收稿日期:2011-08-16;修稿日期:2011-09-05
作者简介:李勇(1974-,男,硕士,工程师,主要从事设备管理工作。
通信作者:唐伟强,(1951-,男,副教授,研究方向为包装与食品机械,通信地
址:510640广东广州市五山路381号华南理工大学机械
与汽车工程学院
,E -mail :wqtang@scut.edu.cn 。经验交流
无压力输送控制系统在啤酒灌装生产线上的应用
李
勇1,刘奕华1,唐伟强
2(1.广州珠江啤酒股份有限公司,广州510330;2.华南理工大学机械与汽车工程学院,广州510640摘要:啤酒行业的高速灌装包装线上,广泛应用无压力输送控制技术。现就某灌装包装线的验瓶机
至啤酒灌装机段的瓶输送带无压力控制进行改造,探讨在无压力输送中,瓶流输送与啤酒灌装机运行速度平稳协调的方法。实践证明,控制系统的改造,对比原有啤酒瓶输送控制系统,大幅度降低了啤酒瓶碰撞冲击力,进而降低了卡瓶、爆瓶率,确保了啤酒灌装机的进瓶数量,大大提高了灌装包装线的生产效率。
关键词:无压力输送;控制器;瓶输送系统
中图分类号:TS486.3;TS261.3文献标识码:A 文章编号:1005-1295(201105-0058-05
doi :10.3969/j.issn.1005-1295.2011.05.016
Pressure-free Conveying of Control System Applies in Beer Production Line
LI Yong 1,LIU Yi-Hua 1,TANG Wei-qiang 2
(1.Guangzhou Zhujiang Brewery Co.Ltd.,Guangzhou 510330,China ;
2.School of Mechechanical &Automotive Engineering SCUT ,Guangzhou 510640,China
Abstract :In the beer industry ,particularly in high-speed bottling line ,and gradually introduce the whole line of pressure-free transmission control technology ,the current pressure-free bottle delivery system to achieve broad application in the industry.Now experience in respect of a filling line to the beer bottle machine bottle filling machine conveyor section of the control of pressure-free transformation of the practical experience of the pressure-free delivery ,so that the flow of transport and the beer bottle filling machine runs smoothly coordina-ted approach to practice proved that the transformation of the control system ,compared to the original beer bot-tle conveyor control
system ,significantly reducing the impact of the collision of beer bottles ,thus reducing the card bottles ,bottle burst rate ,to ensure that the beer into the bottle filling machine number ,greatly improve the efficiency of the entire production line.
Key words :pressure-free conveying ;controller ;bottle conveying system
0引言
人们物质生活水平的不断提高,
促进了饮料、啤酒工业的发展[1]
。近二十年来,啤酒工业灌装生产技术获得了高速的发展。目前,啤酒灌装生
产线的灌装速度已从8000瓶/h 向36000瓶/h 、
72000瓶/h 等更高生产速度发展,整个啤酒行业的灌装生产设备不断地推陈出新。
作为啤酒灌装生产线的输送枢纽—
——瓶输送系统,输送平稳、瓶流畅通、安全高效,直接影响到整条生产线的生产效率
[2]
。国外的啤酒设备生
8
5
产企业非常重视这一点,大多配套了无压力控制系统,例如KRONES、SIG、HEUFT等企业的产品,这些国外企业生产的无压力控制瓶输送控制系统原理不尽相同,但基本的特点是系统维护量少,前期的投入费用较高。以前,国内啤酒灌装设备生产企业大多数高速灌装线直接从国外引进了无压力瓶输送控制系统[3],配套在验瓶机、啤酒灌装机和贴标机上使用,保证整线的生产效率。目前,国内很多灌装包装线配套企业不断吸取国外的先进技术经验,逐步将一些进口设备及技术实现国产化。与国外进口设备相比,国产设备性能略显单一,稳定性、综合能力均有所欠缺[4]。下面就此问题,结合某啤酒厂的无压力控制瓶输送控制系统改造,探讨该问题的解决方法。
1改造前设备的控制系统
某啤酒的一条国产36000瓶/h的灌装生产线,从验瓶机到啤酒灌装机入口段的输送带无压力控制系统,单纯采用PLC进行自动控制,通过光电开关及编码器,检测瓶流速度及减速机运行速度,控制调节瓶输送。由于PLC程序扫描时间略长,实时响应特性在瓶输送无压力控制上并不好,存在滞后的现象,同时也因为验瓶机至啤酒灌装机入口段输送带距离比较短,导致啤酒灌装机高速运行时该段瓶输送带上经常发生倒瓶、堵瓶、爆瓶等现象,影响了瓶输送效果,增加了整线啤酒生产的水、电、气能耗,导致整条包装线效率过低。
2无压力控制系统的改造方案的设计
2.1瓶子在输送系统中的几种运动特点
(1无压力链道因输送带具有15?的倾斜角度,瓶子靠自重滑向较低侧导向带,每段输送带的速度是渐进的,瓶子会因速度的渐进增加而分开,间隙形成后,瓶子会从背后一行滑入补充到间隙中,从而完成排瓶。但由于灌装包装线使用的链板,其表面光洁度差,该包装线使用的瓶子品牌较多,瓶子底部花纹不一致等原因,使瓶子在排瓶过程中,部分瓶子不能很好地排列,造成倒瓶现象的发生。
(2瓶子在输送系统中被平顶链瓶输送带拖动[5],在畅通顺利的输送状态下(暂不考虑瓶子与输送链板的滑动,瓶输送带与瓶子等速向前运动,瓶子处于自由、轻快、平衡状态,相互之间的挤压力是很轻微的。若瓶与瓶之间的中心距大于瓶子外径时,则瓶子之间无挤压力。
(3当下游主机的运行速度低于输送能力或因各种因素产生故障而停机时,瓶流从主机输入口开始聚集直至积累到上游主机的输出口,因瓶输送带的缓冲量和储存能力有限而使瓶子停留在瓶输送带上,瓶输送带链条仍在继续运转。这时候,瓶子之间的距离小于瓶子的外径,故产生了挤压力。其中,瓶子的重量、瓶输送带的列数、所聚集的瓶子长度又决定了挤压力的大小,而瓶子的重量及链条的列数和长度是在设计安装时确定的。
2.2输送系统的驱动控制系统的组成
根据瓶子在输送带上的运动特点,无压力控制系统一般采用两套控制器,分别对验瓶机入口、灌装机入口的输送带驱动电机进行控制,具体为控制验瓶机入口6台、灌装机入口5台、灌装机出口1台共12台驱动电机。可以通过现场控制器对输送带的运行参数进行调整并存储;控制系统可以根据不同的瓶子类型设定参数,方便操作者选择切换(500mL,600mL及635mL瓶型,可避免验瓶机入口的单列输送带瓶子之间的相互挤压、碰撞;避免灌装机入口的输送带瓶子之间的相互打转摩擦、
避免瓶子过度磨损;控制系统应能对验瓶机、灌装机、输送带三者联络信号进行协调。
3改造后的无压力控制系统的组成
改造后的无压力控制系统主要由电控柜、无压力控制器、空气开关、变频器(1.5kW、断路器、光电开关、感应开关、不锈钢机械安装支架(包括光电传感器支架、操作箱支架、不锈钢操作箱(防护等级IP65组成,另外还包括新增加3台功率1.1kW的电机、1台功率1.5kW的电机,以及电缆辅材、屏蔽电缆等组成。
3.1无压力控制器的选择
改造后的无压力控制器采用GL(下称验瓶机入口控制器和BL(下称啤酒灌装机入口控制器共同控制。
3.2变频器及减速机
变频器的主要指标:矢量控制模式,180%启动转矩,内置RS485通信接口,功率1.1 1.5kW;
95
减速电机的主要指标:斜齿轮蜗杆减速机,功率1.1 1.5kW ,转速30 120r /min ,传动比11 244。3.3
光电开关、感应开关等设备的选择
[6]
光电开关采用LEUZE (SICK 高速反应型
PRK18/4DL.4产品,感应开关采用P +F NJ30+
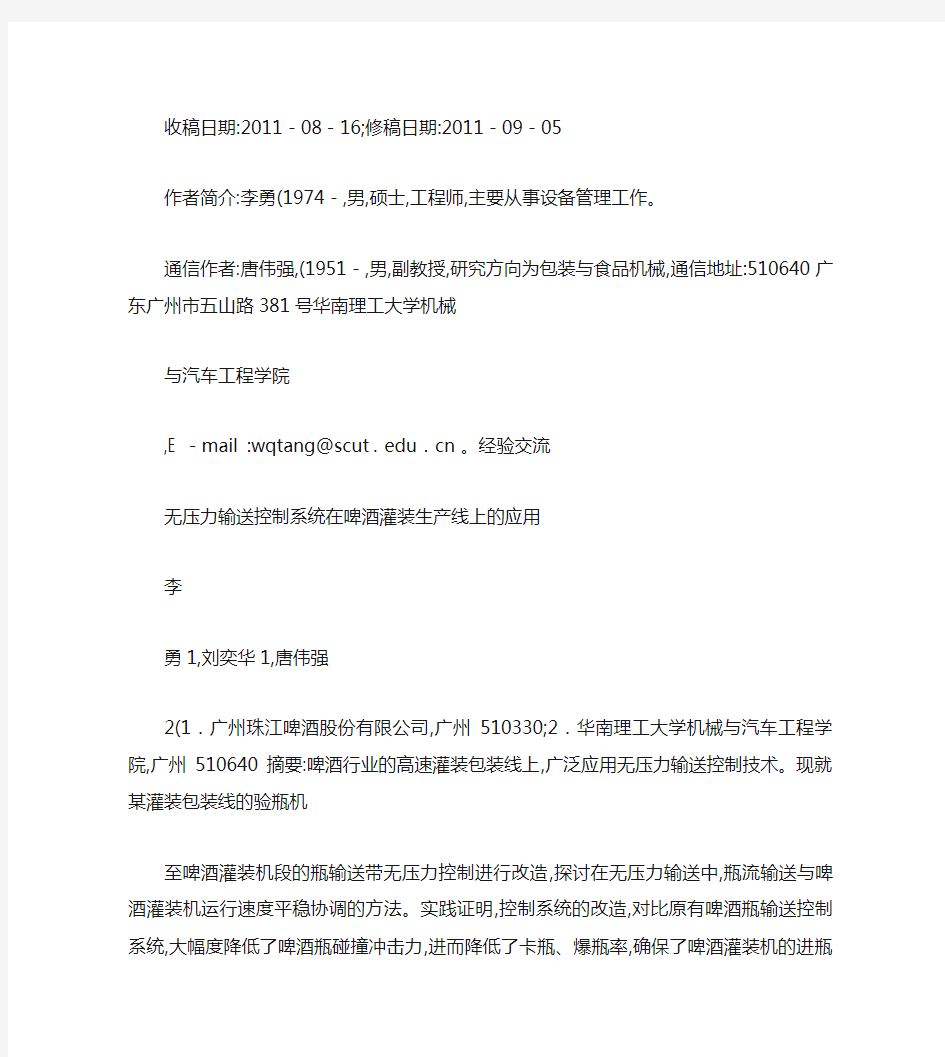
U1+E2/NBB5-18GM -E2产品,空气开关、断路器等根据系统设计电流大小采用TE 产品。3.4改造后的设备布局如图1
所示
图1设备布局图
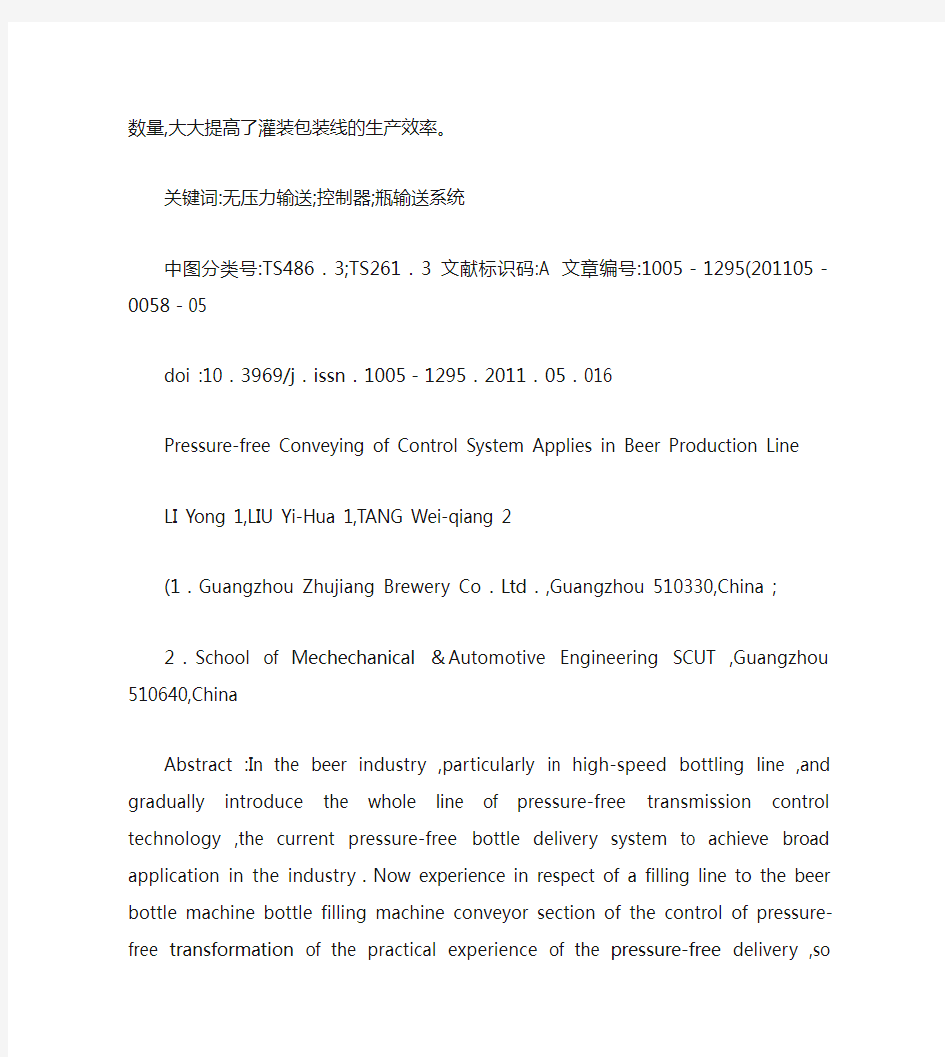
4改造后无压力瓶输送控制系统的结构及工作
原理4.1改造后无压力瓶输送控制系统结构如图2
所示
无压力控制系统的工作原理及基本功能
(1GL 控制器给出A5、A3、G7三个模拟量信号到PLC 输入,
GL 控制器给出E5开关量信号到PLC 输入端;(2OP 操作屏给出启动、停止、急停三个信号给PLC ;同时在操作屏处设一按钮开
关盒,可以手动启动、停止及急停;(3EBI 给出READY 、ERR 、PUSH 三个信号给PLC ;(4BL 控
制器给出A3、
A4、A5、A7四个模拟量信号(无压力准备信号到PLC ;(5SQ1、
SQ2、SQ4三个感应开关、SQ3光电开关给出最小、最大堵塞三个信号到PLC ;(6PLC 的Y2给出模拟量E4到GL 控制器,
作为GL 控制器启动信号;Y0、Y10作为PLC 的故障输出信号;(7PLC 的
COM4、
COM5输出信号到变频器SD 端;(8PLC 的Y14—Y17、
Y20—Y27输出信号到变频器的STF 端,作为变
频器的启动信号;(9PLC 的Y3输出模拟量信号
到BL 控制器的E4,作为BL 的启动信号,同时PLC 的Y6端输出模拟量信号给验瓶机的E13,作为验瓶机的启动信号;Y7作为验瓶机故障信号;(10E1、E2、E3三个光电开关输出信号给GL 控制器,
E9、E10、E1、E2、E3五个光电开关输出信号给BL 控制器;(11E6、
E7感应开关反馈给信号GL 控制器;OP 操作屏给出瓶型选择信号(500mL 、600mL 、635mL ;生产/清空信号、故障复位信号给GL 控制器;验瓶机出口输送带速度信号及验瓶机正常、故障、运行信号给到BL 控制器,
BL 控制器得以控制验瓶机及灌酒机入口输送带的速度,
保证灌酒机入口的瓶源速度。0
6
图2无压力瓶输送控制系统结构
5无压力控制系统参数设定调试、性能指标
5.1控制系统无压力控制器参数设定
参数需要根据实际使用情况进行调整,其中几个关键的参数设定如下[7]: GL(验瓶机入口控制器参数设定:
Adapta vavlue140%185%95%105%100% 120%100%100%
Fill speed conv15%20%
Braking values10%10%5
Back-up switch10%1
Min.v machine5000
B/C ratio106
BL(啤酒灌装机入口控制器参数设定:
Adapta vavlue100%160%115%180% 100%131%100%100%
Fill speed conv20%20%
Min.v machine5000
Conveyor mode211
B/C ratio112
Inspecktor Gap accel in5%
EBI limitation42000
Clock pls.counter20
5.2无压力瓶输送控制系统性能指标
适应生产速度:6000 42000瓶/h;最大主机加速度:350瓶时/s2;适应EBI最大击出率小于30%(10s内平均;适应瓶流密度最大变化率:?20%;最大瓶冲击速度小于0.25m/s;调节时间小于1s;适应瓶型:3种,最多16种。可由外部旋钮选择瓶型参数并存储。
6改造后瓶输送系统无压力控制的优点
(1在高速验瓶、灌装、压盖和运转中,啤酒瓶输送平稳,各啤酒瓶间为无挤压状态顺利通过;
(2实现了验瓶机———啤酒灌装机无周期时间的实时联锁电气自动控制,保证了36000瓶/h (原包装线设计速度整条线85%的效率;
(3无压力输送有效防止了玻璃啤酒瓶的刮
16
伤和磨损
;
图2
OEE (设备综合效率
对比
图3故障时间对比
(4与改造前的无压力瓶输送系统控制技术
相比,
瓶输送系统噪音显著降低;(5对不同的瓶型编制了不同的瓶型转换程序和工作状态选择,使得不同程序间的转换时间极短;
(6使瓶输送设备与玻璃瓶之间的磨损减少,延长了设备的使用寿命,同时降低爆瓶产生的
瓶耗、
酒耗,大大提高了生产经济效益;(7无压力控制的显示屏面板上可实时显示简明的错误信息便于快速查清错误,同时也便于
系统设备的维护。
(8降低了故障时间,提高了生产效率,如图2、图3所示(数据统计为改造前、后同期三个月累计对比。7
结束语
经过对原国产36000瓶/h 啤酒灌装包装线控制系统的改造,使其控制设计趋向合理,整个
系统控制精度高,稳定性强。通过在验瓶机控制器和啤酒灌装机入口控制器上设定自动停开机和故障消除装置,保证了操作方便的同时使瓶输送带上的瓶子运行更加流畅,提高了企业的生产效率。
参考文献
[1]陈晓非.啤酒、饮料包装车间瓶装流水线的设计方法
[J ].包装与食品机械,1991,9(4:16-27.
[2]陈爱清.浅谈无压力输送系统设计[J ].饮料工业,
2010,25(9:39-41.
[3]李洪贵.智能速度控制器在啤酒瓶单列输送电控系
统中的应用[
J ].啤酒科技,2005,12(11:57-58.[4]王念春.自控系统在啤酒生产中应用的现状与展望
[J ].自动化与仪表,2001,21(4:9-11.
[5]曾晓泉,岳文闻.一种新型无压力控制系统[
J ].食品与机械,
2011,27(2:80-82.[6]张庆双.电子元器件的选用与检测[M ].北京:机械
工业出版社,
2003.[7]K@G System 操作手册[M ].
(上接第46页
3结束语
针对食品机械装备企业开发的PDM 系统,以产品为中心,通过计算机网络和数据库技术,把企业设计过程和生产过程中所有与产品相关的信息和过程集成起来统一管理,使产品数据在其生命周期内保持一致、最新和安全,为工程技术人员提供一个良好的协同工作的环境。该系统是食品机械企业降低成本、缩短产品的设计与制造周期、提升客户的满意度、提升企业竞争力的重要工具。参考文献
[1]张国全,董结,柴广宇.食品包装机械制造企业信息
化建设[
J ].包装与食品机械,2007,25(2:1-4.[2]童秉枢,李建明.产品数据管理(PDM [
M ].北京:清华大学出版社,
2000.[3]Ed Miller.PDM Today [J ].Computer Aided Engineer-ing ,1995(9:32-40.
[4]叶修梓,陈超祥.SolidWorks Enterprise PDM 管理教程
(2009版[M ].北京:机械工业出版社,2009.[5]张志勇,吴玉月,郭飞.面向包装机械产品数字化设
计的数据管理集成系统[J ].包装与食品机械,2010,28(1:10-14.
2
6
1.原料粉碎设备Materiall milling equipement 2.糖化过滤设备Mash-filtering equipement 3.发酵贮酒设备Fermenting and storage equipement 4.硅藻土过滤设备DE filter 5.CIP清洗系统CIP cleaning system 6.制冷系统Refrigerating system 7.水处理系统Simple water treatment sysyem 8.相关的电气设备Related electrical equipment 啤酒酿造设备,包括: 原料储藏设备——麦芽、大米储仓、输送管桥、空气除尘器、温湿度监察控制设备、通风设备、称重计量设备等; 原料备制设备——麦芽、大米输送机、离心式除尘器、振动筛、麦芽、大米粉碎机、储料箱斗、自动计量电子称等; 麦汁制备设备——糊化锅、糖化锅、过滤槽、麦汁煮沸锅、沉淀槽、回旋沉淀槽、冷却器、冰水冷水制备器等; 啤酒发酵设备——发酵池发酵罐、发酵温度控制设备、酵母培养扩培罐、CIP洗涤杀菌设备、热水碱水备制设备等; 啤酒过滤设备——酵母离心分离机、滤棉硅藻土过滤机、回旋精滤机、生物膜过滤机、啤酒浊度计、脱氧水制备设备、高浓度冲稀装置等; 啤酒储配设备——清酒储罐、温度控制设备、容量计测装置、配送酒泵及自动控制和计量装置等。 酿造是啤酒生产的第一环节,酿造设备是啤酒生产的最主要最基本的设备,能否产出合格的啤酒,完全要看酿造设备能否对酿造工艺提供足够的保障;酿造又是连续流程化作业,一般都没有冗余设计和备用配置。因此,除了日常的维护保养外,通常都要在生产销售的淡季集中进行定期的预防性大修或停产期维修。 啤酒包装设备,包括: 瓶装设备——卸垛机、卸瓶机、输箱桥、输瓶桥、洗瓶机、灌装机、杀菌机、贴标机、装箱机、迭垛机、CIP洗涤杀菌设备,以及空瓶检测器、液位检测器和喷印设备等; 罐装设备——卸罐机、灌装机、杀菌机、输罐桥、液位检测器、打包机、薄膜封箱机、输箱桥、迭垛机、CIP洗涤杀菌设备等;
啤酒厂发酵控制系统 应用行业:食品工业 一、项目名称:啤酒厂发酵控制系统 (TCS for Yeastiness Control) 二、背景 发酵生产过程控制是酿造业技术进步的有效 措施,它可以在不增加原材料及动力消耗的前提 下,增加产品产量、提高产品质量,同时还可以 减轻劳动强度、改善工作条件、提高发酵工艺水 平及生产管理水平。因此,工业发酵控制控制具 有很大的应用价值,通常,酿造业的发酵是在密 闭的容器(罐)中进行的,每个罐的IO点相对集中但数量不多,而一个酿造厂通常有许多罐,这些罐一般分布又比较广,这种情形,用DCS虽然能够完成,但由于DCS的控制规模适应较大和较为集中的情形,所以用DCS存在着较大的系统资源浪费,用户在DCS上的投资往往要很长时间(有时是遥遥无期)才能回收。而这种情形正是TECHWAYSON公司的TCS系统最有用武之地的地方。下面,以某啤酒厂为例,介绍由TCS完成的啤酒厂发酵控制系统。 三、工艺概况 某地区啤酒厂"一改三"工程,年产啤酒三万吨,其中发酵工段新增十六个110立方米发酵罐,三个51立方米清酒罐。工艺采用先进的露天锥形发酵罐"一罐法"发酵,同时引进德维森公司(TECHWAYSON)的TCS系统对发酵过程中温度、压力、液位、周期等工艺参数进行全方位检测控制。 为了使罐内酒液循环并有利于不同发酵期的酵母沉淀,一般采用分三段间冷方式,控制罐内酒液温度,使之形成自上而下的温度梯度。在上、中、下分别设有温度检测点。实践证明,三段冷媒入口装设分配阀,并适当调节分配比,只以中段温度为被控参数,并控制冷媒于管入口总流量可以达到工艺提出的控制要求。 按啤酒发酵工艺要求,整个发酵过程的温度控制在不同发酵时期是不同的,一般为7~8段折线。其中从12℃保温向50C下降的转折点取决于酒液残糖量而不取决于发酵时间。但目前国内尚无适合啤酒发酵生产的在线分析仪一-糖度计,此系统具有时间坐标可移动的功能,与取样分析相结合,实现糖度控制的要求。 为了保证贮酒在不同阶段的温度设定值,我们设有温度的上下限报警,为了保证罐内压力在不同阶段的压力,设有压力的上下限报警。每个罐设有液位指示,可以作为装酒和成品计量用,还可以了解整个发酵过程的液位变化。整个系统还设有仪表断线报警、电源掉电报警,系统异常报警使与子自动切换。 四、系统的硬件 全套硬件设施采用德维森(TECHWAYSON)公司的TCS控制装置,主机采用的TECHWAYSON 的IOS、20""的CRT显示器,测量的参数中模拟量输入点有53个温度参量,19个液位参量,16个气压参量,模拟量输出点16个,DO点20个,DI点2个。
第一章西门子PCS7啤酒厂生产控制系统 引言 包括具体介绍啤酒的工艺和项目中西门子PCS7控制系统大体结构 1 啤酒生产工艺 啤酒酿造需要大麦水和酵母四种基本原料 常常还采用大米糖等辅料 发酵清酒其他辅助工序还有CO2回收 热水制备空气压缩等等 麦汁制备: 采用大麦水及辅料进行麦汁制备; 得到啤酒; 啤酒处理: 对发酵成熟的啤酒进行过滤高浓稀释等处理; 等待灌装; 这是啤酒生产的最后一道工序;
头酒尾等待灌装 图1-1 啤酒厂生产过程图 1.1.1 糖化过程 整个糖化生产过程就是一个麦汁制备和处理过程 特别是可发酵性糖 啤酒糖化生产过程是啤酒生产的第一个关键性环节 质量糖化过程工艺指标控制的好坏口感 整个糖化过程主要包括原料粉碎糖化 煮沸冷却等生产工序 1 粉碎设备主要由料仓粉碎机等单元设备组成 湿法粉碎锤式粉碎四种 大米等千粉碎物直接进入粉碎机进行粉碎:湿法粉碎是将麦芽 麦芽等粉碎物在进入粉碎机之前的蒸气或水雾喷湿 对麦芽等粉碎物进行细粉碎 不同的粉碎方式其粉碎工艺各有不同 其操作流程可以简单归纳为:由储仓运来的麦芽
先进入分离筛 大米分别进入粉碎机进行粉碎形成麦芽浆大米浆分别送入糖化锅及糊化锅 除了实现料仓控制原料计量等一般测控要求以外温度以及PH值控制 2 它是由糖发酵而来的 糊化水分子大量进入淀粉分子中破裂在这一膨胀过程中没有发生物质的分解 通过淀粉酶的作用 在糖化过程中主要产生下列可被啤酒酵母发酵和不可发酵的淀粉分解产物: (a)糊精:不可发酵; (b)麦芽三糖:能被所有高发酵度酵母发酵酵母才能分解它(在后酵储存时分解 称为主发酵性糖; (d)葡萄糖:最先被酵母发酵 为保证啤酒质量这个过程也是麦汁制备中最重要的过程 为了使该过程能够尽最大可能形成更多酶必须工作在最佳温度及PH值范围内 麦汁中的各种糖分和糊精共同影响着啤酒的质量 这些主要因素有: (a)糖化过程中的温度:62^-63可以得到最大量的麦芽糖和最高的最终发酵度各阶段的休止温度蛋白休止麦芽糖形成休止78 浸出物溶液的浓度最终发
农业大学 本科生毕业论文(设计)开题报告 题目:基于PLC的啤酒发酵自动控制系统的设计 姓名:dddd 学号:0320040510 年级:2004级专业:电气工程及其自动化 指导教师:dddd 职称________ 农业大学教务处 二00八年四月一日一、选题依据(拟开展研究项目的研究目的、意义等)
二、文献综述容(在充分收集研究主题相关资料的基础上,分析国外研究现状,提出问题,找到研究主题的切入点,附主要参考文献) 啤酒的生产技术,以德国、丹麦等国较为先进[3]。目前,世界啤酒工业总的技术特点
是设备自动化、生产周期短,经济效益高的方向发展。从世界围来看,啤酒工业发展的趋向大型化,提高经济效益,扩大产品覆盖面,占领市场,是世界各国啤酒行业竞争的重点[1,4]。啤酒工业是我国食品工业中一个重要的产业部门,随着国民经济的发展和人民生活的 改善,我国啤酒工业也得到空前发展。 尽管如此,我国的啤酒生产工业目前还存在许多不尽如人意的地方。由于啤酒生产的 工艺复杂,目前我国大多数啤酒生产企业技术装备落后,自动化程度低,产品质量不稳定。 如何提高啤酒生产的综合自动化水平,增强我国啤酒产业的综合实力是一个很好的研究课题。目前我国大部分啤酒生产厂家仍然采用常规仪表进行控制,靠人工监控各种参数,人为因素较多[17]。啤酒发酵是整个啤酒生产过程最重要的环节,它是一个复杂的微生物代过程。由于发酵过程的部机理非常复杂,影响发酵的因素也很多,对于整个过程目前还缺乏精确的定量的数学描述。所以,这种人工控制方式很难保证生产工艺的正确执行,使啤酒质量不稳定,波动性大且不利于扩大再生产的规模[4, 5]。 发酵过程是啤酒生产过程中的重要环节之一,本文以啤酒发酵过程为工程背景,对啤酒发酵过程的自动化及温度、压力、液位控制策略进行研究,这对利用高新技术提升传统产业的综合技术水平具有现实意义[5, 6]。 啤酒发酵系统的时变性、时滞性及其不确定性,决定了发酵罐控制必须采用特殊的控制算法。由于每个发酵罐都存在个体的差异,而且在不同的工艺条件下,不同的发酵菌种下,对象的特性也不尽相同。因此很难找到或建立某一确切的数学模型来进行模拟和预测控制。在不同的季节,甚至在同一季节的不同发酵罐,要求生产不同品种的啤酒,这样就要求每个罐具有独立的工艺控制曲线。这不仅要求高精度、高稳定性的控制,还要求控制系统有极大的灵活性[2, 4]。 利用PLC进行自动控制就可以解决以上问题。PLC是专为工业控制设计的,能适应工 业现场的恶劣环境。在PLC设计和制造过程中采取了精选元器件及多层次抗干扰措施,使PLC的平均无故障时间MTBF通常在10万小时以上,有些PLC的平均无故障时间可以达到几十万小时以上。而且PLC 能进行闭环过程控制。PLC能进行控制大量的物理参数,如温 度、压力、速度和流量等。PID( Proportional Integral Derivative )模块的提供使PLC具有
· 本科毕业设计(论文) 题目啤酒自动灌装生产流水线 控制系统的设计 学生姓名崔译丹学号201433070001 教学院系电气信息学院 专业年级电气工程及其自动化2014级(双) 指导教师方玮职称讲师 单位西南石油大学 辅导教师职称 单位 完成日期2016 年05 月19 日
Southwest Petroleum University Graduation Thesis The Design of Automatic Beer Filling Production Line Control System Grade: 2014 Name: Cui yidan Speciality: Electrical Engineering and Automation Instructor: Fang wei School of Electrical Engineering and Information 2016-5
摘要 本文主要介绍的是基于三菱FX2N-64MR PLC的啤酒自动灌装生产流水线的设计。该系统的设计包括硬件设计和软件设计,其中硬件设计包括三菱FX2N-64MR PLC 外部电路的设计;软件部分包括程序的设计与调试。 在本设计中,包括自动控制和手动控制,选择适当的清洗机,灌装机,封盖机,包装机以及光电传感器实现了清洗、灌装、封盖、包装、检测等功能。形成快速一体的自动灌装系统。本设计中使用了计数器分别对合格品与不合格品进行检测,并设置了红灯绿灯便于操作者观察,另外,为了保证系统在出现意外故障时,能够得到很好的解决,系统还配置了急停开关等。对于检查出的不合格产品采用推出装置将其移走。并运用组态王软件实现了对整个自动灌装系统的实时监控,可以更好的了解和调整生产工艺及控制程序。 关键词:啤酒灌装;三菱FX2N-64MR PLC;组态王;
啤酒生产工艺流程与设备精编W O R D版 IBM system office room 【A0816H-A0912AAAHH-GX8Q8-GNTHHJ8】
一.生产工艺流程 1.1 麦芽制造工艺流程 麦芽制造主要有三大步骤:浸麦、发芽、干燥,流程如下: 1.1.1 浸麦 使麦芽吸收发芽所需要的一定量水分的过程,称为大麦的浸渍,简称浸麦。经浸渍后的大麦称为浸渍大麦。 浸麦是为了供给大麦发芽时所需的水分,给以充足的氧气,使之开始发芽。与此同时还可洗涤麦粒,除去浮麦,除去麦皮中对啤酒有害的物质。 浸麦水最好使用中等硬度的饮用水,不得存在有害健康的有机物,应无漂浮物。水中亚硝酸盐含量达到一定量时,对发芽有抑制作用。水中含铁、锰过多,会使麦芽表面呈灰白色。碱性的水,会提高皮壳的办渗透性,增加水的铁含量,限制沉降作用,甚至影响色泽。 1.1.2 发芽 浸渍大麦在理想控制的条件下发芽,生成适合啤酒酿造所需要的新鲜麦芽的过程,称为发芽。然后送入焙燥系统制成啤酒麦芽。因此,发芽是一种生理生化过程。 大麦发芽的目的:激活原有的酶;生成新的酶;物质转变。 1.1.3 干燥
未干燥的麦芽称为绿麦芽,绿麦芽含水分高,不能贮存,也不能进入糖化工序,必须经过干燥。通过干燥,可以使麦芽水分下降至5%以下,利于贮藏;终止化学—生物学变化,固定物质组成;去除绿麦芽的生青味,产生麦芽特有的色、香、味;容易除去麦根。 1.1.4 除根 根芽对啤酒酿造没有意义,并影响啤酒质量。根芽吸湿性强,能够很快吸收环境的水分,使干燥麦芽含水量重新提高;根芽含有不良的苦味,影响啤酒的口味;根芽能使啤酒的色度增加。所以麦芽干燥后应将根芽除掉。 1.2 啤酒酿造工艺流程 酿造工艺流程描述: 糊化锅中加入52kg工艺水,加热至45℃;将已粉碎好的原料加入糊化锅中,在温度为70℃的条件下使α-淀粉酶充分作用,时间为20min;然后在100℃的条件下使淀粉充分糊化,提高浸出率,同时提供混合糖化醪升温所需的热量,时间为40min。 在糖化锅中加入96kg工艺水,加热至37℃;将已粉碎好的原料加入糖化锅中,在温度为50℃的条件下使羧肽酶充分作用,形成低分子含氮物质;然后将糊化锅醪液加入糖化锅中,并在65℃下保持30min,使β淀粉酶充分降解淀粉;然后在72℃下保持40min,让α淀粉酶充分分解淀粉,之后升温至78℃。 糖化锅醪液经过滤槽去除麦糟后,倒入煮沸锅加热煮沸,醪液的沸点为105℃,通过煮沸可以适当控制麦汁浓度在0.12-0.13之间;并能破坏酶的活性,终止生物化学反应;使蛋白质变性凝固;使酒花中的有效成分充分溶出。 煮沸过程的凝固的蛋白质在旋沉槽中沉淀除去;然后倒入发酵罐中进行发酵。
啤酒生产工艺及设备 摘要:根据工业啤酒发酵生产过程及方法,粗略的介绍其生产流程及现状,同时介绍啤酒发酵过程中用到的生物工程设备。 关键词:啤酒发酵设备锥型发酵罐灌装 啤酒发酵过程是指啤酒酵母在一定条件下,利用麦汁中的可发酵性物质而进行的正常生命活动,而啤酒就是啤酒酵母在生命活动之中所产生的产物。由于酵母菌类型的不同,发酵的条件和产品要求、风味等的不同,造成发酵方式也不相同。啤酒酿造的原料为大麦﹑酿造用水﹑酒花﹑酵母以及淀粉质辅助原料(玉米﹑大米﹑大麦﹑小麦等)和糖类辅助原料等。其生产大致可分为麦芽制造﹑啤酒酿造﹑啤酒灌装3个主要过程。 啤酒发酵的工艺参数包括:(1)发酵周期,由产品类型、质量要求、酵母性能、接种量、发酵温度、季节等确定,一般12~24天。(2)酵母接种量,一般根据酵母性能、代数、衰老情况、产品类型等决定。(3)发酵最高温度和双乙酰还原温度,啤酒旺盛发酵时的温度称为发酵最高温度,双乙酰还原温度是指旺盛发酵结束后啤酒后熟阶段(主要是消除双乙酰)时的温度,一般双乙酰还原温度等于或高于发酵温度,这样既能保证啤酒质量又利于缩短发酵周期。(4)罐压,根据产品类型、麦汁浓度、发酵温度和酵母菌种等的不同确定。(5)满罐时间,从第一批麦汁进罐到最后一批麦汁进罐所需时间称为满罐时间。(6)发酵度,可分为低发酵度、中发酵度、高发酵度和超高发酵度。 啤酒生产工艺包括:大麦→加工处理→形成麦芽→糊化糖化→形成麦芽汁→过滤→煮沸、添加酒花→冷却与澄清→主发酵→后发酵→啤酒过滤→包装→成品啤酒。 一、大麦发芽 首先是大麦浸渍,浸渍的目的和对设备的要求是:(1)大麦含水量由13%左右增加至43%-48%以利于发芽。(2)清洗除去大麦中混有的杂质(泥砂,灰尘)和包含在皮谷中的有害成分,洗水需多次循环。(3)浸渍时需通入压缩空气清洗翻动大麦,供给大麦呼吸所必需的新鲜空气,并排除大麦呼吸时产生的二氧化碳。 常用的浸渍设备有圆锥型浸麦槽和平底浸麦槽两种,国内目前多用圆锥型浸麦槽。 其次是大麦发芽,发芽设备大致分为两类:地板式发芽和通风式发芽。通风式发芽有两种形式:散式发芽和箱式发芽。
第一章绪论 1.1课题背景 在巩固和提高我国经济体制的同时,特别是加入了国际世贸组织以后,中国啤酒行业正逐步融入世界啤酒业,由于外国啤酒进驻中国市场,中国啤酒行业已经进入了竞争激烈的成熟过渡期,重新整合扩张,这种“一体化”的扩张方式在一些大中型企业是尤其明显的。上世纪90年代,青岛啤酒经营了多种运营模式,在中国大部分省市自治区成立了50多家啤酒自动化生产基地,已经初步完成了全国化的战略布局。 因为啤酒生产内部竞争激烈,外部也和同类酒类产品的竞争越来越激烈,有很大一部分啤酒厂倒闭或相互合并,啤酒生产企业数量急剧下降。还有一部分生存下来的企业,逐步重视对产品质量、口味、工艺,加大科技研发力度,自动化专业化设备得到全新的改变,新的包装设备和先进的宣传理念如雨后春笋般在市场上出现,整个啤酒行业更加良性的在市场中互相竞争,啤酒开始向着工业化、规模化生产,国内的大部分啤酒生产企业逐步的向大型化、集团化发展,与国际之间的交流越来越频繁。 现如今,人们的生活水平有了显著的提高,老百姓对啤酒的需求量急速上升,这一需求给生产制造商提出了严峻的挑战,尤其是在各个厂家良性竞争的前提下,更是对啤酒的生产有了更严格的要求,如何在保证质量的前提下高效的生产出大批量的啤酒是现在每个厂家所必须解决的问题。 正是因为PLC的强大功能,给啤酒的自动化生产带来了福音。啤酒生产所需要监测的数据比较繁琐,比如温度、压力、浓度、浑浊程度等都有很严格的要求,而PLC在这些方面都有自己的独特之处,能够很自如的对这些模拟量进行时时监控,从而解决了大量的剩余劳动力,而对PLC自动化啤酒生产线程序的调试优化更是尤其重要。 本次设计就是对现有的和利时PLC啤酒自动化生产线进行软、硬件的调试,通过现场的数据采集对啤酒生产线酿造部分进行程序优化,最终得出与之对应的研究结论。 1.2课题内容 (1)啤酒自动化生产酿造工艺流程通过查阅相关资料,对现有的啤酒自动化生产工艺有一个基本的了解,尤其是对啤酒酿造工艺的熟悉,从而对本课题有一个更深入的理解。 (2)根据现场实际需要设计适当的控制方法根据现场以及工艺流程的实际需要,编写控制程序并对控制程序进行相应的优化,以及对优化后的程序进行现场
一.生产工艺流程 1.1 麦芽制造工艺流程 麦芽制造主要有三大步骤:浸麦、发芽、干燥,流程如下: 1.1.1 浸麦 使麦芽吸收发芽所需要的一定量水分的过程,称为大麦的浸渍,简称浸麦。经浸渍后的大麦称为浸渍大麦。 浸麦是为了供给大麦发芽时所需的水分,给以充足的氧气,使之开始发芽。与此同时还可洗涤麦粒,除去浮麦,除去麦皮中对啤酒有害的物质。 浸麦水最好使用中等硬度的饮用水,不得存在有害健康的有机物,应无漂浮物。水中亚硝酸盐含量达到一定量时,对发芽有抑制作用。水中含铁、锰过多,会使麦芽表面呈灰白色。碱性的水,会提高皮壳的办渗透性,增加水的铁含量,限制沉降作用,甚至影响色泽。 1.1.2 发芽 浸渍大麦在理想控制的条件下发芽,生成适合啤酒酿造所需要的新鲜麦芽的过程,称为发芽。然后送入焙燥系统制成啤酒麦芽。因此,发芽是一种生理生化过程。 大麦发芽的目的:激活原有的酶;生成新的酶;物质转变。 1.1.3 干燥 未干燥的麦芽称为绿麦芽,绿麦芽含水分高,不能贮存,也不能进入糖化工序,必须经过干燥。通过干燥,可以使麦芽水分下降至5%以下,利于贮藏;终止化学—生物学变化,固定物质组成;去除绿麦芽的生青味,产生麦芽特有的色、香、味;容易除去麦根。 1.1.4 除根 根芽对啤酒酿造没有意义,并影响啤酒质量。根芽吸湿性强,能够很快吸收环境的水分,使干燥麦芽含水量重新提高;根芽含有不良的苦味,影响啤酒的口
味;根芽能使啤酒的色度增加。所以麦芽干燥后应将根芽除掉。 1.2 啤酒酿造工艺流程 酿造工艺流程描述: 糊化锅中加入52kg工艺水,加热至45℃;将已粉碎好的原料加入糊化锅中,在温度为70℃的条件下使α-淀粉酶充分作用,时间为20min;然后在100℃的条件下使淀粉充分糊化,提高浸出率,同时提供混合糖化醪升温所需的热量,时间为40min。 在糖化锅中加入96kg工艺水,加热至37℃;将已粉碎好的原料加入糖化锅中,在温度为50℃的条件下使羧肽酶充分作用,形成低分子含氮物质;然后将糊化锅醪液加入糖化锅中,并在65℃下保持30min,使β淀粉酶充分降解淀粉;然后在72℃下保持40min,让α淀粉酶充分分解淀粉,之后升温至78℃。 糖化锅醪液经过滤槽去除麦糟后,倒入煮沸锅加热煮沸,醪液的沸点为105℃,通过煮沸可以适当控制麦汁浓度在0.12-0.13之间;并能破坏酶的活性,终止生物化学反应;使蛋白质变性凝固;使酒花中的有效成分充分溶出。 煮沸过程的凝固的蛋白质在旋沉槽中沉淀除去;然后倒入发酵罐中进行发酵。 1.2.1 原料粉碎 粉碎是一种纯机械加工过程,原料通过粉碎可以增大比表面积,使内含物与介质水和生物催化剂酶接触面积增大,加速物料内含物的溶解和分解。 麦芽粉碎方法分为三种,即干法粉碎、增湿粉碎和湿法粉碎。干法粉碎是一
啤酒生产的HACCP控制体系 一、啤酒生产工艺流程:制麦、糖化、发酵、罐装四个部分。 二、危害分析: 1、生物危害:通过原料或其他渠道混入酵母以外的的其他微生物,统称为啤酒生产中的污染菌,这些污染菌可是啤酒浑浊,形成沉淀,长生不良气味,甚至不能饮用。 2、化学危害:原辅料中农药残留;酒花中有单宁物质氧化变红;水处理过程中,氯残留,重金属,异物等残留;糖化糊化中加添加剂也是一种潜在化学危害。发酵过程中蛋白质等营养物质的分解会产生一些有害物质;管路CIP清洗时清洁剂的残留,洗瓶验瓶中清洁剂的残留等。 3、物理危害:除杂原料时,有粉尘砂粒残留的可能,粉碎机械杂质的混入,灌装压盖碎玻璃的混入等。 三、确定关键限值(CL) 1、对采购的原料大麦、大米、酒花及各种辅料进行抽样检验,防止可能出现原料霉变、农药残留超标等危害。 2、刷洗水(无菌水)的制备。刷洗水的卫生状态直接影响到CIP系统的清洗效果,至关重要。必须制定一套完善的制备刷洗水的作业指导书,并严格执行以确保其卫生条件符合要求。同时,开展日常的刷洗水微生物检验并制定纠偏措施,以利于对刷洗水的卫生状况进行验证,避免因使用不合格刷洗水而影响到产品的安全卫生。刷洗水微生物指标一般为:大肠菌群<3个/100ML;细菌总数<10个/ML。 3、压缩空气、二氧化碳的制备。压缩空气被广泛用于浮选及发酵的前期充氧,而二氧化碳被广泛用于发酵后期的备压脱氧、清酒罐的备压及灌装时驱氧。因此压缩空气及二氧化碳的卫生状态直接关系到发酵效果、产品品质和安全卫生。必须制定完善的压缩空气及二氧化碳制备作业指导书,并严格执行以确保其卫生条件符合要求。同时,必须开展日常的压缩空气、二氧化碳微生物检验并制定纠偏措施,以利于对两者的微生物指标进行验证,避免因使用不合格的压缩空气、二氧化碳而影响产品的品质及安全卫生。压缩空气的微生物指标一般为:细菌总数<20个/分钟;二氧化碳的微生物指标一般为:细菌总数<20个/分钟。 4、CIP系统。用于班后设备及管道的清洗消毒系统。必须制定一套所有接触半成品的设备、管道、阀门、连接头的涵盖糖化、发酵、过滤、灌装及特殊部位的刷洗操作规程,并严格贯
啤酒生产流程设备及演化 1 实习目的 通过在啤酒厂的实地生产实习,将在课堂上学到的理论知识紧密地与生产实际相结合,相互融合贯通,可加强对啤酒酿造工艺的认识,加强对生物学科领域的理解,掌握酿造发酵相关的生产工艺,生产设备、性能、配置及工作原理,认识理论与实际的不同,切身感悟生产实际中的严密性与复杂性。 2 序言 啤酒的消费与经济发展水平相适应。国内的经济突飞猛进,人均消费量不断增加,且国人意识到高度酒精饮品对身体的危害性,政府主导发展低度酒如啤酒、黄酒等,国内啤酒发展迅速,销量持续增加。另外由于工业的发展和现代科技的进步,啤酒酿造技术也不断革新,啤酒糖化、发酵、过滤和包装迅速实现现代化,啤酒业以崭新面貌出现在世人面前,目前啤酒工厂已经有成熟的设备和工艺大规模生产啤酒。 啤酒的产量往往受到设备技术的制约,本报告旨在概述啤酒设备及工艺的演化,加深对啤酒生产工艺的了解。 2.1 啤酒介绍 啤酒是一种用麦芽为主要原料,添加酒花,经酵母发酵酿造而成的,含有二氧化碳、起泡、低酒精的饮料。 在生产原料中,麦芽是主要原料,主要用二棱大麦,辅助原料多为大米,大米在酶的作用下,转化为麦芽糖和糊精等物质。啤酒酿造用的麦芽,可分为真正麦芽和特种麦芽。真正麦芽,包括用于制造贮藏啤酒的浅色麦芽和深色麦芽以及酿造上面发酵啤酒使用的浅色爱尔麦芽和深色爱尔麦芽。特种麦芽能赋予啤酒以特殊的性质,影响啤酒的色香味及其稳定性。 酒花是啤酒的灵魂,酒花的作用很多,主要有:①赋予啤酒以酒花的香味和愉快的苦味;②酒花树脂中的物质和麦芽中的白蛋白、球蛋白组成复合体,产生大量的泡沫,并使之保持稳定;③酒花具有开胃健脾、止泻、杀菌等药效;④酒花有杀菌抑菌功能,能防止啤酒腐败,能延长啤酒保质期;⑤酒花中的单宁可使蛋白质沉淀,使麦汁澄清,提高非生物稳定性。酵母通过发酵,将麦芽糖、糊精等转化为酒精、CO2、氨基酸和其他风味物质。
本科生毕业设计(论文) 中文题目:啤酒发酵自动控制系统 英文题目:Beer fermentation Automatic Control System
摘要 啤酒工业是我国食品工业中一个重要的产业部门,随着国民经济的发展和人民生活的改善,我国啤酒工业也得到空前发展。尽管如此,我国的啤酒生产工业前存在许多不尽如人意的地方一。由于啤酒生产的工艺复杂,目前我国大多数啤酒生产企业技术装备落后,自动化程度低,产品质量不稳定。如何提高啤酒生产的综合自动化水平,增强我国啤酒产业的综合实力是一个很好的研究课题。发酵过程是啤酒生产过程中的重要环节之一,本文针对实验室啤酒发酵装置技术装备落后、自动化程度低、产品质量不稳定以及啤酒发酵罐温度所具有的大时滞、强关联、时变、大时间常数和多变量的特点,提出了以AT89S52单片机为核心的数字化温度控制系统方案。在发酵罐中设置上、中和下三个测温点,控制系统对这三个测温点进行循环检测,然后将检测到的温度信号送到单片机,由单片机通过具体程序对以上三个信号进行处理,通过本文设定的特殊控制算法决定每层控制阀的开度,从而实现了啤酒发酵罐内部麦汁三层温度的精确控制,进而解决了啤酒发酵罐内部温度控制系统控制精度不高的问题,提高了啤酒生产的综合自动化水平。 关键词:AT89852单片机啤酒发酵温度控制
ABSTRACT The thesis puts forward the numeric temperature control system that depends on the principle of single AT89S52,which aims at outdated beer ferment equipment, low automation ,instable product and the wheat-liquor temperature in a ferment that has inherence characteristics of multivariable, seriously nonlinear, uncertain, time-variant and large delay. There are three measure temperature points in a ferment, the temperature signals of the ferment that can be detected circularly by the control system will be sent to the single, and then the single will deal with the three signals by some specific programs and the opening of the control valves in the three layers is decided by some designed special control arithmetic. The three layer temperature of the ferment will be controlled precisely, consequently the low control precision of the beer ferment internal temperature system has been improved and the comprehensive automation level of beer production will be improved. At the same time, the communication strategy between a beer ferment equipment temperature control system and computer has been studied in the thesis, and the hardware and software of the system have been introduced in detail. System simulation has been done in the thesis about a laboratory ferment arithmetic model that base on the experiment status, and the control effect is better, so the system feasibility is validated theoretically. The disquisition has some reference value to the temperature control system development of small scale ferment equipment in a factory. KEYWORDS:AT89S52 beer ferment temperature control
一.生产工艺流程 麦芽制造工艺流程 麦芽制造主要有三大步骤:浸麦、发芽、干燥,流程如下: 浸麦 使麦芽吸收发芽所需要的一定量水分的过程,称为大麦的浸渍,简称浸麦。经浸渍后的大麦称为浸渍大麦。 浸麦是为了供给大麦发芽时所需的水分,给以充足的氧气,使之开始发芽。与此同时还可洗涤麦粒,除去浮麦,除去麦皮中对啤酒有害的物质。 浸麦水最好使用中等硬度的饮用水,不得存在有害健康的有机物,应无漂浮物。水中亚硝酸盐含量达到一定量时,对发芽有抑制作用。水中含铁、锰过多,会使麦芽表面呈灰白色。碱性的水,会提高皮壳的办渗透性,增加水的铁含量,限制沉降作用,甚至影响色泽。发芽 浸渍大麦在理想控制的条件下发芽,生成适合啤酒酿造所需要的新鲜麦芽的过程,称为发芽。然后送入焙燥系统制成啤酒麦芽。因此,发芽是一种生理生化过程。 大麦发芽的目的:激活原有的酶;生成新的酶;物质转变。 干燥 未干燥的麦芽称为绿麦芽,绿麦芽含水分高,不能贮存,也不能进入糖化工序,必须经过干燥。通过干燥,可以使麦芽水分下降至5%以下,利于贮藏;终止化学—生物学变化,
固定物质组成;去除绿麦芽的生青味,产生麦芽特有的色、香、味;容易除去麦根。 除根 根芽对啤酒酿造没有意义,并影响啤酒质量。根芽吸湿性强,能够很快吸收环境的水分,使干燥麦芽含水量重新提高;根芽含有不良的苦味,影响啤酒的口味;根芽能使啤酒的色度增加。所以麦芽干燥后应将根芽除掉。 啤酒酿造工艺流程 酿造工艺流程描述: 糊化锅中加入52kg工艺水,加热至45℃;将已粉碎好的原料加入糊化锅中,在温度为70℃的条件下使α-淀粉酶充分作用,时间为20min;然后在100℃的条件下使淀粉充分糊化,提高浸出率,同时提供混合糖化醪升温所需的热量,时间为40min。 在糖化锅中加入96kg工艺水,加热至37℃;将已粉碎好的原料加入糖化锅中,在温度为50℃的条件下使羧肽酶充分作用,形成低分子含氮物质;然后将糊化锅醪液加入糖化锅中,并在65℃下保持30min,使β淀粉酶充分降解淀粉;然后在72℃下保持40min,让α淀粉酶充分分解淀粉,之后升温至78℃。 糖化锅醪液经过滤槽去除麦糟后,倒入煮沸锅加热煮沸,醪液的沸点为105℃,通过煮沸可以适当控制麦汁浓度在之间;并能破坏酶的活性,终止生物化学反应;使蛋白质变性凝固;使酒花中的有效成分充分溶出。 煮沸过程的凝固的蛋白质在旋沉槽中沉淀除去;然后倒入发酵罐中进行发酵。 原料粉碎
精酿啤酒生产控制系统的设计与研究 近几年来,国内啤酒的年产量与年销售量呈现下滑趋势,但是与之形成鲜明对比的是精酿啤酒年产销量在国内的逆势增长。国外精酿行业起步早,先进的自动化设备与技术不断推动着中小型精酿企业的发展。 精酿制造行业在我国正处于起步阶段,近几年我国兴起的精酿酒厂普遍存在设备自动化程度低,控制系统开放性差的问题。为提升国内精酿啤酒产业自动化水平,本文依据啤酒的生产过程及其自动化要求,结合现有控制系统方案特点,设计了适用于小型精酿啤酒生产车间的分布式控制系统(DCS),本文的主要研究工作如下:(1)分析了现有啤酒生产工艺与控制系统中的问题,设计了适用于小型精酿车间的分布式控制系统。 系统以西门子S7-300为核心控制器,分别完成了被控对象I/O点的分配、控制器硬件的组态以及软件程序的编写。(2)针对糊化反应温度变化过程中的非线性与时滞性的问题,设计了模糊+PID温度控制器来对糊化反应的过程进行变温控制。 并且运用机理建模法分别建立了糊化反应与发酵过程中温度变化的数学模型,同时以Matlab软件为平台,结合其Simulink扩展功能完成了变温控制过程的仿真运行。(3)啤酒生产控制系统中存在数据多源异构性的问题,造成了啤酒厂家自动化设备更新困难等现状。 针对现有啤酒车间数据管理分散的问题,以Simatic Manager和WinCC组态软件为平台,设计了Profibus+OPC的通信网络方案来对控制系统中的变量数据进行统一的集成与管理。(4)在控制系统管理层中,以WinCC作为OPC客户端对啤酒的生产过程进行上位机组态,建立了糖化生产过程的监控画面,完成了PLC中
一.生产工艺流程 1。1 麦芽制造工艺流程 麦芽制造主要有三大步骤:浸麦、发芽、干燥,流程如下: 1。1.1 浸麦 使麦芽吸收发芽所需要的一定量水分的过程,称为大麦的浸渍,简称浸麦.经浸渍后的大麦称为浸渍大麦。 浸麦是为了供给大麦发芽时所需的水分,给以充足的氧气,使之开始发芽。与此同时还可洗涤麦粒,除去浮麦,除去麦皮中对啤酒有害的物质。 浸麦水最好使用中等硬度的饮用水,不得存在有害健康的有机物,应无漂浮物。水中亚硝酸盐含量达到一定量时,对发芽有抑制作用。水中含铁、锰过多,会使麦芽表面呈灰白色。碱性的水,会提高皮壳的办渗透性,增加水的铁含量,限制沉降作用,甚至影响色泽。 1.1.2 发芽 浸渍大麦在理想控制的条件下发芽,生成适合啤酒酿造所需要的新鲜麦芽的过程,称为发芽.然后送入焙燥系统制成啤酒麦芽。因此,发芽是一种生理生化过程. 大麦发芽的目的:激活原有的酶;生成新的酶;物质转变. 1。1。3 干燥 未干燥的麦芽称为绿麦芽,绿麦芽含水分高,不能贮存,也不能进入糖化工序,必须经过干燥。通过干燥,可以使麦芽水分下降至5%以下,利于贮藏;终止化学—生物学变化,固定物质组成;去除绿麦芽的生青味,产生麦芽特有的色、香、味;容易除去麦根。 1.1。4 除根 根芽对啤酒酿造没有意义,并影响啤酒质量。根芽吸湿性强,能够很快吸收环境的水分,使干燥麦芽含水量重新提高;根芽含有不良的苦味,影响啤酒的口
味;根芽能使啤酒的色度增加.所以麦芽干燥后应将根芽除掉。 1.2 啤酒酿造工艺流程 酿造工艺流程描述: 糊化锅中加入52kg工艺水,加热至45℃;将已粉碎好的原料加入糊化锅中,在温度为70℃的条件下使α—淀粉酶充分作用,时间为20min;然后在100℃的条件下使淀粉充分糊化,提高浸出率,同时提供混合糖化醪升温所需的热量,时间为40min。 在糖化锅中加入96kg工艺水,加热至37℃;将已粉碎好的原料加入糖化锅中,在温度为50℃的条件下使羧肽酶充分作用,形成低分子含氮物质;然后将糊化锅醪液加入糖化锅中,并在65℃下保持30min,使β淀粉酶充分降解淀粉;然后在72℃下保持40min,让α淀粉酶充分分解淀粉,之后升温至78℃。 糖化锅醪液经过滤槽去除麦糟后,倒入煮沸锅加热煮沸,醪液的沸点为105℃,通过煮沸可以适当控制麦汁浓度在0。12-0.13之间;并能破坏酶的活性,终止生物化学反应;使蛋白质变性凝固;使酒花中的有效成分充分溶出。 煮沸过程的凝固的蛋白质在旋沉槽中沉淀除去;然后倒入发酵罐中进行发酵. 1。2。1 原料粉碎 粉碎是一种纯机械加工过程,原料通过粉碎可以增大比表面积,使内含物与介质水和生物催化剂酶接触面积增大,加速物料内含物的溶解和分解。 麦芽粉碎方法分为三种,即干法粉碎、增湿粉碎和湿法粉碎。干法粉碎是一
啤酒生产过程分为麦芽制造、麦芽汁制造、前发酵、后发酵、过滤灭菌、包装等几道工序。啤酒灌装、压盖机部分属于包装工序。啤酒经膜过滤后由管路送入回转酒缸,再经酒阀进入瓶子中,压盖后获得瓶装啤酒。啤酒灌装、压盖机的工作效率和自动化程度的高低直接影响啤酒的日产量。 为了满足我国啤酒行业日益扩大生产规模的需求和啤酒现代化灌装机械高速灌装的要求,国内各啤酒生产厂家都在积极寻求或改造本单位的啤酒灌装生产设备,使其成为具有良好的使用性能,先进的技术水平及高生产效率、运行稳妥可靠、维护成本低的啤酒现代化灌装机。 2 啤酒灌装、压盖机工作原理和控制部分构成 液体灌装机按灌装原理可分为常压灌装机、压力灌装机和真空灌装机。啤酒灌装、压盖机采用压力灌装方法,是在高于大气压力下进行灌装,贮液缸内的压力高于瓶中的压力,啤酒液体靠压差流入瓶内。 目前国内外实现灌装工艺路线基本上是:利用回转酒缸产生的旋转运动,使安放在酒缸槽位上的空瓶通过机械机构将固定在酒缸上部的欲抽真空阀打开,对已封好的瓶子进行抽真空处理,拨转外操作阀杆,打开气阀,对瓶内充填CO2气体,抽真空凸轮继续打开真空阀,将瓶内空气与CO2混合气体抽出,气阀再次打开,对瓶内充填CO2气体,灌装阀内的液阀在瓶内压力接近背压气体压力时打开,酒液顺瓶壁注入瓶内,通过气动或电动控制灌装阀实现啤酒的灌装。 当今国际先进的啤酒灌装、压盖机的控制系统主要由光电开关位置检测部分、走瓶带、酒缸转速的变频调速部分、主控由可编程控制器、触摸屏等组成。灌装、压盖机的机械结构装置与PLC可编程控制、变频无级调速、人机界面等现代自动控制技术手段完整的结合,形成机电一体化。 3 控制部分改造方案 国内很多啤酒厂家现使用的灌装、压盖机的控制系统的自动化程度参差不齐;所有手动按钮和工艺开关都设置在一个操作箱的面板上,PLC控制器大都为日本OMRON公司或三菱公司的早期产品,设备连锁控制、保护设置少,加之啤酒灌装的现场环境恶劣,潮湿度大,使开关等接触触点锈蚀严重,系统的信号检测部分故障率较高,造成设备控制系统运行的可靠性低,设备正常运行周期短等现象。 以实际改造的丹东鸭绿江啤酒有限公司的灌装、压盖机的控制系统为例,介绍改造方法,阐明改造这类设备的控制思想和思路;根据现场的实际工艺条件,重新编写了PLC的运行程序。
第一章绪论 1.1 课题背景 在巩固和提高我国经济体制的同时,特别是加入了国际世贸组织以后,中国啤酒行业正逐步融入世界啤酒业,由于外国啤酒进驻中国市场,中国啤酒行业已经进入了竞争激烈的成熟过渡期,重新整合扩张,这种“一体化”的扩张方式在一些大中型企业是尤其明显的。上世纪90 年代,青岛啤酒经营了多种运营模式,在中国大部分省市自治区成立了50 多家啤酒自动化生产基地,已经初步完成了全国化的战略布局。 因为啤酒生产内部竞争激烈,外部也和同类酒类产品的竞争越来越激烈,有很大一部分啤酒厂倒闭或相互合并,啤酒生产企业数量急剧下降。还有一部分生存下来的企业,逐步重视对产品质量、口味、工艺,加大科技研发力度,自动化专业化设备得到全新的改变,新的包装设备和先进的宣传理念如雨后春笋般在市场上出现,整个啤酒行业更加良性的在市场中互相竞争,啤酒开始向着工业化、规模化生产,国内的大部分啤酒生产企业逐步的向大型化、集团化发展,与国际之间的交流越来越频繁。 现如今,人们的生活水平有了显著的提高,老百姓对啤酒的需求量急速上升,这一需求给生产制造商提出了严峻的挑战,尤其是在各个厂家良性竞争的前提下,更是对啤酒的生产有了更严格的要求,如何在保证质量的前提下高效的生产出大批量的啤酒是现在每个厂家所必须解决的问题。 正是因为PLC的强大功能,给啤酒的自动化生产带来了福音。啤酒生产所需要监测的数据比较繁琐,比如温度、压力、浓度、浑浊程度等都有很严格的要求,而PLC在这些方面都有自己的独特之处,能够很自如的对这些模拟量进行时时监控,从而解决了大量的剩余劳动力,而对PLC自动化啤酒生产线程序的调试优化更是尤其重要。 本次设计就是对现有的和利时PLC啤酒自动化生产线进行软、硬件的调试,通过现场的 数据采集对啤酒生产线酿造部分进行程序优化,最终得出与之对应的研究结论。 1.2 课题内容 (1)啤酒自动化生产酿造工艺流程通过查阅相关资料,对现有的啤酒自动化生产工艺有一个基本的了解,尤其是对啤酒酿造工艺的熟悉,从而对本课题有一个更深入的理解。 (2)根据现场实际需要设计适当的控制方法根据现场以及工艺流程的实际需要,编写控制程序并对控制程序进行相应的优化,以及对优化后的程序进行现场测试。 (3)通过组态软件做出现场的动态监控图一个合格的生产流水线离不开对设备生产过程的监控,不仅是从安全的角度出发,更要考虑到设备损坏及时维修及其包养,因此本课题设计了组
啤酒发酵PLC控制系统设计 摘要:啤酒发酵是个动态过程。温度、压力、液位是其过程中最主要的参数,其中温度是控制中的难点。本文根据啤酒发酵的工艺流程,按照一定的工艺要求进行控制,用西门子s7-200可编程控制器,着重于温度的控制研究,设计理想的plc程序,在啤酒发酵控制系统中完成温度、浓度和时间的模拟量的读取处理,完成温度设定值和pid回路的计算,对电磁阀的输出和发酵罐的操作状态进行控制,以达到产品的质量要求。 关键词:啤酒发酵温度pidplc 作为“液体面包”的啤酒是盛夏首选饮料。啤酒以大麦芽﹑酒花﹑水为主要原料,经发酵酿制而成的,它是具有酒花香和爽口苦味、营养丰富、风味独特的低度酿造酒,含有人体所必须的七种氨基酸。酿造业的发酵通常是在密闭的容器中进行的,作为啤酒生产过程中至关重要的一环, 发酵过程影响着啤酒的品质。以前的啤酒生产工艺已不再适应当今的生产规模和生产要求,啤酒企业纷纷采用现代化工业自动控制系统来生产产品,从而可以达到降低生产成本的目的。随着计算机技术的发展,plc控制系统也在不断的发展和更新,其功能日益强大,已成为工业控制领域的主流控制设备之一。 啤酒发酵是啤酒生产过程中在酶的作用下生成水跟二氧化碳。啤酒发酵是放热反应的过程,随着反应的进行,罐内的温度会逐渐升高,随着二氧化碳等产物的不断产生,密闭罐内的压力会逐渐升高。
啤酒发酵是一放热的生化反应过程,通过调节发酵罐四周管道内的气流量从而实现对发酵液体温度的。过去对温度的调节是由操作人员根据给定的曲线,手动调节气阀开度的大小来达到控制温度的目的,这样由于操作人员的人为等因素在生产过程中产生的不良影响,往往使控制效果不理想。为此,啤酒生产的发酵工序提出计算机监控的要求,采用pid控制算法,使啤酒生产集控制与数据采集更合理,从而更好的保证产品的质量,提高产品生产效率。 1 啤酒生产工艺简介 啤酒发酵分主酵和后酵两个过程,整个发酵过程都是发酵罐中进行的。 第一阶段是主酵阶段,首先麦汁接种酵母进入发酵罐逐渐开始主发酵。在酶作用下分解淀粉释放出热量从而使整个罐内的温度逐渐上升。温度在上升一段时间后速度逐渐变慢,随后酵母沉淀,这时我们要对发酵罐密封,使其自然发酵。第二阶段是后酵阶段,后酵阶段分为2个降温过程,第一个过程是当罐内温度降低到5 ℃左右时进行双乙酰还原。同时还需要继续进行糖类发酵,更好的降低氧含量、沉淀蛋白质。第二个降温过程约以0. 15℃/h的下降速率把罐内温度5℃降到0-1℃左右。 发酵罐中各种物质的转化速度受一系列因素的影响。压力和温度在发酵过程中对啤酒的品质和质量有很大的影响。首先压力增加可以使二氧化碳在啤酒中的溶解量加大,同时减少啤酒中其他生成