
根据本工程管管相贯的特点,故采取一整套相贯线设备及工艺流程。
1)圆管相贯线的下料
a.杆件切割长度的确定:
通过试验确定各种规格的杆件预留的焊接收缩量,在计算钢管的断料长度时计入预留的焊接收缩量;
工厂钢管相贯面切割成型
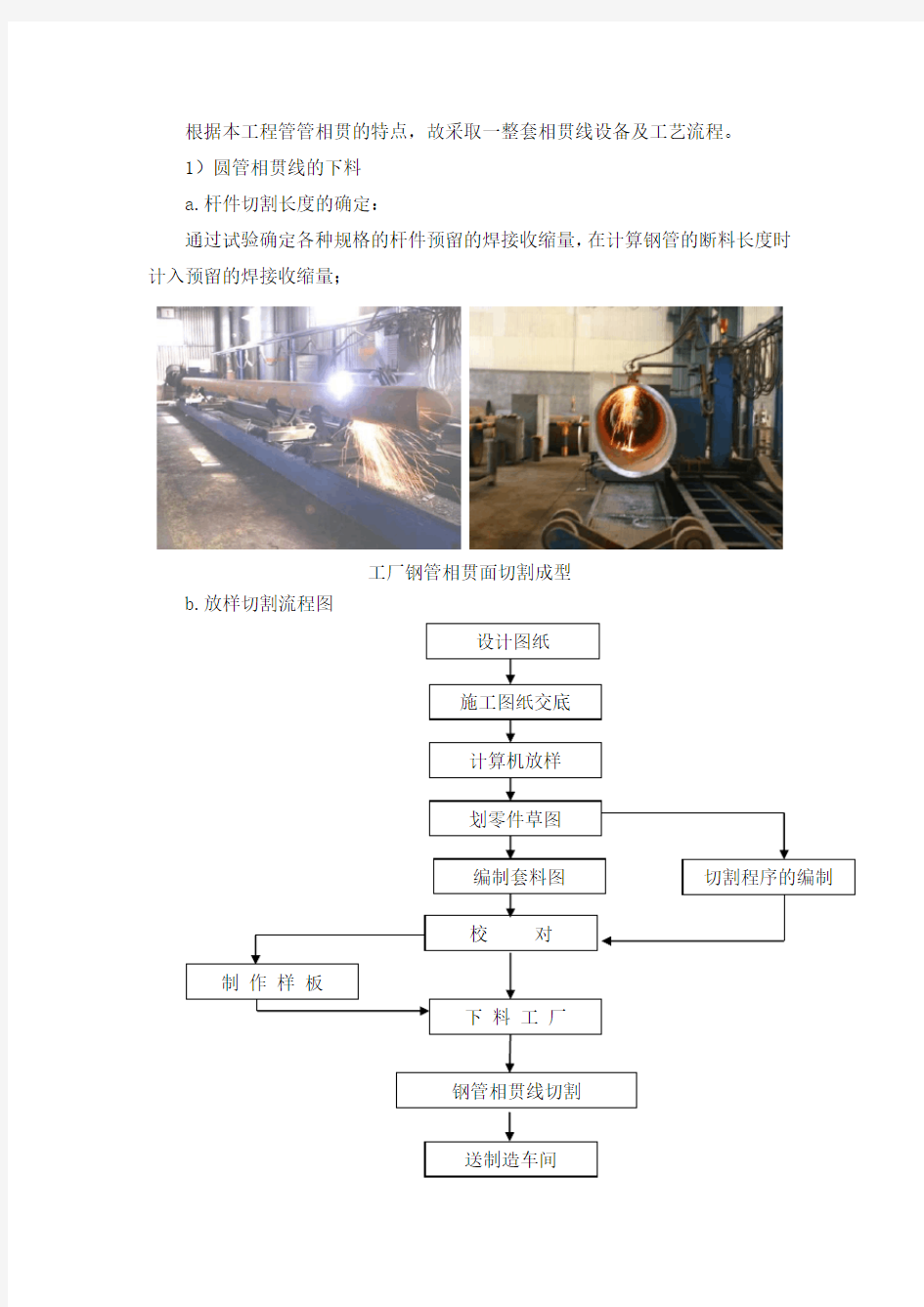
b.放样切割流程图
2)切割程序的编制
数控相贯线切割需知道相贯的管与管相交的角度、各管的厚度,管中心间长度和偏心量即可进行切割,这些数据在深化图中已明确。下面为了清楚表达编程的过程,采用软件界面的形式按步骤进行描述。
腹杆相贯线下料
3)切割相贯线管口的检验:
通过计算机把相贯线的展开图在透明的塑料薄膜上按1:1绘制成检验用的样板,样板上标明管件的编号。检验时将样板根据“上、下、左、右”线标志紧贴在相贯线管口,检验吻合程度。
4)切割长度的检验
将PIPE-COAST
软件自动生成的杆件加工图形打印出来交车间及质检部门,车间操作人员和检验人员按图形中的长度对完成切割的每根杆件进行检查,并填表记录。
相贯线端头示意图
钢管切割下料允许偏差(mm ):
钢管敷设施工工艺标准 暗管敷设工艺流程 (一)工艺流程 暗管敷设预制加工测定盒、箱位置稳注盒箱管路连接暗管敷设方式变形缝处理地线连接验收 (二)施工工艺 1、暗管敷设 (1)敷设于多尘和潮湿场所的电线管路、管口、管子连接处均应作密封处理。 (2)暗配的电线管路宜沿最近的路线敷设并应减少弯曲;埋入墙或混凝土内的管子,离表面的净距不应小于15。 (3)进入落地式配电箱的电线管路,排列应整齐,管口应高出基础面不小于50。 (4)埋入地下的电线管路不宜穿过设备基础,在穿过建筑物基础时,应加保护管。 2、预制加工 根据设计图,加工好各种盒、箱、管弯。钢管煨弯可采用冷煨法。 (1)冷煨法:一般管径为20及以下时,用手扳煨管器。先将管子插入煨管器,逐步煨出所需弯度。管径为25及以上时,使用液压煨管器,即先 将管子放入模具,然后扳动煨管器,煨出所需弯度。 (2)管子切断:常用钢锯、无齿锯、砂轮锯进行切管,将需要切断的管子长度量准确,放在钳口内卡牢固,断口处平齐不歪斜,管口刮铣光滑, 无毛刺,管内铁屑除净。
(3)管子套丝:采用套丝板、套管机,根据管外径选择相应板牙。将管子用台虎钳或龙门压架钳紧牢固,再把绞板套在管端,均匀用力不得过 猛,随套随浇冷却液,丝扣不乱不过长,清除渣屑,丝扣干净清晰。 管径20及以下时,应分二板套成;管径在25及以上时,应分三板套 成。 3、测定盒、箱位置 根据设计图要求确定盒、箱轴线位置,以土建弹出的水平线为基准,挂线找平,线坠找正,标出盒、箱实际尺寸位置。 4、稳注盒、箱 (1)稳注盒、箱:稳注盒、箱要求灰浆饱满,平整牢固,坐标正确,现浇砼板墙固定盒、箱加支铁固定,盒、箱底距外墙面小于3时,需加金属网 固定后再抹灰,防止空裂。 (2)托板稳注灯头盒:预制圆孔板(或其他顶板)打灯位洞时,找好位置后用尖錾子由下往上剔,洞口大小比灯头盒外口略大 l~2,灯头盒焊好 卡铁(可用桥杆盒)后,用豆石混凝土稳注好,并用托板托牢,待砂浆 凝固后,即可拆除托板。现浇混凝十楼板,将盒子堵好随底板钢筋固 定牢,管路配好后,随土建浇灌混凝土施工同时完成。 5、管路连接 (1)管路连接方法 1)管箍丝扣连接。套丝不得有乱扣现象:管箍必须使用通丝管箍。上好 管箍后,管口应对严。外露丝应不多于2扣。 2)套管连接宜用于暗配管,套管长度为连接管径的2.2倍;连接管口的 对口处应在套管的中心,焊口应焊接牢固严密。
大型管材相贯线切割机设计 摘要 本设计以相贯线数学参数模型的基础,分析切割机的割炬的轨迹运动,将切割运动分解为割炬回转、割炬平移、割炬摆角和割炬径向补偿四轴联动,对钢管相贯焊接坡口数控切割运动进行研究,并最终完成相贯线切割机的设计。该切割机采用数控原理进行轨迹控制,采用火焰切割方式工作。设计共分四部分:相贯线数学参数模型的建立,切割机总体方案设计,机械结构设计和控制系统设计。 本课题所研究的大型管材相贯线切割机是属于数控火焰切割机,它具有一般数控机床的特点,能根据数控加工程序,自动完成从点火-预热-通切割氧-切割-熄火-返回原点的整套切割过程。 关键词:大型管材;相贯线;焊接坡口;数控火焰切割
The design of large curve pipe cutting machine Abstract Based on the mathematical model of intersecting line and the analysis of the track of cutting torch, the design studies NC cutting movement for welding groove of pipe intersecting and finishes the design of pipe intersecting line cutting device . The cutting movement was divided into four axis relative motions of cutting torch, i. e. rotate round the pipe,shift along pipe,swing and compensate along radial direction. The device uses NC principle for intersecting line track control, the cutting method is flame-cutting. And the design contains four sections: the establishment of mathematical model of intersecting line, the design of the whole scheme,the design of mechanical structure and the design of NC control system. This topic research the curve of large pipe cutting machine is belong to the CNC flame cutting machine, it has the characteristics of general nc machine tools, can according to the nc machining program, automatically from ignition - preheating - cutting oxygen - cutting - off - return to the origin of the whole cutting process. Keywords: Large-scale pipe; Intersecting line; Welding groove; NC flame-cutting
一、问题陈述 (下料问题)某工厂要做150套钢架,每套钢架分别需要长度为米、米和米的圆钢各一套。已知原料每根长10米,问应如何下料,可使所用原料最省 二、问题分析 该问题是运筹学在实际运用中比较经典的“线材下料问题”,从第一部分问题陈述中可以看出,该问题的一般提法是,要做N套产品,需要用规格不同的M种线材,各种规格的长度分别为l1,l2,l3,...,l m,每一套产品需要不同规格的原料分别为m1,m2,m3,...,m m根,已知原材料的长度为一定的长度,问应该如何下料,从而使原材料的耗用最省。 因此,在解决此类问题时应分两步考虑:1、确定可行的切割模式:即按照客户需要在原材料钢材上安排切割的一种组合;2、确定合理的切割模式:合理的切割模式的预料不应该大于或等于客户需要的钢材的最小尺寸。 对于如上第一分部提出的线材下料问题,可以用运筹学中线性规划的方法求解,通过建立线性规划模型来具体分析。 三、模型建立 建立线性规划模型时,对于约束条件这里为切割要满足客户对钢材数量的最低要求,本题将对标准钢材的切割(米、米、米),从而组合成一套钢架,要求为150套等因素建立约束条件。但是,对于目标函数而言,会有这样两种情况:1、求的钢材原材料总根数最少;2、求的钢材原材料余料最少。在本文的分析中,我们选择前者,即:求解使用的钢材原材料总根数最少。 为了建立模型方便,我们把下料后余下的小于最短用料的钢材称为废弃钢材,把下料得到的长为,,的钢材称为规格钢材,把10米长的原材料钢材称为原钢。因此,所用的原钢可以分解成三部分:1、成套利用的规格钢材;2、剩余的规格钢材;3、废弃钢材。通过分析计算,可以得到原钢的11种下料方式如下:
房建工程钢管敷设施工工艺 1 范围 本工艺标准适用于照明与动力配线的钢管明、暗敷设及吊顶内和护墙板内钢管敷设工程。 2 施工淮备 2.1 材料要求: 2.1.1 镀锌钢管(或电线管)壁厚均匀,焊缝均匀,无劈裂、砂眼、棱刺和凹扁现象。除镀锌管外其它管材需预先除锈刷防腐漆(埋入现浇混凝土时,可不刷防腐漆,但应除锈)镀锌管或刷过防腐漆的钢管外表层完整,无剥落现象,应具有产品材质单和合格证。 2.1.2 管箍使用通丝管箍。丝和清晰不乱扣,镀锌层完整无剥落,无劈裂,两端光滑无毛刺,并有产品合格证。 2.1.3 锁紧螺母(根母)外形完好无损,丝扣清晰,并有产品合格证。 2.1.4 护口有用于薄、厚管之区别,护口要完整无损,并有产品合格证。 2.1.5 铁制灯头盒、开关盒、接线盒等,金属板厚度应不小于1.2mm,镀锌层无剥落,无变形开焊,敲落孔完整无缺,面板安装孔与地线焊接脚齐全,并有产品合格证。 2.1.6 面板、盖板的规格、高与宽、安装孔距应与所用盒配套,外形完整无损,板面颜色均匀一致,并有产品合格证。 2.1.7 圆钢、扁钢、角钢等材质应符合国家有关规范要求,镀锌层完整无损,并有产品合格证。 2.1.8 螺栓、螺丝、胀管螺栓、螺母、垫圈等应采用镀锌件。 2.1.9 其它材料(如铅丝、电焊条、防锈漆、水泥、机油等)无过期变质现象。 2.2 主要机具: 2.2.1 煨管器、液压煨管器、液压开孔器、压力案子、套丝板、套管机。 2.2.2 手锤、錾子、钢锯、扁锉、半圆锉、圆锉、活扳子、鱼尾钳。 2.2.3 铅笔、皮尺、水平尺、线坠,灰铲、灰桶、水壶、油桶、油刷、粉线袋等。
2.2.4 手电钻、台钻、钻头、射钉枪、拉铆枪、绝缘手套、工具袋、工具箱、高凳等。 2.3 作业条件: 2.3.1 暗管敷设: 2.3.1.1 各层水平线和墙厚度线弹好,配合土建施工。 2.3.1.2 预制混凝土板上配管,在做好地面以前弹好水平线。 2.3.1.3 现浇混凝土板内配管,在底层钢筋绑扎完后,上层钢筋未绑扎前,根据施工图尺寸位置配合土建施工。 2.3.1.4 预制大楼板就位完毕,及时配合土建在整理板缝锚固筋(胡子筋)时,将管路弯曲连接部位按要求做好。 2.3.1.5 预制空心板,配合土建就位同时配管。 2.3.1.6 随墙(砌体)配合施工立管。 2.3.1.7 随大模板现浇混凝土墙配管,土建钢筋网片绑扎完毕,按墙体线配管。 2.3.2 明管敷设: 2.3.2.1 配合土建结构安装好预埋件。 2.3.2.2 配合土建内装修油漆,浆活完 成后进行明配管。 2.3.2.3 采用胀管安装时,必须在土建抹灰完后进行。 2.3.3 吊顶内或护墙板内、管路敷设: 2.3.3.1 结构施工时,配合土建安装好预埋件。 2.3.3.2 内部装修施工时,配合土建做好吊顶灯位及电气器具位置翻样图,并在预板或地面弹出实际位置。 3 操作工艺
城镇燃气管道埋地钢管敷设施工工艺规程 4.1管道焊接 4.1.1管道的切割及坡口加工宜采用机械方法,当采用气割加工时,必须去除氧化膜,并打磨出金属光泽。 4.1.2管径≤DN100的管道采用全氩焊,管径>DN100的管道采用氩电联焊。 4.1.3氩弧焊时风速不得大于2m/s,焊条电弧焊时风速不得大于8m/s;否则必须采用防风措施。 4.1.4当焊接表面潮湿、覆盖有冰雪,或下雨、雪刮风期间,无防护措施时,严禁施焊。 4.1.5 钢管的焊接除应符合一般规定外,还应遵守以下要求: a) 等壁厚对接焊件应做到内壁齐平,内壁错边量不宜超过管壁厚度的10%,且不应大于2mm; b) 管子、管件组对时,应检查坡口的质量,坡口表面上不得有裂纹,夹层等缺陷,并应对坡口及其两侧各20mm 范围内油、漆、锈、毛刺等污物进行清理,清理合格后应及
时施焊; 4.1.6 焊缝质量检验应符合下列要求: a) 管道焊缝的无损探伤数量,应按设计规定执行。当设计无规定时,抽查数量应不少于焊缝总量的15%; b) 抽查的焊缝中,每出现一道不合格焊缝,应再抽检两道该焊工的同一批焊缝;如果第二次抽检仍出现不合格焊缝,则对该焊工全部的同批焊缝进行100%无损探伤;对于不合格的焊缝必须返修,按原探伤方法进行检验。 c) 对于穿越铁路、公路、河流、桥梁及敷设在套管内管道焊缝,必须进行100%的射线无损探伤; 4.2法兰连接 4.2.1法兰在安装前应进行外观检查,并符合下列要求: a) 法兰的公称直径应符合设计要求; b) 法兰密封面应平整光洁,不得有毛刺及径向沟槽。凹凸面法兰应能自然嵌合,凸面的高度应高于凹槽的高度。 c) 螺栓及螺母的螺纹应完整,不得有伤痕、毛刺等缺陷;螺栓与螺母配合良好,没有松动及卡涩现象。
重庆交通大学 学生实验报告 实验课程名称数学建模 ^ 开课实验室数学实验室 学院信息院11 级软件专业班 1 班 学生姓名 学号 ¥ 开课时间2013 至2014 学年第 1 学期
! 】 )
/ 实验一 钢管下料问题 摘要 ( 生产中常会遇到通过切割、剪裁、冲压等手段,将原材料加工成规定大小的某种,称为原料下料问题.按照进一步的工艺要求,确定下料方案,使用料最省,或利润最大是典型的优化问题.下面我们采用数学规划模型建立线性规划模型并借助LINGO 来解决这类问题. 关键词线性规划最优解钢管下料 一,问题重述 1、问题的提出 某钢管零售商从钢管厂进货,将钢管按照顾客的要求切割出售.从钢管厂进货得到的原材料的钢管的长度都是1850mm ,现在一顾客需要15根290 mm,28根315 mm,21根350 mm和30根455 mm的钢管.为了简化生产过程,规定所使用的切割模式的种类不能超过4种,使用频率最高的一种切割模式按照一根原料钢管价值的1/10增加费用,使用频率次之的切割模式按照一根原料钢管价值的2/10增加费用,以此类推,且每种切割模式下的切割次数不能太多(一根原钢管最多生产5根产品),此外为了减少余料浪费,每种切割模式下的余料浪费不能超过100 mm,为了使总费用最小,应该如何下料 ` 2、问题的分析 首先确定合理的切割模式,其次对于不同的分别进行计算得到加工费用,通
过不同的切割模式进行比较,按照一定的排列组合,得最优的切割模式组,进而使工加工的总费用最少. 二,基本假设与符号说明 1、基本假设 假设每根钢管的长度相等且切割模式理想化.不考虑偶然因素导致的整个切割过程无法进行. 2、定义符号说明 (1)设每根钢管的价格为a ,为简化问题先不进行对a 的计算. (2)四种不同的切割模式:1x 、2x 、3x 、4x . 》 (3)其对应的钢管数量分别为:i r 1、i r 2、i r 3、i r 4(非负整数). 三、模型的建立 由于不同的模式不能超过四种,可以用i x 表示i 按照第种模式(i =1,2,3,4)切割的原料钢管的根数,显然它们应当是非负整数.设所使用的第i 种切割模式下 每根原料钢管生产290mm ,315mm,,350mm 和455mm 的钢管数量分别为i r 1,i r 2,i r 3,i r 4(非负整数). 决策目标 切割钢管总费用最小,目标为: Min=(1x ?+2x ?+3x ?+4x ?)?a (1) 为简化问题先不带入a 约束条件 为满足客户需求应有 11r ?1x +12r ?2x +13r ?3x +14r ?4x ≧15 (2) ( 21r ?1x +22r ?2x +23r ?3x +24r ?4x ≧28 (3) 31r ?1x +32r ?2x +33r ?3x +34r ?4x ≧21 (4) 41r ?1x +42r ?2x +43r ?3x +44r ?4x ≧15 (5) 每一种切割模式必须可行、合理,所以每根钢管的成品量不能大于1850mm 也不能小于1750mm.于是: 1750≦290?11r +315?21r +350?31r +455?41r ≦1850 (6) 1750≦290?12r +315?22r +350?32r +455?42r ≦1850 (7) 1750≦290?13r +315?23r +350?33r +455?43r ≦1850
钢管敷设施工工艺 标准
1.总则 1.1适用范围 适用于照明与动力配线的钢管明、暗敷设及吊顶内和轻质隔墙内钢管敷设工程。 1.2编制参考依据 《建筑电气工程施工质量验收规范》GB 50302- 2.施工准备 2.1技术准备 2.1.1熟悉图纸,了解设计意图,注意图纸提出的施工要点。 2.1.2确定施工方法,编制施工技术措施。 2.1.3施工前认真听取工程技术人员的技术交底。清楚技术要求、技术标准和施工方法。 2.2材料要求 2.2.1镀锌钢管壁厚均匀无劈裂、砂眼、棱刺和凹扁现象,除镀锌管以外其它的管材内外壁应做除锈防腐处理。埋入砼中的管外壁可不做防腐,但应做除锈,内壁做防腐处理。 2.2.2铁制灯头、开关接线盒等盒壁厚度不小于1.2㎜,无变形开焊。 2.2.3面板、盖板的规格、孔距应与盒配套,外形完整无损。 2.2.4各种型钢应符合要求,镀锌层完整无损。 2.2.5螺栓、螺丝、胀管螺栓、螺母、垫圈等应使用镀锌件。 2.2.6其它材料、铁丝、电焊条、防锈漆等无过期变质现象,钢管配管工程中严禁用塑料及木制盒。
2.3主要机具 2.3.1弯管器、弯管机、开孔器。 2.3.2管子压钳、套丝机或套丝器。 2.3.3钢锯弓、锯条、切管器、卷尺、管钳。 2.3.4圆钉、绞刀、钢丝刷、毛刷、钢丝。 2.3.5手锤、凳子、工具袋、人字梯。 2.4作业条件 2.4.1暗管敷设 (1)敷设管路时需与土建主体工程密切配合施工,由土建主体施工人员给出建筑标高线。 (2)现浇砼内配管在底层钢筋绑扎好后,根据施工尺寸和位置配合土建施工。 (3)随墙(砌体)配合立管施工。 (4)随大模板现浇砼墙配管,钢筋网片绑扎完毕后,按墙体线配管。2.4.2明管敷设 (1)配合土建结构安装好预埋件。 (2)采用胀管安装时,必须在抹灰后进行。 (3)配合土建,内装修完后进行明配管。 2.4.3吊顶内或隔墙板内管路敷设 (1)结构施工时,安装好预埋件。 (2)内部装修时,配合土建作好灯位及电气器具位置的预留。 3.施工工艺
钢管下料问题 某钢管零售商从钢管厂进货,将钢管按照顾客的要求切割后售出,从钢管厂进货时得到的原料钢管都是19m 。 (1)现在一客户需要50根4m 、20根6m 和15根8m 的钢管。应如何下料最节省? (2) 零售商如果采用的不同切割模式太多,将会导致生产过程的复杂化,从而增加生产和管理成本,所以该零售商规定采用的不同切割模式不能超过3种。此外,该客户除需要(1)中的三种钢管外,还需要10根5m 的钢管。应如何下料最节省。 问题(1)分析与模型建立 首先分析1根19m 的钢管切割为4m 、6m 、8m 的钢管的模式,所有模式相当于求解不等式方程: 12346819 k k k ++≤ 的整数解。但要求剩余材料12319(468)4r k k k =-++<。 容易得到所有模式见表1。 决策变量 用i x 表示按照第i 种模式(i=1,2,…,7)切割的原料钢管的根数。 以切割原料钢管的总根数最少为目标,则有 1234567min z x x x x x x x =++++++ 约束条件 为满足客户的需求,4米长的钢管至少50根,有
1236743250x x x x x ++++≥ 6米长的钢管至少20根,有 25673220x x x x +++≥ 8米长的钢管至少15根,有 346215x x x ++≥ 因此模型为: 1234567min z x x x x x x x =++++++ 123672567346432503220..215,1,2,,7 i x x x x x x x x x s t x x x x i ++++≥??+++≥??++≥??=? 取整 解得: 12345670,12,0,0,0,15,0x x x x x x x ======= 目标值z=27。 即12根钢管采用切割模式2:3根4m ,1根6m ,余料1m 。 15根钢管采用切割模式6:1根4m ,1根6m ,1根8m ,余料1m 。 切割模式只采用了2种,余料为27m ,使用钢管27根。 LINGO 程序: model: sets: model/1..7/:x; endsets min=x(1)+x(2)+x(3)+x(4)+x(5)+x(6)+x(7); 4*x(1)+3*x(2)+2*x(3)+x(6)+x(7)>=50; x(2)+3*x(5)+x(6)+2*x(7)>=20; x(3)+2*x(4)+x(6)>=15; @for(model(i):@gin(x(i))); end 问题(2)模型建立 首先分析1根19m 的钢管切割为4m 、6m 、8m 、5m 的钢管的模式,所有模式相当
镀锌钢管施工工艺 1范围 本工艺标准适用于照明与动力配线的钢管明、暗敷设及吊顶内和护墙板内钢管敷设工程 2施工淮备 2.1材料要求: 2.1.1镀锌钢管(或电线管)壁厚均匀,焊缝均匀,无劈裂、砂眼、棱刺和凹扁现象除镀锌管外其它管材需 预先除锈刷防腐漆(埋入现浇混凝土时,可不刷防腐漆,但应除锈)镀锌管或刷过防腐漆的钢管外表层完整,无剥落现象,应具有产品材质单和合格证 2.1.2管箍使用通丝管箍丝和清晰不乱扣,镀锌层完整无剥落,无劈裂,两端光滑无毛刺,并有产品合格证2.1.3锁紧螺母(根母)外形完好无损,丝扣清晰,并有产品合格证 2.1.4护口有用于薄、厚管之区别,护口要完整无损,并有产品合格证 2.1.5铁制灯头盒、开关盒、接线盒等,金属板厚度应不小于1.2mm,镀锌层无剥落,无变形开焊,敲落孔完整无缺,面板安装孔与地线焊接脚齐全,并有产品合格证 2.1.6面板、盖板的规格、高与宽、安装孔距应与所用盒配套,外形完整无损,板面颜色均匀一致,并有产 品合格证 2.1.7圆钢、扁钢、角钢等材质应符合国家有关规范要求,镀锌层完整无损,并有产品合格证 2.1.8螺栓、螺丝、胀管螺栓、螺母、垫圈等应采用镀锌件 2.1.9其它材料(如铅丝、电焊条、防锈漆、水泥、机油等)无过期变质现象 2.2主要机具: 2.2.1煨管器、液压煨管器、液压开孔器、压力案子、套丝板、套管机 2.2.2手锤、錾子、钢锯、扁锉、半圆锉、圆锉、活扳子、鱼尾钳 2.2.3铅笔、皮尺、水平尺、线坠,灰铲、灰桶、水壶、油桶、油刷、粉线袋等 2.2.4手电钻、台钻、钻头、射钉枪、拉铆枪、绝缘手套、工具袋、工具箱、高凳等 2.3作业条件: 2.3.1暗管敷设: 2.3.1.1各层水平线和墙厚度线弹好,配合土建施工 2.3.1.2预制混凝土板上配管,在做好地面以前弹好水平线 2.3.1.3 现浇混凝土板内配管,在底层钢筋绑扎完后,上层钢筋未绑扎前,根据施工图尺寸位置配合土建施 工 2.3.1.4预制大楼板就位完毕,及时配合土建在整理板缝锚固筋(胡子筋)时,将管路弯曲连接部位按要求做好 2.3.1.5预制空心板,配合土建就位同时配管
钢管下料问题的数学模型 组员 一、问题的提出 1、某钢管零售商从钢管厂进货,将钢管按照顾客的需求切割后售出,从钢管厂进货时,得到原料19米,现有乙客户需要50根4米,20根6米,15根8米,如何下料最省? 2、摘要:生产中常会遇到通过切割、剪裁、冲压等手段,将原材料加工成规定大小的某种,称为原料下料问题.按照进一步的工艺要求,确定下料方案,使用料最省,或利润最大是典型的优化问题.下面我们采用数学规划模型建立线性规划模型并借助LINGO 9.0来解决这类问题. 二、引言:钢管、钢筋在隧道施工中用途极为广泛,然而,钢铁厂因为大规模生产,出厂的钢管、钢筋大多为半成品,长度极少能满足工程建设的需要。作业队伍要根据图纸所要求的钢管、钢筋长度对半成品的钢管、钢筋进行再加工。加工剩下的废料因为长短不一,往往无法再次利用,只能当作废铁贱卖,白白浪费。建设者长期因为找不到最佳解决方案而苦恼。因此,如何巧妙安排,运筹谋划使下料后的废料达到最小化,是一个非常重要的、值得进行深入研究的课题。数学建模在隧道施工钢管下料中的应用就是研究如何针对不同要求进行统筹分配,
使在保证需求数量的情况下,达到最佳效果的一种运筹学方法。下面将通过介绍高速公路隧道钢管下料中如何应用这一研究方法和技术,并应用LINDO 软件求解,来达到在条件限制下的总体废料最小化 三、问题的分析: 首先确定合理的切割模式,其次对于不同的分别进行计算得到加工费用,通过不同的切割模式进行比较,按照一定的排列组合,得最优的切割模式组,进而使工加工的总费用最少. 1、问题一: 某钢管零售商以钢管厂进货,将钢管按顾客的需求切割后售出,从钢管厂进货时得到原料19m 建立模型 引入决策变量,x 1 x 2 x 3 x 4 x 5 x 6 x 7 目标函数 1 钢管数最少:=Z min 7654321x x x x x x x ++++++ 2 余下的钢管最少76543213333m in x x x x x x x Z ?+++?+?++?= 经过以上分析,可转化为下述线性规划问题 约束条件: 1、??? ??≥?++≥?++?+≥++? +?+?++++++=15 2203250234min 753 6542543217654321x x x x x x x x x x x x x x x x x x x Z 问题一: 2、 76543213333m in x x x x x x x Z ++++++= ??? ??≥++≥+++≥++++15 220 3250 234753 654254321x x x x x x x x x x x x
相贯线切割机 相贯线切割机 是一种对钢管与有色金属管子的结合处相贯线孔、相贯线端部、弯头(虾米节)进行自动计算和切割的设备。该机广泛运用于建筑、化工、造船、机械工程、冶金、电力等行业的管道结构件的切割加工。此类加工以往大多采用制作样板、划线、人工放样、手工切割、人工打磨等落后繁复操作工艺。数控相贯线切割机能十分方便的切割加工此类工件,无需操作者计算、编程,只需输入管道相贯系统的管子半径、相交角度等参数,机器就能自动切割出管子的相贯线、相贯线孔以及焊接坡口。数控管子相贯线切割机采用数字化控制,设备[1]控制轴数有二至六轴等不同机型。每种机型在切割如工时实现控制轴联运,具有切割各种相贯线、相贯孔功能;定角坡口、定点坡口、变角坡口切割功能;管子不圆度和偏心补偿功能 相贯线切割机发展趋势 随着现代机械加工业地发展,对切割的质量、精度要求的不断提高,对提高生产效率、降低生产成本、具有高智能化的自动切割功能的要求也在提升。数控切割机的发展必须要适应现代机械加工业发展的要求。 1、贯线切割机的发展。从现在几种通用数控切割机应用情况来看,火焰相贯线切割机功能及性能已比较完善,其材料切割的局限性(只能切割碳钢管),切割速度慢,生产效率低,其适用范围逐渐在缩小,市场不可能有大的增加。 等离子相贯线切割机具有切割范围广(可切割所有金属材料),切割速度快,工作效率高等特点,未来的发展方向在于等离子电源技术的提高、数控系统与等离子切割配合问题,如电源功率的提升可切割更厚的板材;精细等离子技术的完善和提高可提高切割的速度、切面质量和切割精度;数控系统的完善和提高以适应等离子切割,可有效提高工作效率和切割质量。 2、专用相贯线切割机的发展。相贯线切割机适用于各种管材上切割圆柱正交、斜交、偏心交等相惯线孔、方孔、椭圆孔,并能在管子端部切割与之相交的相惯线。这种类型的设备广泛应用于金属结构件生产,电力设备、锅炉业、石油、化工等工业部门。
钢管下料问题 摘要: 如何建立整数规划模型并得出整数规划模型的求解方法是本实验要点, 本题建立最常见的线性整数规划,利用分支定界法和Lingo 软件进行求解原料下料类问题,即生产中通过切割、剪裁、冲压等手段,将原材料加工成所需大小;按照工艺要求,确定下料方案,使所用材料最省,或利润最大。分支定界法可用于解纯整数或混合的整数规划问题,此方法灵活且便于用计算机求解,所以现在它已是解整数规划的重要方法。Lingo 软件的功能是可以求解非线性规划(也可以做线性规划,整数规划等),特点是运算速度快,允许使用集合来描述大规模的优化问题。 大规模数学规划的描述分为四个部分: model: 1.集合部分(如没有,可省略) SETS: 集合名/元素1,元素2,…,元素n/:属性1,属性2,… ENDSETS 2.目标函数与约束部分 3.数据部分(如没有,可省略) 4.初始化部分(如不需要初始值,可省略) end 关键字:材料 Lingo 软件 整数规划 问题描述: 某钢管零售商从钢管厂进货,将钢管按照顾客的要求切割后售出,从钢管厂进货时得到的原料都是19米。 (1)现有一顾客需要50根4米、20根6米和15根8 米的钢管。应如何下料最节省? (2)零售商如果采用的不同切割模式太多,将会导致生产过程的复杂化,从而增加生产和管理成本,所以该零售商规定采用的不同切割模式不能超过3种。此外,该客户除需要(1)中的三种钢管外,还需要10根5米的钢管。应如何下料最节省。 (1)问题简化: 问题1. 如何下料最节省 ? 节省的标准是什么? 原料钢管:每根19米 4米50根 6米20根 8米15根
电缆沟敷设埋管工艺流程-标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII
电缆沟敷设埋管工艺流程 一、作业准备→敷设埋管→安装定位架(或管枕)→包封→回填 二、敷设埋管及埋管连接: 1.选择电缆管敷设是,应考虑使管材用量少、弯曲少、穿越基础次数少,当设备位置尚未确定时,不应埋设电缆管。电缆管口应尽量与设备进线对准,排列整齐。 2.管枕的配置方式和数量应按照环境条件,根据设计要求来选定。管材连接时将导管的尾部垫以厚木板,使用中型锤敲打开口,为了易于插入可以使用润滑剂,但润滑剂使用中性洗净剂,切忌使用油和润滑脂,以免橡胶圈老化。 3.埋入混凝土墙或基础的管子宜使用支架固定。 4.埋设通入电缆隧道(沟道)内的电缆管时,应先了解电缆走向,使电缆管与电缆走向一致,即防止电缆在穿管时出现小于90°的弯曲。 5.敷设于铁路、公路下的电缆管的埋置深度应低于路基或排水沟一米以上。与铁路公路平行敷设的电缆管,距离路轨或路基的距离保持在三米以上。 6电缆管埋于地下时,埋深不小于0.7米,涂塑钢管埋入地面的深度不应小于0.1米(混凝土内不作规定)。
7.在就地电气设备处理管时,应按设备按照图及有关土建图纸,确定设备接线的部位的坐标及标高,引直设备的电缆管口位置,应便于与设备连接并不妨碍设备拆装和进出。 8.敷设电缆管应有不小于0.1℅的排水坡度,以防弯头积水,管的内表面应光滑,连接时管孔应对准,接缝要密封,防止地下水和泥浆渗入。多层电缆管敷设应分层施工,浇筑混凝土必须支模板。 9.电缆管安装完毕应根据设计要求封堵管口,以防进入杂物影响以后放电缆的工作。对埋入混凝土的电缆管应先检查管路畅通清洁再用管堵封堵管口,以免浇灌混凝土时浇入管内。 10.在敷设电缆前,应对已经埋好的电缆管做一次修整,割去过长部分,将管口加工成喇叭形或磨光。电缆敷设后两端管口应用设计要求的防火堵料密封。 三、埋管加工及连接: 1.电缆管的弯曲半径应符合所穿电缆弯曲半径的规定,在一般情况下弯曲角度不得小于90°,每根电缆管的弯头不应超过3个。 2.电缆管弯制后不得存在裂纹和显著的凹瘪现象,其弯扁程度不应大于管子外径的10%。 3.加工好的电缆管口应无毛刺和尖锐的棱角,管口应做成喇叭形。 4.涂塑钢管连接牢固密封良好,管管口应对准。涂塑钢管的连接可采用大一级的短管套接,套管的长度不小于电缆管外径的2.2倍,套管两端可采用焊接密封,不可管与管直接对焊。硬质塑料管
圆管相贯线端头切割的方法与技巧 【摘要】本文介绍了利用Solidworks软件展开放样的基本原理。通过实例分析了圆管相贯线展开图及展开图放大的技巧。 【关键词】钣金展开放样相贯线 【abstract 】this paper describes the use of Solidworks software on the basic principle of layout. Through the case analysis in a tube interfingering lines diagram and figure out on magnification of the skills. 【key words 】sheet metal lofting interfingering lines on that 中图分类号:TU74文献标识码:A 文章编号: 1、前言 由于钢材产量的快速增长、国家政策导向以及钢结构设计、科研、施工队伍日益强大等诸多有利因素的影响,钢管结构凭借其自身优越的性能,近年来其应用得到飞速发展,应用范围几乎涉及所有结构领域,包括房屋建筑、桥梁、堤坝、海洋平台和塔桅结构等。对于电气化铁路而言,钢管的应用也越来越广泛,以生产钢管硬横跨为例,首先,横跨是电气化铁路多股道站场接触悬挂的横向支持设备,在站场上由于股道间距较小无法设立电杆,或者是虽能设立电杆,但过多的电杆支拄则会影响站内调车作业和信号的显示,既不美观、影响视线又浪费大量的支柱,因而在站内普遍采用软横跨或硬横跨。软横跨的横向支持设备是横向承力索,而硬横跨的横向支持设备是钢架,其作为电气化铁路站场接触网的一个重要支持装置,有着稳定性好、占用空间小、使用寿命长、检修少、简洁美观等诸多优点而被普遍使用。目前,在青藏铁路西宁至格尔木段、京九铁路向塘西至东莞段、新建武汉至宜昌段、京石暨石武(河北段)、石武客专河南段、新建汉孝城际铁路、盘营客专、太原南站、代建兰州至重庆铁路渭沱河川车站及区间站后工程等广泛应用。相比H型钢柱和格构式钢柱而言,钢管式硬横跨的生产工艺和技术要求相对较高,例如,在钢管结构的生产加工过程中,我们经常遇到圆管相贯的情况,如何保证切割后的钢管组装时,间隙均匀、衔接顺畅是影响钢管结构焊接质量的重点。对钢管结合处相贯线端部的切割,此类加工以往大多采用制作样板、划线、人工放样、手工切割、人工打磨等落后繁复操作工艺,产量及质量都得不到保证。虽然数控相贯线切割机能十分方便的切割加工此类工件,但是,几万甚至几十万的设备价格让加工成本成倍增加,为加工企业带来很大负担,通过相贯线端头仿形切割将大大降低投资成本。本文介绍的就是如何利用Solidworks软件来实现相贯线端头仿形切割模具的相贯线展开的基本方法和技
钢管下料问题 某钢管零售商从钢管厂进货,将钢管按照顾客的要求切割后售出,从钢管厂进货时得到的原料钢管都是19m 。 (1)现在一客户需要50根4m 、20根6m 和15根8m 的钢管。应如何下料最节省? (2) 零售商如果采用的不同切割模式太多,将会导致生产过程的复杂化,从而增加生产和管理成本,所以该零售商规定采用的不同切割模式不能超过3种。此外,该客户除需要(1)中的三种钢管外,还需要10根5m 的钢管。应如何下料最节省。 问题(1)分析与模型建立 首先分析1根19m 的钢管切割为4m 、6m 、8m 的钢管的模式,所有模式相当于求解不等式方程: 12346819k k k ++≤ 的整数解。但要求剩余材料12319(468)4r k k k =-++<。 容易得到所有模式见表1。 决策变量 用i x 表示按照第i 种模式(i=1,2,…,7)切割的原料钢管的根数。 以切割原料钢管的总根数最少为目标,则有 1234567min z x x x x x x x =++++++ 约束条件 为满足客户的需求,4米长的钢管至少50根,有 1236743250x x x x x ++++≥ 6米长的钢管至少20根,有 25673220x x x x +++≥ 8米长的钢管至少15根,有 346215x x x ++≥ 因此模型为: 1234567min z x x x x x x x =++++++
123672567 346432503220..215,1,2,,7 i x x x x x x x x x s t x x x x i ++++≥??+++≥?? ++≥??=?L 取整 解得: 12345670,12,0,0,0,15,0x x x x x x x ======= 目标值z=27。 即12根钢管采用切割模式2:3根4m ,1根6m ,余料1m 。 15根钢管采用切割模式6:1根4m ,1根6m ,1根8m ,余料1m 。 切割模式只采用了2种,余料为27m ,使用钢管27根。 LINGO 程序: model: sets: model/1..7/:x; endsets min=x(1)+x(2)+x(3)+x(4)+x(5)+x(6)+x(7); 4*x(1)+3*x(2)+2*x(3)+x(6)+x(7)>=50; x(2)+3*x(5)+x(6)+2*x(7)>=20; x(3)+2*x(4)+x(6)>=15; @for(model(i):@gin(x(i))); end 问题(2)模型建立 首先分析1根19m 的钢管切割为4m 、6m 、8m 、5m 的钢管的模式,所有模式相当于求解不等式方程: 1234468519k k k k +++≤ 的整数解。但要求剩余材料12319(468)4r k k k =-++<。 利用Matlab 程序求出所有模式见表2。 求出所有模式的Matlab 程序: number=0; for k1=0:4 for k2=0:3 for k3=0:2 for k4=0:3 r=19-(4*k1+6*k2+8*k3+5*k4); if(r>=0)&(r<4) number=number+1; fprintf('%2d %2d %2d %2d %2d %2d\n',number,k1,k2,k3,k4,r); end
钢管埋地敷设施工 1 钢管焊接口施工方法及技术措施 1.1 施工流程 挖槽—砂垫层铺设—下管—对口—焊接—焊缝检查—管件安装—试压—固定口外防腐—土方回填—管道内防腐—冲洗、消毒—勾头 1.2 主要施工方法 1.2.1沟槽开挖(见球墨铸铁管施工方法) 1.2.2 铺设砂垫层 将砂子找平后用平板振动夯夯实,砂垫层的平整度、高程、厚度、宽度、压实度须符合设计要求,验收合格后方可下管。 1.2.3 管道安装及焊接 (1)下管采用16~30T汽吊进行,用高强尼龙带缠绕管身,慢慢下入基槽。管下不得垫方木、石子。以防止损坏管身防腐层,管道必须放置在管沟中心。 (2)吊车由专人指挥,起吊速度均匀,回转平整,下落低速轻放,不得忽快忽慢、突然制动。 (3)管道焊接 a.参加管道焊接的焊工,必须经过考试合格,并取得劳动局颁发的焊工合格证,并报送监理单位。 b.钢管定位接口采用龙门架,人工配合。为保证焊接质量,应对焊口内100mm 范围内的油漆、污垢、铁锈、毛刺等清扫干净,检查管口不得有夹层、裂纹等缺陷。有风天气焊接时工作坑周围应用瓦楞铁设置防风棚,四级以上风力时停止焊接。 c.焊条使用前的12小时对焊条进行烘干处理(烘干温度150度-200度),现场使用时,使用保温筒装焊条,保证焊条干燥。管道接口采用手工电弧焊,焊条规格必须符合设计要求,当管径小于800mm时采用三层焊接;当管径大于800mm 时采用外三内二共五层焊接,每道焊口由两个焊工同时施焊。 d. 点焊时焊条应与焊接时采用的焊条性能相同。钢管的纵向焊缝端部不得进行点焊,点焊的厚度应与第一层焊接厚度相同,底部必须焊透。点焊间距50-60mm,点焊焊点5点。焊接第一层前应对点焊点进行检查,如发现裂纹应铲除重焊。
钢管敷设施工工艺标准暗管敷设工艺流程(一)工艺流程 管路连稳注盒箱测定盒、箱位置暗管敷设 预制加工接暗管敷设方式变形缝处理地线连接验收 (二)施工工艺 1、暗管敷设 (1)敷设于多尘和潮湿场所的电线管路、管口、管子连接处均应作密封处理。 (2)暗配的电线管路宜沿最近的路线敷设并应减少弯曲;埋入墙或混凝土内的管子,离表面的净距不应小于15mm。 (3)进入落地式配电箱的电线管路,排列应整齐,管口应高出基础面不小于50mm。 (4)埋入地下的电线管路不宜穿过设备基础,在穿过建筑物基础时,应加保护管。 2、预制加工 根据设计图,加工好各种盒、箱、管弯。钢管煨弯可采用冷煨法。(1)冷煨法:一般管径为20mm及以下时,用手扳煨管器。先将管子插入煨管器,逐步煨出所需弯度。管径为25mm及以上时,使用液压煨管器,即先将管子放入模具,然后扳动煨管器,煨出所需弯度。(2)管子切断:常用钢锯、无齿锯、砂轮锯进行切管,将需要切断
的管子长度量准确,放在钳口内卡牢固,断口处平齐不歪斜,管口刮铣光滑,无毛刺,管内铁屑除净。 1 (3)管子套丝:采用套丝板、套管机,根据管外径选择相应板牙。将管子用台虎钳或龙门压架钳紧牢固,再把绞板套在管端,均匀用力不得过猛,随套随浇冷却液,丝扣不乱不过长,清除渣屑,丝扣干净清晰。管径20mm及以下时,应分二板套成;管径在25mm及以上时,应分三板套成。 3、测定盒、箱位置 根据设计图要求确定盒、箱轴线位置,以土建弹出的水平线为基准,挂线找平,线坠找正,标出盒、箱实际尺寸位置。 4、稳注盒、箱 (1)稳注盒、箱:稳注盒、箱要求灰浆饱满,平整牢固,坐标正确,现浇砼板墙固定盒、箱加支铁固定,盒、箱底距外墙面小于3cm时, 需加金属网固定后再抹灰,防止空裂。 (2)托板稳注灯头盒:预制圆孔板(或其他顶板)打灯位洞时,找好位置后用尖錾子由下往上剔,洞口大小比灯头盒外口略大 l~2cm,灯头盒焊好卡铁(可用桥杆盒)后,用豆石混凝土稳注好,并用托板托牢,待砂浆凝固后,即可拆除托板。现浇混凝十楼板,将盒子堵好随底板钢筋固定牢,管路配好后,随土建浇灌混凝土施工同时完成。5、管路连接 (1)管路连接方法 1)管箍丝扣连接。套丝不得有乱扣现象:管箍必须使用通丝管箍。
B题钢管下料问题 摘要 应客户要求,某钢厂用两类同规格但不同长度的钢管切割出四种不同长度的成品钢管。故该原料下料问题为典型的优化模型。钢厂在切割钢管时,又要求每种钢管的切割模式都不能超过5种,故我们先分别列出两种原料钢管出现频率较高的切割模式,每一问都需要针对不同钢管节约要求分别求出5种切割模式的最佳组合。 第一问要求余料最少,在切割模式的选择方面,我们尽量要求余料为零,并在此基础上要求切割得成品钢管除满足客户要求外,多余客户要求的钢管数也要尽可能的少,运用Lingo软件求出余料最少时,需要65根A类钢管采用4种切割模式切割,需要40根B类钢管采用2种切割模式切割,总余料为20米。 第二问要求总根数最少,故我们只要求总根数最少,在这里我们分了两种情况:有余料时,需A类钢管65根,采用5种切割模式,需B类钢管38根,采用4种切割模式,余料各为2米;无余料时,需A类钢管75根,采用3种切割模式,需B类钢管39根,采用4种切割模式。 第三问我们运用Lingo软件求出较优解为当m=0.4时最大收益h=a-159,具体切割模式见模型求解部分。为了找到替代比例与最大收益的关系,我们分别给m赋值为0、10%、20%、30%、40%时,用Lingo解得各自的最大收益,并用四次拟合的方法大致算出了最大收益z和替代比例m的关系,为432 3 1 3 8 1 5 . 7 m = +-+-- m m h a m 6 6 . 1 1 3 8 2 4 3 1 . 7 9 . 7 2 (a为总售出额)。 第四问就是将钢厂下料问题一般化,将本文中模型进行推广,得出了可普遍应用的一般化模型。 关键词:优化模型、整数规划模型、线性规划模型、非线性规划模型、Lingo、四次拟合