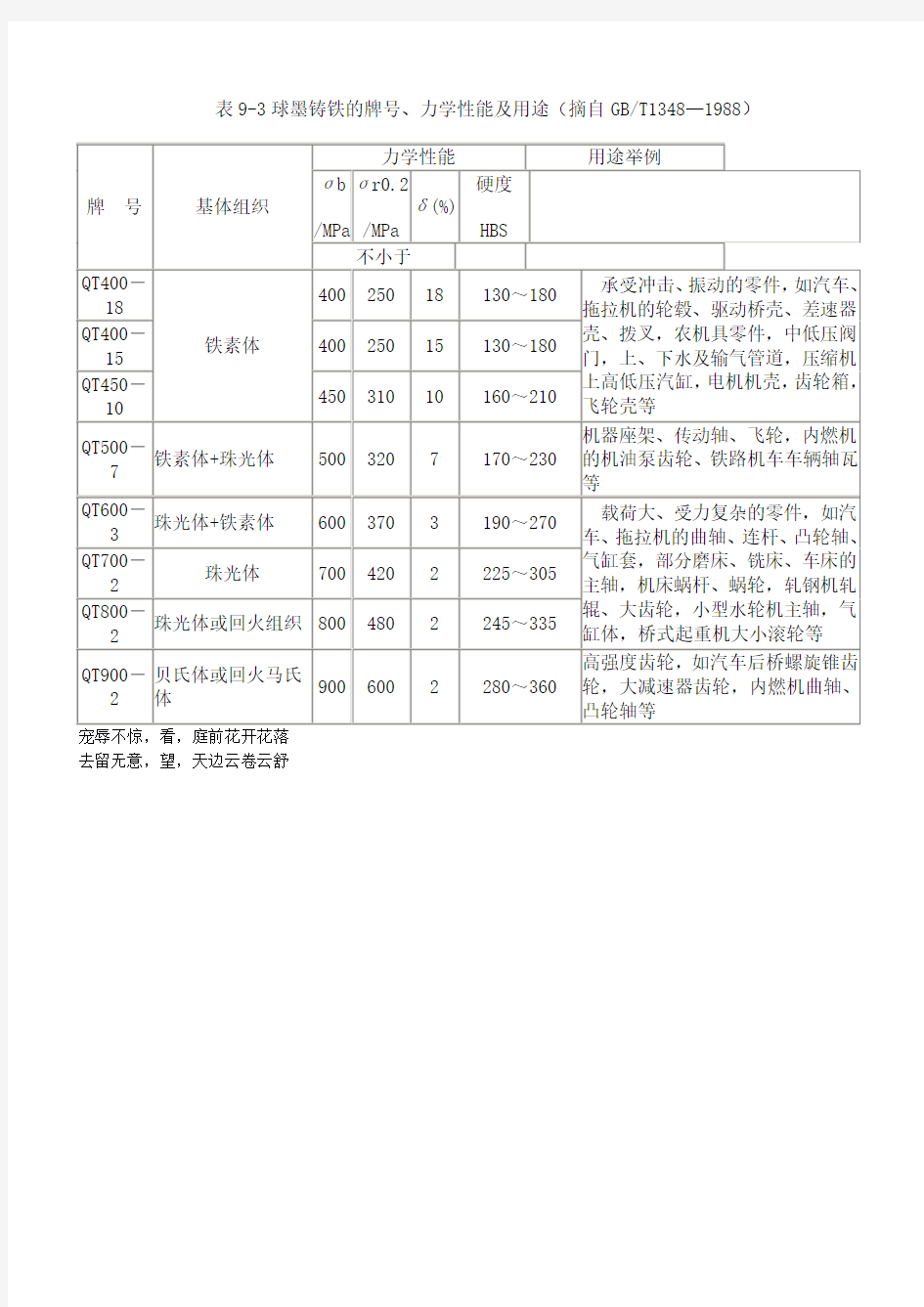
表9-3球墨铸铁的牌号、力学性能及用途(摘自GB/T1348—1988)
宠辱不惊,看,庭前花开花落
去留无意,望,天边云卷云舒
标准 CXB01-2014 南乐县昌盛线路器材有限公司 线路器材球铁件 1.主题内容与适用范围 本标准规定了线路球铁件采用的国家标准和客商要求的美国标准,球铁牌号和技术条件。 本标准适用于砂型铸造的球墨铸铁件。 2.线路球墨铸铁件使用标准和牌号 GB1348-1988 单铸试块的力学性能。附表1 ANSI/ASTM A536-84 球墨铸铁件标准 附表2 球墨铸铁的拉伸性能(单铸试样)
GB1412-85 球墨铸铁用生铁附表3 GB9941-88 球化分级附表4 珠光体数量分级(GB9941-88) 附表5
热镀锌标准: ANSI/ASTMA-153CLASSA,锌层平均厚度不小于86um,最薄厚度不小于70um. 3.技术要求。 生产方法:线路球墨铸铁件采用国标生铁,中频感应电炉熔炼,出铁温度控制在1570℃~1610℃冲入法球化,二次孕育,湿砂型浇注或覆膜砂壳型浇注。开箱温度不超过550℃,砂轮机清除冒口残根,履带式抛丸清理机清理表面。热镀锌表面处理,其锌层平均厚度不小于86um.出口箱包装,汽车运输至北京帕尔普线路器材有限公司。 机械性能:本线路件以机械性能的抗拉强度和延伸率以及客商提供的图纸要求为验收依据,屈服点,硬度为参考,但必须在工艺控制上符合本标准的牌号规定。 化学成分:化学成分不作为验收依据,是工艺控制的重要指标,依据美国帕尔普公司的建议,推荐化学成分如下: 附表6 建议化学成分 球化级别和基体组织:本产品依据客商提供图纸的要求,球化级别为1-2级,最低不低于3级。符合GB9941-88的规定,石墨球数不小于100,符合GB9941-88的规定。其基体组织及硬度依据美国帕尔普线路器材有限公司建议推荐如下: 附表7 建议基体组织及硬度
第四节球墨铸铁的铸造性能与铸造工艺特点 由于碳硅含量较高,球墨铸铁与灰铸铁一样具有良好的流动性和自补缩能力。但是由于炉前处理工艺及凝固过程的不同,球墨铸铁与灰铸铁相比在铸造性能上又有很大的差别,因而其铸造工艺也不尽相同。 一、球墨铸铁的流动性与浇注工艺 球化处理过程中球化剂的加入,一方面使铁液的温度降低,另一方面镁、稀土等元素在浇包及浇注系统中形成夹渣。因此,经过球化处理后铁液的流动性下降。同时,如果这些夹渣进入型腔,将会造成夹杂、针孔、铸件表面粗糙等铸造缺陷。 为解决上述问题,球墨铸铁在铸造工艺上须注意以下问题: (1)一定要将浇包中铁液表面的浮渣扒干净,?最好使用茶壶嘴浇包。 (2)严格控制镁的残留量,最好在0.06%以下。 (3)浇注系统要有足够的尺寸,以保证铁液能做尽快充满型腔,并尽可能不出现紊流。 (4)采用半封闭式浇注系统,根据美国铸造学会推荐的数据,直浇道、横浇道与内浇道的比例为4:8:3。 (5)内浇口尽可能开在铸型的底部。 (6)如果在浇注系统中安放过滤网会有助于排除夹渣。 (7)适当提高浇注温度以提高铁液的充型能力并避免出现碳化物。对于用稀土处理的铁液,其浇注温度可参阅我国有关手册。对于用镁处理的铁液,根据美国铸造学会推荐的数据,当铸件壁厚为25mm时,浇注温度不低于1315℃;当铸件壁厚为6mm时,浇注温度不低于1425℃。 二、球墨铸铁的凝固特性与补缩工艺特点 球墨铸铁与灰铸铁相比在凝固特性上有很大的不同,主要表现在以下方面: (1)球墨铸铁的共晶凝固范围较宽。灰铸铁共晶凝固时,片状石墨的端部始终与铁液接触,因而共晶凝固过程进行较快。球墨铸铁由于石墨球在长大后期被奥氏体壳包围,其长大需要通过碳原子的扩散进行,因而凝固过程进行较慢,以至于要求在更大的过冷度下通过在
常用材质中外牌号对照表:灰铸件,球墨铸铁,碳素铸钢,合金钢 常用材质中外牌号对照表 灰铸件 No. 中 国 GB 中国台湾CNS 日 本 JIS 韩 国 KS 美 国 国际化标准组织ISO 德国 法 国 NF 俄罗斯 гост 瑞 典 SS 英 国 BS AWS UNS DIN W-Nr. 1 HT100 FC100 FC100 GC100 No.20 F11401 100 GG10 0.6010 EN-GJL-100 гч10 0110-00 Grade 100 2 HT150 FC150 FC150 GC150 No.25 F1701 150 GG15 0.6015 EN-GJL-150 гч15 0115-00 Grade 150 3 HT200 FC200 FC200 GC200 No.30 F12101 200 GG20 0.6020 EN-GJL-200 гч18 гч20 гч21 0120-00 Grade 180 Grade 220 4 HT250 FC250 FC250 GC250 No.35 No.40 F12801 250 GG25 0.6025 EN-GJL-250 гч24 гч25 0125-00 Grade 260 5 HT300 FC300 FC300 GC300 No.45 F13101 300 GG30 0.6030 EN-GJL-300 гч30 0130-00 Grade 300 6 HT350 - FC350 GC350 No.50 F13501 350 GG35 0.6035 EN-GJL-350 гч35 0135-00 Grade 350 球墨铸铁 常用材质中外牌号对照表 灰铸件 No. 中 国 GB 中国台湾CNS 日 本 JIS 韩 国 KS 美 国 国际化标准组织ISO 德国 法 国 NF 俄罗斯 гост 瑞 典 SS 英 国 BS AWS UNS DIN W-Nr. 1 HT100 FC100 F C100 GC100 No.20 F11401 100 GG10 0.6010 E N-GJL-100 гч10 0110-00 Grade 100 2 HT150 FC150 F C150 GC150 No.25 F1701 150 GG15 0.6015 E N-GJL-150 гч15 0115-00 Grade 150
铸铁 牌 号 (白心)可锻铸铁性能及相关数据 '); //--> 材料名称:(白心)可锻铸铁 牌号:KTB450-07
标准:GB 9440-88 ●特性及适用范围: 坯料在氧化性介质中进行脱碳退火,焊接性较好,只适宜铸造壁厚在15mm以下的铸件。国内应用较少,国外有用作水暖管件的 ●化学成份:wC=2.2%~2.8%,wSi=1.0%~1.8%,wMn=0.3%~0.8%,wS≤0.2%,wP≤0.1%. ●力学性能: (1)抗拉强度σb (MPa) 当试棒直径:d=9mm时,≥400;d=12mm时,≥450;d=15mm时,≥480 (2)条件屈服强度σ0.2 (MPa) 当试棒直径:d=9mm时,≥230;d=12mm时,≥260;d=15mm时,≥280 (3)伸长率δ (%) 当试棒直径:d=9mm时,≥10;d=12mm时,≥7;d=15mm时,≥4 (4)硬度:≤220HB (5)试样尺寸,试棒直径:d=9mm;d=12mm;d=15mm ●热处理规范及金相组织: 热处理规范:(由供方定) 金相组织:小断面尺寸:铁素体。大断面尺寸:表面区域--铁素体;中间区域--珠光体+铁素体+退火碳;心部区域--珠光体+退火碳 中日美部分不锈钢化学成分对比表 '); //-->
球墨铸铁性能及相关数据 '); //--> 材料名称:球墨铸铁 牌号:QT600-3 标准:GB 1348-88 ●特性及适用范围: 为珠光体型球墨铸铁,具有中高等强度、中等韧性和塑性,综合性能较高,耐磨性和减振性良好,铸造工艺性能良好等特点。能通过各种热处理改变其性能。主要用于各种动力机械曲轴、凸轮轴、连接轴、连杆、齿轮、离合器片、液压缸体等零部件 ●化学成份: 碳 C :3.56~3.85 硅 Si:1.83~2.56 锰 Mn:0.49~0.70 硫 S :0.016~0.045 磷 P :0.035~0.058 镁 Mg:0.041~0.067 注:RxOy:0.033~0.049 ●力学性能: 抗拉强度σb (MPa):≥600 条件屈服强度σ0.2 (MPa):≥370 伸长率δ (%):≥3 硬度:190~270HB ●热处理规范及金相组织: 热处理规范:(由供方定,以下为某试样的热处理规范,供参考) 930℃,2h正火空冷, 600℃,2h,回火空冷 金相组织:珠光体+铁素体
常用球墨铸铁的性能和特点 ①灰口铸铁。灰口铸铁的组织由石墨和基体两部分组成。基体可以是铁素体、珠光体或铁素体加珠光体,相当于钢的组织。因此铸铁的组织可以看成是钢基体上分布着石墨。 灰口铸铁包括普通灰FI铸铁和孕育铸铁两种。灰口铸铁价格便宜、应用最广泛,在各类铸铁的总产量中,灰口铸铁占 80.o%以上。影响灰口铸铁组织和性能的因素主要是化学成分和冷却速度。灰口铸铁中的碳、硅含量一般控制在碳 2.5%~ 4.0%,硅 1.0%~ 3.0%。 ②球墨铸铁管。球墨铸铁是20世纪50年代发展起来的一种高强度铸铁材料,其综合机械洼能接近于钢,因铸造性能很好、成本低廉、生产方便,在工业中得到了广泛的应用。 球墨铸铁的成分要求比较严格,与灰口铸铁相比,它的含碳量较高,通常在 4.5%~ 4.7%范围内变动,以利于石墨球化。 球墨铸铁的抗拉强度远远超过灰口铸铁,而与钢相当。因此对于承受静载的零件,使用球墨铸铁比铸钢还节省材料,而且重量更轻。不同基体的球墨铸铁,性能差别很大,球墨铸铁具有较好的疲劳强度,实验表明,球墨铸铁的扭转疲劳强度甚至超过459钢。
在实际应用中,大多数承受动载的零件是带孔或带台肩的,囡此用邀墨铸铁来岱益钢制造某些重要零件,如曲轴、连杆和凸轮轴等。 ③焉基铸铁。蠕墨铸铁是近十几年来发展起来的一种新型高强铸铁材料。它的强度接近于球墨铸铁,并具有一定的韧性和较高的耐磨性;同时又有灰口铸铁良好的铸造性能和导热性。蠕墨铸铁是在一定成分的铁水中加入适量的蠕化剂经处理而炼成的。蠕化剂目前主要采用镁钛合金、稀土镁钛合金或稀土镁钙合金等。蠕墨铸铁在生产中主要用于生产汽缸盖、汽缸套、钢锭模和液压阀等铸件。 ④可锻铸铁。可锻铸铁是由白口铸铁通过退火处理得到的一种高强铸铁。它有较高的强度、塑性和冲击韧性,可以部分代替碳钢。按退火方法不同,这种铸铁有黑心和自心两种类型。黑心可锻铸铁依靠石墨化退火来获得;白心可锻铸铁利用氧化脱碳退火来制取。 可锻铸铁常用来制造形状复杂、承受冲击和振动荷载的零件,如管接头和低压阀门等。这些零件用铸钢生产时,因铸造性能不好,工艺上困难较大,而用灰口铸铁时,又存在性能不能满足要求的问题。与球墨铸铁相比,可锻铸铁具有成本低、质量稳定、工 艺处理简单等优点。尤其对于薄壁件,球墨铸铁还容易生成白口,需要进行高温退火,这时采用可锻铸铁更为适宜。 ⑤耐磨铸铁。在铸铁中加入某些合金元素而得到。耐磨铸铁是在磨粒磨损条件下工作的铸铁,应具有高而均匀的硬度。白口铸铁就属这类耐磨铸铁。但白口铸铁脆性较大,不能承受冲击荷载,因此在生产上常采用激冷的办法来获得耐磨铸铁。 ⑥耐热铸铁。耐热铸铁是在高温下工作的铸件,如炉底板、换热器、坩埚、热处理炉内的运输链条等。在灰口铸铁中加入铝、硅和镉等元素,一方面在铸件表面形成致密的氧化膜,阻碍继续氧化;另一方面提高铸铁的临界温度,使基体变为单相铁素体,不发生石墨化过程,因此铸铁的耐热性得到改善。
球墨铸铁 球墨铸铁是指铁液经球化处理后,使石墨大部或全部呈球状形态的铸铁。 与灰铸铁比较,球墨铸铁的力学性能有显著提高。因为它的石石墨呈球状,对基体的切割作用最小,可有效地利用基体强度的70%~80%灰铸铁—般只能利用基体强度的30%。球墨铸铁还可以通过合金化和热处理,进一步提高强韧性、耐磨性、耐热性和耐蚀性等各项性能。球墨铸铁自1947年问世以来,就获得铸造工作者的青睐,很快地投入了工业性生产。而且,各个时期都有代表性的产品或技术。20世纪50年代的代表产品是发动机的球墨铸铁曲轴,20世纪60年代是球墨铸铁铸管和铸态球墨铸铁,20世纪70年代是奥氏体-贝氏体球墨铸铁,20世纪80年代以来是厚大断面球墨铸铁和薄小断面轻量化、近终型球墨铸铁。 如今,球墨铸铁已在汽车、铸管、机床、矿山和核工业等领域获得广泛的应用。据统计,2000年世界的球墨铸铁产量已超过1500万吨o 球墨铸铁的牌号是按力学性能指标划分的,国标GB/T 1348-1988《球墨铸铁件》中单铸试块球墨铸铁牌号,见表1。 表1xx试块球墨铸铁牌号 牌号 QT400-18 QT400-15 QT450-10 QT500-7 QT600-3 QT700-2 QT800-2抗拉强度Rm
MPa 400 400 450 500 600 700 800断后伸长率A%18 15 107322布氏硬度 HBW 130~180 130~180 160~210 170~230 190~270 225~305 245~335主要金相组织 铁素体铁素体+珠光体+铁素体珠光体或回火组织贝氏体或回火组织QT900-~360
湘西民族职业技术学院备课用纸 课题:可锻铸铁与球墨铸铁讲授节数2节 授课班级11-5高模具1 11-5高数控1 11-5高数控2 11-5高数控3 11-5高数控4 授课日期星期日/ 月星期日/ 月星期日/ 月星期日/ 月星期日/ 月教学目的要求:掌握可锻铸铁化学成分;了解可锻铸铁的性能及用途;掌握可锻铸铁的牌号表示方法;了解球墨铸铁的性能;了解球墨铸铁常用热处理工艺种类;掌握球墨铸铁的牌号表示方法。学会正确识别可锻铸铁与球墨铸铁;能正确选用球墨铸铁常用热处理方法。 教学重点:1、可锻铸铁化学成分; 2、可锻铸铁的性能及用途; 3、球墨铸铁的性能。 教学难点:1、可锻铸铁的牌号表示方法; 2、球墨铸铁常用热处理; 3、球墨铸铁的牌号。 作业布置:配套习题册一、5.6.7.8. 二、6.7.8.9.10. 三、4.5.6。 教具:三角板一只。 教学过程转下页课后小结:本次课重点在于学习可锻铸铁及球墨铸铁的组织、性能及牌号,难点在于可锻铸铁及球墨铸铁的热处理工艺。通过学习本节内容,再联系前面第六章学习过的钢的热处理工艺加于比较,看看铸铁的热处理于钢的热处理工艺有何异同。注意一点可锻铸铁是不可以锻造的哦,而球墨铸铁的性能是所有几种铸铁中力学性能最好的。
可锻铸铁,由一定化学成分的铁液浇注成白口坯件,再经退火而成的铸铁,有较高的强度、塑性和冲击韧度,可以部分代替碳钢。可锻铸铁白口铸铁通过石墨化退火处理得到的一种高强韧铸铁。有较高的强度、塑性和冲击韧度,可以部分代替碳钢。它与灰口铸铁相比,可锻铸铁有较好的强度和塑性,特别是低温冲击性能较好,耐磨性和减振性优于普通碳素钢。这种铸铁因具有-定的塑性和韧性,所以俗称玛钢、马铁,又叫展性铸铁或韧性铸铁。 8.2.1 可锻铸铁化学成分 首先浇注成白口铸铁件,然后经可锻化退火(可锻化退火使渗碳体分解为团絮状石墨)而获得可锻铸铁件。可锻铸铁的化学成分是: wC=2.2%~2.8%,wSi=1.0%~1.8%,wMn=0.3%~0.8%,wS≤0.2%,wP≤0.1%。可锻铸铁的组织有二种类型: (1)铁素体(F)+团絮状石墨(G); (2)珠光体(P)+团絮状石墨(G)。 8.2.2 可锻铸铁的性能及用途 1. 可锻铸铁的性能 白口铸铁的切削加工性能极差,但是经过高温回火后,有较高的强度和可塑性,可以切削加工。由于可锻铸铁中的石墨呈团絮状,对基体的割裂作用较小,因此它的力学性能比灰铸铁高,塑性和韧性好,但可锻铸铁并不能进行锻压加工。可锻铸铁的基体组织不同,其性能也不一样,其中黑心可锻铸铁具有较高的塑性和韧性,而珠光体可锻铸铁具有较高的强度,硬度和耐磨性。 2. 可锻铸铁的用途 黑心可锻铸铁的强度、硬度低,塑性、韧性好,用于载荷不大、承受较高冲击、振动的零件。 珠光体基体可锻铸铁因具有高的强度、硬度,用于载荷较高、耐磨损并有一定韧性要求的重要零件。 8.2.3 可锻铸铁的牌号表示方法 1. 牌号表示方法 可锻铸铁的牌号是由“KTH”(“可铁黑”三字汉语拼音字首)或“KTZ”
常用钢铁牌号对照表
铸钢铸钢ZHU GANG ZG大写牌号头轧辊用铸钢铸辊ZHU GUN ZU大写牌号头灰铸铁灰铁HUI TIE HT大写牌号头球墨铸铁球铁QIU TIE QT大写牌号头可锻铸铁可铁KE TIE KT大写牌号头耐热铸铁热铁RE TIE RT大写牌号头粉末及粉末材料粉FEN F大写牌号头沸腾钢沸FEI F大写牌号尾半镇静钢半BAN b小写牌号尾高级高GAO A大写牌号尾特级特TE E大写牌号尾超级超CHAO C大写牌号尾 ①按照GB/T 717—1982《炼钢用生铁》的规定,统一采用汉语拼音字母“L”,(“L”为“炼”字 汉语拼音第一个字母)为命名符号。 ②根据GB700--88修改。 ③根据GB699--88修改。 ④根据GBl298--86修改。 产品名称牌号举例表示方法说明 铸造用生铁 炼钢用生铁 球墨铸铁用生铁铸造用磷铜钛低合金耐磨铸铁 Z14,Z30 L04,L10 QlO,Q16 NMZl4,NMZ30 产品名称牌号举例表示方法说明
硅铁 铬铁 金属铬真空法微碳铬铁锰铁 电解金属锰 氧化钼铁稀土硅铁合金FeSi90Al1.5 FeCr69CO.03 JCr98 ZKFeCr67C0.010 FeMll68c7.O DJMn99.8 YMo50.0 FeSiRE23 产品名称牌号举例表示方法说明 灰铸铁 球墨铸铁 黑心可锻铸铁HTl00 QT400--17 KTH300—06 QT 400 17 伸长率(%) 抗拉强度(MPa) 球墨铸铁代号 白心可锻铸铁珠光体可锻铸铁耐磨铸铁 抗磨白口铸铁抗磨球墨铸铁 冷硬铸铁 耐蚀铸铁 耐蚀球墨铸铁耐热铸铁 耐热球墨铸铁KTB350---04 KTZ450—06 MTCulPTi—150 KmTBMn5M02Cu KmTQMn6 LTCrMoRE STSil5M04Cu STQAl5Si5 RTCr2 RTQAl6 ST Si 15 Mo 4 Cu ————铜元素符号 —————钼的名义百分含量 —————钼元素符号 —————硅的名义百分含量 —————硅元素符号 —————耐蚀铸铁代号 MT Cu 1 P Ti —150 ———抗拉强度 (MPa) ———钛元素符号 ———磷元素符号 ———铜的名义百分含量 ———铜元素符号 ———耐磨铸铁代号 注:表中成分含量皆指质量分数 表1-12 铸钢牌号的表示方法
球墨铸铁中所含的化学成分及其含量对性能的影响
————————————————————————————————作者:————————————————————————————————日期:
球墨铸铁简介: 球墨铸铁是通过球化和孕育处理得到球状石墨,有效地提高了铸铁的机械性能,特别是提高了塑性和韧性,从而得到比碳钢还高的强度。球墨铸铁是20世纪五十年代发展起来的一种高强度铸铁材料,其综合性能接近于钢,正是基于其优异的性能,已成功地用于铸造一些受力复杂,强度、韧性、耐磨性要求较高的零件。球墨铸铁已迅速发展为仅次于灰铸铁的、应用十分广泛的铸铁材料。所谓“以铁代钢”,主要指球墨铸铁。 析出的石墨呈球形的铸铁。球状石墨对金属基体的割裂作用比片状石墨小,使铸铁的强度达到基体组织强度的70~90%,抗拉强度可达120kgf/mm2,并且具有良好的韧性。球墨铸铁除铁外的化学成分通常为:含碳量 3.6~3.8%,含硅量2.0~3.0%,含锰、磷、硫总量不超过1.5%和适量的稀土、镁等球化剂。 制造步骤: (一)严格要求化学成分,对原铁液要求的碳硅含量比灰铸铁高,降低球墨铸铁中锰,磷,硫的含量 (二)铁液出炉温度比灰铸铁更高,以补偿球化,孕育处理时铁液温度的损失(三)进行球化处理,即往铁液中添加球化剂 (四)加入孕育剂进行孕育处理 (五)球墨铸铁流动性较差,收缩较大,因此需要较高的浇注温度及较大的浇注系统尺寸,合理应用冒口,冷铁,采用顺序凝固原则 (六)进行热处理 ?球墨铸铁中所含的化学成分及其含量对性能的影响
球墨铸铁化学成分主要包括碳、硅、锰、硫、磷五种元素。对于一些对组织及性能有特殊要求的铸件,还包括少量的合金元素。为保证石墨球化,球墨铸铁中还须含有微量的残留球化元素。以下就球墨铸铁中所含的化学成分及其含量对性能的影响做详细的阐述: 1、碳的作用和影响: 碳是球墨铸铁的基本元素,碳高有助于石墨化。由于石墨呈球状后石墨对机械性能的影响已减小到最低程度,球墨铸铁的含碳量一般较高,在3.5~3.9%之间,碳当量在4.1~4.7%之间。铸件壁薄、球化元素残留量大或孕育不充分时取上限;反之,取下限。将碳当量选择在共晶点附近不仅可以改善铁液的流动性,对于球墨铸铁而言,碳当量的提高还会由于提高了铸铁凝固时的石墨化膨胀提高铁液的自补缩能力。但是,碳含量过高,会引起石墨漂浮。 2、硅的作用和影响 在球墨铸铁中,硅是第二个有重要影响的元素,它不仅可以有效地减小白口倾向,增加铁素体量,而且具有细化共晶团,提高石墨球圆整度的作用。但是,硅提高铸铁的韧脆性转变温度,降低冲击韧性,因此硅含量不宜过高,尤其是当铸铁中锰和磷含量较高时,更需要严格控制硅的含量。 3、硫的作用和影响 硫是一种反球化元素,它与镁、稀土等球化元素有很强的亲合力,硫的存在会大量消耗铁液中的球化元素,形成镁和稀土的硫化物,引起夹渣、气孔等铸造缺陷。球墨铸铁中硫的含量一般要求小于0.06%。 4、磷的作用和影响 磷是一种有害元素。它在铸铁中溶解度极低,当其含量小于0.05%时,固溶于基体中,对力学性能几乎没有影响。当含量大于0.05%时,磷极易偏析于共晶团
球墨铸铁中外牌号对照表 国别铸铁牌号 中国QT400-18 QT450-10 QT500-7 QT600-3 QT700-2 日本 FCD400 FCD450 FCD500 FCD600 FCD700 美国60-40-18 65-45-12 70-50-05 80-60-03 100-70-03 德国GGG40 —— GGG50 GGG60 GGG70 意大利 GS370-17 GS400-12 GS500-7 GS600-2 GS700-2 法国FGS370-17 FGS400-12 FGS500-7 FGS600-2 FGS700-2 英国400/17 420/12 500/7 600/7 700/2 波兰ZS3817 ZS4012 ZS4505 5002 ZS6002 ZS7002 印度SG370/17 SG400/12 SG500/7 SG600/3 SG700/2 罗马尼亚———————— FGN70-3 西班牙 FGE38-17 FGE42-12 FGE50-7 FGE60-2 FGE70-2 比利时FNG38-17 FNG 42-12 FNG 50-7 FNG 60-2 FNG 70-2 澳大利亚300-17 400-12 500-7 600-3 700-2 瑞典0717-02 —— 0727-02 0732-03 0737-01 匈牙利GOV38 GOV40 GOV50 GOV60 GOV70 保加利亚380-17 400-12 450-5 500-2 600-2 700-2 国际标准(ISO) 400-18 450-10 500-7 600-3 700-2 泛美标准(COPANT) —— FMNP45007 FMNP55005 FMNP65003 FMNP70002 中国台湾 GRP400 —— GRP500 GRP600 GRP700 荷兰GN38 GN42 GN50 GN60 GN70 卢森堡FNG38-17 FNG42-12 FNG50-7 FNG60-2 FNG70-2 奥地利SG38 SG42 SG50 SG60 SG70 耐热铸铁的化学成分和机械性能 化学成分w/ % 耐热温度在室温下的 机械性能 耐热铸铁名称C Si Mn P S Cr ℃sb/MPa HB 含铬耐热铸铁 RTCr-0.8 2.8~3.6 1.5~2.5 <1.0 <0.3 180 207~285 含铬耐热铸铁 RTCr-1.5 2.8~3.6 1.7~2.7 <1.0 <0.3 150 207~285 高铬铸铁0.5~1.0 0.5~1.3 0.5~0.8 ≤1.0 ≤0.08 26~30 1000~1100 380~410 220~207 高硅耐热铸铁 RTSi-5.5 2.2~3.0 5.0~6.0 <1.0 <0.2 100 140~255 高硅耐热 球墨铸铁 RTSi-5.5 2.4~3.0 5.0-6.0 220 228~321
具有優異機械與物理性能的各類型米漢納金屬材料自從六十多年前由美國 米漢納總公司開發以來,由於嚴格的配料與爐前管制,可鑄出各類型高品質 的強韌鑄鐵件。其中以一般工程用(G型灰口鑄鐵與S型球墨鑄鐵) 廣受工業 界青睞,尤其是外銷國際市場的工具機業、齒輪業、閥體業與多數產業機械 的業者,均指定具有『M』標誌的米漢納灰口與球墨鑄鐵為其組裝的中大型 重要部品鑄件,品質值得信賴與肯定。 國家代表 \ 規格記號灰口鑄鐵(片狀石墨鑄鐵) 主要規格GM400GA350GC275GE200GF150米漢納金屬 參考規格GM400GA350GB300GC275GD250GE225GE200GF150中華民國CNS G3038─FC 350FC 300─FC 250─FC 200FC 150中國大陸GB 9439─HT 350HT 300─HT 250─HT 200HT 150日本JIS G5501─FC 350FC 300─FC 250─FC 200FC 150 ASTM A4860級55/50級45級40級35級30級25級20級美國 SAE J431B───G4000G3500G3000G2500G1800英國BS 1452─350300─250220200/180150德國DIN 1691GG40GG35GG30─GG25─GG20GG15法國NFA32-101FGL400FGL350FGL300─FGL250─FGL200FGL150澳大利亞AS 1830T400T350T300─T250─T200T150 ISO R185─350300─250─200150
國家代表\規格記號球墨鑄鐵(球狀石墨鑄鐵) 主要規格SFF350SF400SP600SH700SH800米漢納金屬 參考規格SFF350SFF400SF400SF420SFP500SPF600SP700SH800 中華民國CNS G2118FCD 350─FCD 400FCD 450FCD 500FCD 600FCD 700FCD 800中國大陸GB 1348─QT400-18 QT400-15QT450-10QT500-7QT600-3QT700-2QT800-2日本JIS G5502FCD350-22FCD400-18FCD400-15FCD450-10FCD500-7FCD600-3FCD700-2FCD800-2 ASTM A536─60-40-18─60-45-1280-55-06─100-70-2120-90-2美國 SAE J434B─D4018─D4512─D5506D7703DQ&T 英國BS 2789350-22400-18─420-12 /450-10 500-7600-3700-2Gr800-2 德國DIN 1693GGG35.3GGG40.3GGG40─GGG50GGG60GGG70GGG80法國NFA32-201─370-17400-12─500-7600-3700-2800-2澳大利亞AS1831─370-230-17─400-250-12500-320-7600-370-3700-420-2800-480-2 ISO1083─370-17400-12─500-7600-3700-2800-2 國家代表\ 規格記號沃斯回火球墨鑄鐵( ADI ) 米漢納金屬主要規格K295(K9007)K325(K10005)K405(K12003)── 日本JIS G5503 FCAD 900-4 /FCAD 900-8FCAD 1000-5FCAD 1200-2FCAD 1400-1 ─ 美國ASTM A897850/550/101050/700/71200/850/41400/1100/11600/1300/-
球墨铸铁中所含的化学成分及其含量对性能的影响 球墨铸铁化学成分主要包括碳、硅、锰、硫、磷五种元素。对于一些对组织及性能有特殊要求的铸件,还包括少量的合金元素。为保证石墨球化,球墨铸铁中还须含有微量的残留球化元素。以下就球墨铸铁中所含的化学成分及其含量对性能的影响做详细的阐述: 1、碳的作用和影响: 碳是球墨铸铁的基本元素,碳高有助于石墨化。由于石墨呈球状后石墨对机械性能的影响已减小到最低程度,球墨铸铁的含碳量一般较高,在3.5~3.9%之间,碳当量在4.1~4.7%之间。铸件壁薄、球化元素残留量大或孕育不充分时取上限;反之,取下限。将碳当量选择在共晶点附近不仅可以改善铁液的流动性,对于球墨铸铁而言,碳当量的提高还会由于提高了铸铁凝固时的石墨化膨胀提高铁液的自补缩能力。但是,碳含量过高,会引起石墨漂浮。 2、硅的作用和影响 在球墨铸铁中,硅是第二个有重要影响的元素,它不仅可以有效地减小白口倾向,增加铁素体量,而且具有细化共晶团,提高石墨球圆整度的作用。但是,硅提高铸铁的韧脆性转变温度,降低冲击韧性,因此硅含量不宜过高,尤其是当铸铁中锰和磷含量较高时,更需要严格控制硅的含量。 3、硫的作用和影响 硫是一种反球化元素,它与镁、稀土等球化元素有很强的亲合力,硫的存在会大量消耗铁液中的球化元素,形成镁和稀土的硫化物,引起夹渣、气孔等铸造缺陷。球墨铸铁中硫的含量一般要求小于0.06%。 4、磷的作用和影响 磷是一种有害元素。它在铸铁中溶解度极低,当其含量小于0.05%时,固溶于基体中,对力学性能几乎没有影响。当含量大于0.05%时,磷极易偏析于共晶团边界,形成二元、三元或复合磷共晶,降低铸铁的韧性。磷提高铸铁的韧脆性转变温度,当含磷量增加时,韧脆性转变温度就会提高。
常用国内外金属材料--铸铁牌号对照 灰口铸铁牌号对照 中国美国德国日本法国英国国际 GB/T 9439-1988 ASTM A48 DIN1691 JIS G5501 NFA32-101 BS1452 ISO/R185 HT150 Class 20B GG15 FC15 Ft.15D Cr.150 Cr.15 HT200 Class 25B GG20 FC20 Ft.20D Cr.180 Cr.20 HT250 Class 35B GG25 FC25 Ft.25D ——Cr.25 HT300 Class 45B/50B GG30 FC30 Ft.30D Cr.300 Cr.30 HT350 Class 55B GG35 FC35 Ft.35D Cr.350 Cr.35 ——Class 60B GG40 ——Ft.40D Cr.400 Cr.40 球墨铸铁牌号对照 中国美国德国日本法国英国国际 GB 1348-1988 ASTM A536 DIN1693 JIS G5502 NFA32-201 BS 2789 ISO/R1083 QT400-18 60-40-18 GGG40 FCD40 FGS370-17 Cr.370-17 Cr.370-17 QT450-10 65-45-12 ————FGS400-12 Cr.420-12 Cr.420-12 QT500-7 80-55-06 GGG50 FCD45/50 FGS500-7 Cr.500-7 Cr.500-7
QT600-3 GGG60 FCD60 FGS600-3 Cr.600-3 Cr.600-3 QT700-2 100-70-03 GGG70 FCD70 FGS700-2 Cr.700-2 Cr.700-2 QT800-2 120-90-02 GGG80 ——FGS800-2 Cr.800-2 Cr.800-2 注:本对照表为抗拉强度近似对照。 常用碳素铸钢成份表 化学成分(%) 牌号 C Mn Si P≤S≤Cr Ni Mo Cu≤残余元素总和≯DT3(电工纯铁)≤0.04≤0.30≤0.200.020 0.020 ≤0.10≤0.20≤0.20Al≤0.50 ZG200-400(ZG15)0.12~0.20 0.50~0.80 0.20~0.45 0.040 0.040 ≤0.35≤0.30≤0.200.30 1.00 ZG230-450(ZG25)0.22~0.30 0.50~0.80 0.20~0.45 0.040 0.040 ≤0.35≤0.30≤0.200.30 1.00 ZG270-500(ZG35)0.32~0.40 0.50~0.80 0.20~0.45 0.040 0.040 ≤0.35≤0.30≤0.200.30 1.00 ZG310-570(ZG45)0.42~0.50 0.50~0.80 0.20~0.45 0.040 0.040 ≤0.35≤0.30≤0.200.30 1.00 常用不锈钢成份表 化学成分(%) 牌号 C Mn Si P≤S≤Cr Ni Mo Cu Ti ZG1Cr17Mn9Ni4Mo3Cu2N(Ni-N) ≤0.128.00~10.0 ≤1.500.060 0.035 16.0~19.0 3.00~5.00 2.90~3.50 2.00~2.50 N 0.16~0.26 ZG0Cr18Ni9Ti(304) ≤0.080.80~2.00 ≤1.50 0.040 0.030 17.0~20.0 8.00~11.00 5(c-0.02)~0.70 ZG0Cr18Ni12Mo2Ti(316) ≤0.080.80~2.00 ≤1.500.040 0.030 16.0~19.0 11.0~13.00 2.00~3.00 5(c-0.02)~0.70 ZG0Cr19Ni10Mo2(1.4408) ≤0.08≤2.00≤1.500.040 0.040 18.0~21.0 9.0~12.00 2.00~3.00 ZG0Cr13Ni6Mo ≤0.08≤0.80≤0.700.030 0.030 12.0~14.0 5.50~6.50 0.40~1.00 ZG2Cr13 0.16~0.24 ≤0.60≤1.000.040 0.030 12.0~14.0 ≤0.60 ZG0Cr25Ni5Mo2(1.4460) ≤0.08 1.0~1.5 0.5~0.8 0.040 0.035 24.0~26.0 4.0~6.0 1.5~2.0 N:0.02~0.10 常用耐磨钢成份表 牌号化学成份 %
灰铸铁中外牌号对照 序号国别铸铁牌号 1 中国—HT350 HT300 HT250 HT200 HT150 HT100 2 日本—FC350 FC300 FC250 FC200 FC150 FC100 3 美国— 4 前苏联 C Ч 40 C Ч 3 5 C Ч 30 C Ч 25 C Ч 20 C Ч 15 C Ч1 0 5 德国GG40 GG35 GG30 GG25 GG20 GG15 — 6 意大利—G35 G30 G25 G20 G15 G10 7 法国FGL400 FGL350 FGL300 FGL250 FGL200 FGL150 — 8 英国—350 300 250 200 150 100 9 波兰Z140 Z135 Z130 Z125 Z120 Z115 — 10 印度FG400 FG350 FG300 FG260 FG200 FG150 — 11 罗马尼亚FC400 FC350 FC300 FC250 FC200 FC150 — 12 西班牙—FG35 FG30 FG25 FG20 FG15 — 13 比利时FGG40 FGG35 FGG30 FGG25 FGG20 FGG15 FGG10 14 澳大利亚T400 T350 T300 T260 T220 T150 — 15 瑞典O140 O135 O130 O125 O120 O115 O110 16 匈牙利OV40 OV35 OV30 OV25 OV20 OV15 — 17 保加利亚—Vch35 Vch30 Vch25 Vch20 Vch15 — 国际标准 18 —350 300 250 200 150 100 (ISO) 泛美标准 FG400 FG350 FG300 FG250 FG200 FG150 FG100 19 (COPANT) 20 中国台湾——FC300 FC250 FC200 FC150 FC100 21 荷兰—GG35 GG30 GG25 GG20 GG15 — 22 卢森堡FGG40 FGG35 FGG30 FGG25 FGG20 FGG15 — 23 奥地利—GG35 GG30 GG25 GG20 GG15 —
球墨铸铁知识汇总介绍 1947年英国H. Morrogh发现,在过共晶灰口铸铁中附加铈,使其含量在 0.02wt%以上时,石墨呈球状。 1948年xx A. P. Ganganebin等人研究指出,在铸铁中添加镁,随后用硅铁孕育,当残余镁量大于 0.04wt%时,得到球状石墨。从此以后,球墨铸铁管开始了大规模工业生产。 球墨铸铁管http: 53.5万吨,1970年增长到500万吨,1980年为760万吨,1990年达到915万吨。 2000年达到1500万吨。球墨铸铁的生产发展速度在工业发达国家特别快。世界球墨铸铁产量的75%是由美国、日本、德国、意大利、英国、法国六国生产的。 我国球墨铸铁生产起步很早,1950年就研制成功并投入生产,至今我国球墨铸铁年产量达230万吨,位于美国、日本之后,居世界第三位。适合我国国情的稀土镁球化剂的研制成功,铸态球墨铸铁以及奥氏体-贝氏体球墨铸铁等各个领域的生产技术和研究工作均达到了很高的技术水平。 (1)铸态珠光体球墨铸铁曲轴和铸态铁素体球墨铸铁汽车底盘零件分别在我国第二汽车厂、南京汽车厂和第一汽车厂相继投产。这标志着我国铸态球墨铸铁生产达到了较高水平。与之相适应的包外脱硫、双联法熔炼、瞬时孕育、孕育块技术以及音频检测和热分析快速分析等技术的采用,则标志着我国大量流水生产汽车铸件的技术水平与国际先进水平的差距正在缩小。 (2)试验研究了大断面(壁厚大于120mm)球墨铸铁的冶金因素以及相应的生产工艺措施。采用适量的钇基重稀土复合球化剂、强制冷却、顺序凝固、延后
孕育,必要时添加微量锑、铋等可防止球墨铸铁件中心部位的石墨畸变和组织疏松等,现已成功地制作了38吨重的大型复杂结构件, 17.5吨重的柴油机体、截面为805mm的球墨铸铁轧辊等。 (3)奥氏体-贝氏体球墨铸铁的研究与应用。20世纪70年代初,几乎同时中国、美国、芬兰3个国家宣布研究成功了具有高强度、高韧性的奥氏体-贝氏体球墨铸铁(国际上统称ADI),这种材质的抗拉强度达1000MPa,因此它广泛应用于齿轮以及各种结构件,与合金钢相比,奥-贝球墨铸铁具有显著的经济效益和社会效益。 (4)球墨铸铁管和水平连续铸造球墨铸铁型材。我国已相继建成几个球墨铸铁管厂,且近几年还将有几个球墨铸铁管厂建成。2000年,我国年产离心铸造球墨铸铁管达90万吨。此外,我国自行研制的水平连续铸造球墨铸铁型材生产线已通过国家鉴定,并已有多家企业投产。再加上我国引进的一条生产线,至2002年,我国年产球墨铸铁型材的能力达数万吨。 (5)系统地测定了稀土镁球墨铸铁的力学性能及其他性能,为设计人员提供了有关数据。测定了稀土镁球墨铸铁的比重、导热性、电磁性等物理性能,结合金相标准研究了石墨和基体组织对球墨铸铁性能的影响规律。系统地测定了铁素体球墨铸铁在常温、低温、静态和动态条件下的各种性能。此外,还研究了稀土镁球墨铸铁的应力应变性能、小能量多冲抗力和断裂韧性,并开始用于指导生产。结合球墨铸铁齿轮的应用,还系统地研究了球墨铸铁的弯曲疲劳强度和接触疲劳强度,以及球墨铸铁齿轮的点蚀、剥落机理等。 (6)稀土镁球墨铸铁。在高强度低合金球墨铸铁方面,除了对铜、钼研究较多外,还对镍、铌等进行了研究。在利用天然钒钛生铁制作钒钛合金球墨铸铁方面,国内一些单位进行了大量、系统的工作。中锰球墨铸铁虽然在性能上不够稳定,但多年来的系统研究与生产应用,取得了显著的经济效益。 在耐热球墨铸铁方面,除了中硅球墨铸铁以外,系统研究了Si+Al总量对稀土镁球墨铸铁抗生长能力的影响。我国研制的RQTAL5Si5耐热铸铁用作耐热炉条的使用寿命是灰铸铁的3倍,是普通耐热铸铁的2倍,并与日本Cr25Ni13Si2耐热钢的使用寿命相当。
球墨铸铁简介: 球墨铸铁是通过球化和孕育处理得到球状石墨,有效地提高了铸铁的机械性能,特别是提高了塑性和韧性,从而得到比碳钢还高的强度。球墨铸铁是20世纪五十年代发展起来的一种高强度铸铁材料,其综合性能接近于钢,正是基于其优异的性能,已成功地用于铸造一些受力复杂,强度、韧性、耐磨性要求较高的零件。球墨铸铁已迅速发展为仅次于灰铸铁的、应用十分广泛的铸铁材料。所谓“以铁代钢”,主要指球墨铸铁。 析出的石墨呈球形的铸铁。球状石墨对金属基体的割裂作用比片状石墨小,使铸铁的强度达到基体组织强度的70~90%,抗拉强度可达120kgf/mm2,并且具有良好的韧性。球墨铸铁除铁外的化学成分通常为:含碳量 3.6~3.8%,含硅量2.0~3.0%,含锰、磷、硫总量不超过1.5%和适量的稀土、镁等球化剂。 制造步骤: (一)严格要求化学成分,对原铁液要求的碳硅含量比灰铸铁高,降低球墨铸铁中锰,磷,硫的含量 (二)铁液出炉温度比灰铸铁更高,以补偿球化,孕育处理时铁液温度的损失(三)进行球化处理,即往铁液中添加球化剂 (四)加入孕育剂进行孕育处理 (五)球墨铸铁流动性较差,收缩较大,因此需要较高的浇注温度及较大的浇注系统尺寸,合理应用冒口,冷铁,采用顺序凝固原则 (六)进行热处理
球墨铸铁中所含的化学成分及其含量对性能的影响 球墨铸铁化学成分主要包括碳、硅、锰、硫、磷五种元素。对于一些对组织及性能有特殊要求的铸件,还包括少量的合金元素。为保证石墨球化,球墨铸铁中还须含有微量的残留球化元素。以下就球墨铸铁中所含的化学成分及其含量对性能的影响做详细的阐述: 1、碳的作用和影响: 碳是球墨铸铁的基本元素,碳高有助于石墨化。由于石墨呈球状后石墨对机械性能的影响已减小到最低程度,球墨铸铁的含碳量一般较高,在3.5~3.9%之间,碳当量在4.1~4.7%之间。铸件壁薄、球化元素残留量大或孕育不充分时取上限;反之,取下限。将碳当量选择在共晶点附近不仅可以改善铁液的流动性,对于球墨铸铁而言,碳当量的提高还会由于提高了铸铁凝固时的石墨化膨胀提高铁液的自补缩能力。但是,碳含量过高,会引起石墨漂浮。 2、硅的作用和影响 在球墨铸铁中,硅是第二个有重要影响的元素,它不仅可以有效地减小白口倾向,增加铁素体量,而且具有细化共晶团,提高石墨球圆整度的作用。但是,硅提高铸铁的韧脆性转变温度,降低冲击韧性,因此硅含量不宜过高,尤其是当铸铁中锰和磷含量较高时,更需要严格控制硅的含量。 3、硫的作用和影响 硫是一种反球化元素,它与镁、稀土等球化元素有很强的亲合力,硫的存在会大量消耗铁液中的球化元素,形成镁和稀土的硫化物,引起夹渣、气孔等铸造缺陷。球墨铸铁中硫的含量一般要求小于0.06%。 4、磷的作用和影响