Work Instructions for Cement Machinery and Equipment Installation
Work Instructions for Calciner Works
CBMI.QEMS.03.36
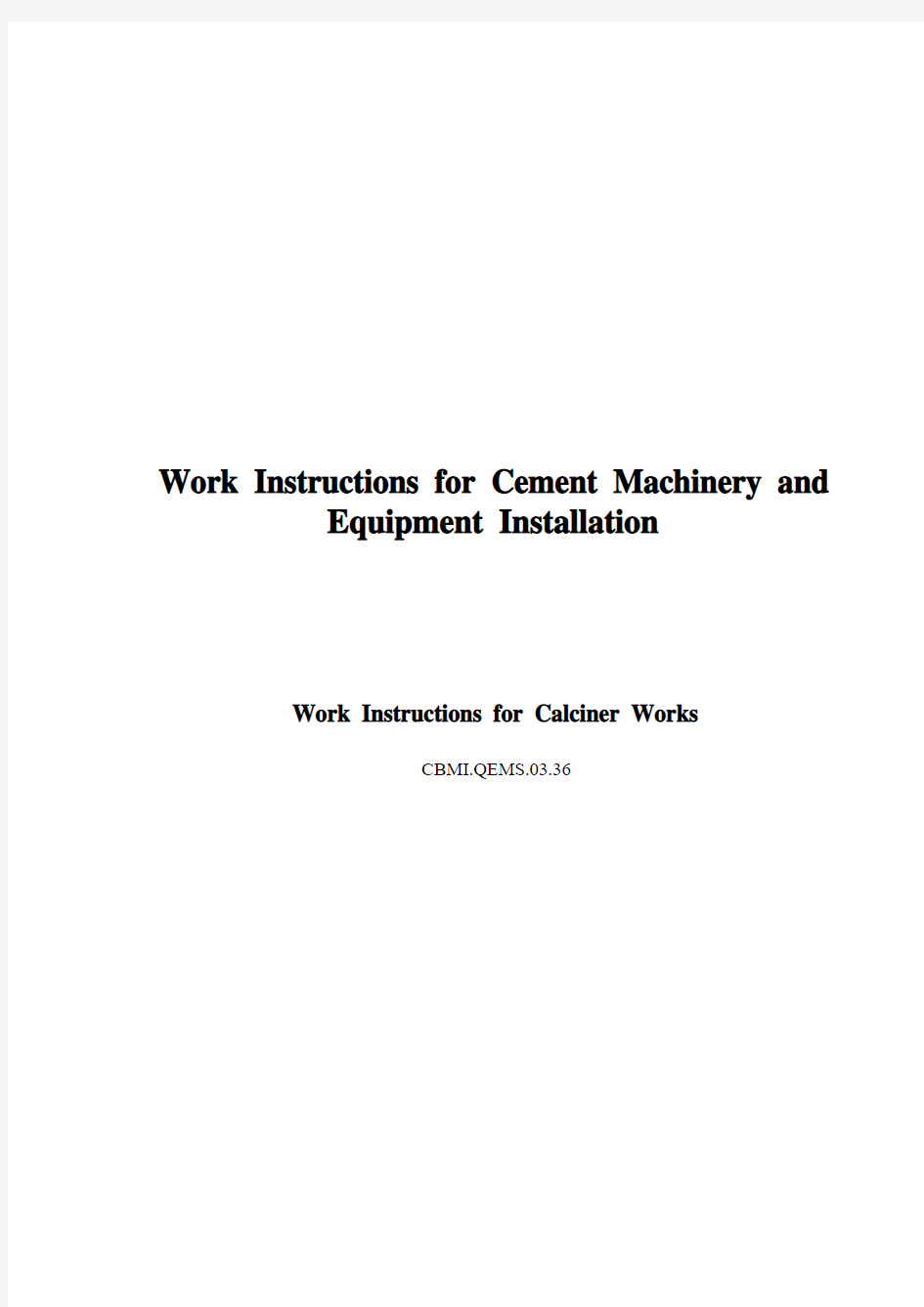
I. Work steps for calciner installation
施工过程控制项目
检查内容
硅酸钙板安装
耐火砖灰浆1.4
材料检查1.4
2.12.1 2.2
2.1
3.1 3.21.5
锚固件焊接
防水剂涂刷耐火砖砌筑4.1浇注料搅拌 4.2 4.3试块浇注料浇注
5.1膨胀缝留设浇注砌砖检查Equipment acceptance Materials inspection
Anchor welding
Calcium silicate board installation Application of water-proof agent Castable mixing Test block Castable placing
Refractory brick mortar Refractory brick
laying Inspection of
casting and brick
laying Provision of
expansion joints
II. Quality control plan
No. Description Inspection type Inspection
category
Control
type
Document
type
Document description
1.1 Self review/joint review of drawings Self review/joint review records for drawings
1.2 Technical instructions Records of technical instructions
1.3 Equipment acceptance DIM 1 Reserved inspection report for equipment installation
1.4 Materials inspection MT DIM 1 E N Check the ex-works inspection reports (except for supplies from Owner)
1.5 Inspection of anchoring parts welding VC 2 E N CBMI––JX––ZL––001
2.1 Installation of calcium silicate boards VC 2 P N CBMI––JX––ZL––001 2.2 Application of water repellent VC 2 P N CBMI––JX––ZL––001
3.1 Inspection of refractory brick laying and mortar
saturation
DIM 1 P N CBMI––JX––ZL––002
3.2 Inspection of refractory brick masonry DIM 2 P N CBMI––JX––ZL––002
4.1 Inspection of castable mixing and water content DIM 1 P N Random check of instruction manuals for materials
4.2 Test blocks of castable MT 1 B R Inspection report
4.3 Inspection of cast masonry DIM 2 P N CBMI––JX––ZL––002
5.1 Installation of expansion joints DIM 2 P N CBMI––JX––ZL––002
Inspection type: DIM—dimensions check, DP—dye penetration test, MP—magnetic powder test, MT—mechanical test for samples RD—radiographic test, RT—running test, SC—special check, US—ultrasonic test, VC—visual check.
Document type: N—inspection record, R—report.
Control type: E—ensured item, B—basic item, P—item with permissible deviation.
Inspection category: 1—self inspection, 2—joint inspection.
III. Process control for calciner works 1. Preparation for works
No. Content Inspection
item
Technical
requirements
Main points in operation Test device
1.1 Self review/joint
review of
drawings
CBMI.QEMS.03.07
1.2 Technical
instructions
CBMI.QEMS.03.09
1.3 Equipment
acceptance
DIM As per “Equipment acceptance”
1.4 Material inspection
1.4.1 Check the
overall
dimensions of
materials
DIM
Dimension tolerance: ±2% for height, ±2mm for large and small end width of wedges,
±1mm for large and small end difference, ±1% for length, with the maximum up to ±2mm.
Edge damage: damage up to 40mm in length and 5mm in depth is permissible for two
edges on the hot and cold surfaces, but must not exceed.
Corner damage: damage is permissible only at one corner, with the total length of three
edges of the corner not exceeding 50mm. That below 20mm is not counted as corner
damage.
Crack: hair-like fine cracks are permissible on the brick surface, but cracks parallel to
wearing plane are not permissible; other cracks not exceeding 40mm in length or 0.2mm in
width are permissible.
Dent, melting trace and bulging: the maximum permissible dent and melting trace is 10mm
and the maximum depth 10mm, the maximum bulging 0.5mm.
The ex-works date of castable shall be checked for expiration, and also check if for
blocking after subjecting to water.
Grade I
steel plate
rule
No. Content Inspection
item
Technical
requirements
Main points in operation Test device
1.4.2 Check the
ex-works report
of materials
MT
DIM
Check that the parameters in the ex-works report conform to design requirements, and for
important parameters such as softening temperature under load, thermal shocking stability
and resistance to alkaline, inspection by an authorative third party shall be presented.
1.5 Anchoring parts
welding
The welding positions of anchors shall conform to design requirements, and be firmly
welded. Anchors for casting are normally welded during equipment fabrication, and their
firmness can be checked by knocking with a hammer. For anchors of field welding, the
materials of electrodes and parts must agree, and their firmness shall be checked.
2. Installation of calcium silicate boards
No. Content Inspection item
Technical
requirements
Main points in operation Test device
2..1 Installation of
calcium silicate
boards and
water repellent
Mainly the tightness
and firmness of
calcium silicate
boards installation
will be checked, to
ensure they will not
disengage before
laying the refractory
bricks.
When mounted on equipment with clasp nails, note the
tightness of board cut dimensions with masonry, the root of
clasp nails or seams can be filled up using small boards or
ceramic fiber wool. When multiple layers of calcium silicate
boards are designed, the joints shall be staggered.
Completeness of
water repellent
Water repellent is used to prevent too early absorption of water
by calcium silicate boards after casting which will result in
lowering of strength, therefore calcium silicate boards at
portions for casting must be fully coated with water repellent,
and it is not necessary where bricks will be laid.
3. Laying refractory bricks:
No. Content Inspection item
Technical
requirements
Main points in operation Test device
3.1 Mortar
preparation and
work
Mortar saturation
Greater than
90%
Refractory mortar of the same type as refractory bricks must be used,
and their adhesiveness should be adjusted according to the joint size and
application. During work the mortar saturation must meet the standards
in the specifications, and random checks will be made during the works
Grid
1-线锤 2-托线板 3-砖墙
2
1
3No. Content Inspection item
Technical requirements
Main points in operation Test device
3.2
Refractory
brick masonry work
Brick joint thickness ±1mm
The brick joints in vertical adjacent layers of masonry must be
staggered, 2-4 places shall be checked on a sampling basis on the
masonry, and at each place 5 points shall be checked over a surface area of 2m 2.
Feeler gauge
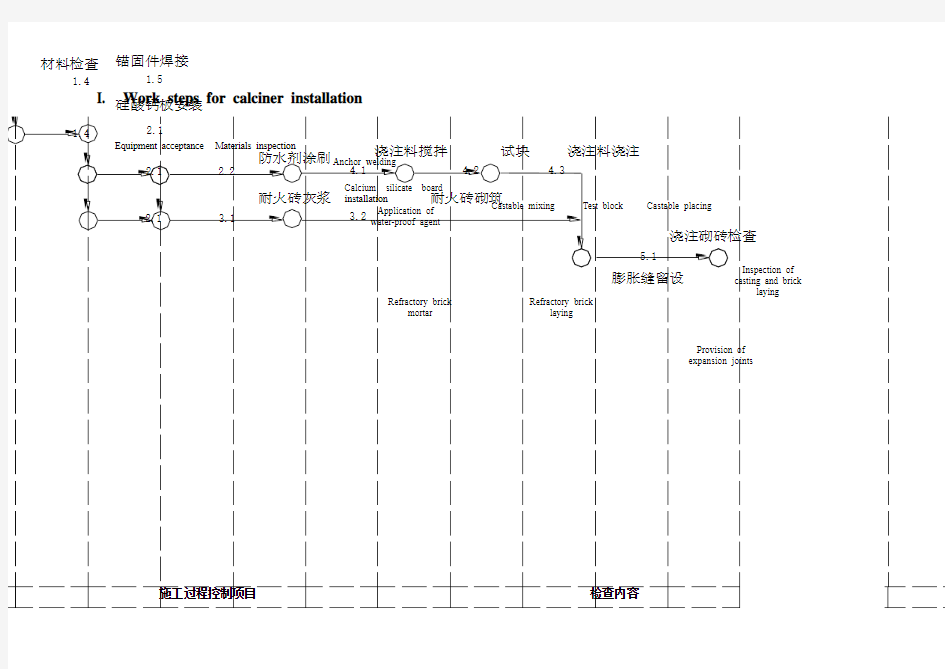
S t r a i g h t w a l l
H o r i z o n t a l i t y
Per m 5mm
The masonry horizontality will be controlled with a horizontal line during work .
1. Level
2. Ruler
3. Back plate
Line and rule
500mm level Full length 10mm
V e r t i c a l i t y
Laying
3mm/m
The verticality will be controlled by a plumb and line during work.
1. Plumb
2. Line attach plate
3. Brick wall
Line and 0.5kg
weight
Full length 10mm Hang bricks 5mm/m Full length 15mm
S u r f a c e
f l a t n e s s
Laying 5mm Check the masonry every 3-5m, with the rule tightly against the wall, to find the maximum gap 2000mm wooden rule Hang bricks
7mm Roof suspended bricks
5mm Adjust the roof suspending frame to make it flat and to achieve good
matching between bricks and frame
Straight rule
Deviation
of 2mm/m
Circles can be drawn by sections as a control means to prevent deviation Tape
1231-水平尺 2-靠尺 3-垫板
Auxiliary line, drawn with chalk Horizontal weld seam on boty
Axial seams
Vertical seam on body
Parallel positioning
Radial seams
Parallel positioning
No. Content Inspection item
Technical requirements
Main points in operation Test device
Circular arched wall longitudinal joint in each section of masonry
Full length 10mm
of masonry from centerline.
(This practice is normally not used.) Circular laying: the parallelism of circular arch to centerline
8mm It is mainly for the brick laying of rotary kiln and circular ducts. Draw the centerlines in the length direction on the circumsference, and then make sections on the centerlines, to measure and control the deviation between brick rings of each section
Tape
Individual surface unevenness
3mm Check for individual surface unevenness.
Rule
4. Work with cast material
No. Content Inspection item
Technical
requirements
Main points in operation Test device
4.1 Mixing and water
content in cast
material
1. The water for cast material mixing must be potable water.
2. The amount of water for mixing must be controlled in strict
accordance with the work instructions from the manufacturer, and
must not exceed the limit. The amount of water will be as little as
possible while ensuring the work performance.
3. The made cast material must be placed within 30 minutes.
Measuring cup
4.2 Test blocks for cast
material
1. A set of test blocks shall be retained for every 20 cu.m. of cast
material (including that less than 20 cu.m.), for inspection of
strength and other main performance.
2. The mean value of compression limit strength of the same batch
of test blocks must not be below the design requirement; and the
minimum value in any set of block must be no less than 85% of the
design value.
Test block
moulds
4.3 Inspection of cast
body
Surface flatness 8mm
Check the masonry every 3-5m, with the rule tightly against the wall,
to find the maximum gap
2000mm
wooden ruler Surface curvature +8mm, -5mm
Place a curved form tightly against the body surface, to measure the
maximum gap with a ruler.
Curved form Sectional
dimensions
+8mm, -5mm
Measure the difference between design dimensions and actual
dimensions with a ruler.
Tape
5. Installation of expansion joints
No. Content Inspection item
Technical
requirements
Main points in operation Test device
5.1 Provision of
expansion joints
Expansion joints shall be provided in a way and at positions in
conformity with design requirements. The joints shall be filled with
refractory fibers (wool) that can withstand the working temperature
at the position, and internal cavity must be avoided.
Dimensional check Width +5mm, -2mm
The dimensional deviation can be controlled using forms with the
same design thickness, and minus tolerance should be minimized.
Feeler gauge
隐蔽工程会检记录CBMI––JX––ZL––001
JOINT INSPECTION RECORD FOR CONCEALMENT WORKS 编号No
单位工程名称Sub-item/code 分部分项工程名称
Part of works
筑炉
Refractory
工程编号Item. No/Dwg. No.
会检日期
Date of joint inspection
检查内容(Inspection Item/sketch or description):
锚固件的焊接位置应符合设计要求,并且焊接牢固,并涂有沥青漆;()
The welding positions of anchors shall conform to the design requirements, and they shall be firmly welded and be coated with bituminous paint; ( )
硅酸钙板安装的严密、牢固;在笆钉跟部或有缝隙的部位使用小块钙板或者陶瓷纤维棉填充。表面平整。()
The calcium silicate boards shall be tightly and firmly attached, the roots of clasp nails or gaps shall be filled with small boards or ceramic fiber wools. The surface shall be flat. ( )
硅酸钙板表面全部涂有防水剂且涂刷均匀,。()
The surface of all calcium silicate boards shall all be coated homogeneously with water repellent. ( )
备注Remarks:
合格(Qualified)“∨” 不合格(Not qualified)“×”
监理公司SZC业主代表Owner CBMI 管理员Section chief
CBMI质安主管Quality and safety
chief 施工班组Team
耐火材料施工检查记录CBMI ––JX ––ZL ––002
Inspection record for refractory materials works 编号No.:
Ⅰ=visual dimensional check for refractory brick lining Ⅱ=refractory material pour work
单位工程名称(Sub-item)
施工班组(Fab. team)
设备(Equipment)
图 号(Dwg. No.)
检查项目 (Inspection item)
检查结果 (Result) 材料:材质、规格、型号 (Material: Material, size and type)
O u t e r d i m e n s i o n a l c h e c k o f r e f r a c t o r y b r i c k w a l l (I )
图纸尺寸mm (Design Dim.)
允许偏差mm (Tolerance)
实测尺寸 (mm) (Measured Dim.)
砖缝厚度 Seam thickness
±1 水平度 Horizontality 5/m 10 over full length 垂直度 Verticality 3/m 10 over full length 表面平整度 Surface flatness Brick laying 5 Hang brick 7
顶部挂砖错台 Top hang brick unevenness 5 圆拱表面个别错牙 Arch surface individual
unevenness 3 错缝砌筑每段纵向缝偏移Longitudinal deflection
of arch seam
2/m 10 over full length
环砌拱与中心线平行度 Parallelism of arch rings
and center line 8 灰浆饱满度 Mortar saturation
90% 膨胀缝 Expansion joint
+5 -2
R e f r a c t o r y c o n c r e t e w o r k s (I I )
表面平整度 Surface flatness +8
表面曲线度 Surface curvature +8
-5 截面尺寸
Sectional dimension +8 -5 膨 胀 缝 Expansion joint
+5
-2
检查结论(Result of inspection):
合格(Measure up)“∨” 不合格(Substandard)“×” 监理工程师/业主抽查
Sampling inspection by SZC/
Owner
施工管理员 Section chief
CBMI 质安主管
Quality /safety chief
班组 Team
For personal use only in study and research; not for commercial use 锅炉操作作业指导书 1 岗位基本要求 1.1年满18周岁,具有与操作相应类别锅炉的司炉操作证,身体健康,能胜任本岗位工作。 1.2对本岗位所管辖的设备做到“四懂三会”,即懂结构、懂原理、懂性能、懂用途;会使用、会维护保养、会排除故障。 1.3能够识别本岗位所涉及的危险点(源),紧急情况下能进行应急处理。做到“三懂两会”即:懂本岗位人身伤害、机械事故和火灾危险性,懂预防措施,懂扑救方法;会使用消防器材,会扑救初起火灾。 2 岗位职责 2.1认真学习贯彻党和国家、地方人民政府及上级有关安全生产、环境保护、职业卫生的方针、政策、法律、法规、标准及管理制度,有权拒绝违章指挥、对他人违章作业加以劝阻和制止。 2.2按规定穿戴劳保用品上岗,严格执行交接班制度,按时巡回检查锅炉及附属设备,发现异常情况及时处理和上报,认真填写各项资料记录。 2.3严格按照《蒸汽锅炉安全技术检查规程》的有关规定进行操作,妥善保管、正确使用各种防护器具和消防设施,精心维护设备、流程。 2.4熟悉本岗位事故处理预案,正确分析判断和处理各种事故苗头,把事故消灭在萌芽状态,一旦发生事故应及时、如实向上级汇报,按事故预案正确处理,
并保护好现场,尽可能控制事态扩大。 2.5积极参加各种安全活动、岗位练兵和应急演练,提出合理化建议,努力保护作业环境整洁、做到文明生产。 3 锅炉操作规程 3.1锅炉操作前的检查 3.1.1给水系统 3.1.1.1、检查自动给水装置的各部件,并确认各部件毫无异常达到正常运行条件。 3.1.1.2、将给水泵的空气孔排出空气,给水泵的开关位置处于手动并检查电机的回转方向是否正确。 3.1.1.3、将给水泵进出口的阀门全部开启。 3.1.1.4、检查锅炉给水阀或电动给水阀开启情况。 3.1.1.5、检查水位计玻璃板有无异常现象,锅炉与水位计连接管道及考克是否灵活通畅。 3.1.1.6、冲洗水位计,并观察考克排水后,关闭考克后,水位能否恢复正常。如有异常现象,立即检查系统及考克有否阻塞。 3.1.1.7、检查自动给水控制器的止回阀、截止阀等各阀是否正确开启或关闭。 3.1.2蒸汽系统 3.1.2.1、检查压力表管道及阀门是否畅通、灵活,压力表表面玻璃如有污秽,可用稀盐酸试净。 3.1.2.2、检查安全阀有无异常,排气管支撑牢固。
中国石油 编号:NHAJ/HSE-AZ-ZY-02-2002 工业炉窑 砌筑作业指导书 宁化安装检修厂安装制造公司 2002年6月28日
工业炉砌筑作业指导书 1材料 1.1泥浆 1.1.1 砌筑耐火制品用的泥浆的耐火度和化学成分,应同所用耐火制品的耐火度和化学成分相适应。泥浆的种类、牌号及其他性能指标,应根据炉子的温度和操作条件由设计选定。 1.1.2砌筑工业炉前,应根据砌体类别通过试验确定泥浆的稠度和加水量,同时检查泥浆的砌筑性能(主要是粘结时间)是否能满足砌筑要求。 泥浆的粘结时间视耐火制品外形尺寸的大小而定,宜为1~1.5min。 1.1.3不同类型泥浆的稠度及其适用的砌体类别,可按下表采用。 泥浆稠度及其适用的砌体类别 1.1.4 砌筑工业炉应采用成品泥浆。泥浆的最大粒径不应大于规定砖缝厚度的30%。 1.1.5 调制泥浆时,必须称量准确,搅拌均匀。不应在调制好的泥浆内任意加水或结合剂。 1.1.6 同时使用不同泥浆时,不得混用搅拌机和泥浆槽等机具。 1.1.7 掺有水泥、水玻璃或卤水的泥浆,不应在砌筑前过早调制。已初凝的泥浆不得使用。 1.1.8 磷酸盐泥浆所用的原材料及其配合比,应符合冶金部现行的标准《高强度磷酸盐泥浆施工技术暂行规程》的规定。
1.1.9 调制磷酸盐泥浆时,必须保证规程规定的困料时间。调制好的泥浆,不得任意加水稀释。 砌体中磷酸盐泥浆干固后,严禁敲打。 2 施工 2.1一般规定 2.1.1根据所要求的施工精细程度,耐火砌体分为数类。各类砌体的砖缝厚度,应符合下列规定: 1、特类砌体不大于0.5mm; 2、I类砌体不大于lmm; 3、Ⅱ类砌体不大于2mm 4、Ⅲ类砌体不大于3mm; 5、Ⅳ类砌体大于3mm。 2.1.2除设计另有规定外,一般工业炉各部位砌体的砖缝厚度不应超过表(一)规定的数值。 2.1.3 一般工业炉砌筑的允许误差,不应超过表(二)规定的数值。 2.1.4 对于特类砌体,应将砖精细加工,并应按其厚度和长度选分;第Ⅰ类砌体,应按砖的厚度和长度选分,如砖的尺寸误差达不到砖缝要求时,应加工;第Ⅱ类砌体,应按砖的厚度选分,必要时可加工。 选砖时,应保证砖的尺寸误差能满足所规定的砖缝要求。 2.1.5 工业炉复杂而重要的部位,应进行预砌筑,并作好技术录。 2.1.6 工业炉的中心线和主要标高控制线,应按设计由测量确定。砌筑前,应校核砌体的放线尺寸。 2.1.7 固定在砌体内的金属埋设件,应于砌筑前或砌筑时安设。砌体与埋设件之间的间隙及其中的填料,应符合设计规定。 2.1.8 炉底和炉墙砌体与炉内设置的传送装置之间的间隙,应按规定的尺寸留设。
砌筑工程作业指导书 YWZS—2005—02 编制: 审核: 批准: 中铁三局六公司宜万项目经理部 2005.2.10
砌筑工程作业指导书 目的:指导宜万线W12标段DK184+000~DK98+300段浆砌片石、浆砌料石、干砌片石等砌筑工程施工作业。适用范围:宜万线W12标段DK184+000~DK98+300段所有砌筑工程编制依据:新建铁路宜昌至万州线施工图 《铁路混凝土与砌体工程施工及验收规范》 《铁路工程施工技术手册》铁道出版社 1 一般要求 1.1砌体施工前,应按照有关规定对基坑进行检查和处理。1.2砌体沉降缝、伸缩缝、泄水孔和防水层的设臵,应符合设计规定。 1.3所用工程材料(含原材料、半成品和成品)的质量要求和实验方法应符合《规范》及国家、铁道部现行规标的有关规定。各项工程材料应具有质量证明书或试验报告单,并经检查、验收合格后方可使用。 1.4施工中有关安全技术、劳动保护、环境保护、节能及防火等要求应符合国家或铁道部现行标准的有关规定。 2 砂浆 2.1砂浆所用水泥、砂和水应符合设计图纸和有关规范要求。砂应采用中、粗砂。当用于砌筑片石时,砂的最大粒径不应大于5mm;用于砌筑块石时,砂的最大粒径不应大于2.5mm。 2.2当变更砂浆的组成材料时,其配合比应重新通过试验确定。 2.3砂浆应随拌随用,一般应在3小时内使用完毕;气温超过30℃时,应在2小时内使用完毕。在运输或贮存中发生离析、泌水的砂浆,砌筑前应重新拌和;已凝结的砂浆不得重新加水拌和使用。 2.4砂浆应具有良好的和易性。砂浆的和易性以流动性(稠度或沉入度)和保水性(分层度)表示。 2.4.1砂浆的稠度(沉入度),用标准圆锥体在垂直方向陷入砂浆的深度表示,并根据气候条件、砌体吸水率来决定:一般石砌体为4~7cm;受振动的石砌体为2~3cm。对于零星次要工程的砂浆稠度,可用手捏成团,松手后不松散、但也不能由灰刀
高炉分厂热风炉作业指导书 1.目的和适用范围 1.1按照高炉指定的热风温度送风,完成高炉煤气净化处理和收集的任务。 1.2本作业指导书适用于炼铁分公司高炉分厂热风炉作业区。 2.引用标准和术语 2.1术语 2.1.1休风:高炉在生产过程中因检修、处理故障或其他原因,必须中断生产,停止向高炉送风。 2.1.2倒流休风:高炉在短期休风时,为了防止风口煤气着火喷溅,而打开热风总管上的倒流阀,使煤气由倒流阀放出,减小风口火势。 2.1.3拉风:高炉因生产需要,高炉值班长打开冷风总管上的放风阀,不经过风机房将风放掉。 2.1.4送风制度:为了保证向高炉输送指定的风温,而采取的一种合理的燃烧和送风制度,包括:两烧一送、一烧两送、一烧一送一停制度。 2.1.5送风:热风炉将冷风预热后经过热风总管送向高炉的工作状态。 2.1.6烧炉:为了保证向高炉输送指定的风温,而加热热风炉蓄热室的一种工作状态。 2.1.7换炉:热风炉由燃烧转闷炉转送风的过程或送风转燃烧的过程。 2.1.8闷炉:热风炉所有阀门都处于关闭状态。 2.1.9净煤气含尘:经电除尘、布袋除尘器除尘的高炉煤气中的杂质含量。单位:mg/m3 2.1.10憋风事故:误操作将送风炉子的热风或冷风阀未开全或未打开,造成冷风压力升高、热风压力降低,导致高炉停产。 2.1.11放风:误操作将送风炉子的废气阀、烟道阀打开或将燃烧炉子的冷风阀、均压阀打开造成冷风、热风压力降低,导致高炉停产。 2.1.12冲洗:当煤气除尘塔的电场收集到灰尘后,停止收集灰尘工作,用洗涤水把电场电极上的灰尘冲刷干净后电场再次投入工作。 2.1.13反吹: 用脉冲氮气把附着在布袋上的细微粉尘吹落的工作。2.1.14脉冲:使气体压力在相同时间内峰值从最高到最低有规则变化。
筑炉工安全操作规程1.岗位危险源
2.适应范围 适用于锅炉筑炉工作业的操作。 2.作业前的检查和准备工作 3.1 筑炉工属于特种作业工种,从事特种作业的人员,必须进行身体检查,无妨碍本工种的疾病和具有相适应的文化程度。服从领导和安全检查人员的指挥,工作时思想集中,坚守作业岗位,未经许可,不得从事非本工种作业,严禁酒后作业。进入施工现场的作业人员,必须首先参加安全教育培训,未经培训不得上岗作业。 3.2 进入施工现场的人员必须正确戴好安全帽,系好下颏带;按照作业要求正确穿戴个人防护用品。施工前,应检查脚手架及所用工具,发现有碍安全作业应及时排除隐患。 3.作业中的操作和注意事项 4.1在脚手架脚手板上运料或砌筑作业时,不得奔跑或多人集聚。从砖垛上取砖时,应由上而下阶梯合拿取,不得一码取到底或由下面掏取,整砖或半砖应分别递送。 4.2在高处砍砖时,应面向墙的里侧,有的对着别人或面向外站直身体砍砖。跳板上碎砖杂物应随时清除。 4.3严禁站在墙上砍砖、钩缝、检查大角垂直度、清扫墙面或行走。上下脚手架时应走马道。在脚手架上作业时,严禁自行拆除脚手板及脚手杆。 4.4使用切砖机、磨砖机或用手加工砖板时,应戴手套和防护眼镜,并不得面对面进行作业。 4.5砌筑炉膛及烟道内衬,应有充足的照明和良好的通风。作业人员应戴安全帽。 4.6筑炉时,在炉体内施工应有联络信号,外面有人监护。炉子的钢骨架、炉管上不得直接悬挂电线。炉内使用的行灯电压不得超过36V。拱胎支架,必须牢固,炉窑拱顶必须对称砌筑。在拱胎上堆放砖和砂浆应均匀对称。 4.7大、中型的炉和半圆状的拱顶砌筑,应锁紧一环,再砌一环。拱砖放衬缝与水平夹角砌成30 度时,必须用金属钩子将拱砖固定。大中型耐火砖、耐火混凝土和石岩砖块吊装砌筑时,吊梁、索具、夹具必须牢固。 4.8进入烟道、烟囱内检查时,应有人监护。 4.9凡接触矿渣棉、玻璃棉、岩棉、陶瓷纤维、珍珠岩等绝缘材料的作业人员,均应穿戴作业用的防护用品,其衣袖、裤脚、领口应扎紧、围住。 4.10高空用的工具、材料应吊运和传递,严禁上下抛掷。接料人员应站在一侧,严禁垂直接料。 4.11扣件式钢管脚手架:按其搭设位置分为外脚手架、里脚手架;按立杆排数分为单排、双排脚手架;按高度分为一般、高层脚手架以及分为结构、装修脚手架,具体搭设的操作规定,其基本要求如下: 4.11.1脚手架应由立杆(冲天)、纵向水平杆(大横杆、顺水杆)、横向水平杆(小
二次安装作业指导书 目录 1.目的 2.适用范围 3.职责 4.施工中执行的规范 5.施工程序及技术措施 5.1 屏、柜、箱体安装 5.2 电缆敷设 5.3 二次接线 5.4高压电缆及缆头制作 5.5 二次带电作业 1.目的:作业指导书可在二次施工过程中,具有操作性、规范性和实用性,确保施工质量。 2.适用范围:使用于变电站、发电厂升压站、工厂配电装置等场所的电缆敷设、盘柜、成套柜、端子箱、动力箱安装就位及二次配线。 3.职责:班组长、技术员、具体施工人员在具体工作中,参照作业指导书的规范性、可操作性,认真负责的组织施工。 4.施工中执行的规范、标准: 《电气装置安装工程盘、柜及二次回路结线施工及验收规范》《电气装置安装工程电缆线路施工及验收规范》
《电气装置安装工程电气设备交接试验标准》 《国家电网公司电力安全工作规程》(变电站和发电厂电气部分) 5.施工程序及技术措施 5.1屏、柜、箱体安装 5.1.1运输与保管 盘柜等在搬运和安装时应采取防震、防潮、防止框架变形和漆面受损等安全措施,应存放在室内或能避雪、雨、风、沙的干燥场所。 5.1.2检查验收 与建设单位、监理单位、供货方共同进行,并做好签证记录; 包装及密封良好; 开箱检查型号、规格符合设计要求,设备无损伤,附件、备件与装箱清单相符,齐全;拆出的附件、备件应妥善保管并记录标识; 产品的技术文件齐全; 外观检查合格。 5.1.3屏、柜、箱体安装 安装前,室内无积水、杂物,房顶无渗漏,门窗安装完毕,室内接地网完成。
预埋槽钢应符合设计要求,各点应用水准仪找平,并高于地面5mm或按设计要求进行,上部不得涂漆,预埋件或预埋槽钢牢固并接地良好。 室内铜排接地的安装应符合设计要求,如接地和火焊。并宜在电缆敷设和屏柜安装前进行,避免动火。 基础型钢安装的允许偏差 盘、柜安装的允许偏差 盘柜就位前,应仔细核对图纸,进行图纸会审后确定位置,主控制盘、继电保护盘、自动装置盘应认真核对屏内设备,包括端子排、元件,对于保护屏应核对光纤接线盒,分清专用光纤和复用光
( 安全技术 ) 单位:_________________________ 姓名:_________________________ 日期:_________________________ 精品文档 / Word文档 / 文字可改 锅炉岗位作业指导书(新编版) Technical safety means that the pursuit of technology should also include ensuring that people make mistakes
锅炉岗位作业指导书(新编版) 一、本岗位的任务 1、回收焚硫炉出来的炉气的高温度热量,生产4.0Mpa中压饱和蒸汽; 2、回收转化一、四段出口中温度反应炉气热量,生产中压过热蒸汽,供发电用; 3、回收转化三、四段中温度余热,预热锅炉给水。 二、操作指标 1、汽包工作压力≤4.3Mpa 2、汽包水位40%-70% 3、过热蒸汽温度435±10℃ 4、过热蒸汽压力≤3.7Mpa 5、给水压力4Mpa-6Mpa
6、进锅炉炉气温度<1050℃ 7、给水温度90~105℃ 8、给水电导率≤4us/cm 9、给水PH值8.0-9.2 10、炉水碱度1.2±0.4mmol/L 11、炉水PH值9.0-11.0 12、炉水PO43-浓度15.0±5.0mg/l 三、工艺指标控制 依据废锅操作规程,精心操作,回收焚硫炉出口高温炉气中的热量制取最大量的余热蒸汽。 四、设备维护 对废锅各部件进行定期巡检维护,及时监测汽包压力、联箱压力、除氧器液位及冷凝水水质、给水泵运行等工艺数据,确保设备能够无故障运行 五、现场管理 依据本厂管理制度,承担本岗位所划定区域内的清洁卫生任务
电批使用作业指导书-2 -标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII
作业指导书产品名称适用公司所有电批工序编号/ 文件编 号 WI—SC-008 编制/日 期 2014-1-02 产品型号/ 工序名称 电批的使用要 求 版本标 识 A/0 修订/日 期 电批使用及螺钉扭力 要求安规种类/ 工序等级/ 编制审核电气参数/ 工时要求/ 装配简图:零件名称备注用量零件名称备注用量 / / / / / / / / / / / / / / / / / / / / / / / / 工序控制规程 项目 名称 技术要求 检验 方法 检验频率 自 检 互 检 巡 检结构螺 钉要求 上紧力矩≥1.5kgfcm 。 扭力 计 100 % 100 % 1/H 外观 要求 各组件装配配合不允许出现,螺钉 打穿、顶白等。 工序操作规程工步工步操作内容及要求工具辅料1 将电批接入专用的电压电源,悬挂于要作业工位的电批挂钩 上。 2 电批嘴安装方法:用手直接推上电批嘴上端的紧固环,将批头 的两个按定位槽,相对应插装进电批的定位孔内。 3 根据螺钉的规格,选择相符的电批嘴安装于电批上。 调 试及标准1 螺钉紧固调试试验,将螺钉用电批紧固于要安装的部件内,按照螺钉的规格及要求,由技术负责人用扭力计对螺钉的扭力 进行调试为,所要求的力矩。 2 扭力的常用标准,与塑胶紧固之间要求3KG(≥29N.M)以 上。与金属部件之间扭力达到6KG(≥58N.M )以上。 紧固或拆卸螺钉正、反方向选择开关 螺钉扭力调试螺母 左转为扭力小,右转为扭力大 左转 右转 电批电源 卸、装批 2
锅炉作业指导书 -标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII
天然气锅炉操作指导书 一、点火启动前的准备 1、检查锅炉水位(正常水位),检查软水槽水位,应达到达不到,打开软水槽软化水阀门加到相应液位。 2、 3、检查有无漏水漏气点。 4、检查燃气压力是否正常。 5、打开或关闭相应阀门 6、检查天然气供应系统是否可以正常工作(燃气压力是否正常),燃气手阀应打开,无渗漏。 二、锅炉点火启动: 1、天然气系统压力(3)正常后。 2、按下燃烧机启动按钮。程序:首先进行检漏,检漏通过后,复位点火后调到自动状态,观察是否点火成功,正常运行。 3、检测供水水泵是否在自动状态。 4、在运行过程中,要勤检查,每半小时检查一次,主要检查点:(1)天然气的流量和压力是否稳定。 (2)自动燃烧器是否运行正常,电机有无杂音。 (3)炉膛火焰是否正常。 (4)锅炉回收热水循环泵是否正常(正常压力15 MPa)。(5)锅炉压力是否正常(正常压力6-7.5 MPa)。
(6)引风机是否正常,电机有无异常响声。 5、正常运行中,不需要对燃烧器进行任何操作,所有大、小火转换,都会按设定的需要自动进行。 三、停炉: 1、停炉前先关闭天然气总阀门,待管道余气燃尽后,停炉。 2、按下锅炉停止按钮,使燃烧器停止工作;关闭管路供气阀门。 四、安全注意事项 1、在燃烧器启动过程中,如果燃烧器重复报警锁定,应查明原因,找出故障并排除后再按复位按钮,继续启动。注意:复位按钮持续按下时间不能超过10秒。燃烧器进气口下部必须清洁、干净,不准有杂物。 2、燃烧器一次点火没有成功,应重新启动锅炉引风机,待通风5分钟后,方可进行第二次点火启动运行燃烧器。 3、在正常运行期间,燃烧器靠近热力设备的部分(如连接法兰等)会非常热,要避免造成烫伤。附近不要摆放易燃物,以免引起火灾。 4、锅炉运行中必须密切监视热水循环泵和锅炉压力、天然气分气包、管道阀门、压力表、流量计、水位计等工作情况。 5、打开炉门或从炉门处观察炉膛内火焰时,司炉人员应戴手套操作,并侧身观察。 6、燃烧器工作环境要保持清洁干燥,尤其是火焰检测器(即电眼)更应保持清洁、控制电路部分不得受潮、受高温;燃烧器每班要清洁保养一次。
电炉炼钢技术操作规程 一九八八年六月 目录 电炉炼钢基本技术操作规程 第一章冶炼前的准备 1 第二章扒补炉、装铁 4 第三章熔化期 6 第四章气化期8 第五章还原期12 第六章不氧化、返回吹氧法、返回单渣法操作要点18 第七章加入铁合金的规定19 第八章电炉炼钢的配料23 第九章渣洗操作规程64 第十章炼渣操作规程66 附录一烤炉制度70 附录二炉体标准76 附录三电炉工具标准77 附录四冶炼、铸锭操作记录项目78 电炉炼钢分钢种技术操作规程 工艺一 炭素弹簧钢、硅猛弹簧钢、炭素工具钢、猛及猛硅合金结构钢技术操作规程83 铬、铬猛、铬钼及铬猛钼合金结构钢冶炼技术操作规程93 铬猛增钛合金结构钢冶炼技术操作规程98
铬钼铝合结冶炼技术操作规程104 镍、铬镍合结钢冶炼技术操作规程109 铬镍钨合金结构钢冶炼技术操作规程117 铬硅、铬猛硅、铬猛硅镍合结钢冶炼技术规程122 铬钒、铬钼钒、铬镍钼钒、铬镍钨钒、名镍钒合结钢冶炼支术操作规程127 中碳铬镍(钨)合结钢冶炼技术、操作规程133 硅猛钼钒合结钢技术操作规程137 炮钢冶炼技术操作规程140 硼钢冶炼技术操作规程145 合结钢电极棒冶炼技术操作规程150 含铝、钛合结钢电极棒冶炼技术操作规程155 高碳铬轴承钢冶炼技术操作规程161 铬、猛、铬猛、名猛钼、铬镍钼、铬镍钒、铬硅合金工具钢冶炼技术操作规程167 钨、铬钨、铬钨硅、铬钨猛、铬钨钼钒、铬钨钒硅合工钢冶炼技术操作规程172 3Cr2W8V合金工具钢冶炼技术操作规程178 高铬合金工具钢冶炼技术操作规程183 高速工具钢冶炼技术操作规程189 不锈钢冶炼基本操作195 铬、铬钼、铬钼钒不锈钢冶炼技术操作规程210 2Cr13 Ni4 Mn9不锈钢冶炼技术操作规程214 1Cr11Ni2W2MoV、1Cr12Ni2 WMoVNb冶炼技术操作规程217
击实试验作业指导书 7.3.1试验目的:通过轻型击实和重型击实,确定该土最大干密度和最佳含水量。 7.3.2 依据标准:《公路土工试验规程》(JTG E40-2007) 7.3.3 仪器设备 标准击实仪 烘箱及干燥器 天平台秤感量 圆孔筛 拌和工具 金属盘 土铲 喷水设备 碾土器 盛土盘 量筒 推土器 铝盒 修土刀 平直尺等。 7.3.4 本试验可分别采用不同的方法准备试样:
1、干土法(土重复使用)将具有代表性的风干或在50℃温度下烘干的土样放在橡皮板上,用圆木棍碾散,然后过不同孔径的筛(视粒径大小而定)。对于小试筒,按四分法取筛下的土约3kg,对于大试筒,同样按四分法取样约6.5kg。 估计土样风干或天然含水量,如风干含水量低于开始含水量太多时,可将土样铺于一不吸水的盘上,用喷水设备均匀地喷洒适当用量的水,并充分拌和,闷料一夜备用。 2、干土法(土不重复使用)按四分法至少准备5 个试样,分别加入不同水份(按2-3%含水量递增),拌匀后闷一夜备用。 3、湿土法(土不重复使用)对于高含水量土,可省略过筛步骤,用手拣除大于38mm的粗石子即可。保持天然含水量的第一个土样,可立即用于击实试验。其余几个试样,将土分成小土块,分别风干,使含水量按2-3%递减。 7.3.5 试验步骤: 1、根据工程要求,按规定选择轻型或重型试验方法。根据土的性质(含易击碎风化石数量多少,含水量高低),按规定选用干土法(土重复或不重复使用)或湿土法。 2、将击实筒放在坚硬的地面上,取制备好的土样分3-5次倒入筒内。小筒按三层法时,每层约800-900g(其量应使击实后的试样等于或略高于筒高的1/3);按五层法
TITLE of ELEMENT Revision: A Page 1 of 2 WORK INSTRUCTION 01-01-01 1.0 PURPOSE 1.1(What is the reason for writing this work instruction) Start with the following statement: purpose of this document is to provide instructions for - - - - - - - - .” 1.2Be as specific as you need to be to define the purpose of the document. 2.0 SCOPE 2.1(Define the area or process that this instruction applies to) 3.0 RECORDS 3.1(Indicate specific type of records to be maintained and where they will be maintained) 4.0 ASSOCIATED DOCUMENTS 4.1(Reference upward to the procedures that the work instruction is controlled by and reference forms by control number used to create records. Also, reference other documents, standards or information that are relevant.) 5.0 DEFINITIONS 5.1(Define any terms and phrases that might be unique to this instruction or to this particular industry) 6.0 RESPONSIBILITY 6.1(List department(s) or functions responsible for maintaining these instructions) 7.0 TOOLS, GAGES, FIXTURES 7.1(List all unique tools required to perform tasks as indicated in this work instruction) 8.0 SAFETY REQUIREMENTS 8.1(List all necessary safety precautions that employees must comply with and all safety equipment that must be used while following the operations specified in this work instruction) 9.0 INSTRUCTIONS 9.1(List all steps to be taken to complete the scope of this work instruction, in the exact sequence necessary. Work instructions may be in the form of flow charts, bullet instructions, text, photos, digitized images, numbered instructions or any combination of all, as long as the instructions are clear, crisp and do the job as intended)
The prerequisite for vigorously developing our productivity is that we must be responsible for the safety of our company and our own lives. (安全管理) 单位:___________________ 姓名:___________________ 日期:___________________ 筑炉工安全操作规程(通用版)
筑炉工安全操作规程(通用版)导语:建立和健全我们的现代企业制度,是指引我们生产劳动的方向。而大力发展我们生产力的前提,是我们必须对我们企业和我们自己的生命安全负责。可用于实体印刷或电子存档(使用前请详细阅读条款)。 1、检查使用工具是否完好,穿戴好劳动保护用品。 2、修炉用的材料要堆放整齐,保持道路通畅。 3、作业高度超过2米时,遵守《高处作业安全制度》。架设操作平台或脚手架时,遵守《架子工安全操作规程》。 4、不准使用腐朽、破裂、蛀蚀的竹片或木板,伸出支架的跳板上不准站人和放置物件;不准在跳板上垫任何物件以增加操作高度,不准多人集中在一块跳板上工作。 5、修炉用的照明电压在36伏以下。 6、用泥刀劈砖或用手锤敲击时,注意前后左右不准有人,不准两人面对面劈砖、打锤。 7、在高处劈砖,不得面向外侧,不准向下扔其他物件。 8、往高处运送耐火灰浆桶,要用绳子吊上和吊下,灰浆桶要放置平稳。 9、砌炉时,要密切联系,互相配合,在较深的炉内或较高的炉子
上工作,要有专人监护。 10、抢修炉顶时,要搭设耐高温的跳板,不准站在炉顶砖上工作。 11、进入煤气加热炉内修理,应关闭炉子总阀,打开放散管并吹扫炉内残存煤气,经取样化验,合格后方可进入煤气加热炉内修理。 12、进行炉膛、烟道抢修时,不准携带火种,工作时要用通风机不断送风。 13、工作结束后,清理工作场地。 XX设计有限公司 Your Name Design Co., Ltd.
桥梁插入桩基础施工作业指导 一、主要设备 主要机械、设备详见表1。 主要机械、设备配置表表1 设备名称型号、规格数量备注吊车16T、25T 各1台 钻机R622型2台 自卸车东风5T 2台 拌和站1处三项目部混凝土运输车2台三项目部导管Φ20cm 30m 交流弧焊机XB—300 2台 发电机125GF 1台 钢筋切割机GJ—40A 1台 钢筋弯起机GW—40A 1台 内燃空压机1台 砂浆搅拌机350L 1台 插入式振动棒ZN70 2个
泥浆泵BW250—50 2台 三、劳动力组织 劳动力配置详见表2 劳动力配置表表2 序号工作内容人数序号工作内容人数 1 施工员、现场指挥 2 5 机械司机10 2 质量员 1 6 电焊工 4 3 安全员 1 7 钢筋工 6 4 测量员 5 8 其它劳工7 合计36人 四、工艺流程及操作要点 (一)工艺流程 详见工艺流程图(图3)。 (二)施工工艺 1、准备工作 技术准备工作包括: (1)根据工程设计情况和合同文件,组织施工调查: (2)图纸核对、优化工作,即施工前组织技术人员进行图纸会审,并实地
放线复测,按照有关规定,对桥梁位置、标高、功能等方面进行核对、 优化。 (3)合理配置生产要素,精心组织,编写合理可行的实施性施工组织设计:(4)进行技术交底工作,技术交底包括设计单位对施工单位的技术交底和施工单位的内部落技术员交底; (5)提供材料采购计划; (6)制定和实施施工技术管理责任制及管理办法; (7)组织地质复核工作; (8)建立工地试验室,并能满足施工需要,提前完成材料试验工作,提供可查证的试验报告单; (9)环保措施已建立,组织健全,有必要的环保设施,如便道防尘、植被保护、废水、油、垃圾排放等。 现场施工准备工作包括: (1)完成征地拆迁工作; (2)现场布置要提前进行规划,兼顾环保和文明工地的有关要求,做到现场整洁、美观; (3)场地平整及施工用电线的架设; (4)工地临时房屋建设;
机床操作规程 Operating Procedure of Machine 工作前穿戴好工作服及防护用品,扎好袖口,不准穿长衫、围围巾和头巾等丝带状物品,以及穿高跟鞋。 The worker shall wear the uniform, dress the protective equipments and fasten the cuff before work. Everyone is forbidden to wear gown, scarf, headband and high heels. 女工应戴好工作帽。高速切削或切削铸铁、铝、铜工件时,必须戴防护眼镜。 The workwoman shall wear helmet. The worker must wear protective glasses when the machine is fly cutting or cutting the iron, aluminum and copper materials 接触旋转开关及旋转部位时,不得带手套作业,在夹装工件过程中允许带手套作业。 The worker does not allow wearing gloves when you touch the rotary switch or portions. 1.车床技术安全操作规程 1. Safety Operating Procedure of Lathe (1) 工作前须检查机床运转情况,检查工件及刀具是否夹紧,清除床面杂物。 (1) Before working, the lathe operator (lathe man) shall confirm the condition of lathe. The operator should check whether the work piece and cutter is tightened or not. The operator need clean the sundries from the platform before working. (2) 卡盘、花盘必须有保险装置,加工畸形和偏心零件时,要加平衡配重,先低俗运转,然后变为所要的速度。 (2) There must be insurance device in plate. When operator processes the deformation components, the balance weight must be used. At the beginning, the operator should operate slowly. Then, the operator changes the speed which you need. (3) 机床运转过程中不准用手清除切屑。高速切削和建工铸件时,要戴防护眼镜或加防护罩。加工钢件应合理使用刀具,用专用铁钩清理切屑。 (3) When the lathe is operating, don’t clean the scrap by using hand. The operator should wear safety glasses or put protective shield during fast cutting or processing the component. The operator should adopt properly cutter when the work man processes the steel. After working, the workman should use special hook to clean the scrap.
炉前化学成分控制的工艺规定 xxxx——2011 编制: 审核: 批准: xxxx炉料有限公司技术部 xxxx年xx月xx日发布 1
炉前化学成分控制的工艺规定 化学成分在一定程度上决定着金相,金相在一定程度上决定着机械性能。因此,要想稳定铸件材质,必须控制好化学成分。其措施为:①根据产品要求的化学成分,设计出最佳元素含量配料值。②一旦元素含量值波动大时,进行炉内或炉前成分调查,使其元素达到最佳含量值。 一、设计有关元素和碳当量最佳含量值。 1. 同一材质牌号中,元素含量和碳当量最佳值与产品结构、 壁厚、炉料质量、炉料纯洁度、铁水温度、熔炼操作、检验手段和客户要求的化学成分范围等有关。因此,不可能一次就能确定最佳值,但要逐步在短期内确定下来,永不改变。 2. 有关元素和碳当量设计值见表1. 3. 表中有关元素含量和碳当量为:配料和球化处理后检验 应达到的指标。 4. 原铁水中有关元素含量必须在配料单中显示出来。 5. 炉膛容量的控制:0.5T电炉需能熔化540kg铁水,1.5T 电炉需能熔化1600kg铁水,留一定容量作为调整成分之用。 2
3 表1(%) 材质牌号 成分 名 称 C Si Mn Mg 残 RE 残 CE QT400—15(18,12) 原铁水 3.7—3.95 1.6—1.8 <0.3 4.23-4.55 成品铸件 3.6—3.9 2.4—2.8 <0.3 0.03—0.05 0.02—0.04 4.65 QT450—10 原铁水 3.7—3.95 1.6—1.8 0.25—0.45 4.23—4.55 成品铸件 3.6—3.9 2.4—2.8 0.2—0.4 0.03—0.05 0.02—0.04 4.65 QT700—3 QT600—3 原铁水 3.7—3.9 1.2—1.4 0.35—0.65 4.1—4.37 成品铸件 3.6—3.8 2.1—2.5 0.3—0.6 0.03—0.05 0.02—0.04 4.52 原铁水 成品铸件 原铁水 成品铸件 原铁水 成品铸件 原铁水 成品铸件
中频电炉筑炉操作规程 1.在电炉穿炉后,对穿炉情况必须作好记录(包括穿炉原因,炉体损坏情况, 线圈表面绝缘及内部绝缘浆料状况) 2.线圈表面绝缘如有损坏应及时汇报,由车间联系制造商派人来协助维修。对 于线圈内部绝缘浆料的损坏由电炉操作人员负责修理,必须严格按照绝缘浆料的烘制工艺进行。 3.对于筑炉使用的材料(包括绝缘浆料﹑炉衬材料﹑石棉布)必须记录好使用 重量﹑生产厂家﹑进厂日期。 4.筑炉前各种绝缘、绝热材料、炉衬材料、筑炉工具都必须到现场。且场地四 周应保持整洁,以防有其它杂物混入其中。 5.对于筑炉过程必须要作好记录,包括筑炉人员﹑使用的材料情况(其中是否 含有杂物)﹑炉胆尺寸高1.7M外圆直径0.9M表面必须打上3MM小孔四周间距为15MM﹑炉胆与炉壁之间四周间距必须保持一致。放正后用楔木楔紧固定。 (壁厚误差≤5mm) 6.对于检测漏地电流探针必须保证安装完好,确保至少采用4根不锈钢丝(Ф 1.0mm-Ф1.5mm)其中确保探针与炉胆之间接触可靠。 7.在筑炉过程中必须有专人指挥将每一批次炉衬材料都必须采用专用电动工具 打压结实以后才能倒入下一批,每批加料时应特别注意是否有杂物凋落,以免对炉衬材料结构造成影响。筑炉完成以后所有参于人员都要在记录上签字以备待查。 8.在进行烘炉之前由烘炉操作人员对筑炉情况﹑电炉的电气设备、冷却水系统 进行检查并填写入当天点检记录内,同时检查人员也必须签名以备待查。9.在筑炉完成以后的烘炉过程中,必须在炉体内部安装测温装置并安排专人负 责监控整个过程。加入启熔块和炉料时,严禁冲击钢模,以保证炉衬不受冲击力的损伤。对于保温炉,在烘炉至1100℃时须加入金属液高温烧结。10.在烘炉过程中必须确保烘炉用铁与炉口持平,高出炉体上沿的炉胆部分必须 在烘炉以前割掉。整个过程中炉盖必须完全盖好,如炉盖出现故障也应使用其它铁板盖住炉口,以确保炉体内部温度均匀分布,从而使烧结效果达到最佳。 11.烧结层的厚度取决于高温烧结温度和烧结时间,(当然还与结合剂的加入量有 关)所以,在高温烧结温度t时要保温1.5~2小时,以得到满意的烧结层。 12.第一炉的熔化及提温应使用较小的功率,避免过强的电磁搅拌,因为炉衬的温 度还不高。 13.烘炉操作人员必须严格按照工艺曲线烘炉。(曲线见图3)并按每次/每小时的 频率记录好炉体时间、温度、功率、炉体烧结状况,记录完毕以后签名以备待查。筑炉工艺(见图1)采用电动平锤的炉壁筑炉工艺(见图2) 14.炉衬的使用寿命还与前期使用有关,所以要求在炉衬烧结后的前三炉铁水不 能一次倒空。第1炉出水30%,二、三炉各出水50%,从这以后,用户可自行决定出水情况。 铸造生产处 2009.10.22
二次配线作业指导 书
二.二次配线作业指导书 1.目的 规范二次配线,保证二次配线正确、科学、整齐、美观,以确保各种被控设备动作的准确性、可靠性。 2.范围 本要求适用于本公司生产的直流屏,中低压配电盘,控制箱等产品的二次配线。 3.准备工作 3.1接受图纸。 3.1.1接受人必须具有相应资格(班组长以上)。 3.1.2查看图纸的清晰度。 3.1.3查看图纸合同号是否正确。 3.1.4查看图纸数量是否齐全。 3.1.5接受图纸必须办理好交接手续。 3.2对合同的质量要求及制作要求详细理解。 3.3无质量计划,无特殊制作要求的合同按公司常规规范制作。 3.4生产前必须看清质量计划和制作要求及图纸的签字是否齐全,组织讨论,方可生产。 4.方案确定 4.1选择材料 4.1.1导线选择
4.1.1.1 一般情况下,柜内导线釆用黑色,有特殊要求的按质量计划(图纸)中的颜色要求选择。 4.1.1.2 一般情况下,根据图纸要求选择相应型号的导线。 4.1.1.3计量柜中电流回路采用4mm2BV分色导线,电压回路活动线束采用2.5mm2导线,其余回路(控制回路、信号回路、照明回路)釆用0.75或1.5 mm2导线。 4.1.1.4航空插座及某些专用接插件不宜用导线。 4.1.2号码管 4.1.2.1根据所下二次图的线号,用号码管打印机打印出所需号码管,以便放线时使用。 4.1.2.2号码管内径为3~5mm,分别用于1.5~4mm2导线。 4.1.2.3号码管打印后字迹必须工整,清晰,且无涂改现象。 4.1.2.4无特殊要求的打印原理号,有特殊要求的根据要求打印。 4.1.3护线套 4.1.3.1线束穿入金属板孔时,金属板孔上必须有保护层(护线套、橡皮圈)。 4.1.3.2根据金属孔的周长把护线套量好后下料。 4.1.3.3护线套嵌好后,接缝处应处于下方。 4.1.4保护扣套 4.1.4.1根据线束大小选择相应规格的保护口套。 4.1.4.2包扎时先将线束整理整齐,导线应拉直,不允许参差不齐。
PFMEA作业指导书 1 PURPOSE(目的) The purpose of this work instruction is to provide a method for continuous improvement through the use of PFMEAs. 此作业指导书的目的是为运用制程失效模式及效果分析达到持续改善目的提供方法。 2SCOUPE(范围) This work instruction applies to any manufacturing process that has a customer requirement for failure modeeffect analysis or any process at FLEX (Doumen) where management requires a PFMEA. 适用于客户要求或管理要求而需要做失效模式及效果分析的所有制程。 3 DEFINITIONS(定义) 3.1 PFMEA: Process Failure Mode and Effect Analysis. It should describe all the potential failure modes which may occur in process and their corresponding failure effects; evaluate and rank the severity, occurrence and detection of the failures. It should also describe the current control method, recommend corrective action, person responsible responsibility and due date. PFMEA--制程失效模式及效果分析。它应列出制程中所有可能出现的潜在失效模式 以及相应的失效结果,评价和评定其严重度、发生度、检测度的等级分数。同时指出 当前的控制方法和建议的改善行动以及相应的责任者和完成期限。 3.2QE: Quality Engineer QE:品质工程师 3.3SQE: Supplier Quality Engineer SQE:供应商管理品质工程师 3.4PE: Process Engineer PE:工艺工程师 3.5ME: Manufacturing Engineer ME:制造工程师 3.6TE: Test Engineer TE:测试工程师 3.7EE: Equipment Engineer EE:设备工程师 3.8DCC: Document Control center DCC:文件控制中心 3.9RPN: Risk Priority Number RPN:风险优先系数 4. REFERENCE(参考文件) 4.1 DMP-010 Corrective and Preventive Action 纠正与预防措施 5. RESPONSIBILITY(职责) 5.1 Quality Engineer: PFMEA Team Leader, holds the PFMEA meeting, prepare and update PFMEA base on team discussion result, apply PFMEA issue.