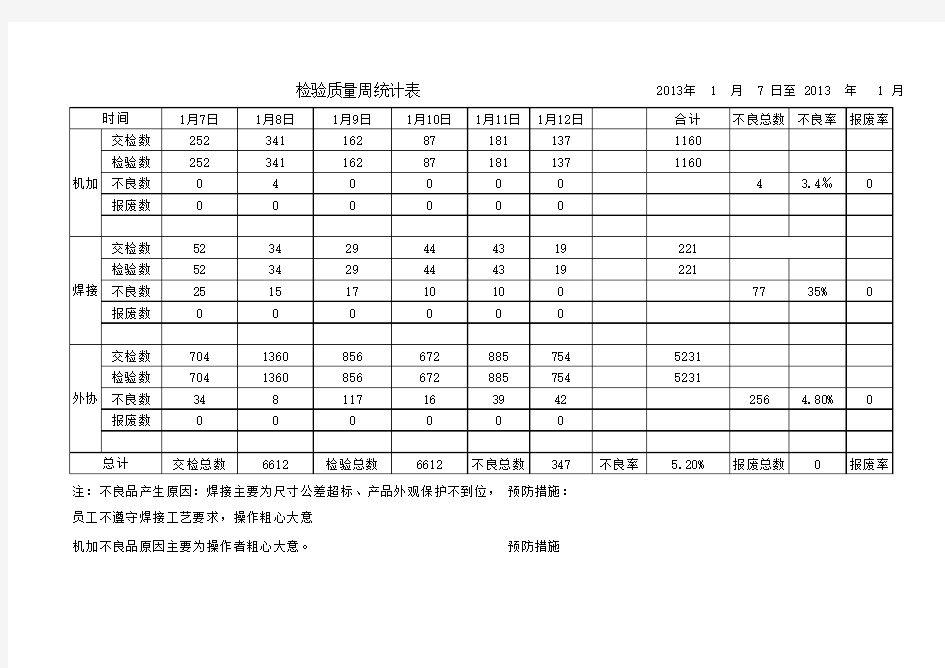
检验质量周统计表2013年 1 月 7 日至 2013 年 1 月
注:不良品产生原因:焊接主要为尺寸公差超标、产品外观保护不到位, 预防措施:
员工不遵守焊接工艺要求,操作粗心大意
机加不良品原因主要为操作者粗心大意。 预防措施
外协不良品主要普遍表现在表面处理不过关。部分制件尺寸配合精度不足
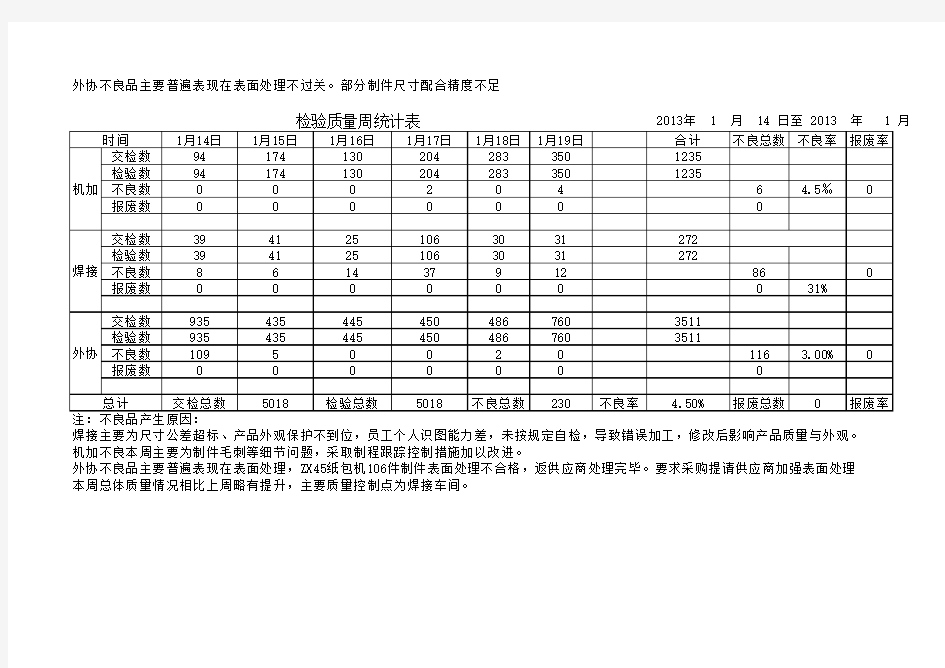
2013年 1 月 14 日至 2013 年 1 月
焊接主要为尺寸公差超标、产品外观保护不到位,员工个人识图能力差,未按规定自检,导致错误加工,修改后影响产品质量与外观。
机加不良本周主要为制件毛刺等细节问题,采取制程跟踪控制措施加以改进。
外协不良品主要普遍表现在表面处理,ZX45纸包机106件制件表面处理不合格,返供应商处理完毕。要求采购提请供应商加强表面处理
本周总体质量情况相比上周略有提升,主要质量控制点为焊接车间。
1 月 1
2 日
1 月 19日