参考欧洲及国际上具行业代表性的马铃薯淀粉生产型、应用型企业的企业执行标准。 本标准与GB8884—88相比主要修改如下: 一、增加了检测内容 ——根据国际通用标准,增加了pH值指标、电导率指标; ——根据食品安全卫生要求及国际惯例,增加了微生物指标。 二、修订了检测指标 ——水分含量:优级品由≤18%改为18%—20%; ——白度:优级品由≥94%改为≥92%,一级品由≥89%改为≥90%,合格品由≥84%改为≥88%; ——斑点:一级品由≤7.0个/cm2,改为≤5.0个/cm2; ——细度:优级品由≥99.60%改为≥99.90%;
——二氧化硫:由≤30ppm,改为优级品≤10mg/kg、一级品≤15mg/kg、合格品≤ 20mg/kg; ——砷:由≤0.5%,改为≤0.3%; ——铅:由≤1.0%,改为≤0.5%。 三、规范了检测方法 ——粘度:将原标准应用的恩氏粘度,改为国际通用的布拉班德粘度BU;为综合体现酸碱度,将原“酸度”指标删除,改用“pH值”; 本标准自实施之日起,GB/T 8884-1998同时废止。 本标准的附录A、附录B均为规范性附录,附录C为资料性附录。 本标准由中国商业联合会提出并归口。 本标准起草单位:中国淀粉工业协会、内蒙古奈伦农业科技股份有限公司、江南大学。 本标准主要起草人:顾正彪、周庆锋、吕春林、师学良、洪雁。 马铃薯淀粉 1范围 本标准规定了马铃薯淀粉的技术要求、检验规则和方法、验收规则、以及标志、包装、运输、贮存。 本标准适用于以马铃薯为原料(原料需符合食用标准)而生产的食用淀粉。 2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 GB191包装储运图示标志 GB/T2713淀粉制品卫生标准
《酱香型白酒》国家标准(征求意见稿)编制说明 一、工作情况简介 为了维护酱香型传统优质白酒产业的主导地位,规范酱香型白酒产业,提高酱香型白酒的产品质量,引导和促进酱香型白酒生产企业的健康发展。2007年我院(国家酒类及饮料质量监督检验中心)向国标委提出了制定《酱香型白酒国家标准》的计划。今年初,国家标准委下达《2007年第7批国家标准制修订计划》,由我院承担酱香型白酒国家标准的起草任务。今年5月我院发函征集有关单位和骨干企业参与起草标准工作。在6月13日召开了第一次标准起草工作会议,省内外企业、协会、院校、酿酒杂志的21位专家,参加了会议。在会上各位专家踊跃发表见解,通过讨论和商议形成了酱香型白酒国家标准的制定原则和工作计划。原则就是:总结、继承和发扬酱香型白酒的传统工艺,保留传统酱香型白酒独特风格和技术创新;充分的调查、分析现有酱香型白酒生产企业现状,在摸清生产工艺、产品特性的基础上,求大同存小异,按国家标准的制定程序和步骤,制定出体现酱香型白酒特征风格的标准,从工艺、口感和理化指标上定义酱香型白酒、界定酱香型酒档次。通过广泛检索国内、外相关技术标准和法规,特别是国际标准、国外先进标准和强制性、限制性的法规规定,制订出的酱香型白酒标准要符合国内、国际相关法规的规定。 根据专家的意见,我院制定了调研计划,于6月22-27日组织技术人员到贵州茅台酒厂、习酒厂、四川郎酒厂、仁怀金士利酒厂、仁怀中心酒厂等,了解不同规模、不同工艺企业基本情况。通过调研活动进一步明确了下一步的工作计划。一是做一次较全面的基础调研,包括:企业规模、产量、产值利税、人员等基本情况的调查;以及企业使用原料、曲药、生产工艺、酿酒设备等情况调查。二是组织一次感官品评活动,全面深入了解酱香型白酒的质量状况。三是抽取或购买一定数量典型样品进行理化指标检验,包括常规理化及有益成分含氮化合物(吡嗪含量)指标、己酸乙酯、醛类总量等指标,期望能提出有代表性的特征特性指标。四是专人负责对国内外相关标准、法规的检索、查询。经商议并向省局有关领导汇报,确定了起草组成员单位:本院及贵州茅台酒厂股份有限责任公司、四川郎酒集团有限责任公司、贵州茅台集团习酒公司,明确了起草组成员及各成员的分工。具体工作情况: 1、调查和取样工作 今年7月至8月上旬,有针对性的集中调查了贵州、四川、湖南三省28家企业的基本情况、基础工艺情况。其中,分别有代表性的选取了酱香型白酒的大型企业、中型企业和小型企业。 1.1企业基本情况
马铃薯淀粉生产工艺及马铃薯淀粉设备介绍 关键词:马铃薯淀粉设备马铃薯加工设备土豆淀粉2018.8.2 一、原材料概况: 马铃薯块茎呈鹅卵石状,不同品种,其块茎数量及粗细差异很大。马铃薯块茎含淀粉量高,而含蛋白质、脂肪少,淀粉含量为15~25%。马铃薯淀粉的一些独特性能是其它淀粉无法代替的,所以广泛应用于食品工业。 二、工艺流程: 马铃薯-水力输送-清洗输送-二级清洗-清洗去石提升-粉碎、分离(曲网挤压型制粉机)-除砂-浓缩精制-真空脱水-气流干燥-成品包装 三、工艺介绍:下面以固德威薯业机械的马铃薯淀粉生产工艺流程及设备为例做简单介绍: 1、清洗工艺及设备 主要是清除物料外表皮层沾带的泥沙, 并洗除去物料块根的表皮,去石清洗机是要去除物料中的硬质杂。对作为生产淀粉的原料进行清洗, 是保证淀粉质量的基础,清洗的越净,淀粉的质量
就越好。输送是将物料传递至下一工序,往往输送的同时也有清洗功能。常用的输送、清洗、去石设备有:水力流槽、螺旋清洗机、斜鼠笼式清洗机、浆叶式清洗机、去石上料清洗机、(平)鼠笼式清洗机、转筒式清洗机、刮板输送机等。根据土壤和物料特性可选择其中的一些进行组合,达到清洗净度高,输送方便的要求。 2、原料粉碎及设备 粉碎的目的就是破坏物料的组织结构,使微小的淀粉颗粒能够顺利地从块根中解体分离出来。粉碎的要求在于: 1. 尽可能的使物料的细胞破裂,释放出更多的游离淀粉颗粒; 2. 易于分离。并不希望皮渣过细,皮渣过细不利于淀粉与其他成份分离,又增加了分离细渣的难度。固得威薯业国内外领先的分拣式粉碎。经第一级刨丝粉碎后的物料立即进行过滤,减小阻滞性,不符合要求的物料才进行第二次粉碎,达到要求不再粉碎,从而使细度均匀,降低动力,并且粉碎细度具有可控性,可根据物料性质不同进行调整,是目前淀粉加工中理想的粉碎方式。 3、筛分工艺及设备 淀粉提取,也称为浆渣分离或分离,是淀粉加工中的关键环节,直接影响到淀粉提取率和淀粉质量。粉碎后的物料是细小的纤维,体积大于淀粉颗粒,膨胀系数也大于淀粉颗粒,比重又轻于淀粉颗粒, 将粉碎后的物料,以水为介质,使淀粉和纤维分离开来。固得威薯业采用充分淘洗--无压渗滤—挤压依次多级循环的工艺(国家专利).充分淘洗使淀粉从纤维上游离出来;无压渗滤使浆水通过筛网孔而细渣留在网上;挤干使纤维中含的淀粉浆水进一步滤出,可以用较小的动力和快捷过程完成淀粉的提取。 4、洗涤工艺及设备 淀粉的洗涤和浓缩是依靠淀粉旋流器来完成的,旋流器分为浓缩旋流器和洗涤精制旋流器。通过筛分以后的淀粉浆先经过浓缩旋流器,底流进入洗涤精制旋流器,最后达到产品质量要求。
各种香型白酒的主要国标数据 1、GBT20823-2007特香型白酒: 高度酒理化要求:(41—68度) 香气:且浓、清、酱三香,但匀不露头,复合香气。 总酸(以乙酸计)/(g/L):优级≥、一级≥。 总酯(以乙酸乙酯计)/(g/L):优级≥2、一级≥。丙酸乙酯/(mg/L):优级≥20、一级≥15。 低度酒理化要求:(18—40度) 香气:且浓、清、酱三香,但匀不露头,复合香气。 总酸(以乙酸计)/(g/L):优级≥、一级≥。 总酯(以乙酸乙酯计)/(g/L):优级≥、一级≥。丙酸乙酯/(mg/L):优级≥15、一级≥10。 2.浓香型白酒: 高度酒理化要求:(41—68度) 香气:浓郁的已酸乙酯为主体的复合香气。 总酸(以乙酸计)/(g/L):优级≥、一级≥。 总酯(以乙酸乙酯计)/(g/L):优级≥2、一级≥。已酸乙酯/(g/L):优级~、一级~。 低度酒理化要求:(25—40度) 香气:浓郁的已酸乙酯为主体的复合香气。 总酸(以乙酸计)/(g/L):优级≥、一级≥。
总酯(以乙酸乙酯计)/(g/L):优级≥、一级≥1。 已酸乙酯/(g/L):优级~、一级~。 3.清香型白酒: 高度酒理化要求:(41—68度) 香气:香气纯正,具有乙酸乙酯为主体的优雅.谐调的复合香气。总酸(以乙酸计)/(g/L):优级≥、一级≥。 总酯(以乙酸乙酯计)/(g/L):优级≥1、一级≥。 乙酸乙酯/(g/L):优级~、一级~。 低度酒理化要求:(25—40度) 香气:香气纯正,具有乙酸乙酯为主体的优雅.谐调的复合香气。总酸(以乙酸计)/(g/L):优级≥、一级≥。 总酯(以乙酸乙酯计)/(g/L):优级≥、一级≥。 乙酸乙酯/(g/L):优级~、一级~。 4.米香型白酒: 高度酒理化要求:(41—68度) 香气:米香纯正、清雅。 总酸(以乙酸计)/(g/L):优级≥、一级≥。 总酯(以乙酸乙酯计)/(g/L):优级≥、一级≥。 乳酸乙酯/(g/L):优级≥、一级≥。 B-苯乙醇/(mg/L):优级≥30、一级≥20。 低度酒理化要求:(25—40度) 香气:米香纯正、清雅。
ICS点击此处添加ICS号 点击此处添加中国标准文献分类号DBS45 广西壮族自治区地方标准 DBS 45/013—2014 食品安全地方标准 黑凉粉(干粉)
前言 本标准按GB/T 1.1—2009的格式编写。 本标准由广西壮族自治区卫生和计划生育员委会提出。 本标准起草单位:广西壮族自治区疾病预防控制中心。 本标准起草人:甘宾宾、李彬、刘展华、唐振柱、李秀桂、蒋玉艳、吕素玲、蒙浩洋、钟延旭、吴祖军、廖艳华、雷宁生。
黑凉粉(干粉) 1 范围 本标准规定了黑凉粉的术语和定义、要求、食品添加剂、生产加工过程卫生要求、检验方法、检验规则、标签、标志、包装、运输、贮存和保质期。 本标准适用于以凉粉草、食用淀粉为原料,凉粉草经水煮提取、浓缩,加食用淀粉搅拌混合、干燥、粉碎、包装等工艺加工制成的非直接食用的黑凉粉(干粉)。 2 规范性引用文件 下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅所注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。 GB/T 191 包装储运图示标志 GB 2760 食品安全国家标准食品添加剂使用标准 GB 2761 食品安全国家标准食品中真菌毒素限量 GB 2762 食品安全国家标准食品中污染物限量 GB 2763 食品安全国家标准食品中农药最大残留限量 GB 5009.3 食品安全国家标准食品中水分的测定 GB/T 5009.11 食品中总砷及无机砷的测定 GB 5009.12 食品安全国家标准食品中铅的测定 GB 5749 生活饮用水卫生标准 GB 7718 食品安全国家标准预包装食品标签通则 GB/T 8884—2007 马铃薯淀粉 GB 14881 食品安全国家标准食品生产通用卫生规范 GB/T 18979 食品中黄曲霉毒素的测定免疫亲和层析净化高效液相色谱法和荧光光度法 GB 21703 食品安全国家标准乳和乳制品中苯甲酸和山梨酸的测定 GB/T 22427.5 淀粉细度测定 GB 28050 食品安全国家标准预包装食品营养标签通则 GB/T 29343—2012 木薯淀粉 3 术语和定义 下列术语和定义适用于本标准。 3.1 凉粉草 唇形科植物,中文名凉粉草,拉丁名Mesona chinensis Benth,又名仙草、仙人草。
ICS67.040 X 50 DB52 贵州省地方标准 DB52/T 870—2014 酱香型白酒酿酒用水 Water for Jiang-flavor Chinese liquor 2014-01-02发布2014-06-02实施贵州省质量技术监督局发布
DB52/T 870—2014 目次 前言................................................................................II 1 范围 (1) 2 规范性引用文件 (1) 3 术语和定义 (1) 4 水源选择 (1) 5 水质要求 (1) 6 试验方法 (2) I
DB52/T 870—2014 前言 本标准按照GB/T 1.1—2009《标准化工作导则 第1部分:标准的结构和编写》给出的规则起草。 请注意:本文件的某些内容可能涉及专利,本文件的发布机构不承担识别这些专利的责任。 本标准由贵州省产品质量监督检验院提出并归口。 本标准起草单位:贵州省产品质量监督检验院(国家酒类及饮料质量监督检验中心)、贵州茅台酒股份有限公司、贵州茅台酒厂(集团)习酒有限责任公司、贵州大学、贵州省轻工业研究所、贵州珍酒酿酒有限公司、贵州省仁怀市茅台镇国威酒业有限公司、贵州黔酒酒业股份有限公司、贵州中心酿酒集团有限公司、贵州赖永初酒业有限公司、贵州金沙窖酒酒业有限公司、贵州青酒厂、贵州国台酒业有限公司、贵州贵酒股份有限公司。 本标准主要起草人:韩志平、黄卫红、季克良、田志强、吕云怀、钟方达、李凯、胥之霞、李凯、孟望霓、张倩、孙棣、廖妍妍、张方利、赖亚飞、梁明锋。 II
一、发证产品范围及申证单元 实施食品生产许可证管理的淀粉是指以谷类、薯类、豆类为原料,不经过任何化学方法处理,也不改变淀粉内在的物理和化学特性加工制成的食用淀粉,包括谷类淀粉、薯类淀粉和豆类淀粉。 实施食品生产许可证管理的淀粉制品是指以谷类、薯类、豆类或以谷类、豆类、薯类食用淀粉为原料,经清洗、磨碎、分离、和浆、干燥、成型等工序加工制成的淀粉制品,包括粉丝、粉条、粉皮。 淀粉及淀粉制品的申证单元为2个:淀粉,淀粉制品。 在生产许可证上应当注明获证产品名称和申证单元名称。生产许可证有效期为3年,其产品类别编号为:2301。 二、基本生产流程及关键控制环节 (一)基本生产流程。 1.淀粉的基本生产流程 清洗→ 浸泡(鲜薯类除外)→ 磨碎→ 分离→ 脱水→干燥→包装 2.淀粉制品的基本生产流程 清洗→ 浸泡(鲜薯类除外)→ 磨碎→ 分离→ 脱水→和浆→ 成型→ 冷却→ 干燥→ 包装 若直接以食用淀粉为原料,其基本生产流程直接从“和浆”开始。 (二)关键控制环节。 1.淀粉的关键控制环节:
(1)分离;(2)干燥。 2.淀粉制品的关键控制环节: (1)和浆;(2)干燥。 (三)容易出现的质量安全问题。 1.水分超标会造成淀粉发霉变质。 2.淀粉生产过程中,分离效果不好造成蛋白质含量不合格。 3.食品添加剂使用不当,造成二氧化硫残留量超标。 三、必备的生产资源 (一)生产场所。 淀粉及淀粉制品生产企业除必须具备必备的生产环境外,还应有与生产相适应的原料库、生产车间和成品库。 生产企业用于淀粉制品干燥的晾晒场四周应无尘土飞扬及污染源,地面应用水泥或石板等坚硬材料辅砌,平坦、无积水;晾晒物不得直接接触地面。 淀粉分装企业应有与生产相适应的原料库、包装车间、成品库。 (二)必备的生产设备。 1.淀粉 (1)清洗设备,如振洗筛、比重去石机等;(2)浸泡设施(以鲜薯为原料除外),如浸泡罐、浸泡槽等;(3)磨碎设备,如破碎设备、针磨机等;(4)分离设备,如除砂旋流器、分离机等;(5)脱水设施,如离心机等;(6)干燥设施,如干燥机等;(7)包装设备,如包装机等。
2019 年中国酱香型白酒市场分析报告-产业现状与发展前景研究 企业发展咨询首站
- 产业现状与发展目录名称】2019 年中国酱香型白酒市场分析报告 前景研究 【交付方式】Email 电子版/ 特快专递 【报告大纲】 第一章酱香型白酒行业相关基础概述第一节酱香型白酒的定义及分类 一、酱香型白酒的界定 二、酱香型白酒的品鉴 三、酱香型白酒健康特性第二节酱香型白酒行业特点分析 一、市场特点分析 二、行业经济特性 三、行业发展周期分析 四、行业进入风险 五、行业成熟度分析第二章2015-2018 年中国酱香型白酒行业市场发展环境分析第一节中国酱香型白酒行业经济环境分析 一、中国经济运行情况 1、国民经济运行情况GDP 2、消费价格指数CPI 、PPI 3、全国居民收入情况 4、恩格尔系数 5、工业发展形势 6、酿酒工业发展现状 二、经济环境对行业的影响分析第二节中国酱香型白酒行业政策环境分析 一、行业监管环境 1、中国轻工业联合会 2、全国白酒标准化技术委员会 3、国家酒类及饮料质量监督检验中心 二、行业政策分析 1、《白酒生产许可证审查细则》 2、《全国白酒行业纯粮固态发酵白酒行业规范》 3、《关于进一步加强白酒质量安全监督管理工作的通知》 4、酱香型白酒国家标准( GB/T22015-2018 ) 三、政策环境对行业的影响分析第三节中国酱香型白酒行业社会环境分析 一、行业社会环境
4、打击三公消费 5、大众消费崛起 二、社会环境对行业的影响分析 第四节中国酱香型白酒行业技术环境分析 一、酱香型白酒酿造工艺分析 1、酿造工艺流程分析 2、中国酱香型白酒行业新工艺研究 二、地理环境对酱香型白酒品质的影响分析 第三章中国酱香型白酒行业上、下游产业链分析 第一节酱香型白酒行业产业链概述 一、产业链定义 二、酱香型白酒行业产业链 第二节酱香型白酒行业上游 -高粱种植产业发展分析 一、高粱种植产业发展现状 二、高粱种植产业供给分析 三、高粱供给价格分析 四、主要供给企业分析 第三节酱香型白酒行业下游 -消费者消费情况分析 一、居民人均酱香型白酒消费情况 二、酱香型白酒消费者地域分布情况 三、消费升级下的酱香型白酒消费市场 四、酱香型白酒消费者品牌忠诚度分析 第四章国际酱香型白酒行业市场发展分析 第一节 2015-2018 年国际酱香型白酒行业发展现状 一、国际酱香型白酒行业发展现状 二、国际酱香型白酒行业发展规模 第二节 2015-2018 年国际酱香型白酒市场需求研究 一、国际酱香型白酒市场需求特点 二、国际酱香型白酒市场需求结构 三、国际酱香型白酒市场需求规模 第三节 2015-2018 年国际区域酱香型白酒行业研究 一、欧洲 二、美国 三、日韩 第四节 2019-2025 年国际酱香型白酒行业发展展望 一、国际酱香型白酒行业发展趋势 二、国际酱香型白酒行业规模预测 三、国际酱香型白酒行业发展机会 第五章 2015-2018 年中国酱香型白酒行业发展概述 第一节中国酱香型白酒行业发展状况分析 1、 2、 3、 人口环境分析 饮酒文化分析 消费升级分析
Q/TC 红薯淀粉 安徽陈家乐食品有限公司发布
目次 前言................................................................................. II 1 范围 (1) 2 规范性引用文件 (1) 3 要求 (1) 4 检验方法 (2) 5 检验规则 (3) 6 标签、标志、包装、运输和贮存 (3)
前言 本标准产品为红薯淀粉。因目前该产品尚无国家标准和行业标准,特编制本企业标准作为企业生产和出厂检验的技术依据。 本标准根据红薯淀粉的特征和使用特性编制,其技术要求参照GB/T 8885-2008、GB/T 8884-2007等国家标准的相关规定制定。 本标准自2014年9月1日发布,从2014年9月15日起所生产的产品必须符合本标准的规定。 本标准由安徽陈家乐食品有限公司提出并起草。 本标准主要起草人:陈正华
红薯淀粉 1 范围 本标准规定了红薯淀粉的要求、检验方法、检验规则、标签、标志、包装、运输和贮存等要求。本标准适用于以红薯为原料(原料应符合食用标准)而生产的食用淀粉。 2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。GB/T 191 包装储运图示标志 GB/T 4789.3 食品卫生微生物学检验大肠菌群测定 GB/T 4789.15 食品卫生微生物学检验霉菌和酵母计数 GB/T 5009.11 食品中总砷及无机砷的测定 GB/T 5009.12 食品中铅的测定 GB/T 5009.53—2003 淀粉类制品卫生标准的分析方法 GB 7718 预包装食品标签通则 GB/T 12086 淀粉灰分测定方法 GB/T 12087 淀粉水分测定方法烘箱法 GB/T 12095 淀粉斑点测定方法 GB/T 12096—1989 淀粉细度测定方法 GB/T 12097—1989 淀粉白度测定方法 GB/T 8885—2008 食用玉米淀粉 GB/T 8884—2007 马铃薯淀粉 3 技术要求 3.1 原料和辅料 3.1.1 红薯:新鲜、完整、无腐烂、无霉变、无病虫害。 3.1.2 生产用水:应符合GB5749的规定。 3.2 感官要求 应符合表1规定。
1 ICS 67.060 备案号: DB52 酱香型白酒 贵州省质量技术监督局 发布
DB52/526-2007 前言 本标准第5章和8.1条为强制性条款,其余为推荐性条款。 本标准由贵州省产品质量检验检测院(国家酒类及饮料质量监督检验中心)提出并归口。 本标准由贵州省质量技术监督局批准。 本标准由贵州由贵州省产品质量检验检测院(国家酒类及饮料质量监督检验中心)负责起草;贵州省标准化协会、贵州省食品工业协会、贵州大学、贵州茅台集团习酒有限责任公司、贵州金沙窖酒厂、贵州青酒厂参与起草。 本标准主要起草人:田志强、寻思颖、罗薇、杨黎、吴天祥、王遵、钟平、吕相芬、都浦均、郑雨秋、黄卫红、张倩、董剑。 I
酱香型白酒 1 范围 本标准规定了酱香型白酒的术语和定义、产品分类、技术要求、试验方法、检验规则、标志、包装、运输、贮存。 本标准适用于贵州省境内生产的酱香型白酒。 2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 GB 2757 蒸馏酒及配制酒卫生标准 GB/T 5009.48 蒸馏酒及配制酒卫生标准的分析方法 GB 7718 预包装食品标签通则 GB 10344 预包装饮料酒标签通则 GB/T 10345 白酒分析方法 GB/T 10346 白酒检验规则和标志、包装、运输、贮存 GB/T 15109 白酒工业术语 JJF 1070 定量包装商品净含量检验规则 国家质量监督检验检疫总局[2005]第75号令定量包装商品计量监督管理办法 3 术语和定义 3.1 酱香型白酒 以高粱、小麦、水等为原料,经传统固态法发酵、蒸馏、陈酿、勾兑而成的(未添加使用酒精及非白酒发酵产生的呈香呈味物质),具有酱香型风格的白酒。 4 产品分类 4.1 高度酒:酒精度(% vol)为 41.0~60.0; 4.2 低度酒:酒精度(% vol)为 33.0~40.0。 5 要求 5.1 感官指标 感官指标应符合表1规定。
Q/TC K13 安徽陈家乐食品有限公司企业标准 Q/TCCJLM002-2014 食用豌豆淀粉 2014-09-01发布2014-09-15实施安徽陈家乐食品有限公司发布
目次 前言................................................................................. II 1 范围 (1) 2 规范性引用文件 (1) 3 要求 (1) 4 检验方法 (2) 5 检验规则 (3) 6 标签、标志、包装、运输和贮存 (3)
前言 本标准产品为食用豌豆淀粉。因目前该产品尚无国家标准和行业标准,特编制本企业标准作为企业生产和出厂检验的技术依据。 本标准根据食用豌豆淀粉的特征和使用特性编制,其技术要求参照GB/T 8885-2008、GB/T 8884-2007等国家标准的相关规定制定。 本标准自2014年9月1日发布,从2014年9月15日起所生产的产品必须符合本标准的规定。 本标准由安徽陈家乐食品有限公司提出并起草。 本标准主要起草人:陈正华
食用豌豆淀粉 1 范围 本标准规定了食用豌豆淀粉的要求、检验方法、检验规则、标签、标志、包装、运输和贮存等要求。 本标准适用于以豌豆为原料(原料应符合食用标准)而生产的食用淀粉。 2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 GB/T 191 包装储运图示标志 GB/T 4789.3 食品卫生微生物学检验大肠菌群测定 GB/T 4789.15 食品卫生微生物学检验霉菌和酵母计数 GB/T 5009.11 食品中总砷及无机砷的测定 GB/T 5009.12 食品中铅的测定 GB/T 5009.53—2003 淀粉类制品卫生标准的分析方法 GB 7718 预包装食品标签通则 GB/T 12086 淀粉灰分测定方法 GB/T 12087 淀粉水分测定方法烘箱法 GB/T 12095 淀粉斑点测定方法 GB/T 12096—1989 淀粉细度测定方法 GB/T 12097—1989 淀粉白度测定方法 GB/T 8885—2008 食用玉米淀粉 GB/T 8884—2007 马铃薯淀粉 3 要求 3.1 感官要求 应符合表1规定。 表1 感官要求 项目 指标 优级品一级品二级品 外观微带浅黄色阴影的粉末,具有光泽气味具有豌豆淀粉固有的特殊气味,无异味
酱香型白酒的地理分 布
酱香型白酒采用传统工艺、且必须以粮食为原料才能酿造的酒类,在品牌 众多、假酒和劣质酒时有出现的今天,酱香型白酒的工艺和品质特点使人 对其更有信赖感。酱香“纯粮酿造,绝不添加任何外来物质,这是酱香型 白酒不同于其它香型白酒的一个重要品质属性”。众所周知,在所有白 酒品种收藏中,酱香型白酒最适合收藏,尤其以大曲酱香型白酒为佳。 一、酱香型白酒为什么适合收藏 酱香型白酒越陈越香。酱香型白酒特殊的酿造工艺决定了它能够充 分利用微生物群并发挥它们自身的效应,使其达到“越陈越香”的境界。 首先,大多数酱香型白酒是纯粮酿造自然发酵的纯天然产品,它不添加任 何香味成分(包括色素、甜味剂、香精等),这在国内外所有白酒中是独 一无二的。2001年,当时负责有机食品认证的国家环保总局有机食品发展
中心,组织了数十位专家的认证组深入到茅台酒厂及其原料生产基地进行 深入细致的考察,对茅台酒的生产工艺、生产环境进行了全面、科学的检 测和论证,最后一致认为茅台酒不加任何添加剂和防腐剂,生产原料不施 农药、不施化肥,达到了国际有机食品的认证标准。 为什么酱香型白酒不添加任何香味物质就能做到“越陈越香”呢?我 们知道绝大多数白酒之所以无法做到越陈越香,主要的一个原因就是因为 长时间存放,酒中的“添加成分”会逐渐挥发,相应的香气也就会逐渐降 低。因为目前国内外分析水平尚不能达到检测出酱香型白酒所有成分的 水平,因此它不像有些名优白酒能够找到某种物质为其主体香(也许根本 不存在像其它酒一样的一种香味物质是茅台的主体香)。由于酱香型白酒 至今为止尚未找到主体香味物质,所以即使有人想通过添加合成剂做假也 无从着手,这就排除了添加任何香气、香味物质的可能。
红薯淀粉 1 范围 本标准规定了红薯淀粉的产品分类、技术要求、试验方法、检验规则、标志、包装、运输及贮存。 本标准适用于以红薯淀粉为原料,经分装而成的红薯淀粉。 2 规范性引用文件 下列文件对于本文件的应用是必不可少的。凡注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本适用于本文件。 GB/T 191 包装储运图示标志 GB 2760 食品安全国家标准食品添加剂使用标准 GB 2762 食品安全国家标准食品中污染物限量 GB 4789.1 食品安全国家标准食品微生物学检验总则 GB 4789.2 食品安全国家标准食品微生物学检验菌落总数测定 GB 4789.3 食品安全国家标准食品微生物学检验大肠菌群计数 GB 4789.15 食品安全国家标准食品微生物学检验霉菌和酵母计数 GB 5009.3 食品安全国家标准食品中水分的测定 GB 5009.4 食品安全国家标准食品中灰分的测定 GB 5009.5 食品安全国家标准食品中蛋白质的测定 GB 5009.12 食品安全国家标准食品中铅的测定 GB/T 5490 粮食检验一般规则 GB 5491 粮食、油料检验扦样、分析法 GB/T 5492 粮油检验粮食、油料的色泽、气味、口味鉴定 GB 7718 食品安全国家标准预包装食品标签通则 GB/T 8884 食用马铃薯淀粉 GB 9683 复合食品包装袋卫生标准 GB/T 22427.4 淀粉斑点测定 GB/T 22427.5 淀粉细度测定 GB/T 22427.6 淀粉白度测定 GB/T 22427.13 淀粉及其衍生物二氧化硫含量的测定 GB 28050 食品安全国家标准预包装食品营养标签通则 GB 31637 食品安全国家标准食用淀粉 Q/LGC0001S-2017 食品原料用红薯淀粉 JJF 1070 定量包装商品净含量计量检验规则 国家质量监督检验检疫总局令第75号《定量包装商品计量监督管理办法》 国家质量监督检验检疫总局令第123号《食品标识管理规定》 3 技术要求 3.1 原料 红薯淀粉:应符合Q/LGC0001S-2017的规定。 3.2感官特性