这20个电子线路图,硬件工程师一定用得上! 电子技术、无线电维修及SMT电子制造工艺技术绝不是一门容易学好、短时间内就能够掌握的学科。这门学科所涉及的方方面面很多,各方面又相互联系,作为初学者,首先要在整体上了解、初步掌握它。 无论是无线电爱好者还是维修技术人员,你能够说出电路板上那些小元件叫做什么,又有什么作用吗?如果想成为元件(芯片)级高手的话,掌握一些相关的电子知识是必不可少的。 普及DIP与SMT电子基础知识,拓宽思路交流,知识的积累是基础的基础,基础和基本功扎实了才能奠定攀登高峰阶梯!这就是基本功。 电子技术的历史背景: 早在两千多年前,人们就发现了电现象和磁现象。我国早在战国时期(公元前475一211年)就发明了司南。而人类对电和磁的真正认识和广泛应用、迄今还只有一百多年历史。在第一次产业革命浪潮的推动下,许多科学家对电和磁现象进行了深入细致的研究,从而取得了重大进展。人们发现带电的物体同性相斥、异性相吸,与磁学现象有类似之处。 1785年,法国物理学家库仑在总结前人对电磁现象认识的基础上,提出了后人所称的“库仑定律”,使电学与磁学现象得到了统一。 1800年,意大利物理学家伏特研制出化学电池,用人工办法获得了连续电池,为后人对电和磁关系的研究创造了首要条件。
1822年,英国的法拉第在前人所做大量工作的基础上,提出了电磁感应定律,证明了“磁”能够产生“电”,这就为发电机和电动机的原理奠定了基础。 1837年美国画家莫尔斯在前人的基础上设计出比较实用的、用电码传送信息的电报机,之后,又在华盛顿与巴尔的摩城之间建立了世界上第一条电报线路。1876 年,美国的贝尔发明了电话,实现了人类最早的模拟通信。英国的麦克斯韦在总结前人工作基础上,提出了一套完整的“电磁理论”,表现为四个微分方程。这那就后人所称的“麦克斯韦方程组”.麦克斯韦得出结论:运动着的电荷能产生电磁辐射,形成逐渐向外传播的、看不见的电磁波。他虽然并未提出“无线电”这个名词,但他的电磁理论却已经告诉人们,“电”是能够“无线”传播的。 对模拟电路的掌握分为三个层次: 初级层次 熟练记住这二十个电路,清楚这二十个电路的作用。只要是电子爱好者,只要是学习自动化、电子等电控类专业的人士都应该且能够记住这二十个基本模拟电路。 中级层次 能分析这二十个电路中的关键元器件的作用,每个元器件出现故障时电路的功能受到什么影响,测量时参数的变化规律,掌握对故障元器件的处理方法;定性分析电路信号的流向,相位变化;定性分析信号波形的变化过程;定性了解电路输入输出阻抗的大小,信号与阻抗的关系。有了这些电路知识,您极有可能成长为电子产品和工业控制设备的出色的维修维护技师。
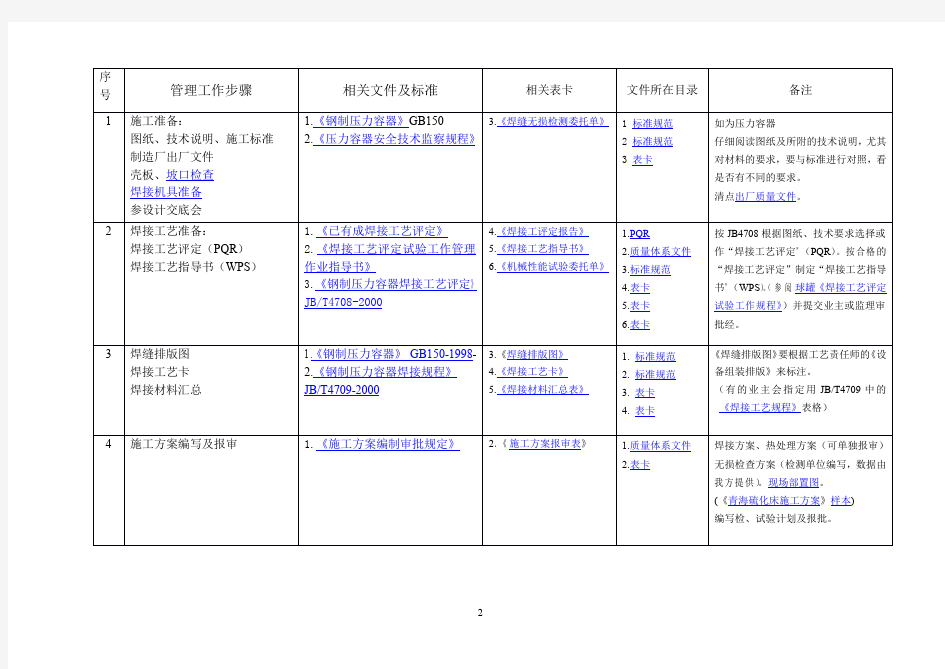
通用焊接工艺规程 发布日期:2009-9-29 | 阅读次数:4651 -------------------------------------------------------------------------------- (转)通用焊接工艺规程2009年08月15日星期六 16:23通用焊接工艺规程 通用焊接工艺(一) 1 总则 本通用工艺适用于我公司采用手工电弧焊、埋弧自动焊,钨极氩弧焊及熔化极CO2气体保护焊工艺的各类钢制压力容器的焊接。 2 焊工 2.1 焊工必须按《锅炉压力容器焊工考试规则》进行考试,并取得焊工合格证,方能在有效期内从事合格项目的焊接工作。 2.2 焊接前焊工必须了解所焊焊件的钢种、焊接材料、焊接工艺要点。 3 焊接方法 3.1 下列焊缝一般采用埋弧焊 3.1.1 10≤δ≤60的拼接焊缝; 3.1.2 直径φ≥1000mm且δ≥10mm的A、B缝内、外口;600mm≤直径φ<1000mm的A、B缝外口。 3.2 下列焊缝一般采用手工焊: 3.2.1 直径φ≥1000mm且δ<10mm的A、B缝内、外口; 3.2.2 600mm≤直径φ<1000mm的A、B缝内口 3.2.3 直径φ≥89mm接管与法兰B类缝外口; 3.2.4 C、D 类焊缝。 3.3 下列焊缝一般采用钨极氩弧焊: 3.3.1 直径φ≥1000mm 且δ≤8mm的A、B类缝打底焊; 3.3.2 600mm≤直径φ<1000mm的A、B类缝打底焊; 3.3.3 直径φ≥89mm接管与法兰B类缝打底焊; 3.3.4 φ<89mm的接管与法兰B缝焊接; 3.3.5 图样要求采用氩弧焊的C、D类焊缝焊接。 3.4 下列焊缝一般采用熔化极CO2气体保护焊: 3.4.1 塔器的裙座和底座环的焊接; 3.4.2 容器和换热器等设备的鞍座和支座的焊接。 4 焊接材料 4.1 根据产品图纸或JB/T4709《钢制压力容器焊接规程》的规定选用相应的焊接材料。 4.2 焊条、焊丝、焊剂必须具有产品质量证明书,并符合相应的标准规定,经验收或复验合格后方可使用。 4.3 焊条存放处必须干燥,焊条应堆放整齐,分类、分牌号存放,避免混乱。 4.4 焊条、焊剂使用前应按说明书规定进行烘烤,焊条领用时须用焊条筒存放,随取随用。连续使用的焊剂应过筛,除去其中的尘土和粉末。 4.5 焊丝表面应无铁锈、氧化皮、油污等污物。 4.6 焊接用保护气体的纯度必须达到规定的标准要求,有含水量要求的要严格控制其含水量。 5 焊缝坡口形式与基本尺寸 5.1 采用手工焊的坡口形式和基本尺寸规定如下:
电子工程师必备基础知识(一) 运算放大器通过简单的外围元件,在模拟电路和数字电路中得到非常广泛的应用。运算放大器有好些个型号,在详细的性能参数上有几个差别,但原理和应用方法一样。 运算放大器通常有两个输入端,即正向输入端和反向输入端,有且只有一个输出端。部分运算放大器除了两个输入和一个输出外,还有几个改善性能的补偿引脚。 光敏电阻的阻值随着光线强弱的变化而明显的变化。所以,能够用来制作智能窗帘、路灯自动开关、照相机快门时间自动调节器等。 干簧管是能够通过磁场来控制电路通断的电子元件。干簧管内部由软磁金属簧片组成,在有磁场的情况,金属簧片能够聚集磁力线并使受到力的作用,从而达到接通或断开的作用。 电子工程师必备基础知识(二) 电容的作用用三个字来说:“充放电。”不要小看这三个字,就因为这三个字,电容能够通过交流电,隔断直流电;通高频交流电,阻碍低频交流电。 电容的作用如果用八个字来说那就:“隔直通交,通高阻低。”这八个字是根据“充放电”三个字得出来的,不理解没关系,先死记硬背住。 能够根据直流电源输出电流的大小和后级(电路或产品)对电源的要求来先择滤波电容,通常情况下,每1安培电流对应1000UF-4700UF是比较合适的。 电子工程师必备基础知识(三) 电感的作用用四个字来说:“电磁转换。”不要小看这四个字,就因为这四个字,电感能够隔断交流电,通过直流电;通低频交流电,阻碍高频交流电。电感的作用再用八个字来说那就:“隔交通直,通低阻高。”这八个字是根据“电磁转换”三个字得出来的。 电感是电容的死对头。另外,电感还有这样一个特点:电流和磁场必需同时存在。电流要消失,磁场会消失;磁场要消失,电流会消失;磁场南北极变化,电流正
Q/NVC 惠州雷士光电科技有限公司企业标准 (技术手册) Q/NVC XXX-2011 常用材料参考手册 --------金属材料 2011年10月1日发布2011年12月1日实施 惠州雷士光电科技有限公司发布
目录 1 范围 2 规范性引用文件 3 术语 4 常用碳素结构钢材 5 弹簧钢 6 镀锌钢板及钢带 7 常用不锈钢 8 铝合金板材 9 压铸铝合金 10 铜合金
常用金属材料参考手册 1 范围 本手册列举了常用钢材、不锈钢材、铝合金、铜合金的标记、性能参数及一般用途。为设计工程师、品检工程师提供依据。 2 规范性引用文件 2.1 GB/T 699《优质碳素结构钢》 2.2 GB/T 700《碳素结构钢》 2.3 GB/T 2518《连续热镀锌钢板及钢带》 2.4 ASTM A666《退火或冷加工奥氏体不锈钢薄板、钢带、厚板和扁钢》2.5 GB/T 16475《变形铝及铝合金状态代号》 2.6 GB/T 1222 《弹簧钢》 3 术语 3.1 抗拉强度(tensile strength):是金属由均匀塑性变形向局部集中塑性变形过渡的临界值,也是金属在静拉伸条件下的最大承载能力。对于塑性材料,它表征材料最大均匀塑性变形的抗力,拉伸试样在承受最大拉应力之前,变形是均匀一致上的,但超出之后,金属开始出现缩颈现象,即产生集中变形;对于没有(或很小)均匀塑性变形的脆性材料,它反映了材料的断裂抗力。符号为RM,单位为MPA。 3.2 伸长率(elongation):指金属材料受外力(拉力)作用断裂时,试棒伸长的长度与原来长度的百分比,伸长率按试棒长度的不同分为:短试棒求得的伸长率,代号为δ5,试棒的标距等于5倍直径长试棒求得的伸长率,代号为δ10,试棒的标距等于10倍直径,其中标距为用来测定试样应变或长度变化的试样部分原始长度。 4 常用碳素结构钢材 4.1 标记: 我司常用碳素结构钢建议采用国家标准牌号,具体参考:GB/T699及GB/T700,也可根据日本牌号(宝钢)如下: 厚度 牌号,如Q235、08AL、SPHC、SPHD、SPCC等 名称 4.2 碳素结构钢热轧薄钢板,参考GB/T700
B 翼板宽度,H 主梁高度, t 板厚,t 翼板厚度 1 1)给出此抗弯梁的剪力图、弯矩图,并叙述此种载荷的特点及作用。 2)此抗弯梁的横截面用开式工字型截面(B=0.6m , H=1m , t=20mm)说明选用此截面的原因。 3)给出此横截面的结构草图,应力?分布(要求翼板加强,t =20mm) 1 4)说明翼板加强的方式、部位(画图),以及作用。 5)如用肋板加强,肋板加强方式(画图)及作用。 6)腹板焊缝与翼板焊缝交叉处的设计(画图)。 7)主梁接头处焊缝如何设计(画图)。
B 翼板宽度,H 主梁高度, t 板厚,t 翼板厚度 1 1)给出此抗弯梁的剪力图、弯矩图。 2)此抗弯梁的横截面用开式工字型截面(B=0.6m , H=1m , t=20mm)说明选用此截面的原因。 3)给出此横截面的结构草图,应力?分布(要求翼板加强,t =30mm) 1 4)说明翼板加强的方式、部位(画图),以及作用。 5)如用肋板加强,肋板加强方式(画图)及作用。 6)腹板焊缝与翼板焊缝交叉处的设计(画图)。 7)主梁接头处焊缝如何设计(画图)。
B 翼板宽度,H 主梁高度, t 板厚,t 翼板厚度 1 1)给出此抗弯梁的剪力图、弯矩图。 2)此抗弯梁的横截面用开式工字型截面(B=0.6m , H=1m , t=20mm)说明选用此截面的原因。 3)给出此横截面的结构草图,应力?分布(要求翼板加强,t =30mm) 1 4)说明翼板加强的方式、部位(画图),以及作用。 5)如用肋板加强,肋板加强方式(画图)及作用。 6)腹板焊缝与翼板焊缝交叉处的设计(画图)。 7)主梁接头处焊缝如何设计(画图)。
薄板焊接工艺 1、总则 1.1 本工艺是根据《船体工艺手册》进行编制,规定了钢质船体采用手工电弧焊及埋弧自动焊接工艺,建造和安装时对船体设计、材料、焊工、焊前准备,焊接工艺以及质量检验等的要求。 1.2 本工艺适用于厚度为3.0mmm~10mmm船用焊接结构船体的手工电弧焊。 2、对材料的要求 2.1 钢材及焊条应符合船检局的有关规定。 2.2 钢材及焊条必须具有船检部门认可质量证书,并经入厂检验合格后方可使用。 3、焊接方法及设备的选择 3.1 船体平直板材及上层建筑的拼板焊缝,一般采用埋弧自动焊,使用ZX5-1250-2埋弧自动焊机。 3.2 船体板材与构架的角接及对接采用交直流,使用BX1-315、BX1-500交流焊机及ZX7–400、ZX7-600直流焊机。 3.3 焊机的引弧性能要好,焊接过程参数稳定,调节方便。 4、对焊工的要求 4.1 从事船体制造和安装的焊工,必须经过专门培训并通过相应船检部门的考试,取得合格证后方可担任。 4.2 焊工施焊方法与焊接位置,应与焊工合格证的核准项目相符。 4.3 产品建造中,焊工必须严格按《焊接工艺》及各船具体《焊接规格表》进行施焊。 5、对施工场地要求 5.1 环境应清洁、明亮。 5.2 外场施工时,应有防风、防雨、防暴晒等设施。 6、安全保护 6.1 焊接时,焊接场所应有良好的通风条件,在窄小舱室内施焊时,必须有专人看护。 6.2 电焊机应安全接地,电缆线应绝缘良好 6.3 劳动防护用品必须穿戴整齐,有一个自我保护意识 7、焊前准备 7.1 钢材下料可用手工气割或半自动气割及等离子弧切割。 7.2 坡口加工可用刨边机、风铲及其他机械。 7.3 坡口的焊接型式参照表1。 7.4 船体结构的焊接接缝必须在装配和焊接前进行清理。 7.4.1接缝的清理范围为拼接端面和沿接缝两侧各宽30mm的表面。 7.4.2 在接缝的清理范围内,必须清除水、锈、氧化物、油污、泥灰和熔渣。 7.4.3 在非常潮湿气候下进行焊接或有露水时,应用氧—乙炔焰对焊缝烘干后再进行焊接。 7.4.4 重要构件的接缝应用钢丝刷,风动沙轮打磨等进行清理,至清理范围内呈现金属光泽。 7.4.5 在未能及时焊接须清理的焊缝,并因气候或其他原因影响而积水、受潮生锈时,在焊接前应重新清理。
电子工程师必备基础知识手册 电阻 导电体对电流的阻碍作用称着电阻,用符号R表示,单位为欧姆、千欧、兆欧,分别用Ω、kΩ、MΩ表示。 一、电阻的型号命名方法: 国产电阻器的型号由四部分组成(不适用敏感电阻) 第一部分:主称,用字母表示,表示产品的名字。如R表示电阻,W表示电位器。 第二部分:材料,用字母表示,表示电阻体用什么材料组成,T-碳膜、H-合成碳膜、S-有机实心、N-无机实心、J-金属膜、Y-氮化膜、C-沉积膜、I-玻璃釉膜、X-线绕。 第三部分:分类,一般用数字表示,个别类型用字母表示,表示产品属于什么类型。1-普通、2-普通、3-超高频、4-高阻、5-高温、6-精密、7-精密、8-高压、9-特殊、G-高功率、T-可调。 第四部分:序号,用数字表示,表示同类产品中不同品种,以区分产品的外型尺寸和性能指标等。例如:R T11型普通碳膜电阻a1} 二、电阻器的分类 1:通用线绕电阻器、精密线绕电阻器、大功率线绕电阻器、高频线绕电阻器。 2、薄膜电阻器:碳膜电阻器、合成碳膜电阻器、金属膜电阻器、金属氧化膜电阻器、化学沉积膜电阻器、玻璃釉膜电阻器、金属氮化膜电阻器。 3、实心电阻器:无机合成实心碳质电阻器、有机合成实心碳质电阻器。 4、敏感电阻器:压敏电阻器、热敏电阻器、光敏电阻器、力敏电阻器、气敏电阻器、湿敏电阻器。 三、主要特性参数 1、标称阻值:电阻器上面所标示的阻值。 2、允许误差:标称阻值与实际阻值的差值跟标称阻值之比的百分数称阻值偏差,它表示电阻器的精度。 允许误差与精度等级对应关系如下:±0.5%-0.05、±1%-0.1(或00)、±2%-0.2(或0)、±5%-Ⅰ级、
STANDARD ITS-90 THERMOCOUPLE TABLES The Instrument Society of America (ISA) has assigned standard letter designations to a number of thermocouple types having specified emf-temperature relations. These designations and the approximate metal compositions which meet the required relations, as well as the useful temperature ranges, are given below: Type B(Pt + 30% Rh) vs. (Pt + 6% Rh) 0 to 1820°C Type E(Ni + 10% Cr) vs. (Cu + 43% Ni)-270 to 1000°C Type J Fe vs. (Cu + 43% Ni)-210 to 1200°C Type K (Ni + 10% Cr) vs. (Ni + 2% Al + 2% Mn + 1% Si)-270 to 1372°C Type N (Ni + 14% Cr + 1.5% Si) vs. (Ni + 4.5% Si + 0. 1% Mg) -270 to 1300°C Type R(Pt + 13% Rh) vs. Pt-50 to 1768°C Type S (Pt + 10% Rh) vs. Pt -50 to 1768°C Type T Cu vs. (Cu + 43% Ni)-270 to 400°C The compositions are given in weight percent, and the positive leg is listed first. It should be emphasized that the standard letter designations do not imply a precise composition but rather that the specified emf-temperature relation is satisfied. The first set of tables below lists, for each thermocouple type, the emf as a function of temperature on the International Temperature Scale of 1990 (ITS-90). The coefficients in the equation used to generate the table are also given. The second set of tables gives the inverse relationships, i.e., the coefficients in the polynomial equation which expresses the temperature as a function of thermocouple emf. The accuracy of these equations is also stated. Further details and tables at closer intervals may be found in Reference 1. REFERENCES 1. Burns, G. W., Seroger, M. G., Strouse, G. F., Croarkin, M. C., and Guthrie, W.F., Temperature-Electromotive Force Reference Functions and Tables for the Letter-Designated Thermocouple Types Based on the ITS-90, Nat. Inst. Stand. Tech. (U.S.) Monogr. 175, 1993. 2. Schooley, J. F., Thermometry, CRC Press, Boca Raton, FL, 1986.
IWE参考题 (焊接工艺) 1.对于TIG焊所用的电极,下列哪种说法正确? A:在交流TIG焊中无法用纯钨极;B:常用的电极直径为Ф2.4mm C:不熔化的电极使用寿命较长;D:焊接铁素体及铬钢时电源接正极;E:交流所用电极磨削角度为45° 2.焊接时的保护可由药皮中的下列元素产生: A:有机物B:造渣剂C:石墨D:碳酸盐E:水玻璃 3.按EN440规定,G4SiL焊丝中Mn含量为: A:1%;B: 1.3%C: 1.8%D: 2.3%E: 4.4% 4.熔化极气体保护焊中,估算焊丝干伸长度的经验公式为: A:K=10d B:k=30d C:k=15δD:k=10E:k=4.4% 5.短弧特别适用于下述焊接条件: A:薄板焊;B:立向下焊C:立向上焊D:厚板平角焊E:打底焊道焊接 6.按EN499标准,药皮焊条E422MnmoRR74H10具有下列性能: A:最小抗拉强度为420N/mm2;B:在-20℃时最小冲击值为28J C:厚药皮焊条;D:适用于在PF和PG焊接位置; E:熔敷率大于160%,且可交流焊接 7.在什么条件下采用碱性药皮焊条最合适? A:要求焊缝表面光滑;B:对焊缝质量及韧性要求较高时; C:要求焊缝熔深较大;D:进行PG位置生产时;E:要求具有特别高的熔敷率时; 8.在确定埋弧焊中合金元素的烧损及过渡时,通常采用下列哪种化学成份来进行? A:构件上的接头焊缝金属;B:构件上的接头焊缝与焊丝; C:纯焊缝金属与母材;D:纯焊缝金属与焊丝;E:构件上的接头焊缝与母材. 9.按EN756-S465FBS2Ni1进行焊丝----焊剂组合埋弧焊,可获得下列性能: A:当最小延伸率为20%时,最小屈服强度为Re=460N/mm2;B:焊丝中的Mn含量为2%;
焊接技术人员培训手册 第一部分焊接工艺评定的使用管理&焊接工艺规程 的编制 一、焊接工艺评定的有关概念 二、焊接工艺评定及使用管理程序 三、焊接工艺评定变素及其评定规则 四、如何阅读焊接工艺评定报告 五、如何编制焊接工艺规程 一、焊接工艺评定的有关概念 1、焊接工艺评定的定义和目的 2、消除焊接工艺评定认识上误区: 3、“焊接性能”与“焊接性” 4、“焊接性能试验”与“焊接工艺评定” 5、“焊缝”与“焊接接头” 6、“焊接工艺评定”与“焊工技能考试” 7、焊接工艺评定的基本条件 8、常用焊接工艺评定标准: JB4708-2000《钢制压力容器焊接工艺评定》 GB50236-98《现场设备、工业管道焊接工程施工及验收规范》第4章 劳部发1996[276]号《蒸汽锅炉安全监察规程》附录I JGJ81-2000《建筑钢结构焊接技术规程》第5章 GB128-90《立式圆筒形钢制焊接油罐施工及验收规范》附录一 ASME第IX卷《焊接与钎焊》 二、焊接工艺评定及使用管理程序 1、焊接工艺评定程序 (1)焊接工艺评定立项 (2)焊接工艺评定委托 (3)编制焊接工艺指导书(WPI)并批准 (4)评定试板的焊接
(5)评定试板的检验 焊接工艺评定失败,重新修改焊接工艺指导书,重复进行上述程序。 (6)编写焊接工艺评定报告(PQR)并批准 2、焊接工艺评定文件的使用与管理 (1)焊接工艺评定文件的受控登记。 (2)焊接工艺评定的有效版本及换版转换。 (3)每季度编制焊接工艺评定文件的有效版本目录。 (4)保证现场工程和产品的焊接工艺评定的覆盖率为100%。 (5)焊接工艺评定文件作为公司的一项焊接技术储备,属于公司重要技术机密文件,应妥善保管。 三、焊接工艺评定变素及其评定规则 1、焊接工艺评定的主要变素: 试件形式 母材类别 焊接方法 焊接工艺因素 焊后热处理种类及参数 母材厚度 焊缝熔敷金属厚度 四、如何阅读焊接工艺评定报告 1、如何认识焊接工艺评定报告的作用 (1)焊接工艺评定报告的合法性: (2)焊接工艺评定报告的有效性: (3)焊接工艺评定报告及焊接工艺规程的局限性: (4)焊接工艺评定报告是一种必须由企业焊接责任工程师和总工程师签字的重要质保文件,也是技术监督部门和用户代表审核施工企业质保能力的主要依据之一。 2、焊接工艺评定报告与焊接工艺规程的关系 3、阅读焊接工艺评定报告的方法 五、如何编制焊接工艺规程 1、焊接工艺规程的作用 2、焊接工艺规程的基本要求 3、焊接工艺规程的编写应遵循的原则
电子工程师必备基础知识手册(一):电阻
导电体对电流的阻碍作用称着电阻,用符号R 表示,单位为欧姆、千欧、兆欧,分别用Ω、kΩ、MΩ 表示。 一、电阻的型号命名方法: 国产电阻器的型号由四部分组成(不适用敏感电阻) 第一部分:主称,用字母表示,表示产品的名字。如R 表示电阻,W 表示电位器。 第二部分:材料,用字母表示,表示电阻体用什么材料组成,T-碳膜、H-合成碳膜、S-有机实心、N-无机实心、J-金属膜、Y-氮化膜、C-沉积膜、I-玻璃釉膜、X-线绕。 第三部分:分类,一般用数字表示,个别类型用字母表示,表示产品属于什么类型。1-普通、2-普通、3-超高频、4-高阻、5-高温、6- 精密、7-精密、8-高压、9-特殊、G-高功率、T-可调。 第四部分:序号,用数字表示,表示同类产品中不同品种,以区分产品的外型尺寸和性能指标等。例如:R T 1 1 型普通碳膜电阻a1} 二、电阻器的分类
1、线绕电阻器:通用线绕电阻器、精密线绕电阻器、大功率线绕电阻器、高频线绕电阻器。 2、薄膜电阻器:碳膜电阻器、合成碳膜电阻器、金属膜电阻器、金属氧化膜电阻器、化学沉积膜电阻器、玻璃釉膜电阻器、金属氮化膜电阻器。 3、实心电阻器:无机合成实心碳质电阻器、有机合成实心碳质电阻器。 4、敏感电阻器:压敏电阻器、热敏电阻器、光敏电阻器、力敏电阻器、气敏电阻器、湿敏电阻器。 三、主要特性参数 1、标称阻值:电阻器上面所标示的阻值。 2、允许误差:标称阻值与实际阻值的差值跟标称阻值之比的百分数称阻值偏差,它表示电阻器的精度。 允许误差与精度等级对应关系如下:±0.5%-0.05、±1%-0.1(或00)、±2%-0.2(或0)、±5%-Ⅰ级、±10%-Ⅱ级、±20%-Ⅲ级 3、额定功率:在正常的大气压力90-106.6KPa 及环境温度为-55℃~+70℃的条件下,电阻器长期工作所允许耗散的最大功率。
1.0目的: 提高和保证产品焊接质量。 2.0范围: 适用于公司所有需要焊接的产品。 3.0权责: 3.1生产课:主要依焊锡技术标准作业, 完成相关焊锡管理、培训, 建立培训体系; 3.2工程课:主要负责焊锡技术标准的制订完善; 3.3品保课:主要依焊锡技术标准检查, 完成相关焊锡技术检验标准; 3.4设备课:主要负责相关设备的管理、维护,保养。 4.0定义: 4.1焊锡: 当两金属施焊时,彼此并不熔合, 而是由低于华氏800度的焊料 (锡焊合金), 因毛细 管作用而充塞于金属接合面间, 使之相互牢结。这种方法称为焊锡。因其施焊熔融温 度低,又称软焊。故焊锡即是将两洁净之金属以低熔点合金焊料使金属面间获得充分之 接合﹐其化学力远大于物理连接力。 4.2 点焊: 连接器与芯线熔合为一体, 一般采用点焊方式。 4.3 环焊:线材编织与连接器通过铜泊或外壳360度环焊连接的焊接方式。 4.4 搭焊:芯线间的的连接焊接方式。 4.5 镀锡:将芯线用锡镀成一股,便于客户使用的焊接前处理。 5.0原理: 焊锡是将熔化之锡焊着于洁净的金属面,此时锡与被焊物形成金属化合物,相互连接在一起。 锡焊是利用焊锡作媒介,藉加热而使A﹑B两金属物接合,且由熔化之焊锡与被焊物之表面产生新的合金属。(参考图一) 图一图二 助焊剂与焊剂之混合比﹐完全决定于助焊剂分布之情况,而受热松香助焊剂于超温时,会有烧焦而使助焊剂失效之现象。因此, 良好之焊接应特别注意烙铁温度及焊接速度。 6.0 焊锡基本知识: 6.1 焊锡之效果乃由被焊金属表面与焊锡是否洁净所决定。凡金属置于空气中,与氧作用而产生 氧化膜,而加热之助焊剂可于金属表面,进行轻微之化学还原反应,使得氧化松动,然后湿润金属表面,使氧化物凝结并悬浮在助焊剂内。但助焊剂只能对轻微之金属氧化层发生作用。
中期考试焊接工艺及设备部分B卷多项选择题,每题1—3个正确答案;若超出本卷试题正确答案总数时,则从得分中扣除超出部分相应的分数。 l、影响熔滴过渡的阻力有哪几种: A、表面张力 B、斑点压力 C、电磁收缩力 D、电弧气体的吹力 E、短路爆破力 2、根据DIN 1910-1标准,若焊接方法按焊接的目的分类可分为:过程熔化焊和压力焊 A、连接焊 B、压力焊 C、堆焊 D、熔化焊 E、手工焊 3、在气焊中下列那些气体为燃气 A、O2 B、N2 C、C2H2 D、CO+H2 E、H2 4、氧乙炔气焊时,乙炔的消耗量取决于? A、乙炔气瓶内的压力 B、焊枪号码 C、焊丝直径 D、瓶内多孔状物质多少 E、气瓶放置方式 5、焊接时的保护气体可由药皮中的下列元素产生: A、有机物H、碳酸盐(例如:CaO3) F 造渣剂D、铁合金E、石墨 6、焊接以下几种材料时,所调节的火焰是最佳的吗? A、焊接铝使用中性焰 B、焊接铜使用中性焰和钢 C、焊接黄铜使用氧气过剩焰 D、焊接钢使用乙炔过剩焰 E、焊接铸铁使用乙炔过剩焰Al和铸铁 7、常用焊接方法的标记(数字标记IS0 4063)正确的有: A、手工电弧焊(111) B、熔化极活性气体保护焊(135) C、埋弧焊(141)(12) D、药芯焊丝活性气体保护焊(136) E、等离子焊(12)(15) 8、按德国工业标准选出正确的工业气体的颜色标志: A、乙炔气(黄色) B、氮气(灰色) c、二氧化碳(灰色) D、氢气(绿色) E、氩气(红色) 9、每—种电弧焊焊接方法均要求—种带特定的静特性曲线的电源,下列的哪些说法是正确的: A、手工电弧焊——恒压特性曲线 B、熔化极气体保护焊(MSG)一—陡降特性曲线 C、埋弧焊——下降和恒压特性曲线 D、钨极惰性气体保护焊(WIG)--下降特性曲线 E、手工电弧焊——下降特性曲线 10、哪个等式是欧姆定律? A、W=V*A B、U=R*I C、Q=R*I2*t D、R=1/(r*A)(r是电导率) E、F=m*g 11、手工电弧焊时,焊条中药皮的主要作用有; A、提高电弧的导电性 B、造渣c、造气D、防止焊芯氧化E、防止产生气孔 12、如何抵消磁偏吹作用? A、重新选择焊接填充材料 B、利用电弧挺度(通过改变焊枪角度) C、选择较高的电弧电压 D、地线对称接在工件上 E、采用直流电(交流电) 13、射流过渡适用于: A、仰焊位置焊接 B、厚板的填充及盖面焊道c、立向上焊接 D、平、横焊位置的厚板角焊缝焊接F、平焊位置厚铝板的焊接 14、用纯CO2气体作为MAG焊时保护气体时具有哪些缺点? A、飞溅较大 B、焊缝性能较差(焊缝成形差) C、气体成本高 D、焊接速度太小 E、引弧困难
焊接材料选择指南(UCS篇) 碳素钢 P-No. 标准GTAW&GMAW FCAW SMAW SAW 1-1 SA-36 SA-53-EA SA-53-EB SA-53-SA SA-53-SB SA-106-A SA-106-B SA-135-A SA-135-B SA-178-A SA-178-C SA-179 SA-181-60 SA-192 SA-210-A-1 SA-214 SA-216-WCA SA-234-WPB SA-266-1 SA-283-A SA-283-B SA-283-C SA-283-D SA-286-A SA-285-B SA-285-C SA-333-1 SA-333-6 SA-334-1 SA-334-6 SA-350-LF1 SA-352-LCB SA-372-A SA-420-WPL6 SA-515-60 SA-515-65 SA-516-55 SA-516-60 SA-516-65 SA-524-I SA-524-II SA-556-A2 SA-556-B2 SA-557-A2 SA-557-B2 SA-662-A SA-662-B SA-727 SA-765-I SA-836 ER70S-2 ER70S-3 ER70S-4 ER70S-6 ER70S-7 ER70S-G E70C-3X E70C-6X E70C-GX E70C-GSX (X=C,M) E6XT-G E7XT-1,-1M E7XT-2,-2M E7XT-3 E7XT-4 E7XT-5,-5M E7XT-6 E7XT-7 E7XT-8 E7XT-9,-9M E7XT-10 E7XT-11 E7XT-12,-12M E7XT-G (X=0,1) E6010 E6011 E6012 E6013 E6018 E6019 E6020 E6022 E6027 E7014 E7015 E7016 E7018 E7018M E7016-1(-46℃) E7018-1(-46℃) E7024 E7027 E7028 E7048 F6(A)P0-EXXX F6(A)P2-EXXX F6(A)P4-EXXX F6(A)P6-EXXX F6(A)P8-EXXX F7(A)P0-EXXX F7(A)P2-EXXX F7(A)P4-EXXX F7(A)P6-EXXX F7(A)P8-EXXX F7(A)PZ-EXXX PWHT将会使焊缝金属的抗拉强度下降10%~15%。(热处理时间越长,下降的越多) 正火将会使焊缝金属的抗拉强度下降20~25%。(从奥氏体化温度冷却时,冷却速度越小,下降的越多,而正火时的保温时间对强度的影响却不大,也许使用1.6Mn—1.8Ni-0.5Mo类型的焊缝金属更合适,如MF-38×US-49A(含0.2Mo,适于长时间热处理),或D2,F3类型) 采用交流电源焊接通常会使焊缝金属具有更好的低温冲击韧性和更高的抗拉强度。 遇到厚板多层焊或焊后进行正火热处理等情况,需要防止焊缝强度过低现象。 对要求塑性好、冲击韧性、低温性能高、抗裂能力强的焊缝,应选用碱性低氢型焊材。 对于有特殊要求的焊缝(如低温冲击韧性),可选用低合金钢焊材。 预热温度(预热温度越高,焊缝强度越低,焊缝硬度也越低)、层间温度(影响焊缝及热影响区的冷却速
IWE 参考题 (焊接工艺) 1. 对于TIG焊所用的电极,下列哪种说法正确?A: 在交流TIG焊中无法用纯钨极; B: 常用的电极直径为Ф2.4mm C: 不熔化的电极使用寿命较长; D: 焊接铁素体及铬钢时电源接正极;E: 交流所用电极磨削角度为45° 2. 焊接时的保护可由药皮中的下列元素产生:A: 有机物 B: 造渣剂 C: 石墨 D: 碳酸盐 E: 水玻璃 3. 按EN440规定,G4SiL焊丝中Mn含量为: A: 1% ; B: 1.3% C: 1.8% D: 2.3% E: 4.4% 4.
熔化极气体保护焊中,估算焊丝干伸长度的经验公式为: A: K=10d B: k=30d C: k=15δ D: k=10 E: k=4.4% 5. 短弧特别适用于下述焊接条件: A: 薄板焊 ; B: 立向下焊 C: 立向上焊 D: 厚板平角焊 E: 打底焊道焊接 6. 按EN499标准,药皮焊条E422MnmoRR74H10具有下列性能: A: 最小抗拉强度为420N/mm2; B: 在-20℃时最小冲击值为28J C: 厚药皮焊条; D: 适用于在PF和PG焊接位置; E: 熔敷率大于160%,且可交流焊接 7. 在什么条件下采用碱性药皮焊条最合适? A: 要求焊缝表面光滑(酸); B: 对焊缝质量及韧性要求较高时; C:
要求焊缝熔深较大; D: 进行PG位置生产时; E: 要求具有特别高的熔敷率时; 8. 在确定埋弧焊中合金元素的烧损及过渡时,通常采用下列哪种化学成份来进行? A: 构件上的接头焊缝金属; B: 构件上的接头焊缝与焊丝; C: 纯焊缝金属与母材; D: 纯焊缝金属与焊丝; E: 构件上的接头焊缝与母材. 9. 按EN756-S465FBS2Ni1进行焊丝----焊剂组合埋弧焊,可获得下列性能: A: 当最小延伸率为20%时,最小屈服强度为Re=460N/mm2; B: 焊丝中的Mn含量为2%; C: 焊剂杂质少且呈碱性的熔炼焊剂; D: 焊剂含氟化物--碱性; E: 焊缝冲击值-50℃时为42J; 10. 哪些元素使得金红石焊条再引弧容易? A: 熄弧后再引弧前焊条端部平齐; B:焊条端部的药皮渣壳具有良好的导电性; C:电流密度较高; D:电流脉冲的叠加 11. 高效焊条的主要优点是什么? A: 高熔敷率; B: 焊条可搭在工件上焊接; C: 低的热输入; D: 良好的受限制位置的焊接; E:良好的焊缝机械性能.
电子设计的必备知识 作者:唐寅喜 必须知道常用IC的PDF常用IC的PDF 最新最全的IC手册_包括绝大部分芯片的引脚定义及功能介绍_对于新入门电子工程师来说是一份很实用的资料_.do 必须知道常用晶体管的PDF 常用三极管型号参数大全 MPS2222A NPN 21 高频放大75V0.6A0.625W300MHZ 9011 NPN EBC 高频放大50V30mA0.4W150MHz 9012 PNP 贴片低频放大50V0.5A0.625W 9013 NPN EBC 低频放大50V0.5A0.625W 9013 NPN 贴片低频放大50V0.5A0.625W 9014 NPN EBC 低噪放大50V0.1A0.4W150MHZ 9015 PNP EBC 低噪放大50V0.1A0.4W150MHZ 9018 NPN EBC 高频放大30V50MA0.4W1GHZ 8050 NPN EBC 高频放大40V1.5A1W100MHZ 8550 PNP EBC 高频放大40V1.5A1W100MHZ 2N2222 NPN 4A 高频放大60V0.8A0.5W25/200NSβ=45 2N2222A NPN 小铁高频放大75V0.6A0.625W300MHZ 2N2369 NPN 4A 开关40V0.5A0.3W800MHZ 2N2907 NPN 4A 通用60V0.6A0.4W26/70NSβ=200 2N3055 NPN 12 功率放大100V15A115W 2N3440 NPN 6 视放开关450V1A1W15MHZ 2N3773 NPN 12 音频功放开关160V16A150W COP 2N6609 2N3904 NPN 21E 通用60V0.2Aβ=100-400 2N3906 PNP 21E 通用40V0.2Aβ=100-400 2N5401 PNP 21E 视频放大160V0.6A0.625W100MHZ 2N5551 NPN 21E 视频放大160V0.6A0.625W100MHZ 2N5685 NPN 12 音频功放开关60V50A300W 2N6277 NPN 12 功放开关180V50A250W 2N6609 PNP 12 音频功放开关160V15A150W COP 2N3773 2N6678 NPN 12 音频功放开关650V15A175W15MHZ 2N6718 NPN 小铁音频功放开关100V2A2W50MHZ 3DA87A NPN 6 视频放大100V0.1A1W 3DG6A NPN 6 通用15V20mA0.1W100MHz 3DG6B NPN 6 通用20V20mA0.1W150MHz 3DG6C NPN 6 通用20V20mA0.1W250MHz 3DG6D NPN 6 通用30V20mA0.1W150MHz 3DG12C NPN 7 通用45V0.3A0.7W200MHz 3DK2B NPN 7 开关30V30mA0.2W 3DK4B NPN 7 开关40V0.8A0.7W 3DK7C NPN 7 开关25V50mA0.3W
https://www.doczj.com/doc/f99750391.html,/aboutus/function.php 国际焊接协会官方网站 培训课程 国际焊接工程师(International Welding Engineer) 国际焊接技术员 (International Welding Technologist) 国际焊接技师(International Welding Specialist) 国际焊接技士 (International Welding Practitioner) 国际焊接质检人员(International Welding Inspection Personnel) 国际焊工(International Welder) 国际焊接工程师(International Welding Engineer) 国际焊接工程师是ISO14731(等同于EN719)标准中所规定的最高层次的焊接技术人员和质量监督人员,是与焊接相关企业获得国际产品质量认证的要素之一。他从事产品的结构设计、生产制造、质量保证、研究和开发等各个领域的焊接技术和相应的管理工作,在企业中起着极其重要的作用。 一、标准途径入学条件: 正规工科院校毕业,本科以上学历。 二、培训内容 按IIW-CANB-TC-001-1999 规程,内容为: 1 焊接基础 2 实习及演示 3 主课程: 1)焊接工艺及设备 2)材料及材料的焊接行为 3)焊接结构与设计
4)焊接生产及应用 课程内容涉及:国际(ISO),欧洲(EN),美国(ASME),德国(DIN)标准与规程,欧洲先进的焊接技术和国内著名专家的科研与生产实践经验。 国际焊接工程师可选途径(IWE-A) 为尽快在世界范围内推行国际统一焊接人员资格,国际焊接学会推出了“可选途径”,即承认学员先期的学习、知识和工作经验,通过技术考核,对符合条件者缩短培训学时数或直接参加最终考试而获得证书。具体实施办法如下: 一、可选途径入学条件: 1 、工程类本科毕业。 2 、具有在最近六年内至少四年与焊接相关的工程师级工作经历。由 CANB 根据所提交的包含以上内容的申请表进行入学资格审查。 二、培训内容: 全课程的培训内容含: 1 、焊接工艺及设备 2 、材料及材料的焊接行为 3 、焊接结构与设计 4 、生产及应用 在培训之前,进行书面及口头技术考核,以确定每位学员需参加培训的内容。培训时间通常为 3 周,有特殊情况,如某单科技术考核未通过者,则需延长相应的培训时间。 三、考试及证书:全过程培训结束后,按 IWE 考试要求进行考试,经考试合格者颁发国际焊接工程师资格证书。 与高校合作对在校生的培训与资格认证
电子工程师必备基础知识手册(二):电容.txt求而不得,舍而不能,得而不惜,这是人最大的悲哀。付出真心才能得到真心,却也可能伤得彻底。保持距离也就能保护自己,却也注定永远寂寞。电容是电子设备中大量使用的电子元件之一,广泛应用于隔直,耦合,旁路,滤波,调谐回路,能量转换,控制电路等方面。用C 表示电容,电容单位有法拉(F)、微法拉(uF)、皮法拉(pF),1F=10^6uF=10^12pF。 一、电容器的型号命名方法 国产电容器的型号一般由四部分组成(不适用于压敏、可变、真空电容器)。依次分别 代表名称、材料、分类和序号。 第一部分:名称,用字母表示,电容器用C。 第二部分:材料,用字母表示。 第三部分:分类,一般用数字表示,个别用字母表示。 第四部分:序号,用数字表示。 用字母表示产品的材料:A-钽电解、B-聚苯乙烯等非极性薄膜、C-高频陶瓷、D-铝电解、E- 其它材料电解、G-合金电解、H-复合介质、I-玻璃釉、J-金属化纸、L-涤纶等极性有机薄膜、N-铌电解、O-玻璃膜、Q-漆膜、T-低频陶瓷、V-云母纸、Y-云母、Z-纸介 二、电容器的分类 1、按照结构分三大类:固定电容器、可变电容器和微调电容器。 2、按电解质分类有:有机介质电容器、无机介质电容器、电解电容器和空气介 质电容器等。 3、按用途分有:高频旁路、低频旁路、滤波、调谐、高频耦合、低频耦合、小型 电容器。 4、频旁路:陶瓷电容器、云母电容器、玻璃膜电容器、涤纶电容器、玻璃釉电容
器。 5、低频旁路:纸介电容器、陶瓷电容器、铝电解电容器、涤纶电容器。 6、滤波:铝电解电容器、纸介电容器、复合纸介电容器、液体钽电容器。 7、调谐:陶瓷电容器、云母电容器、玻璃膜电容器、聚苯乙烯电容器。 8、高频耦合:陶瓷电容器、云母电容器、聚苯乙烯电容器。 9、低耦合:纸介电容器、陶瓷电容器、铝电解电容器、涤纶电容器、固体钽电容 器。 10、小型电容:金属化纸介电容器、陶瓷电容器、铝电解电容器、聚苯乙烯电容器、固体钽电容器、玻璃釉电容器、金属化涤纶电容器、聚丙烯电容器、云母电容器。 三、常用电容器 1、铝电解电容器 用浸有糊状电解质的吸水纸夹在两条铝箔中间卷绕而成,薄的化氧化膜作介质的电容器。因为氧化膜有单向导电性质,所以电解电容器具有极性.容量大,能耐受大的脉动电流,容量误差大,泄漏电流大;普通的不适于在高频和低温下应用,不宜使用在25kHz 以上频率低频旁路、信号耦合、电源滤波。 电容量:0.47--10000u 额定电压:6.3--450V 主要特点:体积小,容量大,损耗大,漏电大 应用:电源滤波,低频耦合,去耦,旁路等 2、钽电解电容器(CA)铌电解电容(CN) 用烧结的钽块作正极,电解质使用固体二氧化锰温度特性、频率特性和可靠性均优于普