成都卫达机械制造有限公司
操作
序号
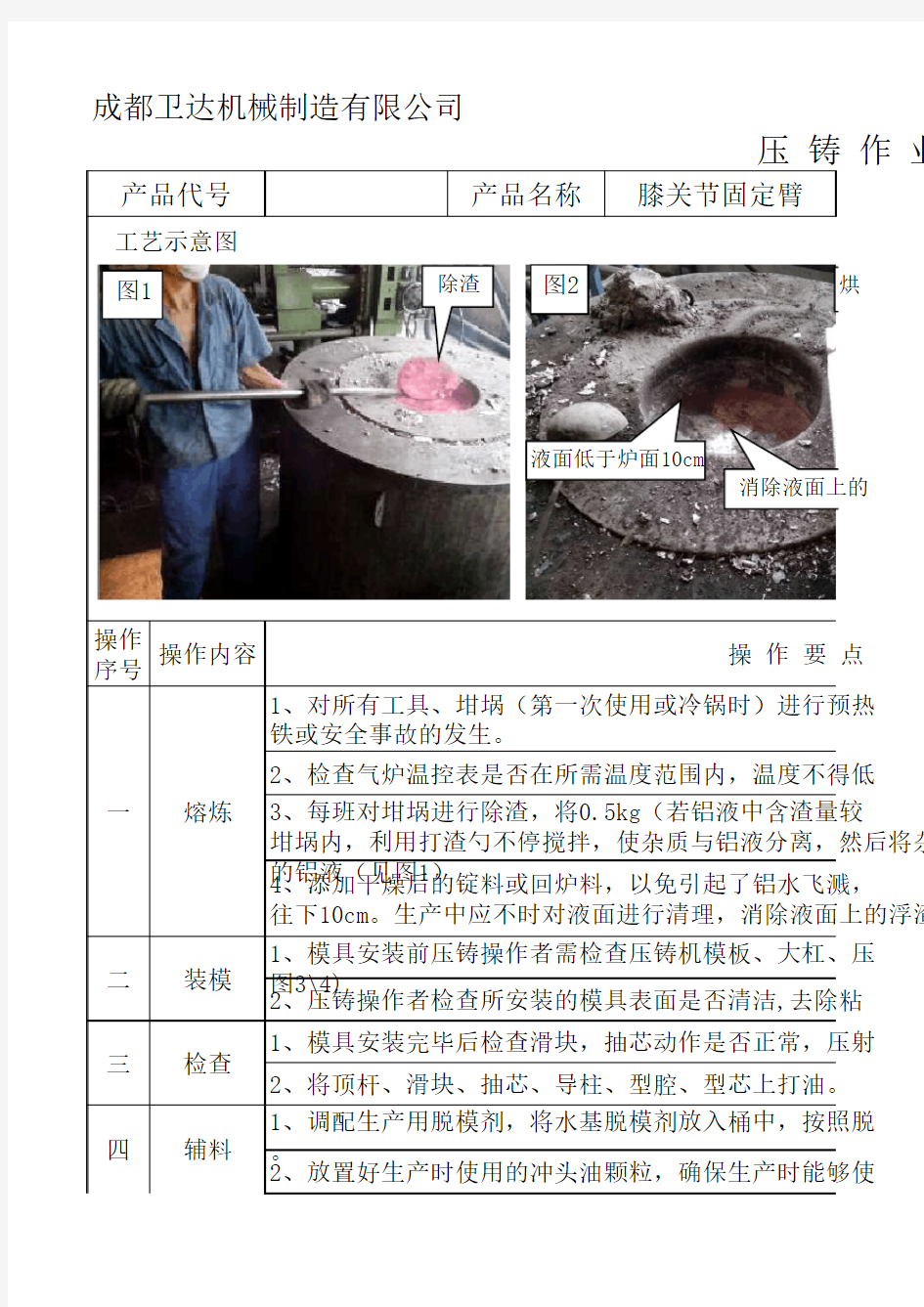
3、每班对坩埚进行除渣,将0.5kg(若铝液中含渣量较
坩埚内,利用打渣勺不停搅拌,使杂质与铝液分离,然后将杂的铝液(见图1)工艺示意图操作内容操 作 要 点
产品代号
产品名称
膝关节固定臂
三检查1、模具安装完毕后检查滑块,抽芯动作是否正常,压射2、将顶杆、滑块、抽芯、导柱、型腔、型芯上打油。4、添加干燥后的锭料或回炉料,以免引起了铝水飞溅,往下10cm。生产中应不时对液面进行清理,消除液面上的浮渣
二装模1、模具安装前压铸操作者需检查压铸机模板、大杠、压图3\4)
2、压铸操作者检查所安装的模具表面是否清洁,去除粘一熔炼
1、对所有工具、坩埚(第一次使用或冷锅时)进行预热铁或安全事故的发生。
2、检查气炉温控表是否在所需温度范围内,温度不得低
四
辅料
1、调配生产用脱模剂,将水基脱模剂放入桶中,按照脱。
2、放置好生产时使用的冲头油颗粒,确保生产时能够使
图2
图1
除渣
烘
消除液面上的
液面低于炉面10cm
五
成都卫达机械制造有限公司
操作
序号成都卫达机械制造有限公司
工艺参数
确认
1、操作者按要求设置工艺参数。
六
涂料
1、压首模产品时,为了防止卡模及产品包断型芯,需对
2、具体涂料部位
操作内容操 作 要 点
产品代号
产品名称
膝关节固定臂
八
预热
1、浇注铝液前,须用打渣勺将铝液表面的浮渣、氧化皮
2、冷模具需对模具进行预热工作,将模具型腔、型芯涂热模具
七
合模
1、确认机床、模具压射前准备工作已完毕,进行安全门
2、空合模、开模两至三次,操作抽芯、顶出、射出跟踪整,达到要求。
2、冷模低速压射生产件数至少10件,停机1小时以下须
5件,低速生产产品为不合格产品,予以报废,不能装入盛具框3、低速压射阶段操作者须涂好型腔油及使用手喷枪喷涂
九
压
射阶段
低速压射1、冷模生产时,须先进行低速压射过程,在机床控制面
工艺示意图
产品代号
产品名称
膝关节固定臂
图8
图9
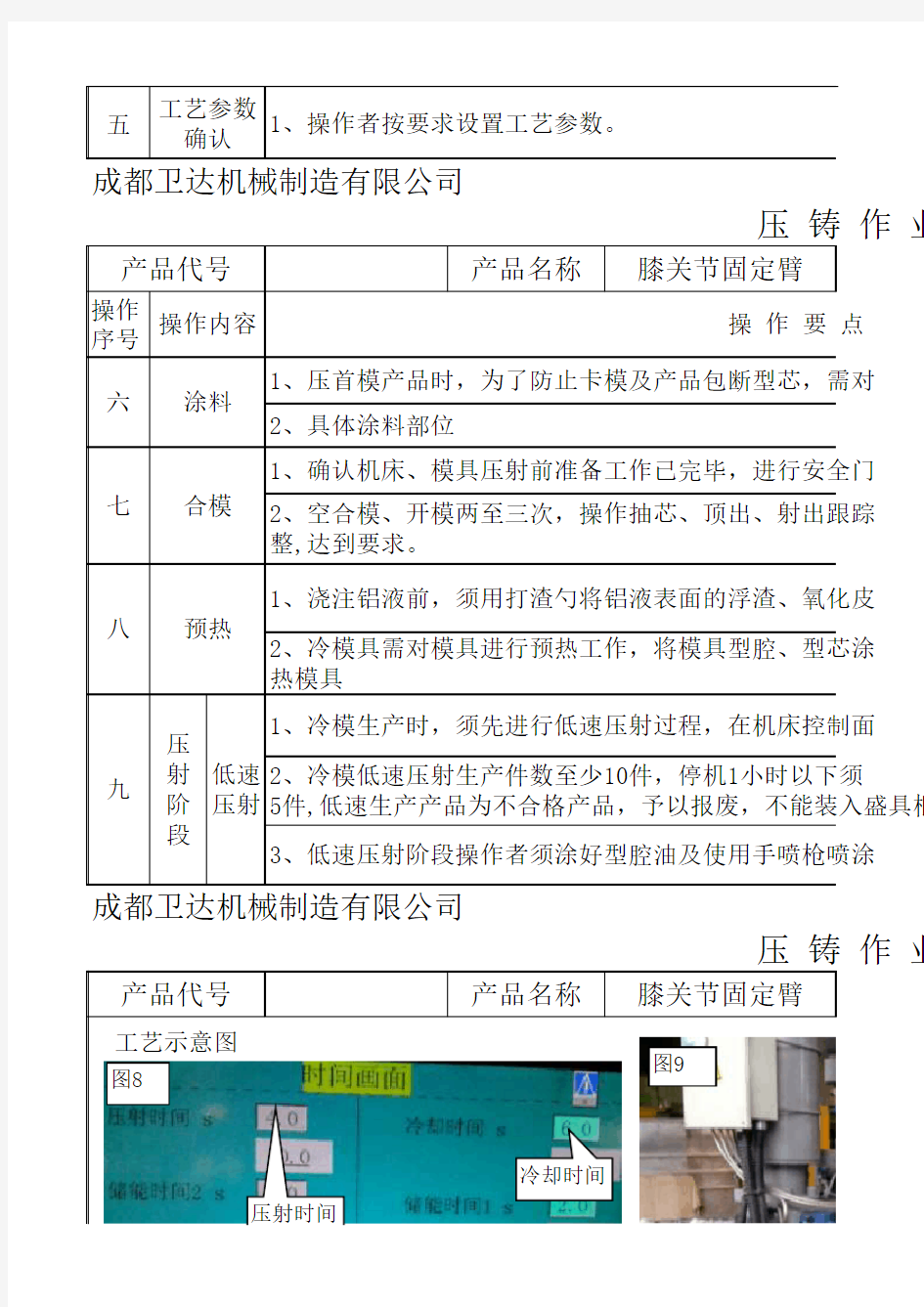
压射时间
冷却时间
操作
序号
成都卫达机械制造有限公司
操作
序号
2、设置好二快行程及速度圈数,根据产品成形情况可做操作内容操 作 要 点
3、二快阶段须生产5件以上,方可进入增压阶段。
4、二快阶段生产的产品为不合格品,予以报废,不能装增压
阶段1、根据产品成型情况,在增压阶段选择产品的压射行程
九
压射阶
段
高速压射1、当模具温度达到200度左右,完成低速压射后,进入二快设置好。
2、增压阶段生产的产品首件交检验进行判定,合格后方
十压射完毕
至开模
冷却阶段
1、一次压射完毕后,须进行持压冷却,以保证金属在压间为3-6秒。
2、从压射完毕到压铸模打开的时间,叫铸件在型中的停产生气泡,过长易粘模,开裂。见图8
操作内容操 作 要 点
产品代号
产品名称
膝关节固定臂
增压速度
压射时间
喷涂
取件喷涂
十二
成都卫达机械制造有限公司
十一
开模阶段
1、机床在开模时安全门自动打开,操作者应右手持取件左手操作手喷枪对准定模易拉伤及粘模部位进行人工喷涂,此
2、将定模喷涂后,此时将铸件顶出,手右手持夹子将铸离方向平取,不能敲打铸件表面。
3、取出铸件后,利用手喷枪对动模部分进行喷图,另外散。3、模具跑水、冲头跑水、无增压压力生产的产品均为不
合模
当喷涂完毕后,若模具无异常,可进行合模进入下一个十三产品自检
1、在合模压射过程中,操作者可进行自检、装框工作
2、操作者应对产品的外观如严重拉伤、变形、明显裂纹
伤,产品表面欠铸,花斑进行自检工作,每连续生产10件仔细工艺示意图
产品代号
P3500(Powers
)
产品名称
机匣
操作
序号
机床
故障
休息十五十六
审核:
操作内容操 作 要 点
十四
停
机模具故障
1、当模具出现一般性拉伤、粘模、跑水等情况,操作者
油石抛光,对模具表面飞皮用铲刀进行支除,严禁直接用鎯头2、对于严重的拉伤及粘模等模具故障,需要通知模修人当机床出现故障,应立即停机并及时通知机修人员进行下模
当模具出现问题或生产完毕需要下模时,应将末件一起模修人员或当班班长。
编制:
在休息时,应将模具合上,但不能合得太紧,并将模具
生产结束每班生产完后,应将机床及周边卫生打扫干净,做好6S 应注意的情况。
操作
时间///////
渣量较高,可适当增加除渣剂)除渣剂均匀放入液分离,然后将杂质舀出倒入推车中,并过滤出其中
打渣勺
除渣剂
要 点
使用工辅具
编 号
第1页
压铸机床
伊之密300T
,压射冲头无严重拉伤。
润滑油
油。
飞溅,注意铝水液面不能过高,应低于炉面顶部消除液面上的浮渣。(见图2)回炉料、铲子
杠、压室是否清洁,去除粘附的油污及铝销。(见铲刀、煤油
、绵砂、布
等
去除粘附的油污及铝销。
行预热,涂刷保护性涂料后烘干。以防止铝液增坩埚、工具
不得低于700℃。
/按照脱模剂比水约为1:100的比例加水进行调配涂料桶、脱模剂、冲头油颗
粒
能够使用,使用频次要求每模1次。
图3
压铸机安装板和大杠上清洁,无附作
/操作时间控制面板编号
第2页
,需对模具上易粘模处进行涂料。
毛刷、脱模
剂
/
要 点
使用工辅具压铸机床
伊之密300T
氧化皮打掉
打渣勺型芯涂上脱模油,利用铝液在慢压射状态下,预/
安全门检查,保证能正常使用。
/
/
出跟踪动作,确认模具正常,合模力已进行调以下须低速生产3件,停机2小时以上须低速生产,不能装入盛具框中。
枪喷涂。
编号
第3页
控制面板中设置
手喷枪
/
压铸机床
伊之密300T
图10
操作时间
3-6S
7-10S
操作
时间
况可做适当调节,见图9//
要 点
使用工辅具
。
不能装入盛具框中。射行程,压速大小。图10
/
/
,进入高速压射阶段(二快)将机床控制面板上
/
格后方可进入批量生产。
属在压力下凝固,获得致密的组织,一般冷却时
/
中的停留时间,停留时间短,产品易变形,表面
要 点
使用工辅具
编号
第4页
压铸机床
伊之密300T
5秒
3-6秒
3-5秒//
持取件夹子,待动模打开后,此时操作者应先用
进行人工喷涂,此过程大约5秒。图14
手喷枪/夹子子将铸件取出放至工作台上,取出时应按铸件脱
手喷枪/夹子,另外吹气时间可长一些,将水气喷掉,涂料吹手喷枪均为不合格品。
编号
第5页
下一个压射循环。/工作
/
显裂纹、顶杆痕迹高低、型芯有无短芯,明显拉连续生产10件仔细检查一次。图16
压铸机床
伊之密300T
操作时间
/
/////
批准:
要 点使用工辅具
操作者应主动停止生产,并对拉伤、粘模部位用
,严禁直接用鎯头,硬物击打模具表面。
油石、铲刀模修人员进行修理。
电磨工具
员进行处理,操作者严禁自行处理。件一起交给模修人员,把生产中的模具情况通知
/
/将模具冷却水关闭。
/做好6S工作,并写好交班书,告知下班操作人员/
编 号: 001 第1页 共5页
符合生产要
求
编号: 001
第2页 共5页
重点控制项
易卡模部
位,易断型
芯
安全门正常/
合模力达到
要求
预热温度不
低于100度
注意易卡模部
位,易断型芯
编号: 001
第3页 共5页
二快
选择
重点控制项
控制面板二
快选择
快速压力\速
度\行程
增压压力\速
度\行程
符合工艺要
求
编号: 001
第4页 共5页
重点控制项
编号: 001 第5页 共5页