加工工艺过程卡片 Document number:PBGCG-0857-BTDO-0089-PTT1998
第四届全国大学生工程训练综合能力竞
赛
湖北省预赛机械加工工艺过程卡片
Machining Process Card
共页第1页编号229
产品名
称
小车
生产纲
领
500件/年
零件名
称
后轮套
筒
生产批
量
42件/月
材料
铝
6061
毛坯种类棒料毛坯外形尺
寸
Ф35x100 每毛坯可制作件
数
3 每台件数 2 备注
序号工序
名称
工序内容工序简图
机床
夹具
刀具
量具
辅具
工时
(min)
1 下料Ф35圆棒料长为100。直尺 2
2 锯断Ф35圆棒料,锯断为长度30。直尺、
游标卡
尺
2
装订线
学校名称:湖北工业大学参赛项目:“S”型赛道场地常规赛
3 车1、夹一端伸出长度20,齐端面;
2、粗车外圆至ф,长15,再粗车外
圆至ф,长8;
3、精车台阶圆至ф15?8;ф
32?5。
C6140
三爪卡
盘
45外圆
车刀
直尺、
游标卡
尺
6
4 车1、掉头,夹ф15圆,齐端面;
2、钻孔ф5;
3、粗车外圆至ф长度到ф32处;
4、精车外圆至ф12?12;
5、倒2的倒角。
C6140
三爪卡
盘
45外圆
车刀
直径为
5的麻
花钻
游标卡
尺
7 装订线
学校名称:湖北工业大学参赛项目:“S”型赛道场地常规赛
5 钳1、画线确定圆心;
2、横卧着夹在钻床上,钻孔;
3、将台阶轴竖直立在钻床上,再钻
通孔;
4、攻螺纹。
钻床
直径为
麻花钻
M3的丝
锥
游标卡
尺
9
6 检验按着图纸要求检验后轮套筒是否符
合要求。
游标卡
尺
2
编制(日期)审核(日期)
标准化(日
期)
会签(日期)
标记
处数更改文件号签字日期
装订线
学校名称:湖北工业大学参赛项目:“S”型赛道场地常规赛
装订线
湖南科技大学机械加工工艺过程卡片产品型号零件图号 产品名称变速箱零件名称变速箱下盖共 3 页第 1 页材料牌号HT200 毛坯种类金属型铸件毛坯外形尺寸754×400×186 每毛坯件数 1 每台件数 1 备注 工序号工序名称工序内容车 间 工 段 设备工艺装备 工时 准终单件 01 铸造金属型铸造毛坯 02 回火热处理 03 探伤检验 04 表面喷丸处理 10 粗铣以顶面为粗基准,粗铣箱体结合面X7010 面铣刀、游标卡尺 20 粗铣以箱体结合面为基准,粗铣顶面X7010面铣刀、游标卡尺 30 钻孔结合上下箱体,钻、铰出两个定位孔2-φ12H8组合钻床麻花钻、铰刀、卡尺、塞规40 粗铣以结合面为基准两销定位,粗铣前后端面及凸台组合铣床面铣刀、游标卡尺 50 粗铣以结合面为基准两销定位,粗铣右端面组合铣床面铣刀、游标卡尺 60 半精铣以顶面为基准,半精铣箱体结合面X7010 面铣刀、游标卡尺 70 半精铣以结合面为基准两销定位,半精铣前后端面至图纸要求组合铣床面铣刀、游标卡尺 80 半精铣以结合面为基准两销定位,半精铣右端面至图纸要求组合铣床面铣刀、游标卡尺 90 半精铣以结合面为基准两销定位,半精铣顶面至图纸要求X7010 面铣刀、游标卡尺100 半精铣结合上下箱体,铣结合面凹槽至图纸要求X7010 立铣刀、游标卡尺110 精铣以顶面为基准,精铣箱体结合面至图纸要求X7010 面铣刀、游标卡尺 120 钻顶面孔 以结合面为基准,用心轴穿过φ110,钻14-φ18组装孔;钻顶 面螺纹孔4-M12-6H;钻两肋板中间凸台M20×1.5螺纹孔 组合钻床麻花钻、卡尺、塞规 设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期) 1 / 26
工序卡片模板: 沈阳大学机械加工工序卡片产品型号零件图号 产品名称零件名称输出轴共8页第1页 车间工序号工序名材料牌号 1-1车φ176端面外圆倒角45#钢 毛坯种类毛坯外型 尺寸 每毛坯可制件数每台件数 锻件11 设备名称设备型号设备编号同时加工件 数 卧式车床C620 1 夹具编号夹具名称切削液 三爪夹盘 工位器具编号工位器具名称 工序工时s 单件 442 工 步号工步内容刀具量具 主轴转 速 r/min 切削速 度 m/min 进给 量 mm/r 背吃刀量 mm 进给次数 工步工时s 描图 机动辅助描校 1 粗车φ176轴端面硬质合金车刀游标卡尺200 110 0.66 2 1 93.7 14 2 精车φ176轴端面硬质合金车刀游标卡尺217 120 0.4 0.5 1 94.5 14 底图号3 粗车φ176外圆并倒角硬质合金车刀游标卡尺125 73 0.8 2.5 1 8 1 装订号 设计 (日期) 审核 (日期) 标准化 (日期) 会签 (日期) 1 / 9
标记处数更改文件号签字日期标记处数更改文件号签字日期工序卡片模板: 沈阳大学机械加工工序卡片产品型号零件图号 产品名称零件名称输出轴共8页第2页 车间工序号工序名材料牌号 1-2车右端孔并倒角45#钢 毛坯种类毛坯外型 尺寸 每毛坯可制件数每台件数 锻件1 设备名称设备型号设备编号同时加工件数 卧式车床C620 1 夹具编号夹具名称切削液 三爪夹盘 工位器具编号工位器具名称 工序工时s 单件 442 工 步号工步内容刀具量具 主轴转 速 r/min 切削速 度 m/min 进给量 mm/r 背吃刀量 mm 进给 次数 工步工时s 描图 机动辅助描校 1 车削φ104φ80φ55孔倒角硬质合金车刀游标卡尺210 20 0.35 15 1 300 45 2 精车φ80孔硬质合金车刀游标卡尺560 138 0. 3 1.5 1 840 126 底图 号 3 加工中心孔高速麻花钻游标卡尺135 150 0.5 3.5 2 5 1 装订设计审核标准化会签 2 / 9
07机制3班机械加工工艺过程卡片产品型号零件图号KCSJ-01 产品名称零件名称手柄共 1 页第 1 页材料牌号45 毛坯种类锻件毛坯外形尺寸每毛坯件数 1 每台件数 1 备注年产1万 工序号工序 名称工序内容车间工段设备工艺装备 工时 准终单件 10 模锻毛坯锻加工 20 粗铣端面B 粗铣端面B保证厚度尺寸28 机加工 铣工X52 专用夹具,端铣刀,游标卡尺 30 粗铣端面A 粗铣端面B保证厚度尺寸27 机加工 铣工X52 专用夹具,端铣刀,游标卡尺 40 精铣端面B 精铣端面B保证厚度尺寸26.5 机加工 铣工X52 专用夹具,端铣刀,游标卡尺 50 精铣端面A 精铣端面B保证厚度尺寸26 机加工 铣工X52 专用夹具,端铣刀,游标卡尺 60 粗镗小头孔粗镗小头孔到尺寸φ21.2H11机加工镗工T68 专用夹具,镗刀,游标卡尺 70 粗镗大头孔粗镗大头孔到尺寸φ37H11,保证中心 距128±0.2 机加工镗工 T68 专用夹具,镗刀,游标卡尺 80 粗铣小头槽粗铣小头槽槽宽9H11 机加工铣工X62W 专用夹具,锯片铣刀,游标卡尺 90 精铣小头槽精铣小头槽槽宽9H11 机加工铣工X62W 专用夹具,锯片铣刀,游标卡尺 100 钻大头径向孔钻大头径向孔φ4机加工钻工 Z525 专用夹具,麻花钻,游标卡尺 110 精镗小头孔精镗小头孔至尺寸φ22H9机加工 镗工 T68 专用夹具,镗刀,游标卡尺 120 精镗大头孔精镗大头孔至尺寸φ38H9机加工 镗工 T68 专用夹具,镗刀,游标卡尺 130 倒角倒大小头孔角,去毛刺机加工 钻工 Z525 专用夹具,倒角钻头,游标卡尺 140 终检入库检验零件尺寸 设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期) 标记处数 更改 文件号 签字日期标记处数 更改 文件号 签字日期
沈阳工学院机械加工工序卡片产品型号零部件图号 产品名称零部件名称传动轴共(7)页第(1)页 车间工序号工序名称材料牌号 1 下料40MnB 毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数 锻件φ50mm×240mm 1 1 设备名称设备型号设备编号同时加工零件数 车床CR6150 01 1 夹具编号夹具名称切削液 三爪卡盘 工位器具编号工位器具名称 工序工时 准终单件 工 步号工步内容工艺装备 主轴转速 (r/min) 切削速度 (m/min) 进给量(mm/r) 切削深度 (mm) 进给次数 工步工时 机动辅助 1 切割棒料通用夹具,A型机机夹切断车刀360 79 0. 2 36 1 描图 描校 底图号 装订号 设计审核标准化日会签日期
日期日期期标记处数更改文件号签字日期标记处数更改文件号签字日期 沈阳工学院机械加工工序卡片产品型号零部件图号 产品名称零部件名称传动轴共(7)页第(2)页 车间工序号工序名称材料牌号 2 粗车端面,钻中心孔40MnB 毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数 锻件φ50mm×240mm 1 1 设备名称设备型号设备编号同时加工零件数 车床CR6150 01 1 夹具编号夹具名称切削液 三爪卡盘 工位器具编号工位器具名称 工序工时 准终单件 工 步号工步内容工艺装备 主轴转速 (r/min) 切削速度 (m/min) 进给量(mm/r) 切削深度 (mm) 进给次数 工步工时 机动辅助 1 粗车φ50端面通用夹具,45°端面车刀600 120 0.25 3 1 2 钻中心孔通用夹具,中心钻(B型)600 120 0.25 1.25 1 描图 描校 底图号
拔叉零件机械加工工艺过程卡片 机械加工工艺过程卡片产品型号零件图号 产品名称零件名称拔叉共2页第1页 材料牌号HT200 毛坯 种类 铸件毛坯外 形尺寸 长=176 宽=72 高=35 每件毛 坯可制 件数 1 每台 件数 1 备注 工序号工序名称工序内容车 间 工 段 设备工艺装备工时 准单 10 铸造按毛坯图铸造零件毛坯 20 热处理退火退火机 30 车拔叉脚下 端面,车拔叉 头下端面,铰 ?50mm孔车拔叉脚?72下端面Ra3.2μm,控 制尺寸14.5mm ,车拔叉头?32下 端面Ra3.2μm,控制尺寸32.5mm, 粗扩孔?50mm 卧式车床 CM6125 端面车刀,游标卡 尺,专用夹具 40 车拔叉脚上 端面车拔叉脚?72上端面Ra3.2μm,控制 尺寸12mm 卧式车床 CM6125 端面车刀,游标卡 尺,专用夹具 50 切断沿毛坯l的中心对称轴?72mm车断, 断面Ra6.3卧式车床 CM6125 切断车刀,专用卡 具,游标卡尺 描图60 车拨叉头上 端面车拔叉头?32上端面Ra3.2μm,控 制尺寸30mm 卧式车床 CM6125 端面车刀,游标卡 尺,专用夹具 70 钻,铰?20mm 孔粗扩,绞孔?20mm立式钻床 Z550 麻花钻,铰刀,卡尺, 塞规,专用夹具 描校80 铣差爪口截 面铣差爪口两截面Ra3.2μm 立式铣床 X51 铣刀,游标卡尺,专 用夹具 底图号 设计(日期)审核 (日 期) 标准 化(日 期) 会签 (日期) 装订 号 标记处 数 更改文件号签字日期标记处数更改文件号签字日期
机械加工工艺过程卡片产品型号零件图号 产品名称零件名称拔叉共2页第2页 材料牌号HT20 毛坯 种类 铸件毛坯外 形尺寸 长=176 宽=72 高=35 每件毛 坯可制 件数 1 每台 件数 1 备注 工序号工序名称工序内容车 间 工 段 设备工艺装备工时 准单 90 钻,铰M6攻 螺纹钻孔?7,攻内螺纹M6立式钻床 Z550 麻花钻,铰刀,内径 千分尺,丝锥 100 去毛刺钳工台平锉 110 终检塞规,百分表,卡尺 等 120 钻,铰?8mm 孔装配时钻,粗铰,精铰孔?8, Ra1.6μm 立式钻床 Z550 麻花钻,铰刀,内径 千分尺 描图描校 底图号 设计(日期)审核 (日 期) 标准 化(日 期) 会签 (日期) 装订 号 标记处数更改文件号签字日期标记处数更改文件号签字日期
机械加工工艺过程卡片 机械加工工艺过程卡片产品型号低速轴零件图号 产品名称零件名称共 1 页第 1 页 材料牌号毛坯种类轧制件毛坯外形尺寸每毛坯件数 1 每台件数 1 备注 工艺号工名 序称 工序内容 车 间 工 段 设备工艺装备 工时/s 准终单件 1 车,钻装夹,钻中心孔,粗车外圆,平端面CA6136 三爪卡盘,90°车刀,中心钻 2 切槽切退刀槽,倒角CA6136 三爪卡盘,45°车刀,切断刀 4 切槽切退刀槽,倒角CA6136 三爪卡盘,45°车刀,切断刀 热处理热处理 5 车精车外圆CA613 6 三爪卡盘,游标卡尺,90°车刀 6 调头调头装夹,精车外圆 7 铣铣键槽12×5×20型平键万能铣床平口钳,铣刀铣铣键槽14×5.5×25型平键万能铣床平口钳,铣刀淬火淬火 8 磨削粗,精磨外圆 描图 去毛刺由钳工修整,去毛刺钳工台锉刀 描校中检检查尺寸,表面粗糙度塞规百分尺卡尺清洗清洗清洗机 底图号终检检查尺寸,表面粗糙度塞规百分尺卡尺 装订号 设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期
评分表 序号考核评价项目 考核内容 学生 自检 小组 互检 教师 终检 配分成绩 1 过 程 性 考 核专业能力 相关知识点的学习 40 零件定位基准的选择原则 能够正确选择零件加工时的定位基准 2 方法能力 信息收集、自主学习、分析解决问题、归纳总结及 创新能力 10 3 社会能力 团队协作、沟通协调、语言表达能力及安全文明、 质量保障意识 10 4 常 规 考 核个人能力理论知识综合考核情况30 5 其他出勤、课堂纪律、回答问题、作业完成情况10
机械加工工序卡片产品型号零件图号 产品名称零件名称第二轴共6页第 1 页 车间工序号工序名称材料牌号 金工 2 车HT150 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数 铸件 1 1 设备名称设备型号设备编号同时加工件数 锯床V6-G4025带锯床 1 夹具编号夹具名称切削液 工位器具编号工位器具名称工序工时(分) 准终单件 工步内容工艺装备主轴转速切削速度 工步号工步容工艺装备 主轴转速切削速度进给量切削深度 进给次数 工步工时 r/min m/min mm/r mm 机动辅助 1 保持总长412±1.5mm 钢尺350 3 0.5 50 1 1 56
机械加工工序卡片产品型号车床零件图号 产品名称零件名称第二轴共6页第 2 页 车间工序号工序名称材料牌号 金工 2 车40CR 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数 铸件 1 1 设备名称设备型号设备编号同时加工件数 专机铣钻专机 1 夹具编号夹具名称切削液 专用夹具 工位器具编号工位器具名称工序工时(分) 准终单件 工步内容工艺装备主轴转速切削速度 工步号工步容工艺装备 主轴转速切削速度进给量切削深度 进给次数 工步工时 r/min m/min mm/r mm 机动辅助 1 同时铣两端面、钻两端中心孔(外圆柱定位), 保证总长407 专用量具400 8 1.3 2 1 1 0.8
机械加工工序卡片产品型号零件图号 产品名称零件名称第二轴共6页第 3 页 车间工序号工序名称材料牌号 金工 2 车40CR 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数 铸件 1 1 设备名称设备型号设备编号同时加工件数 车床CK6140 1 夹具编号夹具名称切削液 通用三爪卡盘 工位器具编号工位器具名称工序工时(分) 准终单件 工步内容工艺装备主轴转速切削速度 工步号工步容工艺装备 主轴转速切削速度进给量切削深度 进给次数 工步工时 r/min m/min mm/r mm 机动辅助 1 钳工划线划针, 游标高度尺 2 车?45.5外圆, 达尺寸要求, 车?37.6外圆, 车退刀槽, 车?37.5外圆, 留0.5mm余量, 车?34.5外圆, 留 0.5mm余量, 车?34.5外圆, 留0.5mm余量, 车?30.5 外圆, 留0.5mm余量, 车?30.49,?26.5,?26,?16 留 0.5mm余量. 游标卡尺0-125(0.02)500 13.35 0.35 2 1 0.13 0.76
机械加工工艺过程卡片 页脚.
页脚.
机械加工工序卡片产品型号 零件 图号 01-01-01 共17页产品名称填料箱盖 零件 名称 填料箱盖第 1 页 (工序图) 车间工序号工序名称材料牌号 机加工 车间 车削HT200 毛坯种类毛坯外型尺寸每坯件数每台件数 铸造159x142 1 1 设备名称设备型号设备编号同时加工件数 CA6140 1 夹具编号夹具名称切削液 ZY-01 车床专用夹具 工序工时 准终单件 39.46s 工步号工步容工艺装备 主轴转 速 (r/min) 切削速 度 (m/min) 进给量 (mm/r) 背吃刀 量 (mm) 进给次 数 工时定额 机动辅助 1 粗车小端端面专用夹具、YG6硬质合金车刀、 表面粗糙度仪 90 45 0.5 1.25 1 22s 17.46 s
机械加工工序卡片产品型号 零件 图号 01-01-01 共17页产品名称填料箱盖 零件 名称 填料箱盖第 2 页 (工序图) 车间工序号工序名称材料牌号 机加工 车间 车削HT200 毛坯种类毛坯外型尺寸每坯件数每台件数 铸造159x142 1 1 设备名称设备型号设备编号同时加工件数 CA6140 1 夹具编号夹具名称切削液 ZY-01 车床专用夹具 工序工时 准终单件 20.96s 工步号工步容工艺装备 主轴转 速 (r/min) 切削速 度 (m/min) 进给量 (mm/r) 背吃刀 量 (mm) 进给次 数 工时定额 机动辅助 2 粗车φ65外圆专用夹具、YG6硬质合金车刀、 游标卡尺、表面粗糙度仪 90 45 0.65 1 1 20.5s 0.46s
机械加工工艺过程卡片 九江学院 机械与材料工程学院机械加工工艺过程卡片 零件图号KCSJ-12 共 2 页 零件名称蜗杆第页 材料牌号45钢毛坯种类锻件毛坯外形尺寸每件毛坯可制件数 1 每台件数 工序号工序内容车间工段设备工艺装备 工时 准终单件 01 锻造锻工自由锻锻床游标卡尺 02 去飞边金工磨工磨床砂轮、游标卡尺 03 粗车蜗杆轴左端面,打中心孔,及左边Φ20mm、Φ25mm、 Φ30mm、Φ36mm 定位轴肩,以及Φ30mm 轴段退刀槽的外圆 面,以中心孔轴线为精基准。 金工 车、钳 工 普通车 床 车刀、麻花钻、三爪卡盘 04 粗车蜗杆轴右端面,打中心孔,及右边、Φ30mm 、Φ36mm 定位轴肩,以及Φ30mm 轴段退刀槽的外圆面,以中心孔轴线 为精基准。 金工 车、钳 工 普通车 床 车刀、麻花钻、三爪卡盘 05 调质处理热加工热处理淬火机淬火机 06 半精车左端各外圆面,控制轴线方向的各个轴段的长度。 以中心孔轴线为精基准。金工车工 普通车 床 车刀、三爪卡盘 07 半精车右端各外圆面,控制轴线方向的各个轴段的长度。 以中心孔轴线为精基准。倒角。金工车工 普通车 床 揣测到、三爪卡盘
08 铣键槽,选择两个Φ30mm 外圆面作为基准。金工钳工普通立 式铣床 铣刀、专用夹具 09 车蜗杆螺纹,选择两个Φ30mm 外圆面作为基准。金工车工普通车 床 车刀、专用夹具 10 淬火热加工热处理淬火机淬火机 11 粗、精磨左端面及Φ20mm 轴头外圆面,Φ30mm 轴段外圆面, 以及磨制过渡圆角。 金工磨工 普通磨 床 砂轮、游标卡尺 12 粗、精磨右端面及Φ30mm 轴头外圆面,Φ60mm 轴段外圆面及 螺纹面,以及磨制过渡圆角,以两中心孔轴心线为基准。 金工车工 普通磨 床 砂轮、游标卡尺 13 去毛刺金工钳工钳工台深度游标卡尺 14 检验检验 15 入库仓库
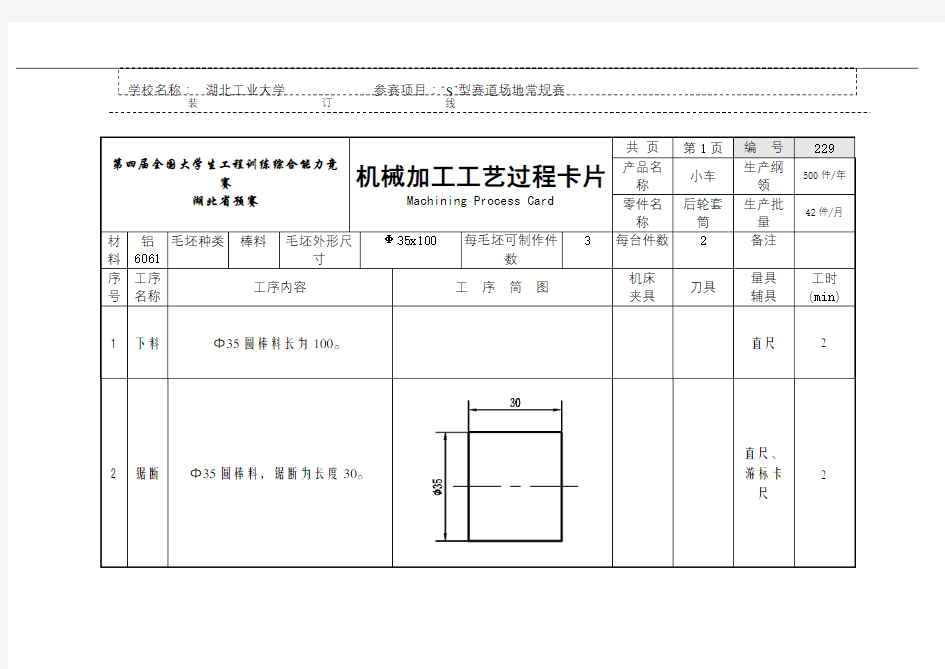
第四届全国大学生工程训练综合能力竞赛 湖北省预赛机械加工工艺过程卡片 Machining Process Card 共页第1页编号229 产品名称小车生产纲领500件/年 零件名称后轮套筒生产批量42件/月 材料铝6061 毛坯种类棒料毛坯外形尺寸Ф35x100 每毛坯可制作件数 3 每台件数 2 备注 序号工序 名称 工序内容工序简图 机床 夹具 刀具 量具 辅具 工时 (min) 1 下料Ф35圆棒料长为100。直尺 2 2 锯断Ф35圆棒料,锯断为长度30。直尺、游 标卡尺 2 装订线学校名称: 湖北工业大学参赛项目:“S”型赛道场地常规赛
3 车1、夹一端伸出长度20,齐端面; 2、粗车外圆至ф32、5,长15,再粗车 外圆至ф15、5,长8; 3、精车台阶圆至ф15?8;ф32?5。 C6140 三爪卡 盘 45外圆 车刀 直尺、游 标卡尺 6 4 车1、掉头,夹ф15圆,齐端面; 2、钻孔ф5; 3、粗车外圆至ф12、5长度到ф32 处; 4、精车外圆至ф12?12; 5、倒2的倒角。 C6140 三爪卡 盘 45外圆 车刀 直径为 5的麻 花钻 游标卡 尺 7 装订线 学校名称: 湖北工业大学参赛项目:“S”型赛道场地常规赛
5 钳 1、画线确定圆心; 2、横卧着夹在钻床上,钻孔; 3、将台阶轴竖直立在钻床上,再钻通孔; 4、攻螺纹。 钻床 直径为2、5麻 花钻 M3的丝锥 游标卡尺 9 6 检验 按着图纸要求检验后轮套筒就是否 符合要求。 游标卡尺 2 编制(日期) 审核(日期) 标准化(日期) 会签(日期) 标记 处数 更改文件号 签字 日期 装 订 线 学校名称: 湖北工业大学 参赛项目:“S ”型赛道场地常规赛
材料牌号HT200 毛坯种类金属型铸件毛坯外形尺寸754×400×186 每毛坯件数 1 每台件数 1 备注 工序号工序名称工序内容车 间 工 段 设备工艺装备 工时 准终单件 01 铸造金属型铸造毛坯 02 回火热处理 03 探伤检验 04 表面喷丸处理 10 粗铣以顶面为粗基准,粗铣箱体结合面X7010 面铣刀、游标卡尺 20 粗铣以箱体结合面为基准,粗铣顶面X7010面铣刀、游标卡尺 30 钻孔结合上下箱体,钻、铰出两个定位孔2-φ12H8组合钻床麻花钻、铰刀、卡尺、塞规40 粗铣以结合面为基准两销定位,粗铣前后端面及凸台组合铣床面铣刀、游标卡尺 50 粗铣以结合面为基准两销定位,粗铣右端面组合铣床面铣刀、游标卡尺 60 半精铣以顶面为基准,半精铣箱体结合面X7010 面铣刀、游标卡尺 70 半精铣以结合面为基准两销定位,半精铣前后端面至图纸要求组合铣床面铣刀、游标卡尺 80 半精铣以结合面为基准两销定位,半精铣右端面至图纸要求组合铣床面铣刀、游标卡尺 90 半精铣以结合面为基准两销定位,半精铣顶面至图纸要求X7010 面铣刀、游标卡尺100 半精铣结合上下箱体,铣结合面凹槽至图纸要求X7010 立铣刀、游标卡尺110 精铣以顶面为基准,精铣箱体结合面至图纸要求X7010 面铣刀、游标卡尺 120 钻顶面孔 以结合面为基准,用心轴穿过φ110,钻14-φ18组装孔;钻顶 面螺纹孔4-M12-6H;钻两肋板中间凸台M20×1.5螺纹孔 组合钻床麻花钻、卡尺、塞规 设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期) 标记处数更改文件号签字日期标记处数更改文件号签字日期
职业技术师范学院机械加工工艺过程卡片产品型号HK-KIH201455 零件图号4059 资料编号227 产品名称分度齿盘零件名称分度齿盘座共 1 页第 1 页材料牌号405514 毛坯种类45钢毛坯外形尺寸Φ250*60mm 每毛坯件数 1 每台件数 工序号工名 序称 工序内容 车 间 工 段 设备工艺装备 工时 准终单件 1 粗铣两端面 1 立式铣床立式铣床、专用夹具 2 粗精铣顶面、底面、内阶梯面、外阶梯端面 2 数控铣床数控铣床、专用夹具 3 粗镗内环6-φ35通孔、10-M6均布孔、6-M6-7H均布孔 1 坐标镗床卧式镗床、专用夹具 4 钻顶面2-φ8锥销孔 1 摇臂钻床摇臂钻床、专用夹具 5 攻内外阶梯面10-M6均布孔、6-M6-7H均布孔、4-M6-7H孔螺纹 1 组合机床组合机床、专用夹具 6 各锐边倒角 2 卧式车床普通车床、专用夹具 8 清洗 3 清洗台自来水、专用防锈液 9 检验 3 检验平台通用量具 设计(日期)校对(日期)审核(日期)标准化(日期) 2016/6/17 2016/6/25 标记处数签字日期标记处数更改文件号签字日期 职业技术师范学院机械加工工序卡片产品型号零件图号4059
产品名称分度齿盘零件名称分度齿盘座共 1 页第 1 页车间工序号工序名称材料牌号 1 01 粗铣毛坯上下端面45钢 毛坯种 类 毛坯外形尺寸每毛坯可制件数每台件数45号钢Φ255*65mm 1 1 设备名称设备型号设备编号同时加工件数 立式铣床 1 夹具编号夹具名称切削液 普通夹具无 工位器具编号工位器具名称 工序工时(分) 准终单件 125*0.02游标卡尺 工步号工步内容工艺装备主轴转速切削速度进给量切削深度 进给次数 工步工时r/min m/min mm/r mm 机动辅助 1 粗铣顶面立式铣床、游标卡尺710 186 1 3 1 0.7 0.2 2 粗铣底面立式铣床、游标卡尺710 186 1 3 1 0.7 0.2 3 设计(日期) 校对(日 期) 审核(日期)标准化(日期)会签(日期) 职业技术师范学院机械加工工序卡片产品型号零件图号4059
湖南科技大学机械加工工序卡片产品型号零件图号 产品名称零件名称高速轴共6页第 1 页车间工序号工序名称材料牌号 金工 2 车45 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1 设备名称设备型号设备编号同时加工件数锯床V6-G4025带锯床 1 夹具编号夹具名称切削液 工位器具编号工位器具名称 工序工时(分) 准终单件工步内容工艺装备 主轴转 速 切削速度 工步号工步内容工艺装备 主轴转速切削速度进给量切削深度 进给次数 工步工时 r/min m/min mm/r mm 机动辅助 1 保持总长655±1.5mm 钢尺350 3 0.5 50 1 1 56
湖南科技大学机械加工工序卡片产品型号车床零件图号 产品名称零件名称高速轴共6页第 2 页 车间工序号工序名称材料牌号 金工 2 车45 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数 铸件 1 1 设备名称设备型号设备编号同时加工件数 专机铣钻专机 1 夹具编号夹具名称切削液 专用夹具 工位器具编号工位器具名称工序工时(分) 准终单件 工步内容工艺装备主轴转 速 切削速度 工步号工步内容工艺装备 主轴转速切削速度进给量切削深度 进给次数 工步工时 r/min m/min mm/r mm 机动辅助 1 同时铣两端面、钻两端中心孔(外圆柱定位), 保证总长649 专用量具400 8 1.3 2 1 1 0.8
湖南科技大学机械加工工序卡片产品型号零件图号 产品名称零件名称高速轴共6页第 3 页车间工序号工序名称材料牌号 金工 2 车45 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1 设备名称设备型号设备编号同时加工件数 车床CK6140 1 夹具编号夹具名称切削液 通用三爪卡盘 工位器具编号工位器具名称 工序工时(分) 准终单件工步内容工艺装备 主轴转 速 切削速度 工步号工步内容工艺装备 主轴转速切削速度进给量切削深度 进给次数 工步工时 r/min m/min mm/r mm 机动辅助 1 钳工划线划针, 游标高度尺 2 车?90外圆, 达尺寸要求, 车?105外圆, 车退刀 槽, 车?120外圆, 留1mm余量, 车?125外圆, 留 1mm余量, 车?130外圆, 留1mm余量。 游标卡尺 0-125(0.02)500 13.35 0.35 2 1 0.13 0.76 3 调头车.车退刀槽,车?120外圆, 车?135外圆, 留 1mm余量 游标卡尺 0-125(0.02) 500 13.35 0.35 2 1 0.13 0.32
零件加工工艺卡片 1、柴油机排气法兰冲孔凸模的制造 冲孔凸模的加工工艺过程材料:Cr12,硬度:60~62HRC 序号工序名工序内容 1 备料毛坯锻成φ13mm×65mm的圆棒料 2 热处理退火 3 铣平面铣上、下平面,保证尺寸63mm 4 车削车外圆,φ8mm外圆柱留磨削余量0.4mm,其余达图样尺寸 5 钳工倒圆角至要求,去毛刺 6 检验 7 热处理淬火,硬度至58~62HRC 8 磨削磨削各表面达设计要求 9 检验 冲孔凸模的加工工艺过程材料:Cr12,硬度:60~62HRC 序号工序名工序内容 1 备料毛坯锻成φ25mm×65mm的圆棒料 2 热处理退火 3 铣平面铣上、下平面,保证尺寸63mm 4 车削车外圆,φ18mm外圆柱留磨削余量0.4mm,其余达图样尺寸 5 钳工倒圆角至要求,去毛刺 6 检验 7 热处理淬火,硬度至58~62HRC 8 磨削磨削各表面达设计要求 9 检验
2、柴油机排气法兰凹模的制造 凹模的加工工艺过程材料:Cr12,硬度:60~62HRC 序号工序名工序内容 1 备料毛坯锻成162mm×122mm×42的料 2 热处理退火 3 铣平面铣上、下平面,保证高度尺寸40mm 4 钻孔钻孔 5 车削车削外表面并留0.4mm的磨削余量 6 镗孔镗孔, 7 钳工去毛刺 8 检验 9 热处理淬火、回火,硬度至58~62HRC 10 磨削磨削内表面和上下外表面达设计要求, 11 检验 3、柴油机排气法兰凸凹模的制造 凸模固定板的加工工艺过程材料:cr12钢,硬度:调质60~62HRC 序号工序名工序内容 1 备料毛坯锻成φ90mm×42mm×55mm的料 2 热处理退火 3 铣平面铣上、下平面,保证高度尺寸53mm 4 划线划型孔、销孔、螺纹孔中心线 5 钻孔钻各孔,留0.4mm的磨削余量 6 钳工攻螺纹,去毛刺 7 检验 8 热处理调质60~62HRC 9 磨削磨削内外表面达设计要求 10 检验
连杆加工工艺过程卡片及工序卡 学生姓名届 2013 学院(系)机械学院专业机械工程及自动化 指导教师职称副教授
天津理工大学机械加工工艺过程卡片产品型号492Q 零件图号760-1004050 共(3)页产品名称连杆总成零件名称连杆第(1)页 材料牌号45Mn 毛坯种类锻件毛坯外形尺寸每件毛坯可制件数每台件数 4 备注 工序号工序 名称工序内容车间工段设备工艺装备 工时 准终单件外检按毛坯图技术要求,抽检锻件毛坯 01 铣工锻件毛坯,杆体按其平面厚度尺寸进行分组堆放0.8 02 铣工粗铣盖两大平面端面铣床J-01,D-01,卡尺 3.1 03 钳工粗铣杆两大平面X52 J-02,D-02,卡尺 3.1 04 钳工钻小头孔Z535 J-03,锥钻Φ24.5,卡尺 3 05 小头孔倒角Z535 J-04,锥钻Φ28 0.96 06 磨工粗磨杆盖两大平面M7130 电磁吸盘,锉刀,研轮GB60ZRAP350 ×40×127,千分尺25~50, 杆2.17 盖2.5 07 车工半精镗小头孔镗床 J-05,D-05 内径表25~50,专检具 2 08 铣工粗铣杆对口面端面铣床J-06,D-06,锉刀,专检具,卡尺 2.4 09 铣工粗铣盖对口面X51 平口虎钳,锉刀,卡尺 1.72 10 铣工铣两侧定位面端面铣床 J-07,D-07 千分尺75~100,锉刀 3 11 钳工打号码平口钳4#字头,平口钳,榔头 1.5 12 车工粗镗大头孔车床J-08,D-08,锉刀,卡尺 4.37 13 铣工精铣杆盖对口面X61W J-09,D-09,锉刀,专检具 3.64 14 铣工铣杆螺钉后端面及侧面双轴立铣J-10,D-10,锉刀,卡尺 3.64 15 铣工铣盖螺钉后端面车床J-11,D-11,卡尺 3.64 设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)
轴工艺过程卡 第三小组 班级:机制16-1班 组长:彭志伟 成员:彭志伟明健伟邓佳辉邓尧刘磊刘含新 时间:2017。9.29-2017、10.10
机械加工工序卡片 机械加工工序卡片
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数 Φ55、4mm x199。3mm 1 1 设备名称设备型号设备编号同时加工件数 CA6136 1 夹具编号夹具名称切削液 铣床,分度头 工位器具编号工位器具名称工序工时/s 准终单件 90°外圆车刀、游标卡尺、顶尖、中 工步号工步内 容 工艺装备 主轴转速切削速度进给量切削深度 进给次数 工步工时 r/min m/min mm/r mm机动辅助 1 右铣端面3.3mm,钻中心孔 90°外圆车刀、中心钻、顶尖 12 2 0、9 2 设计(日期) 校对(日期) 审核(日期) 标准化(日期) 会签(日期) 标记处数更改文件号签字日期标记处数更改文件号签字日期 机械加工工序卡片 机械加工工序卡片 产品型号零件图号 3 产品名称传动轴零件名称共12 页第 3 页 间工序号工序名称材料牌号 金工 3 粗车45钢 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数 Φ42mm x140、 2mm 1 设备名称设备型号设备编号同时加工件数
C6140 1 夹具编号夹具名称切削液 铣床,分度头 工位器具编号工位器具名称 工序工时 /s 准终单件 工步号工步内容工艺装备主轴转速切削速度进给量切削深度 进给次数 工步工时r/min m/minmm/r mm 机动辅助 1 粗车外圆Φ55。4mm→φ43。8mm, φ43、8mm→φ41.8mm 90°外圆车刀、顶尖 0.5 0。3/0、5 3 2粗车外圆φ41。8mm→φ37。8mm, Φ37。8mm→φ31.8mm 设计(日期) 校对(日期) 审核(日期) 标准化(日期) 会签(日期) 标记处数更改文件号签字日期标记处数更改文件号签字日期 机械加工工序卡片 机械加工工序卡片 产品型号零件图号 4 产品名称传动轴零件名称共12 页第 4 页 间工序号工序名称材料牌号 金工 4 粗车45钢 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数 Φ42mm x140。 2mm 1 设备名称设备型号设备编号同时加工件数 C6140 1 夹具编号夹具名称切削液 铣床,分度头 工位器具编号工位器具名称工序工时/s
中北大学机械加工工艺过程卡片 产品型号零件图号 产品名称输出轴零件名称输出轴共10 页第 1 页材料牌号ZG45 毛坯种类铸铁毛坯外形尺寸每毛坯件数 1 每台件数备注 工序号工名 序称 工序内容 车 间 工 段 设备工艺装备 工时 准终单件 1 锻造锻造毛胚 2 热处理退火(消除内应力) 3 车粗车左端面钻中心孔,车各圆柱面留半精车、精车余量CA6140三爪卡盘 4 车粗、精车右端面CA6140三爪卡盘 5 车粗车φ176外圆柱面倒角CA6140三爪卡盘 6 热处理调质 7 车半精车左端各圆柱面到要求 CA6140三爪卡盘 8 车精车左端台阶到要求并倒角CA6140三爪卡盘 9 车钻φ50的底孔,扩φ80、φ104孔留镗孔余量CA6140三爪卡盘 10 镗镗φ80孔到要求,倒角CA6140三爪卡盘 11 车倒角CA6140三爪卡盘 12 铣铣φ50钻、扩、铰φ20到要求YB-211专用夹具 13 铣铣键槽C5116分度头 14 去毛刺去除全部毛刺钳工台 15 终检按零件图样要求全面检查 设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期) 胡坤玮 标 记 处数更改文件号签字日期标记处数更改文件号签字日期
粗和半精车机械加工工序卡片产品型号零件图号 产品名称输出轴零件名称输出轴共10 页第 2 页 车间工序号工序名称材料牌号 10 粗半精车ZG45 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数 铸铁 设备名称设备型号设备编号同时加工件数 CA6140 夹具编号夹具名称切削液 01 粗铣N面夹具 工位器具编号工位器具名称工序工时(分) 准终单件 工步号工步内容工艺装备主轴转速切削速度进给量切削深度 进给次数 工步工时r/min m/min mm/r mm 机动辅助 1 装夹 2 粗车左端面CA6140110 45.6 0.65 1.5 1 0.13 3 打中心孔CA6140110 45.6 1.3 1.5 1 0.13 4 粗车Φ75、Φ65、Φ60、Φ55CA6140110 45.60.6 5 1.5 1 0.13 5 6 设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期) 胡坤玮
机械零件加工工艺过程的基本知识 在制造生产过程中,由于零件的要求和生产条件等不同,其制造工艺方案也不相同。相同的零件采用不同的工艺方案生产时,其生产效率、经济效益也是不相同的。在确保零件质量的前提下,拟定具有良好的综合技术经济效益、合理可行的工艺方案的过程称为零件的工艺过程设计。 一、生产过程和工艺过程 1.生产过程 由设计图纸变为产品,要经过一系列的制造过程。通常将原材料或半成品转变成为产品所经过的全部过程称作生产过程。生产过程通常包括: (1)技术准备过程包括产品投产前的市场调查、预测、新产品鉴定、工艺设计、标准化审查等。 (2) 或工艺过程指直接改变原材料半成品的尺寸、形状、表面的相互位置、表面粗糙度或性能,使之成为成品的过程。例如液态成形、塑变成形、焊接、粉末成形、切削加工、热处理、表面处理、装配等,都属于工艺过程。 将合理的工艺过程编写成用以指导生产的技术文件,这份技术文件称作工艺规程。 (3)辅助生产过程指为了保证基本生产过程的正常进行所必须的辅助生产活
动。 (4)生产服务过程指原材料的组织、运输、保管、储存、供应及产品包装、销售等过程。 2.工艺过程的组成 零件的切削加工工艺过程由许多工序组合而成,每个工序又由工位、工步、走刀和安装组成。 (1)工序指在一台机床上或在同一个工作地点对一个或一组工件连续完成的那部分工艺过程。划分工序的依据是工作地点是否变化和工作是否连续。 图2-1所示阶梯轴的加工工艺过程见表2-1。
表2一1工序的划分,是由一个人在一台车床上连续完成车两端面、钻两顶尖孔后,便换一个工件加工,重复以上内容,则这部分工艺过程为一个工序。该人又在同一台车床上连续完成粗车各外圆、半精车各外圆、倒角后,便换一个工件加工,重复以上内容,则这部分工艺过程又为一个工序。如果是由一个人在一台车床上连续完成车两端面、钻两顶尖孔、粗车各外圆、半精车各外圆、倒角后再换第二个工件重复这些内容,则这部分工艺过程是一个工序,而不是两个工序。 (2)工步指在一个工序中,当工件的加工表面、切削刀具和切削用量中的转速与进给量均保持不变时所完成的那部分工序。加工表面较多的工序,可分为若干
分析轴类零件工艺,拟订加工工艺过程(工艺卡片),并解释相关尺寸公差、几何公差和表面粗糙度等。 1. Q 、H 、M 、I 、G 、P 、N 轴圆柱面的表面粗糙度Ra 值不允许大于0.8μm ,键槽的表面粗糙度Ra 值不允许大于3.2μm ,其余表面粗糙度Ra 值不允许大于6.3μm 。 2. 两端普通外螺纹M24x1.5-6g ,大经24,螺距1.5,公差带代号6g ; 3. Q 轴Φ30±0.0065,轴径30mm ,上偏差为+0.0065mm ,下偏差为-0.0065mm ,尺寸公差为0.013mm ; 4. M 轴Φ35±0.008、P 轴Φ46±0.008、N 轴Φ35±0.008的上偏差为+0.008mm ,下偏差为-0.008mm ,尺寸公差为0.016mm ; 5. 键槽0 036.0-8,槽长16mm ,槽宽8mm ,极限偏差为(0036.0-); 6. 键槽0 052.0-12,槽长36mm ,槽宽12mm ,极限偏差为(0052.0-); 7. Q 轴Φ30±0.0065圆柱面对两Φ35±0.008公共轴线的径向圆跳动公差为0.02mm ; 8. P 轴Φ46±0.008圆柱面对两Φ35±0.008公共轴线的径向圆跳动公差为0.02mm ; 9. M 轴Φ35±0.008左右端面对Φ35±0.008两公共轴线的端面圆跳动公差为0.02mm ; 10. Φ52轴左右端面对两Φ35±0.008公共轴线的端面圆跳动公差为0.02mm ; 11. 键槽0 036.0-8中心平面对两Φ35±0.008公共轴线的对称度公差为0.03mm 。 12. 键槽0052.0-12中心平面对两Φ35±0.008公共轴线的对称度公差为0.03mm 。 13. 3x1.5退刀槽,槽宽3mm ,槽深1.5mm ; 14. 3x0.5退刀槽,槽宽3mm ,槽深0.5mm ; 15. A 、B 为基准轴线; 16. 轴端加工45°倒角,便于装配。
机械加工工艺过程卡片产品型号154轴套零件图号 产品名称轴套零件名称轴共 1 页第 1 页材料牌号40CRBG 毛坯种类毛坯外形尺寸日产量 工序号工序 名称工序内容车间工段设备工艺装备 工时 准终单件 10 钻孔钻孔保证同轴度 机加工 车工直径23钻头,游标卡尺。 20 车B端车加工P部,车内孔保证直径24.8,内孔C1倒角. 机加工 车工 液压三软爪,外圆车刀,内孔车刀,游标卡尺, 内径量表,圆角卡规,粗糙度量仪。 30 车A端车加工P部,内孔C1倒角 机加工 车工液压三软爪,外圆车刀,内孔车刀,圆角卡规。 40 质检入库 质检入库送货 设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期) 标记处数 更改 文件号 签字日期标记处数 更改 文件号 签字日期
产品名称零件名称共 3 页第 2 页车间工序号工序名称材料牌号 机加工20 车B端 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数 1 设备名称设备型号设备编号同时加工件数 数控车床CAK4085Dj 1 夹具编号夹具名称切削液 液压软爪 检具编号检具名称工序工时(分) 准终单件 游标卡尺,内径表,圆角 规, 工步号工步内容工艺装备主轴转速切削速度进给量切削深度 进给次数 工步工时r/min m/min mm/r mm 基本辅助 1 车P部台湾亚肯外圆车刀800 200 0.25 1 2 车内孔并倒C1角台湾亚肯硬质合金刀杆800 240 0. 3 1.8 1 设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期) 标记处数更改 文件号 签字日期标记 更改 文件号 签字日期
产品名称零件名称共 3 页第 3 页车间工序号工序名称材料牌号 机加工30 车A端 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数 1 设备名称设备型号设备编号同时加工件数 车床SKT200Z 1 夹具编号夹具名称切削液 液压软爪 检具编号检具名称工序工时(分) 准终单件 圆角规 工步号工步内容工艺装备主轴转速切削速度进给量切削深度 进给次数 工步工时r/min m/min mm/r mm 基本辅助 1 车B端P部,内孔倒C1角.台湾亚肯外圆车刀1200 200 0.25 1 设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期) 标记处数更改 文件号 签字日期标记 更改 文件号 签字日期
课程设计 题目:齿轮轴的机械加工工艺规程及工艺装备 设计
一、设计题目 齿轮轴零件的机械加工工艺规程及工艺装备设计 二、原始资料 (1) 被加工零件的零件图1张 (2) 生产类型:中批或大批大量生产 三、上交材料 (1) 被加工工件的零件图1张 (2) 毛坯图1张 (3)机械加工工艺过程综合卡片1张 (4) 与所设计夹具对应那道工序的工序卡片1张 (4) 夹具装配图1张 (5) 夹具体零件图1张 (6) 课程设计说明书(5000~8000字) 1份 四、进度安排 (1) 熟悉零件,画零件图2天 (2) 选择工艺方案,确定工艺路线,填写工艺过程综合卡片5天 (3) 工艺装备设计(画夹具装配图及夹具体图) 9天 (4) 编写说明书3天 (5) 准备及答辩2天 五、指导教师评语 成绩: 指导教师 日期
摘要 机械制造工艺学课程设计是我们学完了大学的全部基础课、技术基础课以及大部分专业课之后进行的.这是我们在进行毕业设计之前对所学各课程的一次深入的综合性的总复习,也是一次理论联系实际的训练,因此,它在我们四年的大学生活中占有重要的地位。 这次设计的是主动齿轮,有零件图、毛坯图、装配图各一张,机械加工工艺过程卡片和与所设计夹具对应那道工序的工序卡片各一张。首先我们要熟悉零件,题目所给的零件是主动齿轮。了解主动齿轮的作用,接下来根据零件的性质和零件图上各端面的粗糙度确定毛坯的尺寸和机械加工余量。然后我们再根据定位基准先确定精基准,后确定粗基准,最后拟定主动齿轮的工艺路线图,制定该工件的夹紧方案,画出夹具装配图,夹具体零件图。 这就是我设计的基本过程。
Abstract After the machine manufacture technology curriculum project was we studies university's complete basic course, the technical basic course as well as the majority of professio nal courses, carried on. This is we before carrying on the graduation project to studies various curricula a thorough comprehensive total review, is also a apply theory to reality training, therefore, it holds the important status in we four year university life. . What this design is a driving gear, has the detail drawing, the semifinished materials chart, assembly drawing each, the machine-finishing technological process card and with designs the jig to correspond that working procedure operation card each. First we must be familiar with the components, the components which the topic gives are the driving gear. Understands driving gear's function, then on basis components nature and detail drawing various end surfaces' roughness determination semifinished materials size and machining allowance. Then we determine the fine datum first again according to the localization datum, latter determines the thick datum, finally draws up driving gear's craft road map, works out this work piece clamp plan, draws the jig assembly drawing. This is the unit process which I design.