电子皮带秤的安装调试
【论文摘要】电子皮带秤作为对皮带运输系统进行计量的理想设备,广泛应用于冶金、电力、煤炭等行业对皮带输送的散装固体物料进行连续自动称量,其称量结果常常作为贸易结算和厂内配料的依据,因此对称量的准确度有着极高的要求。影响电子皮带秤准确度的主要原因有两方面,一是皮带秤秤架的结构及制造工艺,二是安装调试工艺。对于用户而言,安装调试显然更为重要,因此本文主要介绍电子皮带秤的安装工艺过程要求,确保用户在高精度的前提下可靠地使用。
【关键词】电子皮带秤称重桥架安装计量准确度
第一章概述
众所周知,电子皮带秤的实际使用精度除了与电子皮带秤本身的制造质量有关外,还取决于皮带秤安装位置的选定、皮带输送机的状况和安装质量。电子皮带秤质量再好,皮带秤安装位置选定错误或不恰当、皮带输送机的状况很差和安装质量低劣,这台电子皮带秤的实际使用精度仍然很低。当我们开始寻求高质量的安装方案时,却发现在部分电子皮带秤的产品样本中通常只看到简单的几条关于电子皮带秤安装的技术指导,寥寥数语其篇幅往往不到一页,实际上这只是提到了部分要求,很大程度上难以满足用户的需求。所以我们在很多生产现场可以看到安装不规范甚至完全不合格的电子皮带秤,给用户的使用和后续检定维护检修带来诸多不利因素。
本文中对如何正确安装电子皮带秤提出了建议,从而使电子皮带秤达到高精度的计量条件。本安装调试工艺不仅适合文中提及的产品,同时也适用于其它公司生产的电子皮带秤安装,特别是那些结构类似的皮带秤。
第二章电子皮带秤系统的组成
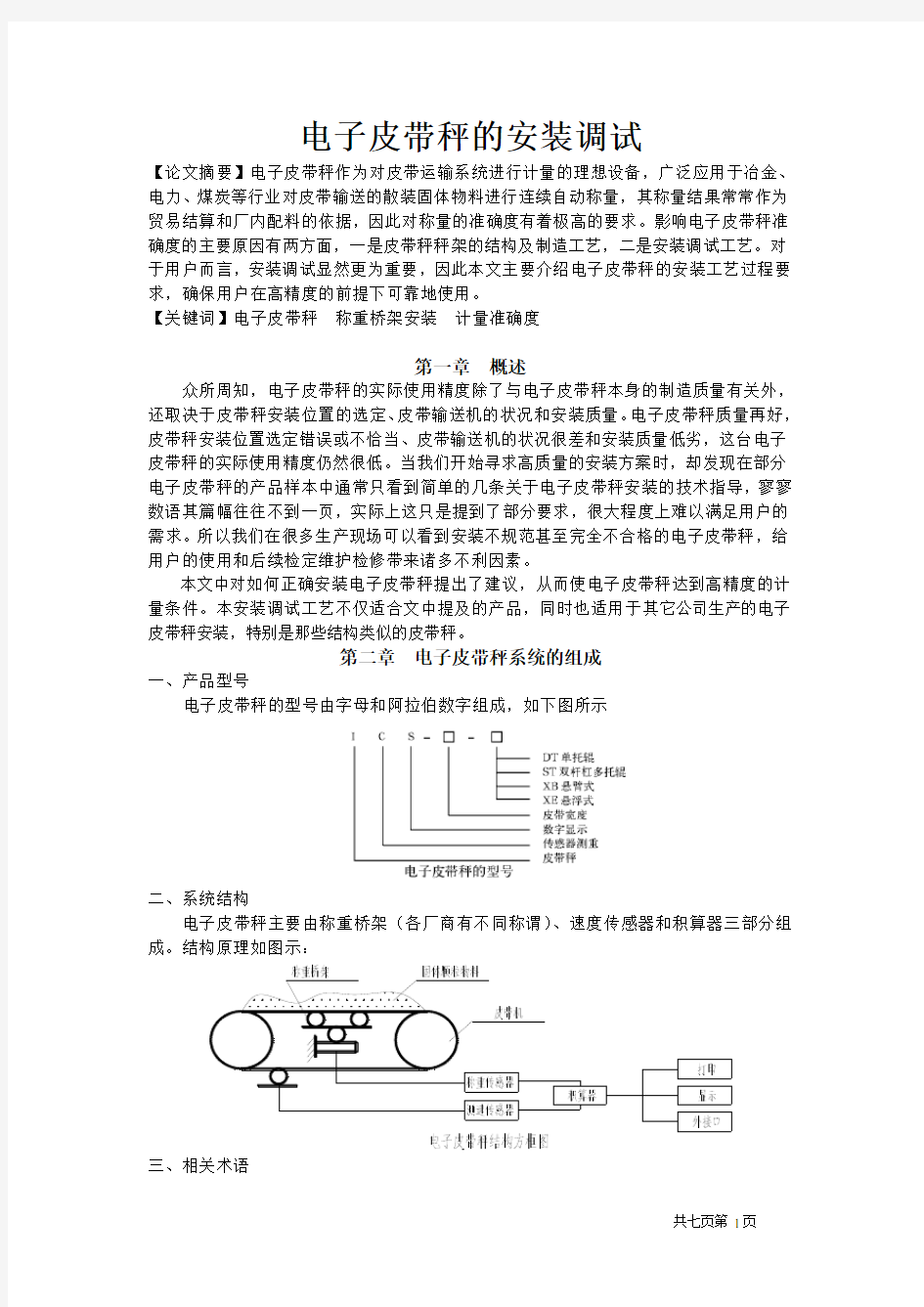
一、产品型号
电子皮带秤的型号由字母和阿拉伯数字组成,如下图所示
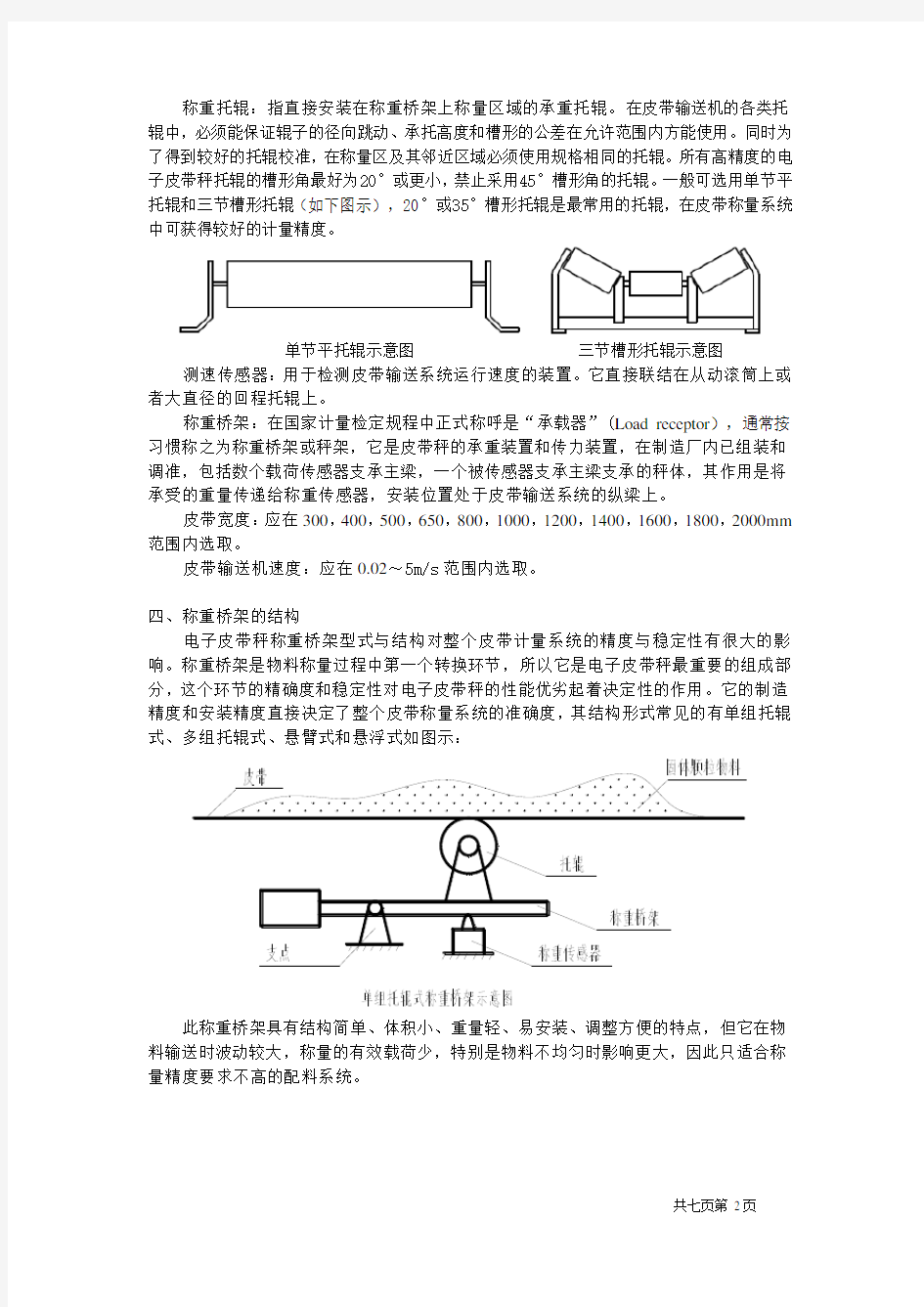
二、系统结构
电子皮带秤主要由称重桥架(各厂商有不同称谓)、速度传感器和积算器三部分组成。结构原理如图示:
三、相关术语
称重托辊:指直接安装在称重桥架上称量区域的承重托辊。在皮带输送机的各类托辊中,必须能保证辊子的径向跳动、承托高度和槽形的公差在允许范围内方能使用。同时为了得到较好的托辊校准,在称量区及其邻近区域必须使用规格相同的托辊。所有高精度的电子皮带秤托辊的槽形角最好为20°或更小,禁止采用45°槽形角的托辊。一般可选用单节平托辊和三节槽形托辊(如下图示),20°或35°槽形托辊是最常用的托辊,在皮带称量系统中可获得较好的计量精度。
单节平托辊示意图三节槽形托辊示意图测速传感器:用于检测皮带输送系统运行速度的装置。它直接联结在从动滚筒上或者大直径的回程托辊上。
称重桥架:在国家计量检定规程中正式称呼是“承载器”(Load receptor),通常按习惯称之为称重桥架或秤架,它是皮带秤的承重装置和传力装置,在制造厂内已组装和调准,包括数个载荷传感器支承主梁,一个被传感器支承主梁支承的秤体,其作用是将承受的重量传递给称重传感器,安装位置处于皮带输送系统的纵梁上。
皮带宽度:应在300,400,500,650,800,1000,1200,1400,1600,1800,2000mm 范围内选取。
皮带输送机速度:应在0.02~5m/s范围内选取。
四、称重桥架的结构
电子皮带秤称重桥架型式与结构对整个皮带计量系统的精度与稳定性有很大的影响。称重桥架是物料称量过程中第一个转换环节,所以它是电子皮带秤最重要的组成部分,这个环节的精确度和稳定性对电子皮带秤的性能优劣起着决定性的作用。它的制造精度和安装精度直接决定了整个皮带称量系统的准确度,其结构形式常见的有单组托辊式、多组托辊式、悬臂式和悬浮式如图示:
此称重桥架具有结构简单、体积小、重量轻、易安装、调整方便的特点,但它在物料输送时波动较大,称量的有效载荷少,特别是物料不均匀时影响更大,因此只适合称量精度要求不高的配料系统。
多组托辊式结构的称重桥架可以在较长的皮带上进行称量,皮带张力对称,物料不均匀影响较小,可获得较高的精度和稳定性。但其缺点也显而易见:结构复杂,安装尺寸大,调整困难,因此应用范围受限。
悬浮式秤架采用了类似静态称重的称重平台,称重平台上支撑了一组或多组称量托辊,这一结构简单可靠、精度高、调整方便,方原柏教授(昆明有色冶金设计研究院)曾撰文对现有各种结构的称重桥架进行分析比较,结论是悬浮式秤架特性优于其它结构形式,而且悬浮式秤架是现在应用最广泛、风头最劲的结构型式。
本文将以徐州拉姆齐(RAMSEY)技术有限公司设计制造的ICS-14A系列皮带秤(其系统精度高达±0.125%,广泛地用于对外计量和商贸结算,参见附图1)为例,对悬浮式称重桥架的安装进行说明。
第三章选址
电子皮带秤安装条件和位置非常重要,能否正确选址安装直接影响到其准确度和正常使用,不满足这些条件,就很难达到甚至不可能达到电子皮带秤的精确度要求。
1、环境
?秤体桥架的工作环境温度为-20℃~60℃。
?电子皮带秤不应安装在露天场地,应设有防风、防雨设施。
?在装有皮带秤的输送机上不应联结或安装振动装置,附近不应有振动源。
2、安装位置
?称量系统应安装在坚固的输送机架上,否则,必须增加支撑。
?输送机架纵梁应有足够刚度,正4到负4个托辊间的相对挠曲量不得超过4mm。
?皮带秤不应装在输送机因超速或倾斜而使物料滑动的地方。
?安装位置应尽量靠近皮带输送机的尾部,以避免输送机的皮带张力影响称量。
?安装位置和落料点的距离不小于5~9米(视厂方安装图而定)。
?安装位置距凸形弯曲切点的距离应不小于5米或5个托辊。
?当有凹形弯曲时,安装位置距凹形弯曲切点的距离不小于10~15米。
第四章安装准备
在确定电子皮带秤在输送系统的位置后,就应着手按照下列要求准备现场。
1.参照安装图纸推荐的部位加装支撑或支承腿以加固输送机构架。构架的偏差应
保持在0.4mm以内。
2.在装设称重桥架的范围内,输送机架的夹板应和输送机架焊在一起。
3.要把负4到正4间的托辊在输送机架的横向调平。
4.去掉四组托辊架的连接脚板,改装为称重托辊。全部称重域的托辊在制造、式
样、规格等方面必须相同,并且能够自由转动,具备良好的机械性能。
5.从负4到正4间所有托辊中找出确切的中间输送辊,在每个中间输送辊的中心
位置划刻续线或冲上标记,另外按同样步骤完成两侧翼托辊。
6.对皮带宽度超过1000mm的皮带秤,托辊要有足够强度的支撑,其支撑在侧翼
托辊和底部的托辊架之间,以使托辊在重载下不变形。
7.为了方便灵活安装和校准皮带秤,应举起或移开皮带秤安装范围内的输送皮
带,其距离至少需要从负5到正5托辊之间。
8.在安装称重桥架部位处输送机的输送托辊应拆除,至少应移去在负4和正4托
辊间的所有托辊。
第五章称重桥架的安装
称重桥架的安装要点是在任何步骤的安装都必须保证称重桥架的纵向中心线与皮带机输送架的中心线相重合,秤架上固定称重托辊架的上平面要保证与称量托辊和运行托辊的底面处在同一平面内,误差要保证在0.8mm以内。
在完成了对皮带秤位置的选择和准备工作以后,可按下列步骤进行安装。
1.找出并测定负4到正4托辊间尺寸,同时把它们在皮带机架底面上用垫片垫高
5~10mm。
2.在输送机架的两边从负4到正4托辊间等距离的划上记号。(尺寸参照安装图)。
3.在已联接好的桥架和载荷传感器支承梁架装置插入输送机框架。
4.确定皮带输送机的中心线,要注意在每一步测量调整中都必须参照此中心线。
5.栓一根直径为0.5mm的钢丝,于正5的托辊上拉着钢丝线穿过正4托辊的中心
记号,再穿过整个称重域及负4托辊中心记号,并在钢丝线的末端系挂一重物
使其保持一恒定的张力,调整负4托辊的位置去对准输送中心线。
6.检查托辊与钢丝之间的间距,如果需要,在负4到正4托辊下增加垫片。
7.在载荷传感器支承架和桥架尾部部分的中心标记要对准输送机中心线。
8.为固定桥架和载荷传感器支承梁架装置,在输送机架上确定孔的尺寸后钻孔。
9.把称重桥架放入适应位置、校正水平,根据情况垫上垫片,最后穿入螺栓牢固
固定于输送机纵梁上。
10.移去桥架和载荷传感器支承梁架装置的运输固定支架,保证秤是支承在四个传
感器上,若产生摆动则说明称重桥架未摆平,需要参照水平仪进行调整。
第六章称重区域的托辊安装
皮带秤安装过程中的调整最重要的是准直性校准和托辊间距校准,否则在称量托辊上将受到外部附加力,导致校验过程误差和测量过程误差,所以校验时在称量托辊及其邻近的前后至少各两组托辊(最好三组)的对应点上用拉钢丝或弦线的方法检查其相对高差,要求高差小于±0.8mm,而对称量托辊来说,要求它决不能低于邻近托辊。
一、称重域的托辊安装之前,要确实按要求完成下述各步骤:
1.输送机中心线和称重桥架中心线己被确定,且两中心线保持一致,
2.负4托辊和正4托辊之间各托辊要高于正常托辊约6mm(部分皮带秤仅要求前后
两组即-4到+4之间)。
3.对于称重桥架而言,正4与负4托辊应是水平而等距的。
二、进行称重域托辊的安装
1.在称重桥和改装好的称重托辊之间,靠近载荷传感器支承梁处装入安装垫。
2.邻近称重桥支承的称量托辊应与在输送机中心线的输送托辊中心调准,并以附
图示右起第七个托辊作为参考点测量其余的托辊,以达到精确测量。这时称重托辊中心标记必须在中心钢丝线上,暂不垫高托辊。
3.当安装第二个或以后的托辊时,均参考称重托辊来测定,以防止累积测量误差。
4.参考称重托辊来确定负4和正4托辊尺寸,把负4和正4托辊用垫片垫到输送
托辊所要求水平,这便是这两个托辊的最终位置。
5.另配一根拉紧的线,交跨在负4和正4的槽底托辊或两翼托辊上,拉紧线的参
考点为三节槽形托辊的中部和两翼的中心标记(在第四章第5步骤已确定)。
6.以参考称重托辊为基准从负4到正4的托辊两侧分别按下列顺序进行称重域内
托辊的校准,顺序为负3、负2、负1、称重托辊和正3、正2、正1称重托辊。在每个托辊和作为基准的称重托辊之间的测量精度必须在±0.8mm以内,所有托辊组用垫片调整水平高度,应在钢丝线的偏差±0.8mm以内。
注:为使槽底和两侧托辊达到钢丝线,调整垫片的组合及托辊的调换是必须的。
7.把参考称重托辊用垫片垫高到钢丝线上。
8.这样就完成了称重桥架和称重托辊的安装,拿开拉紧的钢丝前,完成下列检测
(a)保证所有托辊与参考称重托辊之间的精度在±0.8mm之内,防止误差累积。
(b)所有支承托辊都应调整到负3到正3托辊的参考高度的±0.8mm的范围。
9.拿开全部的钢丝线,把输送机的皮带返回就位。
第七章称重传感器和其它组件的安装
将称重传感器和连接杆螺母紧固联接,连接杆和称重桥架的联挡要用两个球面垫、两个螺母紧固连接。联接传感器的连接杆一定要自由竖直拉紧,不要碰到任何外物。调节连杆和称重传感器联接用的两个螺母,再调节接线盒中的相应的电位器,便每个称重传感器的信号输出电压差值不大于0.1毫伏。
电子皮带秤的测速传感器可以选择安装在输送机系统的尾部从动滚筒或制动辊轴上,即必须附在真正以皮带输送机运行速度旋转的轴上。若二者距离太远时,则必须在回程皮带上方增加一个较大直径滚筒或托辊,用以专门安装速度传感器。测速传感器的安装如图示:
另有现场接线盒(转换器)和室内称量仪表(积算器)的安装较为简单,以不影响称量和安装维护操作方便为前提进行安装即可。
第八章结束语
皮带运输机是一种高效能的运输机械,电子皮带秤作为皮带运输机的计量装置应用非常广泛,制造精良的皮带秤系统能得以正确应用和安装可获得整个系统优良的工作性能和精度。通过对电子皮带秤的应用及查阅相关资料,我认为要使皮带秤系统的最高性能得以发挥,并不拘泥于在每台皮带秤的安装上都要遵守全部条件,但越是强调它的工作性能或系统精度,那么这些条件就显得越发重要。
皮带秤计量是极其复杂的动态计量,影响其准确度的因素很多,仅机械方面就有:皮带的速度和跑偏,皮带的弹力模量随温度和时间变化,称量段前后过渡托辊的运行状况,秤架的结构及安装调试工艺等。在如此多的复杂因素下要获得较高的计量准确度和可靠性,除前期制作精良且正确安装的皮带秤系统外,同时还需要操作者精心管理维护并定期进行模拟校验或实物校验。可以这样说:电子皮带秤的准确度要求越高,维护工作越频繁,维护工作量也越大。因此电子皮带秤的稳定运行和准确计量跟操作者的责任心同样是息息相关。
by PPS 【参考文献】
《衡器计量》编审:李金海等中国计量出版社
《皮带秤》作者:罗才生、邹炳易、张家纬中国计量出版社
《电子皮带秤的原理及应用》作者:方原柏冶金工业出版社
《电子皮带秤发展综述》作者:方原柏(昆明有色冶金设计研究院)
《电子皮带秤秤架型式与结构探讨》黄琪(山西省电力勘测设计院)
共七页第 页
7
电子皮带秤的安装调试 【论文摘要】电子皮带秤作为对皮带运输系统进行计量的理想设备,广泛应用于冶金、电力、煤炭等行业对皮带输送的散装固体物料进行连续自动称量,其称量结果常常作为贸易结算和厂内配料的依据,因此对称量的准确度有着极高的要求。影响电子皮带秤准确度的主要原因有两方面,一是皮带秤秤架的结构及制造工艺,二是安装调试工艺。对于用户而言,安装调试显然更为重要,因此本文主要介绍电子皮带秤的安装工艺过程要求,确保用户在高精度的前提下可靠地使用。 【关键词】电子皮带秤称重桥架安装计量准确度 第一章概述 众所周知,电子皮带秤的实际使用精度除了与电子皮带秤本身的制造质量有关外,还取决于皮带秤安装位置的选定、皮带输送机的状况和安装质量。电子皮带秤质量再好,皮带秤安装位置选定错误或不恰当、皮带输送机的状况很差和安装质量低劣,这台电子皮带秤的实际使用精度仍然很低。当我们开始寻求高质量的安装方案时,却发现在部分电子皮带秤的产品样本中通常只看到简单的几条关于电子皮带秤安装的技术指导,寥寥数语其篇幅往往不到一页,实际上这只是提到了部分要求,很大程度上难以满足用户的需求。所以我们在很多生产现场可以看到安装不规范甚至完全不合格的电子皮带秤,给用户的使用和后续检定维护检修带来诸多不利因素。 本文中对如何正确安装电子皮带秤提出了建议,从而使电子皮带秤达到高精度的计量条件。本安装调试工艺不仅适合文中提及的产品,同时也适用于其它公司生产的电子皮带秤安装,特别是那些结构类似的皮带秤。 第二章电子皮带秤系统的组成 一、产品型号 电子皮带秤的型号由字母和阿拉伯数字组成,如下图所示 二、系统结构 电子皮带秤主要由称重桥架(各厂商有不同称谓)、速度传感器和积算器三部分组成。结构原理如图示: 三、相关术语
电子皮带秤工作原理和组成 电子皮带秤系统的工作原理 称重给料机将经过皮带上的物料,通过称重秤架下的称重传感器进行检测重量,以确定皮带上的物料重量;装在尾部滚筒或旋转设备上的数字式测速传感器,连续测量给料速度,该速度传感器的脉冲输出正比于皮带速度;速度信号与重量信号一起送入皮带给料机控制器,产生并显示累计量/瞬时流量。给料控制器将该流量与设定流量进行比较,由控制器输出信号控制变频器调速,实现定量给料的要求(如图1)。 可由上位PC机设定各种相关参数,并与PLC实现系统的自动控制。它可以采用两种运行方式:自动方式和半自动/手动方式。 自动方式 图1:称重给料机工作原理示意图 通过在工控机上选择的预先编好的配方,配方确定后启动系统。配料系统根据配方的设定自动控制各配料给料机运行。 ? 半自动方式/手动方式 由人工在控制器上设定配方的配比,手动启动控制器,BW500积算仪控制变频器和称重式给料机加料。 2.1.2 系统的组成
图2:称重给料机的组成示意图 称重给料机系统主要包括:秤架(包括安装支架)、称重传感器、速度传感器、手动挂码校验装置、防跑偏措施、头部刮板、内清扫、拉紧装置、配料秤的密封罩、支撑架、胶带、托辊、辊筒、结构件(卸料端带有衬板的卸料漏斗、拖料端带拖料漏斗及手动调节门等)、变频调速电机、接线盒及连接电缆(称重传感器之间)、通讯连接设施(称重给料机系统)、数字显示表、标定及调校设施、成套仪表盘等(如图2)。 称重给料机的核心部分是皮带秤(如图3)。皮带秤的主要组成由秤架、积算仪和速度传感器组成;而称重给料机系统的结构特点和精度主要由皮带秤的设计结构决定。 图3:皮带秤是称重给料机的核心部分 2.2 技术特点 称重给料机在皮带秤的秤架结构、积算仪以及称重给料机的整体设计上都具有它的特点。WF1200系列给料机使用的是MSI直接承重式秤架结构和BW500积算仪,这种秤秤架结构简化了称重给料机的称重结构, 降低称重系统的无效载荷, 提供合适的量程和灵敏度, 对于小流量称重有独特的优势。 2.2.1 秤架结构特点 皮带秤秤架部分的设计是很具有特色的,与一般常用的杠杆式秤架设计不同,它采用了被称为“三无”的直接承重式秤架结构,即:无杠杆、无支点、无平衡重(如图4),也就是没有称重承载器。这种设计带来的
电子皮带秤系统的工作原理 称重给料机将经过皮带上的物料,通过称重秤架下的称重传感器进行检测重量,以确定皮带上的物料重量;装在尾部滚筒或旋转设备上的数字式测速传感器,连续测量给料速度,该速度传感器的脉冲输出正比于皮带速度;速度信号与重量信号一起送入皮带给料机控制器,产生并显示累计量/瞬时流量。给料控制器将该流量与设定流量进行比较,由控制器输出信号控制变频器调速,实现定量给料的要求(如图1)。 可由上位PC机设定各种相关参数,并与PLC实现系统的自动控制。它可以采用两种运行方式:自动方式和半自动/手动方式。 自动方式 图1:称重给料机工作原理示意图 通过在工控机上选择的预先编好的配方,配方确定后启动系统。配料系统根据配方的设定自动控制各配料给料机运行。 ? 半自动方式/手动方式 由人工在控制器上设定配方的配比,手动启动控制器,BW500积算仪控制变频器和称重式给料机加料。 2.1.2 系统的组成
图2:称重给料机的组成示意图 称重给料机系统主要包括:秤架(包括安装支架)、称重传感器、速度传感器、手动挂码校验装置、防跑偏措施、头部刮板、内清扫、拉紧装置、配料秤的密封罩、支撑架、胶带、托辊、辊筒、结构件(卸料端带有衬板的卸料漏斗、拖料端带拖料漏斗及手动调节门等)、变频调速电机、接线盒及连接电缆(称重传感器之间)、通讯连接设施(称重给料机系统)、数字显示表、标定及调校设施、成套仪表盘等(如图2)。 称重给料机的核心部分是皮带秤(如图3)。皮带秤的主要组成由秤架、积算仪和速度传感器组成;而称重给料机系统的结构特点和精度主要由皮带秤的设计结构决定。 图3:皮带秤是称重给料机的核心部分 2.2 技术特点 称重给料机在皮带秤的秤架结构、积算仪以及称重给料机的整体设计上都具有它的特
第一章技术参数及系统构成 ICS-20A、17A、14A系列电子皮带秤, 是在皮带输送系统中对散状物料进行连续计量的理想设备,具有结构简单、称量准确、使用稳定、操作方便、维护量少等优点, 不但适用于常规环境, 而且适用于酸、碱、盐及大气腐蚀环境。广泛地应用于冶金、电力、煤炭、矿山、港口、化工、建材等行业。 说明书主要对20A/17A、14A系列皮带秤系统的安装、运行、校准和维修等工作加以说明。有关扩展板( 打印和通讯) 仅作简要介绍。 1.1主要技术指标 1.1.1系统功能 动态累计误差: 20A皮带秤系统优于±0.5% 17A皮带秤系统优于±0.25% ICS-14A皮带秤系统优于±0.25% 称量能力: 6000t/h以下 皮带宽度: 500-2200mm 皮带速度: 0.1-4m/s 环境温度: 称架-20℃-60℃ 积算器-10℃-50℃ 1.1.2载荷传感器性能 非线性: 小于额定输出的0.05% 重复性: 小于额定输出的0.03%
滞后: 小于额定输出的0.03% 激励: 10VDC 1.1.3速度传感器 频率范围: 0-1.2KHZ 精确度0.05% 分辨率10-4米/秒 1.1.4 HN9001电脑积算器性能 精度: 优于0.05% 电源: 220V-15%+10%50HZ±2%;25V A 激励电压输出: 10±5%VDC 至速度传感器增速板输出: 未稳压的24V AC 累重显示输出: 八位带小数点, 最小显示0.01t 流量显示输出: 四位带小数点, 单位为每小时吨 远程累计输出: 在累重显示器上的每个计数相当于10kg、100kg、1t 电流输出: 可选择4-20mA或0-20mA, 输出电流正比于流量 打印接口: μP16打印机 通讯接口: 可选择RS-232或RS-485 开口尺寸; 285×140(宽×高) 重量输入: 一只或两只载荷传感器的毫伏级信号 速度输入: 数字速度传感器的脉冲信号 1.2系统组成及工作原理: 20A、17A、14A系列皮带秤由三个主要部分组成: 称重桥架、速度传感器和积算器。 装有载荷传感器的称重桥架, 安装于输送机的纵梁上, 称重托辊可检测皮
关于电子皮带秤电控系统的设计
1 电子皮带秤 1.1 电子皮带秤简介 皮带秤经历了纯机械式皮带秤、传感器电子仪表皮带秤发展到今天的传感器微机式皮带秤和微机智能化皮带秤,日新月异的电子计算机技术在皮带秤中的应用,极大地提高了皮带秤的计量精度,改善了它的稳定性,简化了操作程序,易于维护,使其广泛应用于各行各业。 皮带秤具有动态测量和自动在线测量等优点,被广泛应用于产品的定量包装和工业配料等工业现场,不仅起到减员增效、节支创收和减少误差的作用,而且加强了企业的管理,缩短作业时间,改善了操作条件,提高劳动生产率,降低劳动强度,从而大大提高了生产的自动化程度,被广泛应用于煤炭、石油、化工、电力、轻工、冶金、矿山、交通运输、港口、建筑、机械制造和国防等各个领域。皮带秤正以其独特的优势,作为一种新兴的高技术产业受到全世界的普遍关注,具有十分广阔的发展前景[1]。 目前,电子衡器在全球衡器市场占据主导地位,世界衡器产值有50多亿美元,美国、德国、日本、英国、意大利等国家都掌握先进的称重技术。美国衡器产值约10亿美元,其中,重型衡器和包装系统比例很大;在意大利,包装系统占衡器产值的80%以上;德国1998年衡器产值为13.24亿马克,其中工业、商业秤9.00亿马克,家用秤1.1亿马克,精密级衡器1亿马克,称重部件2.14亿马克。日本衡器年产值约1000亿日元,在日本1台自动定量包装秤价格从200万到2000万日元;全球衡器出口贸易额约18亿美元。在出口贸易中,德国占31%,日本占18%,美国占18%,法国占7%。 电子皮带秤在全球范围的应用也越发的广泛。美国设置有专门技术服务公司,有偿地为工矿企业中的皮带秤进行各种咨询和技术服务,确保了这种秤在现场使用中的计量性宗旨。荷兰菲利普(PHILIPS)公司的专家从1966年开始在该公司的试验装置上经过反复试验研究,开创了多托辊皮带秤的计量性能优于单托辊的理论,成了高精度皮带秤在机械秤架设计方面的一个新起点。北欧的瑞典、挪威在皮带秤的现场维护技术上有出色的成就,这些国家早就把皮带秤做为散料进出口贸易结算的公证秤,使用中的计量准确度为0.2%。 就国内而言,也有相当数量规模较大的外资企业和新兴企业,拥有先进开发手段和现代制造、检查装备。随着皮带秤国家标准和检定规程的发布,使皮带秤产品规范化有了依据,皮带秤的检测技术受到广泛的重视。我们需要通过国际技术转让、国际技术交流、国际间
电子皮带秤选型方法 江苏赛摩集团公司业务部李宏伟 1、概述 电子皮带秤是江苏赛摩集团主导产品之一,如何根据用户的需要和现场工况,指导用户正确选型,是签订高质量皮带秤合同的基础,熟练掌握电子皮带秤选型方法,应是合格销售员的基本功。 2、电子皮带秤型号 电子皮带秤以N系列为主,有N17、N20和N30等。例如:N17-3-1000;表示N17型秤,带有三个托辊,装在皮带宽度为1000mm的输送机上。 3、电子皮带秤准确度等级 电子皮带秤的准确度分为三个等级,表示符号为:(0.5)、(1.0)、(2.0)。 皮带秤型号和对应等级为: N17-(0.5)、N20-(1.0)、N30-(2.0) 4、如何根据用途选择不同准确度等级的皮带秤 4.1 应用于加工处理或控制 这些皮带秤用于监测产量、生产速度和配料,根据情况,所要求的准确度在±0.5%到±1%之间,在这种应用方面最常用的皮带秤准确度在±0.5%,不需要管理机构认可。像电厂的入炉煤计量,各种生产原料的用于内部核算的计量,通常采用赛摩N17系列皮带秤。而仅仅在工艺过程控制,如定量给料,多种原料的配比控制,通常使用赛摩N20系统皮带秤,就可以满足要求。 4.2 应用于加工过程监测 当有浪费或有设备损坏可能时,这种秤在加工车间可用于报警。根据情况不同,称量精度范围在±0.5%到±2%之间,这种秤的重复性和称量精度常常同样重要。这种场合通常选用赛摩的N30系列皮带秤。
5 皮带秤安装使用条件 5.1 皮带秤的安装位置 在安装皮带秤时,很重要的一点是把秤安装在输送机的张力和张力变化最小的位置,基于此种原因,皮带秤应装在接近输送机的尾部,但应有足够的距离以防止导料栏板的影响。 5.2 要求均匀的皮带荷载 虽然在大多数应用中称量系统可以在物料量的20-100%的变化范围内准确地工作,但是它希望荷载尽可能地均匀。为了减少给料量的波动,可在料仓出口处装一个高度调整板。 5.3 要求单点落料 在高精度称量装置里,皮带输送机应该只有一个落料点且在同一点落料,这样就保证在整个落料过程中保持皮带张力恒定。 5.4 要求避免物料滑动 皮带秤系统处理皮带载荷和皮带速度以获得精确计量。产生的皮带速度必须等于在秤位置上的皮带速度。基于此理由,输送机速度和倾角不宜过大,以免发生物料滑动。在大倾角、高速度的输送系统里,秤应该配置在距落料点较远的位置上,皮带输送机的倾角最大不能超过18度。对N10-14/17系列的皮带秤,输送机倾角不能超过6度,对于ICS10-20/30系列的皮带秤,输送机倾角不能超过18度(根据GB/T7721-2001)。对于不能满足以上要求的情况要咨询专业技术人员,以确定能否安装皮带秤,或者需要降低等级使用。 5.5 安装时避开输送机凸形曲线段 在带有直线段的输送机装秤比带有凸形曲线段的输送机更可取。建议凸形曲线段不在装料点和秤之间,输送机的凸形段许可在超过称重域托辊外的6米或五个托辊间距的地方。 5.6 输送机带有凹形曲线段时如何安装皮带秤 输送机(向上升的)凹形曲线的切点必须至少距秤12米远。若使秤按44号手册提出的标准检定合格,此距离必须是21米,如果秤安装在带凹形曲线段的皮带输送机而又不能满足上述尺寸界限时,则秤应该装在直线段并在整个装料区外,秤的前后则应至少各有8组托辊与皮带接触,皮带秤应在给料点与凹形曲线
电子皮带秤管理实施细则 批准: 审核: 编写: 大唐长春第二热电有限责任公司 二〇一二年十一月一日 电子皮带秤管理实施细则 第一章总则 第一条为加强电子皮带秤的计量管理,提高电子皮带秤的计量精度,保证其处于良好的运行状态,精确计量入炉煤量,特制订本办法。 第二条本办法适用于大唐长春第二热电有限责任公司。 第二章电子皮带秤管理职责 第三条运行管理部和设备管理部是电子皮带秤管理的职能部门,分别指定管理人员负责电子皮带秤的管理。 第四条运行管理部负责电子皮带秤使用过程和设备可靠性的管理,对电子皮带秤使用过程具有指导、监督、检查及考核权。 第五条设备部负责公司电子皮带秤的检修技术管理与设备分工,对各分场皮带秤检定与检修工作具有指导、监督、检查及考核权。 第六条热控分场负责电子皮带秤的校验,做好电子皮带
秤的原始数据记录,负责所管辖部分日常管理、维护和保养工作,保证皮带秤的准确、可靠和稳定。 第七条燃运分场作为电子皮带秤的使用单位,负责设备检查与维护,为电子皮带秤的校验和检修提供条件。 第三章电子皮带秤使用与维护保养 第八条燃运分场要保证皮带秤所在皮带机的运行状态良好,防止由于皮带跑偏造成物料偏向一侧,改变称重传感器受力引起称重桥路输出误差导致测量误差,此外皮带跑偏还会影响计量仪表的零点漂移。皮带的跑偏量应控制在60毫米以内。 第九条燃运分场每班接班后和交班前由运行人员对皮带秤秤架进行清扫,确保秤架无积煤、卡煤及矸石,防止秤上附加力影响计量精度。 第十条燃运分场要保证称重区内托辊的运行状态完好,不得缺少,托辊运转平稳无卡滞,无窜轴,无移位、歪斜;托辊架要端正,不得随意调整托辊架的距离,保证秤区托辊架间距一致,使用规格一致,减少皮带跳动产生阶越或脉冲信号对皮带秤计量精度的影响。 第十一条燃运分场每次粘补、更换五段皮带时,要确保皮带的粘接质量,接头要平滑,不能打金属卡子。粘接一天后通知维护分场对电子皮带秤精度进行复核,并对电子皮带秤重新进行零点校验标定,维护分场皮带秤管理人员对所辖
申克皮带秤技术资料 一、概述 VEG20610型仪农是用于计量和控制喂料设备的计量计算系统。该仪农适用于以下的控制系统: 1.定虽给料机 通过控制给料机的皮带速度,从而控制喂料流量。 2.带预料机的皮带秤 通过控制预料机来调整皮带负荷,从而控制喂料流量。 3.皮带秤 通过皮带速度控制皮带负荷,从而控制喂料流量。 二、前面板示意图 前而板示盘图VEG20610图1 显示2-1 。个字符,字符高度为6mm点阵,荧光显示,2行,每IT 205*7t∕h或单位是kg/h 右边: 设定给料量上行显示器左边:运行信息右边:可选择为实际流量、皮带负荷、皮带速度。下行显示器左边:事件信息 信号灯2-2信号灯O LED信号灯和3个红色的LED2个绿色的绿色信号灯:操作准备好。红色信号 灯:有故障或极限值超出信息。键盘2-3可触摸柔性薄膜键盘。键说明: Q 启动
θ停止
① 选择下行显示器显示内容/选择功能 θ 复位计数器 a 功能键,调用分配功能和事件信息FUNC 冈 DEL取消键,应答事件信息。删除输入数字。 放弃键,退出功能ESC θ ENT确认键,确认输入应答输入 修改键,准备输入,例如:输入设定流?DAT 叵) ??何 数字键输入负号和小数点 Q □ 显示参数定义2-4Vh 单位:kg%或I=喂料速率实际值单位 时间内通过皮带的物料量。 th 或单位:kg'h P=喂料速率设定值 依据设定值控制实际值。 单位:kg或 喂料时间 速度 kg∕nι单位: 控制模式 Z=累积量 X累积量=喂料速率m/s单位: Q=皮带负荷 Gra?wιmetrιc(重量模式): V=输送皮带的 非控制模式Olumett1C(V容积模 式): mA 单位: 控制器调节SY= 单位:控制偏差Xd = 仪表工彳乍方式2-5重量模式:控制模式。容积模式:非控制模式。显示,衣明是重量工作方式。“V”注:在上行显示器的左边显示“V”,衣明是容积匸作方式,没有计量原理2-6 I Q和皮带速度V,并把它们相乘,通过计算得到的结果是喂料率连续测量皮带负荷计算公式: I=QrM3600 nτ s
电子皮带秤挂马计算 具体计算过程 徐州默科仕测控技术有限公司提供 一、 17A电子皮带秤 1、挂码方法:一般挂二组,主副杠杆各一组,呈对称布置。 2、简易公式: 挂码总量Q1×挂码点到耳轴之距离L1=计量段物料重量Q2×计量段长度L的1/4 ...... 徐州默科仕测控技术有限公司,是一家专业从事工业计量、物料配比输送、输送过程监控保护产品的设计、制造服务专业厂家,其主导产品主要包括、配料系统、给料机、给煤机、除铁器、皮带输送保护、智能监控系统及MT2105显示测量仪表等。 有三种校验方式,电子、挂码、链码,链码校验方式,最接近实物方式。常用的是挂码校验。校验常数的计算很重要,因为挂码是直接施加在称体上,是传感器受力,模拟不了物料的特性,校验过程就是让仪表检测传感器受力和理论计算相一致的过程。如果计算不正确,会与实际值偏差很大。不同的皮带秤的计算公式并不一样。 1.挂码的悬挂位置 ICS-20A秤应在两组托辊的位置 ICS-20B秤应在两组托辊的中间位置 ICS-17A秤应在一、二和三、四组托辊的中间位置 ICS-17B秤应在两组托辊的中间位置 ICS-14秤应在第二及第三组托辊的位置 挂码施加时,应保证对称施加,受力均匀。该位置为各种电子秤的理论受力点,在该位置施加砝码时,杠杆比为1.0,否则应计算实际的杠杆比。杠杆比的计算公式为: 挂码到支点的距离(m) ———————————————
称体理论受力点到支点的距离(m) 2.挂码校准常数 2.1 挂码的等效载荷 挂码重量=施加在称重托辊的静态重量 计量段长度的测量方法是: 以米为单位的计量段长度,由以下方法确定 (1)分别从皮带输送机的两侧,测得从(十1)托辊到最远的称重托辊的距离。(2)分别从皮带输送机两侧测量从(-1)托辊到最远的称重托辊之间的距离。(3)计量段等于这四个数据的总和除以 4。 测量精度应精确到 1 毫米。 例:Kg = 200 D =4.8米 Kg/m=200÷4.8=41.67 Kg/m (2)挂码的标定常数的计算(单位为:吨): 挂码总重量(Kg) ————————× 杠杆比×皮带周长(m)× 圈数÷1000 计量段长度(m) 例:Lt=180米 N=5 挂码标定常数=41.67×180×5÷1000=37.5吨 c. 试验流量的计算(单位为:吨/小时): 砝码总重量(Kg)× 皮带周长(m)× 圈数————————————————————× 3.6 计量段长度(m)× 测试时间(s) 例:Lt=180米 N=5 T=450秒 挂码试验流量=41.67×180×5×3.6÷450=300T/H
电子皮带秤安装调试工法 中冶集团华冶资源公司天津工业设备安装分公司 王文凯彭廷生刘艳丽 1 前言 随着科学技术的进步,电子皮带秤正广泛应用到企业生产的物料配比中,工业自动化程度越来越高。电子皮带秤的安装质量、调试精度对生产的计量精度影响很大,如现场安装不当,就会造成计量不准、误差较大。我们在施工过程中,不断总结电子皮带秤安装和调试经验,建立和总结了一套比较实用的安装调试工艺,既保证了设备安装的精度,又缩短了施工时间,取得了显著的经济效益和社会效益。 2 工法特点 2.1皮带秤采用“整体安装法”。安装工艺简单,便于实施、施工周期短等优点,应用前景十分广泛。 2.2皮带秤的校验采用“链码标定法”。 2.2.1链码标定装置,由滚球、链片、内外连板和挂环等组成,其材质为不锈钢。 2.2.2利用“链码标定法”校验电子皮带秤校验精度高(静态0.03%,动态0.1%),操作简单方便,工作效率高。 2.2.3链码随皮带同步运行,完全模拟物料的输送形态,使得校验直观可靠。 2.3设备安装精度高,调试方法简单、实用。 3 适用范围 本工法适用于皮带运输物料计量的称重装置安装、调试。 4 工艺原理 “链码标定法”的调试技术原理是,利用标准链码模拟物料的方式进行对皮带秤瞬时流量和累计流量的检测。链码固定装置(门形架)安装在皮带秤上游附近,将链码平放在皮带秤的皮带上且链码平铺在皮带秤的整个称量段上,然后用钢丝绳将链码与门形架连接固定,本装置能在带式输送机空载运转中,由带式输送机拖动使链码一直在皮带秤的称量段上自由转动,满足模拟输送物料的状态,以完成电子皮带秤准确度的动态校验。(链码标定示意图4-1)
泉店选煤厂设备技术档案 设备名称:电子皮带秤 设备生产厂家均为:北京斯凯尔 1 设备名称、规格型号、数量 1.1主井井口房至原煤准备车间栈桥电子皮带秤201皮带 数量:1台 技术参数:ICS-20A,B=1200mm,v=2.0m/s,动态精度±0.5%,α=16.5°, Q=600t/h 1.2 一号转载点至主厂房栈桥电子皮带秤301皮带 数量:1台 技术参数:ICS-20A,B=1200mm,v=2.0m/s,动态精度±0.5%,α=17.5°,Q=600t/h 1.3主厂房至二号转载点带式输送机电子皮带秤701皮带 数量:1台 技术参数:ICS-20A,B=1000mm,v=2.0m/s,动态精度±0.5%,α=15.25°, Q=600t/h 1.4 二号转载点至产品仓带式输送机栈桥电子皮带秤706皮带 数量:1台 技术参数:ICS-20A,B=800mm,v=2.0m/s,动态精度±0.5%,α=15.25°,250t/h 1.5主厂房一楼浮选精煤皮带电子皮带秤439皮带 数量:1台
技术参数:ICS-20A,B=1000mm,v=2.0m/s,动态精度±0.5%,α=2.2°,250t/h 1.6 ,主厂房三楼矸石皮带电子皮带秤901皮带 数量:1台 技术参数:ICS-20A,B=1000mm,v=2.0m/s,动态精度±0.5%,α=0.2°,250t/h 1.7主厂房2楼干扰床精煤皮带电子皮带秤384皮带 数量:1台 技术参数:ICS-20A,B=800mm,v=2.0m/s,动态精度±0.5%,α=5°,250t/h 1.8 压滤车间818皮带 数量;1台 技术参数:ICS-20A,B=1400mm,v=2.0m/s,动态精度±0.5%,α=0°,Q=250t/h
皮带秤微机管理系统 软 件 使 用 说 明 书
一、系统环境 1.硬件环境: ★主频133MHZ以上的CPU ★ 128M内存 ★ 20G的硬盘空间 ★显示器应支持24位真彩色,1024x768分辨率 ★键盘、鼠标 2.软件环境: ★ WINDOWS95或更高版本的WINDOWS 二、安装步骤 运行安装盘上SETUP.EXE程序,按回车键,直至安装完成,安装程序自动安装在默认目录下。 三、使用说明 本系统共由以下几个功能模块组成: 1.系统登录: 可以在用户名称对话框中直接输入用户名也可以输入用户编号(cjyh),系统会自动取出其用户名称,系统超级用户默认密码为空。 2.启动界面: 3.初始数据
当按’是(Y)’时,系统会自动把上次程序退出时的仪表累计值从配置文件中读取出来,然后用当前最新的仪表值去减它,从而获得上次退出时各秤的上料数据,并包括程序退出期间的各秤仪表变化量。 当按’否(N)’时,系统将从新开始计量。 4.系统全貌: (a) 指示灯:显示当前系统运行状态 (b) 监控数据:仪表主累计、仪表瞬时流量、班累计、日累计、月累计。
5.菜单: 菜单框图: (1)班次设置(步骤如下) 注意:班次数―――为一天划分上班时间段的数量 班值数―――为具体工作的班组数量 此画面设定每天的班次数,班次名称,以及换班时间。 首先输入班次数,如上图输入“3”(表示每天分为3个上班时间段),然后点击“确定”按钮,在上面的表格中,依次修改每个班次的换班时间、班次名称等。 修改方法:点击要修改内容旁的向下按钮,然后输入或选择内容。“班次”的名称应互不相同。“班开始时间”应是从小到大。
皮带秤安装步骤 一:秤架的安装位置选择 1:一般安装在机尾附近,离进料口10米左右。避免在以下两个地方安装: ①:机头附近,因为机头机头皮带张力较大,容易引起零点的漂移。 ②:皮带向下凹的地段,容易引起零点的漂移。 2:安装位置附近的十几组托辊尽量在一条水平线上,以保持皮带秤上方托辊受力的均匀。 备注:机头,即有动力牵引的皮带机一端,另一端即是机尾。如果皮带是有倾角的,则机头在上方,机尾在下方。
二:秤架安装(按顺序进行安装)1、现场如何安装秤架
根据现场情况分为两种方法: 1、如果安装在平巷或坡度较小的地方,托辊受力较小,可以将托辊支架两 侧的螺丝拆除,两人分别在其两侧同时同向将支架向左或右倾斜移动即可拆掉托辊及支架。 2、如果安装在坡度较大、托辊受力较大的地方,可以用手动葫芦、钢丝 绳、长角铁当横梁,先将皮带吊起不接触托辊,再将托辊支架两侧的螺丝拆除后很轻松就可拆掉托辊和支架。
3、秤架安装注意事项: (1):秤架上托辊的支架要安装连接固定在秤架上,且不接触于皮带机机架,这时需要用焊机在支架底部两端切出两个缺口,以保证不接触皮带机机架,使托辊上的重量 完全落在秤架上。
2:内部装有称重传感器的横梁,与它的下方秤架应保留空隙,不能接触,他们之间只能有称重传感器的螺杆相连接(这个地方若没有空隙,将严重影响后校秤的系数)。称重传感器连接螺杆紧固时不可接触传感器,切紧固螺丝要拧紧。
3:安装好秤架后,首先观察秤架上的几组托辊的最高点是否处于一条直线上。假设秤架上是4组托辊。则至少要保持4组托辊的前一组和后一组,一共6组托辊在一条直线上。可以在第1和第6组托辊的两侧上方各拉上一条线,根据这条线调节各组托辊的高度(底部与秤架或机架连接处,垫铁片或减少垫片)。目的为了保持皮带的重量和张力均匀落在各组托辊上。注意:有效称重范围内托辊转动偏离圆心的,与非有效称重范围内的托辊进行更换。 3:编码器不应安装在秤架上的几组托辊下方,应至少距离秤架2-3个托辊距离。使编码器的震动不影响到秤的的计量。
**********公司 电子皮带秤(链码)校准规范
一、概述: 为保证在现场进行电子皮带秤校准的量值准确可靠,校准结果达到公正、客观、准确,特制定本校准规范。 二、引用文献 国家计量检定规程JJG195-2002连续累计自动衡器(皮带秤)。 三、适用范围 本规范适用于京唐公司赛摩链码电子皮带秤的校准工作。 四、校准前准备 1、校准前必须按《管理规定》的要求,与生产厂取得联系,拿到操作牌,并按生产厂的规定做好相应的标识。 2、校准设备、工具和其它辅助材料的准备。 必要的校准设备和标准链码,确认其精度等级范围; 标准数字万用表; 测速仪器; 绝缘电阻测试仪; 对讲机一套; 通用仪器调试工具、扳手; 其它辅助材料如干净的毛刷、软布等。 3、检查传感器,测速等接线应无破损、短路、开路的迹象且接触良好。 4、校准前皮带秤的外观检查 确认皮带秤外型结构完好,制造厂名、商标、秤的名称、规格型号、额定流量、准确度等级、指示器分度值、出厂编号、制造年月、制造许可证标志; 仪器设备外露件应无松动和机械损坏,信号线、电源线、接地线各端子应连接可靠; 对秤目测检查四周间隙内不得有异物; 称重传感器是否有异物卡靠; 传感器输出是否正常,皮带运转有无跑偏,皮带托辊是否全部接触与皮带运
转正常。 五、校准 校准前对仪表预热30分钟,同时输送机承受负荷运行一段时间后,方可进行校检。其步骤及方法如下: 1、皮带速度变化率 (1)速度测量,空称运行五整圈后,停止运行,在皮带直线段上用卷尺量取一定的长度,并在首尾划定标记,然后开动输送机运转一整圈,当皮带首尾标记与皮带机机架上的固定标记重合时,打开秒表记时,当尾标记与固定标记重合时停秒表,读取示值,依次测量三次,取算术平均值,为皮带的运行速度V 0 。 V 0=L/T 0 式中: L 所量皮带长度(米) T 0 运行时间(秒) (2)速度变化率的计算 按上述方法检测输送机在60%最大流量下,输送物时的皮带速度V 1,则皮带速度变化率为: St= ?100% 所得结果应不大于额定速度的±5%。 2、皮带全长的测定 用钢卷尺在皮带机直线段上正确地测出皮带一周的长度(测定误差在±1/1000以上)。 3、零点调整 (1)皮带上为空载,确认皮带机周围安全后,运行皮带机; (2)把积算器的工作方式置为“零”的位置; (3)按下“零点校准”键,选择自动,校正灯亮,零点的变化被显示在累积器上; (4)当输入脉冲达到设定值时,自动停止计量,零点误差将显示在累积器 V 0 -V 1 V 1
泰国7500KW木屑生物质燃料次高压电站 泰国7500KW木屑生物质燃料次高压电站 称量设备 技术规范书 需方:天津机电进出口有限公司 设计:邯郸市世通电力水泥技术开发有限公司 时间:2015年9月08日
目录 一、技术规范 二、技术参数 三、包装运输 四、设备监造(检验)和性能验收试验 五、质量保证及保证期 六、技术服务及联络 七、其他
第一章技术规范 1. 总则 1.1 本技术规范书适用于泰国7500KW木屑生物质燃料次高压电站的称量设备,它提出了设备的功能设计、结构、性能、安装和试验等方面的技术要求。 1.2 买方在本技术规范书中提出了最低限度的技术要求,并未规定所有的技术要求和适用的标准。卖方应提供一套满足本技术规范书和所列标准要求的高质量产品及其相应服务。 1.3 如未对本技术规范书提出偏差,将认为卖方提供的设备符合本技术规范书和相关国家标准的要求。 1.4卖方须执行本技术规范书所列标准。有矛盾时,按较高标准执行。 2. 工程概况 环境条件 最高温度:40℃ 最低温度:11℃ 设计温度:27.5 ℃ 年平均温度:27.5℃ 湿度:60-100% 设计用湿度值:75% 海拔高度:<100m 年平均压力:100kPa 年平均年降雨量15000mm 气候特点热带季风气候 地震烈度:缺少资料 设计风速:缺少资料 所在地区泰国南部
3.执行标准和规范 电子皮带秤的设计、制造、包装、运输、储存、验收应以中国国家标准为基础并符合下列有关标准、规范和规定的要求: 《电子皮带秤》 GB/T7721-1995 《连续累计自动衡器(皮带秤)检定规程》 JJG195-2002 《电子衡器通用技术条件》GB/T4249.2 《称重传感器》 JJG669-90 《气焊、手工电弧焊及气体保护焊缝坡口的基本形式与尺寸》GB985 《钢结构设计规范》GBJ17-88 《外壳防护等级分类》 GB4208 第二章技术参数 1.电子皮带秤技术参数 ·规格型号 ICS-17A-650(配控制箱) ·胶带机宽度 B=650mm ·数量 2台 ·胶带机速度 1.00m/s ·胶带机倾角水平安装 ·称量范围 0~100 t/h ·电源电压交流220V ·检定精度±0.25% 2.电子皮带秤技术特点 2.1系统构成及工作原理 乙方生产的ICS系列电子皮带秤主要由称重桥架、称重传感器、速度传感器、称重显示仪表(积算器)及辅助设备组成。装有载荷传感器的称重桥架,安装于输送机的纵梁上,检测皮带上的物料重量,产生一个正比于皮带载荷的电气输出信号。速度传感器直接连在从动滚筒上或测速滚筒上,提供一系列脉冲,每个脉冲表示一个皮带运动单元,脉冲的频率正比于皮带速度。当物料通过秤的同时,重量信号和速度信号送到二次仪表,通过放大、A/D转换, 计算出瞬时流量和累积量,并显示于积算器前面板。
摘要 随着微电子技术的应用,市场上使用的传统称重工具已经满足不了人们的要求。为了改变传统称重工具在使用上存在的问题,在本设计中将智能化、自动化、人性化用在了电子秤重的控制系统中。本系统主要由单片机来控制,测量物体重量部分由称重传感器及A/D转换器组成,加上显示单元,此电子皮带秤具备了功能多、性能价格比高、功耗低、系统设计简单、使用方便直观、速度快、测量准确、自动化程度高等特点。 本系统以89C51单片机为主控芯片,外围附以称重电路、显示电路、键盘电路等构成智能称重系统电路板,从而实现自动称重系统的各种控制功能。可以说,此设计所完成的电子皮带秤很大程度上满足了应用需求。 当被称物体放置在秤体的秤台上时,其重量便通过皮带秤体传递到称重传感器,传感器随之产生力-电效应,将物体的重量转换成与被称物体重量成一定函数关系(一般成正比关系)的电信号(电压或电流等)。此信号由放大电路进行放大、经滤波后再由模/数(A/D)器进行转换,数字信号再送到微处器的CPU处理,CPU不断扫描键盘和各种功能开关,根据键盘输入内容和各种功能开关的状态进行必要的判断、分析、由仪表的软件来控制各种运算。运算结果送到内存贮器,需要显示时,CPU发出指令,从内存贮器中读出送到显示器显示,或送打印机打印。一般地信号的放大、滤波、A/D转换以及信号各种运算处理都在仪表中完成。 关键词:89C51单片机称重传感器 A/D转换器 LED显示器
ABSTRACT With the application of micro-electronics technology, tradition ponderation instrument used in market has been not satisfaction with hunman requirements already. In order to make up for the traditional apparatus shortcoming, we improve the apparatus's control system with intelligence and automation. This system is mainly controlled by microcontroller, the section of height measurement accomplish by supersonic sensor, the section of weight measurement accomplish by weight sensor and A/D transformer, this apparatus have many characteristic such as having more function, consume less energy, small and move easily, low price, measure precisely, the speed is quick, automatic work without people and so on. The system is mainly controlled by the microcontroller89C51, the periphery is consist of the circuit of clock and calendar, the circuit of measure height and weight, the circuit of display and print, all of these comprise the circuit board of the intelligent apparatus of height and weight. It can achieve all function of the apparatus. When he was called in the objects placed on the scale, the weight and belt scales body through to weighing transducer, sensor generates electricity effect - the weight of the object, will be converted to a certain weight called objects (general function relation is proportional to the relationship between signal (the) voltage or current, etc.). This signal by amplifying circuit, the amplification by filter / (A/D) device, digital signals into tiny place of CPU, CPU scanning switch, all sorts of functions and keyboard according to various functions and keyboard input switch to judge, analysis, by the software to control all kinds of instruments. Computational results showed that need to CunZhuQi inside when the CPU, from inside CunZhuQi instruction in reading to display, or send the printer. Generally, the signal filter, A/D conversion and signal processing various operations in instrumentation. Keywords: 89C51singlechip ponderation –sensor A / D converter LED display
ICS系列电子皮带秤 使 用 说 明 书
第一章序言 一:概论 ICS系列电子皮带秤是一种先进的微机控制动态称重仪表,是在皮带输送系统中对散状物料进行连续计量的理想设备,整机设计合理,紧凑,具有完善的称重合控制数学模型,并有多种输入,输出信号形式。其结构简单,称量准确,工作稳定,运行可靠,操作方便,维护量极少。不仅适用于常规环境,而且适用于酸,碱,盐及大气腐蚀环境。广泛的应用于冶金,电力,矿山,港口,化工,水泥,建材,粮食等行业。ICS系列电子皮带秤可根据你的选择提供各种高智能化仪表和进口传感器。 二:主要技术指标 1:系统性能 系统精度:ICS-17型为优于±0.25%;ICS-20型为优于±0.5% 仪表精度:优于±0.05% 称量围:1-6000t/h 皮带宽度:500-2200mm 皮带速度:0.05-4m/s 皮带输送机倾角:≤17° 适用托辊形式:三节槽型托辊及平托辊 环境温度:秤架为-30°-- +50°积算器为-10°-- +50° 2:载荷传感器性能 非线性:小于额定输出的0.03%FC 非重复性:小于额定输出的0.03%FC 滞后:小于额定输出的0.03%FC 允许短时过载:125% 激励电压:10VDC 3:速度传感器性能 频率围:0-1.2KHz 信号:0-30VAC 速度围:0.05-4m/s 4:积算器性能 精度:优于0.05% 电源:220V(-15%-+10%) 50HZ±2% 功率:50VA 重量输入:从一只,两只或四只称重传感器传来的毫伏信号 速度输入:从数字式传感器传来的脉冲信号 输出激励电压:10VDC 输出至速度传感器:24VDC(编码器用) 累计显示输出 流量显示输出 远程累计输出 电流输出:4-20MA 打印输出
毕业设计说明书 摘要 随着传感器、电子技术和微机技术的崛起,称重技术得到了迅速发展,称重装置在数字化,智能化等方面有长足的进步,称重装置的研究与开发也进入了一个新的阶段。皮带秤等衡器更是作为一种新兴的高技术产业而受到世界各国的普遍关注,进一步采用新技术,开发各种自动称重系统,提高动态称重的准确度,加强网络功能是当今各国发展的重点。我国的衡器产业已初具规模,但高档次衡器产品技术水平落后,积极开发具有自主知识产权的高档次衡器产品对发展我国的衡器产业具有重要意义。本课题就是针对电子皮带秤自动称重系统展开的。 皮带秤是安装在皮带输送机的适当位置上,对散状物料自动地进行连续、累计称量的计量器具。它广泛应用于:散料贸易结算、生产工艺流程中的配料计量及检测控制。 采用双CPU结构,两个CPU之间通过串口进行通讯。两个CPU之间的这种弱联系,不但能提高控制的实时性,而且能有效的提高系统的可靠性。 本文所述皮带秤微机配料系统以MCS-51系列单片机为下位机,以电子皮带秤为计量设备,单片机控制皮带秤,整个系统以AVR单片机作为上位机进行集中管理。该系统对运行环境要求低,精度稳定,质量可靠,易于管理。 关键词: 电子皮带秤,串行通信,AVR单片机
Abstract With the sensor, electronic technology, computer technology and the rise of weighing technology have developed rapidly, weighing device in digital, intelligent connection is a great improvement, weighing device research and development has entered a new stage. Weighing scales and other belt is emerging as a high-tech industries and countries around the world, the widespread concern, further introduction of new technology, the development of automatic weighing system to enhance the dynamic weighing accuracy, strengthen the network function is the focus of the development of all countries. China's weighing industry has begun to take shape, but the high-end products weighing technical backwardness, proactively develop our own intellectual property rights in high-grade products weighing on the development of China's weighing industry is of great significance. The issue was aimed at the electronic belt weigher’s automatic weighing system proceed. Belt weigher is installed on the conveyor belt in the appropriate place, the bulk of the material for automatic continuous, weighing a total of measurement apparatus. It is widely used: Bulk trade settlement, the production process of batching control and detection measures. Dual CPU, the CPU between the two through the serial port communication. 2 CPU between the weak links will not only enhance control of the real-time, but can effectively improve the reliability of the system. This paper described belt weigher computer batching system to MCS-51 microcontroller series for the next crew. To Belt Scales for the measurement equipment, SCM control belt weigher, to the entire system as the AVR Microcontroller PC for centralized management. The system of running low environmental requirements, the accuracy of stable, reliable, and easy to manage. Key Words: electronic belt weighing conveyor,Serial Communication,AVR Microcontroller