机械加工工艺过程卡片产品型号154轴套零件图号
产品名称轴套零件名称轴共 1 页第 1 页
材料牌号40CRBG 毛坯种类毛坯外形尺寸日产量
工序号工序名称
工序内容车间工段设备工艺装备
工时
准终单件
10
钻孔钻孔保证同轴度
机加工
车工直径23钻头,游标卡尺。
20
车B端车加工P部,车内孔保证直径24.8,内孔C1倒角.
机加工
车工
液压三软爪,外圆车刀,内孔车刀,游标卡尺,内
径量表,圆角卡规,粗糙度量仪。
30 车A端车加工P部,内孔C1倒角机加工车工液压三软爪,外圆车刀,内孔车刀,圆角卡规。
40
质检入库
质检入库送货
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)
标记处数更改文
件号
签字日期标记处数更改文件号签字日期
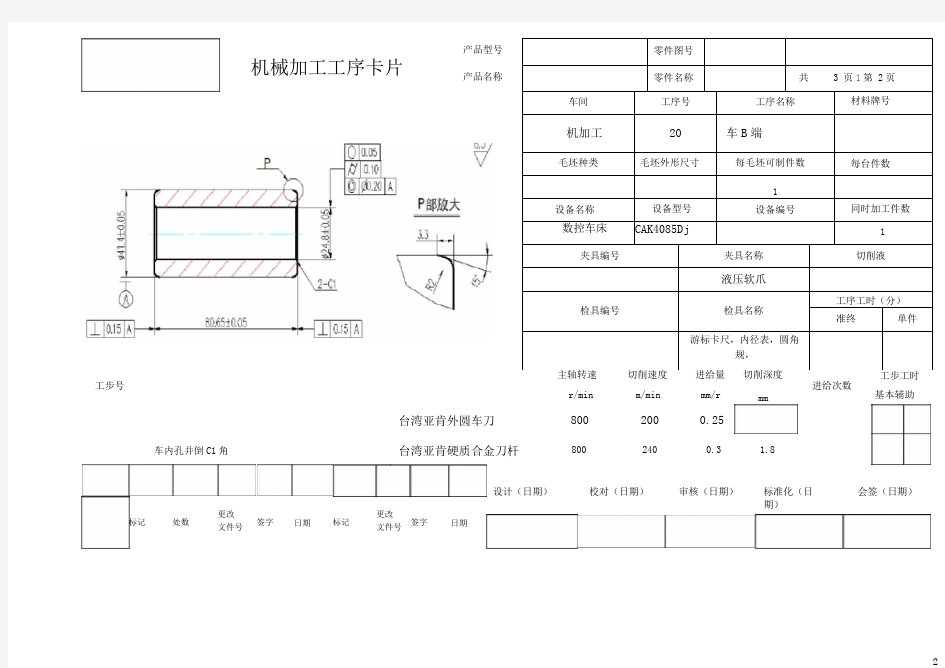
机械加工工序卡片
零件图号
零件名称共 3 页1第 2页
车间工序号工序名称材料牌号
机加工20 车B端
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数
1
设备名称设备型号设备编号同时加工件数
数控车床CAK4085Dj 1
夹具编号夹具名称切削液
液压软爪
检具编号检具名称
工序工时(分)
准终单件
游标卡尺,内径表,圆角
规,
产品型号
产品名称
工步号
台湾亚肯外圆车刀标记r/min
800
m/min mm/r mm
进给次数
基本辅助
车内孔并倒C1角
处数更改
文件号
签字日期标记
200 0.25
台湾亚肯硬质合金刀杆
设计(日期)
800 240 0.3 1.8
校对(日期)审核(日期)标准化(日
期)
会签(日期)更改
文件号
签字日期
机械加工工序卡片
/ / / // /
P部放
大
工步号
\K1
车B端P部,内孔倒C1角.
标记
6
』
处数
更改
文件号
签字日期标记
台湾亚肯外圆车刀
零件图号
零件名称共 3 页1第 3页
车间工序号工序名称材料牌号
机加工30 车A端
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数
1
设备名称设备型号设备编号同时加工件数
车床SKT200Z 1
夹具编号夹具名称切削液
液压软爪
检具编号检具名称
工序工时(分)
准终单件
圆角规
产品型号
产品名称
r/min
1200
设计(日期)
m/min
200
校对(日期)
mm/r
0.25
mm
审核(日期)
进给次数工步工时
基本I辅助
标准化(日
期)
更改
文件号
签字日期
会签(日期)
机械加工工序卡片
01加5
010
?I0丄20
r
2-
Cl
I丄心5|A丄|D」5
川
零件图号
零件名称
共 3 页1第 1页
车间工序号工序名称材料牌号
机加工10 钻孔
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数
1
设备名称设备型号设备编号同时加工件数
车床CAK6150Dj 1
夹具编号夹具名称切削液
液压软爪
检具编号检具名称
工序工时(分)
准终单件
游标卡尺
产品型号
产品名称
工步号
r/min m/min mm/r mm
进给次数
基本辅助钻直径23孔直径23麻花钻500
标记
设计(日期)校对(日期)审核(日期)标准化(日
期)
会签(日期)处数
更改
文件号
签字日期标记
更改
文件号
签字日期