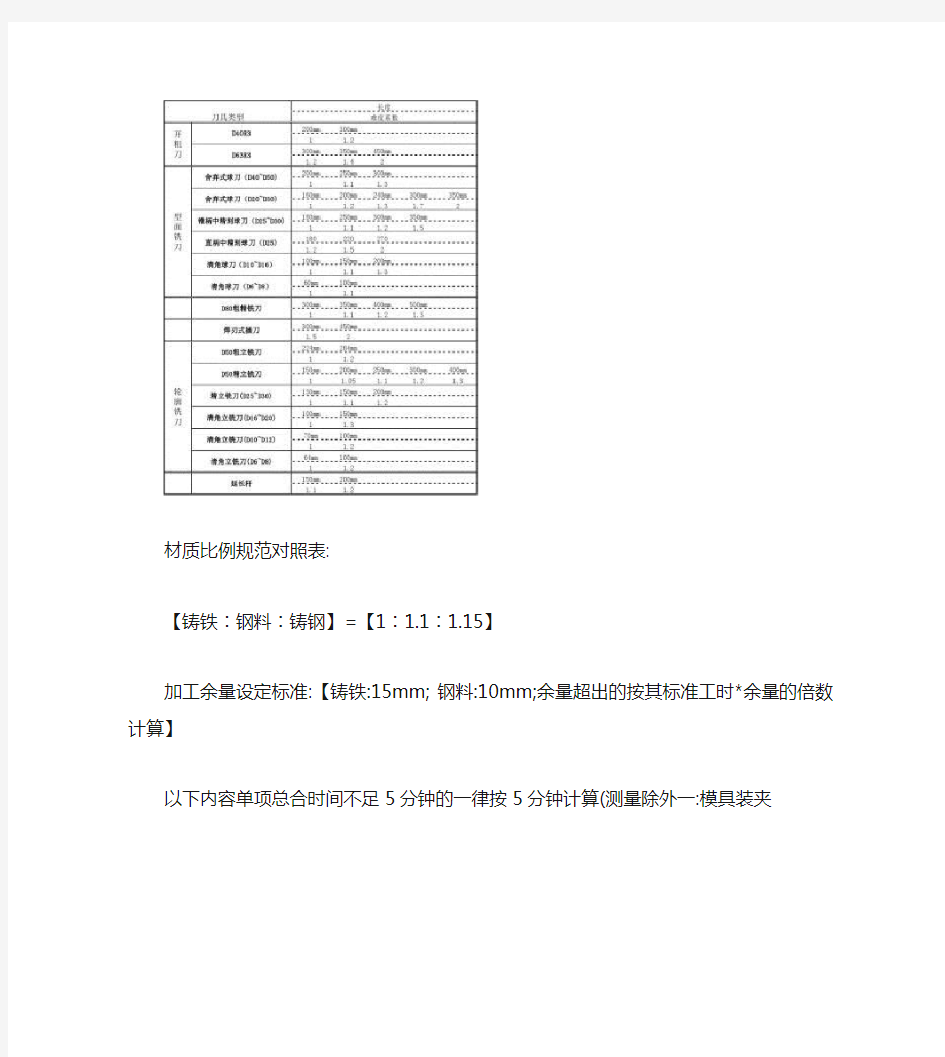

材质比例规范对照表:
【铸铁︰钢料︰铸钢】=【1︰1.1︰1.15】
加工余量设定标准:【铸铁:15mm; 钢料:10mm;余量超出的按其标准工时*余量的倍数计算】
以下内容单项总合时间不足5分钟的一律按5分钟计算(测量除外一:模具装夹
三:底面加工
四:正向加工
4.12:冲孔
重庆创隆实业有限公司模具加工标准工时------机械课 4.20: 4 . 20 :2 D 轮廓2D划线 2D开粗 D50中刻 D20精刻 D40清角 D30清角 D20清角 D16清角 D12清角 D10清角 D8清角 D6清角 D35逃料测量2D加工余量是否均匀(程式/坐标线长1m 线长1m 一个一个一个一个一个一个一个一个线长1m 线长1m 20 n*1.25 10 10 2 2 2 2 2 2 2 2 10 6 30 30 10 n*1.25 n*1.25 n*1.25 n*1.25 n*1.25 n*1.25 n*1.25 n*1.25 n*1.25 n*1.25 n*1.25 n*1.25 n*1.25 n*1.25 n*1.25 n*1.25 n*1.20 n*1.25 n*1.25 n*1.25 n*1.25 7 3 5 3 15 10 15 参照程式加工深度150mm以上的按2倍工时计算清角工时全部以内R角数量计算(5个以后按1分钟一个) 4.21: 4 . 21 :3 D 型面3D探料 3D合型 3D合模高(中心以基准孔为准) R25清角 R20清角 R15清角
R10多刀清角 R10清角 R8清角 R6清角 R5清角 R6多刀清角 R4清角 R3清角 R3多刀清角 R2清角 R2多刀清角 3D型面开粗 3D型面开粗 R25粗刻 R15等高中刻
R15中刻 R12.5等高精刻 R12.5精刻 F2000 F2000 F2000 F500 F500 F500 F1000
F500 F500 F500 F500 F1500 F400 F400 F1500 F400 F1500 F1200 F1200 F700 F2000 F1000 F2000 F1500 F4000 F4000 F4000 F1000 F1000 F1000 F2000 F1000 F1000
F1000 F1000 F3500 F800 F800 F3500 F800 F3500 F4000 F3000 F1500 F3000 F3000
F3000 F3000 内制模具只合模高铸铁、钢料铸钢 4.22: 4 . 22 :侧销内部侧销面粗加工内部侧销面精加工外部侧销面粗加工外部侧销面精加工侧销孔预钻精加工侧销孔侧销孔沉台加工 0.01㎡一个 0.01㎡ 0.01㎡一个一个一个特殊规格按镗孔方式计算(6/9)重庆创隆实业有限公司
重庆创隆实业有限公司模具加工标准工时------机械课 4.23凸轮 4 . 23 凸轮23.( .(1 4 . 23 .( 1 :弹簧组件弹簧组件组立面粗加工弹簧组件组立面精加工弹簧背托面粗加工弹簧背托面精加工弹簧连接块(拨叉)组立面加工一个一个一个一个一个 0.01㎡ 0.01㎡一个一个一个一个一个一个一个一个一个一个一个一个 0.01㎡ 0.01㎡一个一个一个一个一个一个一个一个一个一个余量≤20mm 余量≥20mm 余量≤120mm 8 4 5 3 20 5 3 10 12 10 5 8 6 5 6 3 15 4 2 5 3 15 5 5 3 10 15 3 20 5 7 3D形式加工则以3D程式加工标准计算以弹簧数量计算 23.( .(2 4 . 23 .( 2 :滑配面耐磨板组立平面及滑配面粗加工耐磨板组立平面及滑配面精加工 V型滑槽组立面粗加工 V型滑槽组立面精加工两端滑配面粗加工两端滑配面中加工两端滑配面精加工 3D形式加工则以3D程式加工标准计算 4 . 23.(3 :缓冲胶 23.(3 .( 缓冲优立胶组立面粗加工缓冲优立胶组立面精加工缓冲优立胶背托面粗加工缓冲优立胶背托面精加工 23.( .(4 4 . 23 .( 4 :安全螺栓安全螺栓过孔加工安全螺栓平台粗加工安全螺栓平台精加工 23.( .(5 4 . 23 .( 5 :安全挡板两端安全压板平面粗加工两端安全压板平面精加工安全挡板过孔加工安全挡板过孔清角安全挡板平台粗加工安全挡板平台精加工 3D形式加工则以3D程式加工标准计算 4.25: 4 . 25 :定位矩定位具平台粗加工定位具平台粗加工定位具平台精加工定位具掏料 4.26:搬运平台, 4 . 26 :搬运平台,托料架平台搬运平台加工托料架平台加工五. 侧向加工5.1 :凸轮弹簧组件 5. 弹簧组件组立面粗加工弹簧组件组立面精加工弹簧背托面
粗加工弹簧背托面精加工弹簧连接块(拨叉)组立面加工一个一个一个一个一个 0.01㎡ 0.01㎡一个一个一个一个 10 5 7 3 25 5 3 10 15 10 5 以弹簧数量计算 5.
5 . 2 :凸轮滑配面耐磨板组立平面及滑配面粗加工耐磨板组立平面及滑配面精加工 V型滑槽组立面粗加工 V型滑槽组立面精加工两端滑配面粗加工两端滑配面中加工 3D形式加工则以3D程式加工标准计算(7/9)重庆创隆实业有限公司
重庆创隆实业有限公司模具加工标准工时------机械课两端滑配面精加工一个10 (8/9)重庆创隆实业有限公司
重庆创隆实业有限公司模具加工标准工时------机械课 5. 5 . 3 :凸轮缓冲胶缓冲优立胶组立面粗加工缓冲优立胶组立面精加工缓冲优立胶背托面粗加工缓冲优立胶背托面精加工一个一个一个一个一个一个一个 0.01㎡ 0.01㎡一个一个一个 10 5 7 3 15 4 2 5 3 15 5 3 5. 5 . 4 :凸轮安全螺栓安全螺栓过孔加工安全螺栓平台粗加工安全螺栓平台精加工 5. 5 . 5 :凸轮安全挡板两端安全压板平面粗加工两端安全压板平面精加工安全挡板过孔加工安全挡板平台粗加工安全挡板平台精加工 5. 5 . 6 :凸轮侧冲孔):PAD PAD过孔 5 . 6 . (1 ):PAD 过孔冲头过孔加工(圆形)冲头过孔加工(异形)一个一个一个一个一个 0.01㎡ 0.01㎡一个一个一个一个孔径≤φ30mm 孔径>φ30mm 4 8 10 20 30 6 3 35 20 20 35 10 1 2 1 4 15 25 5个以后的按1分钟1个计算; 20个以后按0.5分钟计算 5 . 6 . (2 ). 2 直冲直冲孔加工(圆形)直冲孔加工(异形)直冲孔加工(异形) 5. 5 . 7 :组立面组立面粗加工组立面精加工 5. 5 . 8 :导引面耐磨板组立面粗加工耐磨板组立面中加工耐磨板组立面清角耐磨板组立面精加工以导引面数量计算六:测量测量引导面余量是否均匀测量平面并记录测量导引面、背托面坐标并记录测量导柱/导套孔并记录(孔径)测量二次加工基准孔、并刻字模具平面度测量并记录一个一个一个一个七:模具拆卸下件八:异常增加时间方式为实际计算的时间。不与以上标准挂钩。异常增加时间方式为实际计算的时间。不与以上标准挂钩。(9/9)重庆创隆实业有限公司