目的:建立盐酸林可霉素胶囊的生产工艺规程。
范围:盐酸林可霉素胶囊的生产。
职责:生产管理部经理、质量管理部经理、车间主任、工艺员、班长、操作工、QA。规程:
1.品名、剂型与处方依据
1.1通用名称:盐酸林可霉素胶囊
汉语拼音: Yansuan Linkemeisu Jiaonang
英文名: Lincomycin Hydrochloride Capsules
1.2剂型:胶囊剂
1.3处方与处方依据项的说明
1.3.1处方(共制成165万粒)
盐酸林可霉素 200kg
硬脂酸镁2kg
1.3.2 处方依据项说明:
药品的生产批文:
批准时间:
质量标准编号:
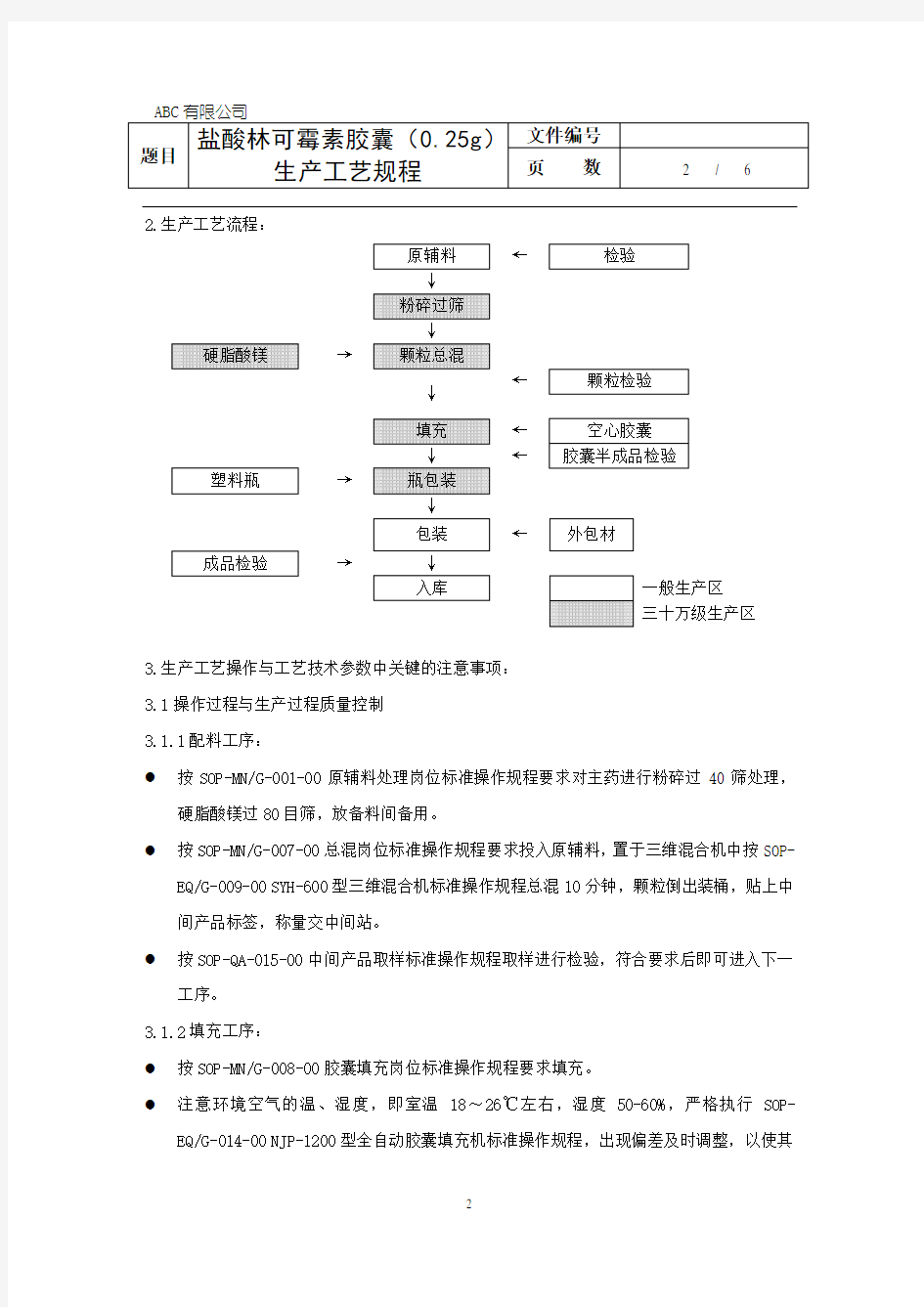
2.生产工艺流程:
←
↓
→
↓ ←
←
↓ ← →
←
→ ↓
一般生产区 三十万级生产区
3.生产工艺操作与工艺技术参数中关键的注意事项: 3.1操作过程与生产过程质量控制 3.1.1配料工序:
● 按SOP-MN/G-001-00原辅料处理岗位标准操作规程要求对主药进行粉碎过40筛处理,
硬脂酸镁过80目筛,放备料间备用。
● 按SOP-MN/G-007-00总混岗位标准操作规程要求投入原辅料,置于三维混合机中按SOP-
EQ/G-009-00 SYH-600型三维混合机标准操作规程总混10分钟,颗粒倒出装桶,贴上中间产品标签,称量交中间站。
● 按SOP-QA-015-00中间产品取样标准操作规程取样进行检验,符合要求后即可进入下一
工序。 3.1.2填充工序:
● 按SOP-MN/G-008-00胶囊填充岗位标准操作规程要求填充。
● 注意环境空气的温、湿度,即室温18~26℃左右,湿度50-60%,严格执行SOP-
EQ/G-014-00 NJP-1200型全自动胶囊填充机标准操作规程,出现偏差及时调整,以使其
保持在工艺规定的范围内。
●填充时要先进行试产,注意校正及调整天平仪,待装量及装量差异等符合规定后方可进
行正式生产,按SOP- EQ/G-020-00CYJ-150C型药品抛光机标准操作(维护保养)规程对合格产品抛光。
3.1.3瓶包装工序:
●操作过程应严格执行SOP-MN/G-013-00片剂、胶囊瓶包装岗位标准操作规程。
●操作前先用75%乙醇抹净工作台、用具及设备直接与药物接触部位。
●封口按SOP-EQ/G-019-00 PG-1-B平板式电磁感应铝箔封口机标准操作规程进行,注意
封口紧密,无空瓶或缺粒。
3.1.4包装工序:
●按SOP-MN/G-016-00固体制剂包装岗位标准操作规程进行包装,其间,执行
SOP-EQ-001-00 SP-200D日期/批号自动打印机标准操作(维护保养)规程;SOP-EQ-003-00 BS-N捆包机标准操作(维护保养)规程处理不同加工状态的产品。
●包装规格:
4.物料质量标准
4.1原辅料质量标准
4.2 内外包装材料内控质量标准
药品生产质量管理规范修订版
药品生产质量管理规范( 修订) ( 卫生部令第79号) 《药品生产质量管理规范( 修订) 》已于 10月19日经卫生部部务会议审议经过, 现予以发布, 自 3月1日起施行。 部长陈竺 二○一一年一月十七日 第一章总则 第一条为规范药品生产质量管理, 根据《中华人民共和国药品管理法》、《中华人民共和国药品管理法实施条例》, 制定本规范。 第二条企业应当建立药品质量管理体系。该体系应当涵盖影响药品质量的所有因素, 包括确保药品质量符合预定用途的有组织、有计划的全部活动。 第三条本规范作为质量管理体系的一部分, 是药品生产管理和质量控制的基本要求, 旨在最大限度地降低药品生产过程中污染、交叉污染以及混淆、差错等风险, 确保持续稳定地生产出符合预定用途和注册要求的药品。 第四条企业应当严格执行本规范, 坚持诚实守信, 禁止任何虚假、欺骗行为。 第二章质量管理 第一节原则
第五条企业应当建立符合药品质量管理要求的质量目标, 将药品注册的有关安全、有效和质量可控的所有要求, 系统地贯彻到药品生产、控制及产品放行、贮存、发运的全过程中, 确保所生产的药品符合预定用途和注册要求。 第六条企业高层管理人员应当确保实现既定的质量目标, 不同层次的人员以及供应商、经销商应当共同参与并承担各自的责任。 第七条企业应当配备足够的、符合要求的人员、厂房、设施和设备, 为实现质量目标提供必要的条件。 第二节质量保证第八条质量保证是质量管理体系的一部分。企业必须建立质量保证系统, 同时建立完整的文件体系, 以保证系统有效运行。 第九条质量保证系统应当确保: ( 一) 药品的设计与研发体现本规范的要求; ( 二) 生产管理和质量控制活动符合本规范的要求; ( 三) 管理职责明确; ( 四) 采购和使用的原辅料和包装材料正确无误; ( 五) 中间产品得到有效控制; ( 六) 确认、验证的实施; ( 七) 严格按照规程进行生产、检查、检验和复核; ( 八) 每批产品经质量受权人批准后方可放行; ( 九) 在贮存、发运和随后的各种操作过程中有保证药品质量的适当措施;
克林霉素的合成 工艺设计 设计题目:克林霉素的合成工艺设计(十二) 组员:徐文涛王严磊吕功勋彭峰彭颖张盟专业班级:制药10-2班 指导老师:姚日升、王淮老师
设计时间:2012.02.23-2012.03.08 克林霉素合成工艺说明书 0前言 0.1克林霉素简介 抗生素类药物。为林可霉素的衍生物,自1970年在我国上市。其用途主要用来对抗引起的各种感染性疾病。在应用中最常见的不良反应:过敏反应,注射局部刺激和肝功能异常,最严重的是伪膜性肠炎(PMC)。 其结构式为 通用名称:克林霉素 英文名称:Clindamycin 英文别名:Chlorodeoxylincomycin Hydrochloride、Cleocin、Clindamycin Hydrochloride 汉语拼音:Kelinmeisu Linsuanzhi Zhusheye 中文别名:林大霉素、氯洁霉素、氯林可霉素、氯林肯霉素、氯林霉素、盐酸克林霉素、盐酸氯洁霉素 CAS NO. 18323-44-9 EINECS 242-209-1 分子式 C18H33CLN2O5S 分子量 424.98
适应症1.本品适用于革兰氏阳性菌引起的下列各种感染性疾病:(1)扁桃体炎、 克林霉素氯化钠注射液 化脓性中耳炎、鼻窦炎等。(2)急性支气管炎、慢性支气管炎急性发作、肺炎、肺脓肿和支气管扩张合并感染等。(3)皮肤和软组织感染:疖、痈、脓肿、蜂窝组织炎、创伤和手术后感染等。(4)泌尿系统感染:急性尿道炎、急性肾盂肾炎、前列腺炎等。(5)其它:骨髓炎、败血症、腹膜炎和口腔感染等。2.本品适用于厌氧菌引起的各种感染性疾病:(1)脓胸、肺脓肿、厌氧菌引起的肺部感染。(2)皮肤和软组织感染、败血症。(3)腹内感染:腹膜炎、腹腔内脓肿。(4)女性盆腔及生殖器感染:子宫内膜炎、非淋球菌性输卵管及卵巢脓肿、盆腔蜂窝组织炎及妇科手术后感染等. 1 工艺概述 任务书中给定的合成路线是以林可霉素为起始原料,先后经过Vilsmeier 试剂合成和氯化/醇合成盐两步反应将林可霉素制成克林霉素,其反应方程式为: Vilsmeier 试剂合成 DMF+Cl 3C O C O O CCl 3 N + C Cl H +Cl 3C O C O O C OH Cl Cl 氯化/醇合成盐 N=C Cl H + + DMF 1,2-dichlorethane/BHT Et 首先DMF 和三光气反应合成Vilsmeier 试剂,然后将得到的Vilsmeier 试剂与林可霉素、1,2—二氯乙烷反应生成克林霉素,产率为90%。 2 工艺设计 其工艺流程框图如下:
胶囊制剂生产工艺规程 目的:编制规范化、标准化的工艺规程作为全面指导生产和控制质量的基准性技术文件。 范围:川贝末胶囊 责任:生产科长、质量总监、固体制剂车间主任、前处理提取车间主任。 内容: 一、产品名称:川贝末胶囊 二、产品概述: 1、产品性状和特点:本品为胶囊剂,内容物为类白色的粉末。 2、规格:每粒重0.5g。 3、功能与主治:清热润肺,化痰止咳。用于肺热燥咳,干咳少痰,阴虚劳嗽、咳痰带血。 4、用法与用量:口服,一次2,4粒,一日3次。 5、注意:不宜与乌头类药材同用。 6、贮藏:密封。 7、处方来源和依据:《卫生部药品标准》第五册。三、主配方: 原辅料名称 每万粒用量(g) 原辅料名称 每万粒用量(g) 川贝母 5000 最大限量: 36万粒/批 四、工艺流程
净制 胶囊填充 干燥 粉碎 过筛 外包装 总混合 内包装 五、操作过程与工艺条件: 1、净选: 生产前检查:操作间有清场合格证及准许生产证。设备、容器有“完好证”及“已清洁”状态标记,物料有物料卡及流转证,计量器具有周检合格证。 生产操作:拣选时要认真仔细的把混入药材中的杂质除去,将拣选好的药材置洁净的容器内, 并有QA监控员监控、填写记录。 2、清洗 生产前检查:操作间有清场合格证及准许生产证。设备、容器有“完好证”及“已清洁”状态 标记,物料有物料卡及流转证,计量器具有周检合格证。生产操作:将净选后的药材,按工艺要求置适宜的容器内,用足量的水清洗,并由QA监控员监控。 3、干燥 生产前检查:操作间有清场合格证及准许生产证。设备、容器有“完好证”及“已清洁”状态标记,物料有物料卡及流转证,计量器具有周检合格证。
维生素E软胶囊工艺规程 【目的】 建立维生素E软胶囊生产工艺规程,使产品生产规范化、标准化,保证生产的产品质量稳定、均一和有效。 【适用范围】 本规程适用于维生素E软胶囊生产的全过程。 【责任者】 生产部、质量部、固体车间对本标准的实施负责。 【内容】 1产品概况 1.1品名 1.1.1.中文名:维生素E软胶囊 1.1. 2.拼音名:Weishengsu E Ruanjiaonang 1.1.3.英文名:Vitamin E Soft Capsules 1.2.性状:本品内容物为淡黄色至黄色的油状液体 1.3.主要成份:维生素E(C31H52O3)。合成型(±)2,5,7,8-四甲基-2(4,8,12-三甲基十三烷基)-6-苯并二氢吡喃醇醋酸酯或dl-a-生育酚醋酸酯;天然型为(+)2,5,7,8-四甲基-2(4,8,12-三甲基十三烷基)-6-苯并二氢吡喃醇醋酸酯或d-a-生育酚醋酸酯。 1.4.适应症:1.用于未进食强化奶粉或有严重脂肪吸收不良母亲所生的新生儿、早产儿、低出生体重儿。 2.未成熟儿及低出生体重婴儿常规应用本品,可预防维生素E缺乏引起的溶血性贫血,并可减轻由于氧中毒所致的球后纤维组织形成(可致盲)及支气管-肺系统发育不良。但亦有人认为上述作用尚需进一步研究证实。 3.用于进行性肌营养不良的辅助治疗。 1.5.用法用量:口服:1.成人:(1)维生素E每日需要量:男性成人10mg(16.7U),女性成
人8mg(13U),孕妇10mg(16.7U),乳母11~12mg(18~20U)。上述剂量正常膳食中均可供给。(2)维生素E缺乏:治疗用量随缺乏程度而异。常用量:成人一次10~100mg,一日2~3次。2.儿童:(1)维生素E每日需要量:初生~3岁3~6mg(alpha-TE以下同,5~10U),4岁~10岁7mg(11.7U)。(2)维生素E缺乏:小儿每日1mg/kg,早产儿一日15~20mg。慢性胆汁郁积婴儿每日口服水溶。 1.6.贮藏:密封,防潮、遮光、低温。 1.7.有效期:暂定为二年。 1.8.规格:每丸重400mg。 1.9.批准文号: 1.10.包装规格:药用塑料瓶,每瓶100粒。 2处方及依据 2.1.处方: V E50g 大豆油100g 制成1000粒 2.2.处方依据:中华人民共和国药典2005年版第二部 本品每粒含合成型或天然型维生素E(C31H52O3)应为标示量的90.0%~110.0%。
制药有限公司 口服液生产工艺规程颁发单位:GMP办公室
工艺规程批准程序
目录 1. 剂型、规格 (3) 2. 生产工艺流程 (3) 3. 操作过程及工艺条件 (4) 4.质量控制要点 (6) 5.设备一览表、主要设备生产能力 (6) 6.工艺过程中的SOP (7) 7.中间产品的控制 (7) 8.验证工作要点 (7) 9.工艺卫生和环境卫生 (8) 10.劳动组织及岗位定员 (8)
一、制剂类型:非最终灭菌口服液生产,500ml 规格,洁净塑料瓶包装。 二、流程图: 口服液生产工艺流程图 注:加粗部分为主要控制点 三、操作过程及工艺条件
1 生产前的检查与确认 1.1是否还留有前批生产的产品或物料,是否已清洁并取得“清场合格证”。 1.2检查确认生产现场的机器设备和器具是否已清洁并准备完毕挂上“合格” 标示。 1.3所使用原辅料是否准备齐全。是否有质量检验报告单,合格品才能使用。 1.4 检查确认与生产品种相适应的批生产指令、配套文件及有关记录是否已准备齐全。 2 称量、配料 2.1原辅料或中间产品,除去外包装、经净化处理后,经缓冲区进入称量室。 对称量室内的案称、天平、量筒等计量器具进行校零。称量人核对原辅料、中间产品的品名、规格、批号、合格证等确认无误后记录、签名。 称量必须复核,复核人对品名、数量确认无误后记录、签名。配好的批量辅料、中间产品装入洁净密闭容器中,附上标志,注明品名、规格、批号、数量称量人、日期。 3 配制、过滤 3.1口服液的质量,采用纯水配制。称量好的原辅料、中间产品加入到500L 配液罐中,注根据不同产品的工艺要求进行配制,配制好的药液应作性状、PH、相对密度、定性、定量等质量检验。配制中添加的防腐剂、抑菌剂的品种和用量应当无害、不影响疗效,对质量标准规定的检验方法无干扰。 3.2要求选用适宜的滤材及过滤方法(经验证确认的方法),过滤后药液先经 含量、澄清度检查合格后打入灌装室。 4 灌装、旋盖、封口 4.1瓶子必须是不低于10万级净化环境生产,并经微生物检验合格的产品。 灌装前检查所用瓶子是否有检验合格证,包装是否完好、洁净。开机灌装初期应检查装量,调整至装量符合要求后,正式操作。配制好的药液应在当天灌装完毕。 4.2旋盖、封口时检查瓶盖的紧密度,质量符合要求后正式操作。操作过程 中随时检查装量和旋盖、封口质量,剔除不合格品。
第三章物料衡算 第一节概述 一、物料衡算的作用和任务 物料衡算是医药工艺设计的基础,根据所需要设计项目的年产量,通过对全过程或者单元操作的物料衡算计算,可以得到的单耗(生产1Kg产品所需要消耗的原料的Kg数)、副产品量以及输出过程中物料损耗量以及“三废”生成量等,使设计由定性转向定量。 在制药过程中经常遇到有关物料的各种数量和质量指标,如“量”(产量、流量、消耗量、排出量、投料量、损失量、循环量等);“度”(纯度、浓度、分离度等),“比”(配料比、循环比、固液比、气液比、回流比等);“率”(转化率、单程收率、产率、回收率、利用率等)等。这些量都与物料衡算有关,都影响到实际上的物料平衡。 因此,物料衡算是制药生产(及设计)的基本依据,是衡量制药生产(以及任何生产)经济效果的基础,对改进生产和指导设计具有重大意义。 二、物料衡算的类型 在医药生产中,我们按照物质的变化过程来分,可以将物料衡算分为两类: 一类是物理过程的物料衡算,即在生产系统中,物料没有发生化学反应的过程,它所发生的只是相态和浓度的变化,这类物理过程在医药工业中主要体现在混合过程和分离过程。如流体输送、吸附、结晶、过滤、干燥、粉碎、蒸馏、萃取等单元操作。 图3-1盐酸林可霉素结晶过程物料衡算 另一类是化学过程的物料衡算,即由于化学反应,原子与分子之间形成新的化学键,从而形成完全不同的新物质的过程。在进行计算时候,经常用到组分平衡和化学元素平衡,特别是当化学反应计量系数未知或很复杂以及只有参加反应的各物质的化学分析数据时,用元素平衡最方便,有时甚至只能用该方法才能解决(如非那西丁酰化反应见图3-2)。同时,在化学反应中,还涉及化学反应速率、转化率、产物收率等因素。
XX胶囊工艺规程 1引言: 制订本标准的目的是规范XX胶囊生产全过程,对生产一定数量的成品所需的起始原料和包装材料的数量,以及工艺、加工说明、注意事项进一步标准化。 2、依据: 《保健食品良好生产管理规范》 3、适用范围:本标准适用于海克胶囊生产的全过程。 4、责任:生产技术部、品质管理部以及工艺规程起草人员对本标准的实施负责。 5、程序: 5.1产品概述: 本品是以XX钙、维生素D3、XX、XX盐酸盐、淀粉、硬脂酸镁为主 要原料制成的保健食品,经动物功能试验证明,具有增加骨密度的保健功能。 【主要原料】XX钙、维生素D3、XX、XX盐酸盐、淀粉、硬脂酸镁 【功效成分/标志性成分及含量】每100g含:钙22g、维生素D3l90ug X X盐酸盐11g、XX盐酸盐盐酸盐27g 【保健功能】增加骨密度 【适宜人群】中老年人 【食用方法及食用量】每日2次,每次3粒 【规格】0.45g/粒 【保质期】24个月 【贮藏方法】室温,阴凉干燥处保存 5.2 配方 原辅料称量配料配比:以每批10万粒计 5.3 XX胶囊批号的划分原则:
固体制剂在成型或分装前使用同一台混合设备一次混合量所生产的均质产品 为一批。 XX 胶囊的批号确定原则为:使用二维运动混合机总混的一批料为一个 批号的产品。 5.4生产工艺流程和主要控制要点: 5.5 操作过程及工艺条件 5.5.1 生产工艺 5.5.1.1原辅料领料:称量岗位操作工依据《生产指令》,经小组负责人审核批准后 从库房领取原辅料。清洁脱去外包装,放置缓冲间,移至物料暂存间。 5.5.1.2物料预处理 5.5.1.2.1 生产前准备: 1) 检查工作场所:确认无前次生产遗留物,卫生清洁,温度、湿度等环境符 合要求。 2) 电子台秤:反应灵敏,回零、计量准确。 3) 复核原辅料:品名无误、批号(编号)与检验报告单一致,质量合格。 5.5.1.2.2 操作: 1) 按电子台秤操规程,准确秤量各物料重量。 2) 过筛:将原辅料分别按工艺要求细度过振荡筛,操作按《振荡筛操作规程》 操作,将上述物料过筛。 3)过筛好的物料应袋入双层塑料袋中,扎紧后转入周转桶内,挂物料卡,转称 量配料工序。 [80目 80目 检验(装量 差异) "检验(含 、量) X 钙、维生 素D3 XX 脂酸镁 外包 淀粉、硬 筛粉 80目 打印生产 成品 为10万级
盐酸林可霉素注射液 【药品名称】 通用名称:盐酸林可霉素注射液 英文名称:Lincomycin Hydrochloride Injection 汉语拼音:Yansuan Linkemeisu Zhusheye 【成份】盐酸林可霉素。化学名称:6-(1-甲基-反-4-丙基-L-2-吡咯烷甲酰氨基)-1-硫代-6,8-二脱氧-D-赤式- -D-半乳辛吡喃糖苷盐酸盐一水合物。 【适应症】: 用于猪、牛等母畜产前、产后细菌性疾病和支原体感染,如子宫内膜炎、阴道炎、支原体肺炎、链球菌病、传染性胸膜肺炎、乳腺炎、巴氏杆菌病、大肠杆菌病、沙门氏菌病等、临床具体 表现如下: 1、产后败血病(产褥热):体温急速升高,达40—41.5℃,精神沉郁、食欲减退或废绝,两耳、四肢发凉,行动迟缓或卧地不起,从阴道流恶臭的褐色液体,常发下痢。 2、母畜产后恶露不净、胎衣不下、子宫内膜炎、乳房炎(缺乳)、阴道炎、体质虚弱、长期不发情或屡配不孕等产科疾病,以及受邪风导致的感冒、发热症。 3、通过母猪注射用药过奶或仔猪直接用药防治:仔猪黄白痢,水肿病、断奶仔猪肠道综合症及风寒感冒。 4、传染性胸膜炎、败血性链球菌病、重症恶性呼吸道感染。 5、特别对青霉素类、头孢类、庆大霉素、泰乐菌素、泰妙菌素、磺胺药、氟苯尼考已经耐药的菌株使用本品依然有显著疗效。 【用法用量】: 肌内或静脉注射:一次量,每1kg体重0.15ml,一日一次,重症头天使用2次,连用2—3日,静脉注射用生理盐水稀释后缓慢注射。子宫灌注:用本品10ml溶于50—100ml生理盐水中灌注, 一日1一次,连用3日。 【通用名】盐酸林可霉素注射液 【主要成份】林可霉素、克林霉素、左氧沙星、牛磺酸、蜂胶内脂、胃蛋白肽等。 【适应症】用于猪、牛、母畜产前、产后细菌性疾病和支原体感染,如子宫内膜炎,阴道炎、 支原体肺炎、链球菌病、传染性胸膜肺炎、乳腺炎、巴氏杆菌病、大肠杆菌病、 沙门氏菌病等;对已经耐药的菌株依然有显著疗效。临床表现: 1.产后败血症(产褥热):体温急速升高,达40~41.5℃,精神沉郁、食欲减退或废 绝,两耳、四肢发凉,行动迟缓或卧地不起,从阴道流恶臭的褐色液体,常发下 痢。 2.母畜产后恶露不净、胎衣不下、子宫内膜炎、乳房炎(缺乳)、阴道炎、体质
1、产品概述 1.1产品名称:明胶空心硬胶囊。 1.2药品生产批准文号:国药准字F20020024号。 1.3性能:本品系由药用明胶加药用或食用要求的色素、防腐剂、遮光剂等赋形剂制作而成的呈圆筒状,由帽和体两节套合的质硬且具有弹性的空囊,具有不同颜色和锁口,囊体有光泽,色泽均匀,切口平整,无变形,无异臭,用于填充药物和保健食品。 1.4规格:00#、00# B型、0#、1#、2#、3#、4# 1.5品种:产品分为透明(两节均不含遮光剂)、不透明(两节均含遮光剂)、一节透明另一节不透明等三种。 1.6包装:内包装采用符合药用要求的防静电聚乙烯塑料袋包装材料,外包装采作瓦楞纸箱。 1.7运输:产品在运输过程中应防压、防晒、防潮、防热。不可与有毒物品或腐败变质物品混在一起装运。 1.8贮存:本产品必须密封,贮存在清洁、干燥、通风的仓库中,不得露天堆放,贮存条件为相对湿度35%~65%,温度为15~25℃。产品保质期为2年。 2、配方组成及组方原则 2.1配方组成 明胶1000克 胶囊囊壳角料适量 色素适量 球磨胶体钛白粉适量 十二烷基硫酸钠适量 防腐剂适量 水适量
2.2组方原则 2.2.1明胶应为药用或食用要求,可根据产品要求视明胶冻力、粘度等质量指标予以混配。 2.2.2胶囊囊壳角料视同原料明胶,原则上为原色泽配比且无污染的同质角料,在不影响产品质量情况下无限量要求,但不需另配其它赋形剂,如为无色全透明角料,则完全视同明胶添加所需赋形剂;如角料颜色赋形剂组成从属于所要配制的颜色,则添加赋形剂需计算后加入。 2.2.3色素是根据用户需求的颜色来决定添加色素的品种和数量。基本色素源有胭脂红、苋菜红、赤鲜红、柠檬黄、日落黄、亮兰、葡萄紫等,色素应符合食用要求,其添加量应不超过国家规定的相应品种的最高限量。 2.2.4钛白粉即为二氧化钛(TiO2),为遮光剂,应符合药用或食用要求,并达到规定晶型、细度和纯度质量标准,本配方组成中的钛白粉是经过一定工艺(球磨)加工处理后的一种混悬胶体。其添加量应不超过国家规定的最高限量。 2.2.5十二烷基硫酸钠为表面活性剂,有去污作用,应符合药用要求,其添加量应不超过国家规定的最高限量。 2.2.6防腐剂应符合药用或食用要求,其添加量应不超过国家规定的最高限量。 2.2.7水质应达到纯化水要求,本企业为二级反渗透所制得,其加入量是根据型号规格而定,一般情况下,00#产品使其胶液浓度达到26%±2,0#产品使其胶液浓度达到24%±2,1#产品使其胶液浓度达到22%±2,2#产品使其胶液浓度达到20%±2,3#产品使其胶液浓度达到19%±2,4#产品使其胶液浓度达到18%±2。另添加水量应根据不同厂家原料性质、烘干线特性作相应调整,使浓度偏离度较小且相对稳定,以方便醮胶前的调胶操作。 3、工艺流程及质量控制点
1 主题内容 本工艺规程规定了盐酸大观霉素、盐酸林可霉素可溶性粉生产全过程的工艺技术、质量、物耗、安全、工艺卫生等内容,经验证合格,符合GMP规范要求。本工艺规程具有技术法规作用。 2 适用范围 本工艺规程适用于盐酸大观霉素、盐酸林可霉素可溶性粉生产全过程,是各部门共同遵循的技术准则。 3 引用标准: 《中国兽药典》2005年版一部 4 职责 生产车间工艺员:负责本工艺规程的编写。 生产部、质量部经理:负责本工艺规程的审核。 总经理:负责对本工艺规程批准。 各级生产质量管理人员及操作人员:执行本工艺规程。 QA、生产质量管理人员:负责对本工艺规程执行情况进行监督管理。 5 正文 5.1 产品名称及剂型: 法定名称:盐酸大观霉素、盐酸林可霉素可溶性粉 汉语拼音名:Yansuan Daguangmeisu Yansuan Linkemeisu Kerongxingfen 英文名:Spectinomycin Hydrochloride and Lincomycin Hydrochloride Soluble Powder 剂型:本品为可溶性粉剂 5.2 产品概述: 5.2.1 性状:本品为白色或类白色粉末。 5.2.2 主要成分:盐酸大观霉素、盐酸林可霉素。 5.2.3 类别:抗原虫药。 5.2.4 规格:100g:大观霉素40g与林可霉素20g 5.2.5 包装规格:100g/袋×10袋/桶×6桶/件
5.2.6 贮藏:密闭,在干燥处保存。 5.4 处方及处方依据: 5.4.1 5.4.2 处方依据: 《中国药兽典》2005年版一部。 5.5 工艺流程图:工艺流程图见附图1 5.6 工艺条件及生产过程: 5.6.1 生产前准备: 各岗位生产前先检查清洁、清场情况,有清场合格证,生产所用设备、容器有清洁状态标志,有该品种的批生产指令及相应配套文件,生产所需物料准备齐全。然后检查水、电是否正常,空转设备看设备运行是否正常。配料岗位使用的计量器具与称量范围相适应,并在检定有效期内。5.6.2领料: 按要求领料,领入生产车间的原辅料、包材有合格检验报告书。领料人仔细核对其品名、批号、数量与领料单相符,质量符合要求,印刷性标示材料、使用说明书除了以上检查外,还须检查文字内容、色泽、大小尺寸与标准实样一致。操作人员在领料时,也须按上述要求仔细核对后方可领料。并履行相关交接手续。 5.6.3干燥(水分超标时进行)。 5.6.3.1 干燥前检查: 干燥岗位操作人员按规定程序进入干燥室后,检查干燥室是否有清场合格证,烘箱是否清洁并能正常运行;然后从物料暂存间领取待干燥的物料。 5.6.3.2检查完毕并符合要求后,将需要干燥的物料均匀摊布于烘盘上,每烘盘以1.5~2cm为宜,不宜过厚以免造成干燥困难或干燥不透。 5.6.3.3 物料摊布好以后将烘盘送入烘箱,自上而下排列,全部送入烘箱后关闭烘箱门,设定温度、时间进行干燥,干燥温度为65℃。干燥时间随原辅料湿度不同而变。 5.6.3.4 烘干后待温度降至室温后开始收料,将物料装入干净、干燥的盛装容器中,并贴上盛装单,标明品名、数量、批号等相关信息,计算物料平衡。完毕后转入下道工序。 5.6.3.4.5清场: 按《清洁、清场管理程序》对设备、操作间和器具进行清洁,清场完毕后由QA检查员检查并及时填写清场记录,检查合格后QA检查员发清场合格证正副本,正本贴于本批,副本贴于下一批。 5.6.4 筛粉 5.6.4.1 操作前检查:
2014 中药药剂学各剂型制备工艺流程汇总 一、一般散剂的制备 工艺流程:粉碎→过筛→混合→分剂量→质量检查→包装 (一)粉碎与过筛 内服:细粉 儿科、外用:最细粉 眼用:极细粉 二、特殊散剂的制备 1.含毒性药物的散剂 倍散:指在小剂量的毒性药物中添加一定比例量的辅料制成的稀释散。 -0.1g:10倍散 -0.01g:100倍散等量递增法混合 <0.001g:1000倍散 剂量上限×稀释倍数=1 2.含低共熔混合物的散剂
低共熔现象:两种或两种以上的药物混合时出现润湿或液化的现象。低共熔药物:薄荷脑+樟脑; 薄荷脑+冰片 樟脑+水杨酸苯酯 视药理作用变化,决定是否低共熔 药理作用增强或无变化——可低共熔 药理作用减弱——避免出现低共熔 3.含液体药物的散剂 4.眼用散剂 无菌、过200目的极细粉 极细粉:全部通过八号筛,并含能通过九号筛不少于95%的粉末 二、合剂的制备 1.工艺流程:浸提→纯化→浓缩→配液→分装→灭菌。
2.制备要点: 浸提:煎煮法、双提法(芳香挥发性成分)。 纯化:离心分离→水醇法→吸附澄清法。 方法及其参数的选择(如含醇量、澄清剂用量以及离心的转速等)应以不影响有效成分的含量为指标。 浓缩:每次服用量——10~20ml。 配液: 添加矫味剂、防腐剂,调节pH,加液体药料(酊剂、醑剂、流浸膏,应以细流缓缓加入药液中,随加随搅拌,使析出物细腻,分散均匀)。 灭菌: 小包装:流通蒸汽、煮沸(100℃,30min)大包装:热压 三、糖浆剂的制备★ 工艺流程:
二、煎膏剂的制备 工艺流程: 炼糖方法: 蔗糖+水+酒石酸—→加热溶解—→微沸熬炼—→滴水成珠,脆不粘牙,色泽金黄(糖转化率达到40%~50%) 酒剂的制备工艺流程 酊剂的制备工艺流程 二、分类和制备
《药品生产质量管理规范(2010年修订)》 发布 2011年02月12日发布 历经5年修订、两次公开征求意见的《药品生产质量管理规范(2010年修订)》(以下简称新版药品GMP)今天对外发布,将于2011年3月1日起施行。 《药品生产质量管理规范》(以下简称药品GMP)是药品生产和质量管理的基本准则。我国自1988年第一次颁布药品GMP至今已有20多年,其间经历1992年和1998年两次修订,截至2004年6月30日,实现了所有原料药和制剂均在符合药品GMP的条件下生产的目标。新版药品GMP共14章、313条,相对于1998年修订的药品GMP,篇幅大量增加。新版药品GMP吸收国际先进经验,结合我国国情,按照“软件硬件并重”的原则,贯彻质量风险管理和药品生产全过程管理的理念,更加注重科学性,强调指导性和可操作性,达到了与世界卫生组织药品GMP的一致性。 药品GMP的修订是药监部门贯彻落实科学发展观和医疗卫生体制改革要求,进一步关注民生、全力保障公众用药安全的又一重大举措,它的实施将进一步有利于从源头上把好药品质量安全关。1998年修订的药品GMP的实施,在提升我国药品质量、确保公众用药安全方面发挥了重要的作用,取得了良好的社会效益和经济效益。随着经济的发展和社会的进步,世界卫生组织及欧美等国家和地区药
品GMP的技术标准得到很大的提升,新的理念和要求不断更新和涌现,我国现行药品GMP需要与时俱进,以适应国际药品GMP发展趋势,也是药品安全自身的要求。 我国现有药品生产企业在整体上呈现多、小、散、低的格局,生产集中度较低,自主创新能力不足。实施新版药品GMP,是顺应国家战略性新兴产业发展和转变经济发展方式的要求。有利于促进医药行业资源向优势企业集中,淘汰落后生产力;有利于调整医药经济结构,以促进产业升级;有利于培育具有国际竞争力的企业,加快医药产品进入国际市场。 新版药品GMP修订的主要特点:一是加强了药品生产质量管理体系建设,大幅提高对企业质量管理软件方面的要求。细化了对构建实用、有效质量管理体系的要求,强化药品生产关键环节的控制和管理,以促进企业质量管理水平的提高。二是全面强化了从业人员的素质要求。增加了对从事药品生产质量管理人员素质要求的条款和内容,进一步明确职责。如,新版药品GMP明确药品生产企业的关键人员包括企业负责人、生产管理负责人、质量管理负责人、质量受权人等必须具有的资质和应履行的职责。三是细化了操作规程、生产记录等文件管理规定,增加了指导性和可操作性。四是进一步完善了药品安全保障措施。引入了质量风险管理的概念,在原辅料采购、生产工艺变更、操作中的偏差处理、发现问题的调查和纠正、上市后药品质量的监控等方面,增加了供应商审计、变更控制、纠正和预防措施、产品质量回顾分析等制新制度和措施,对各个环节可能出现的风险进行管理和控制,主动防范质量事故的发生。
盐酸林可霉素注射液说明书 【药品名称】 通用名:盐酸林可霉素注射液 英文名:Lincomycin Hydrochloride Injection 汉语拼音:Yansuan Linkemeisu Zhesheye 【成份】 本品的主要成分为盐酸林可霉素。 化学名称:6-(1-甲基-反-4-丙基-L-2-吡咯烷甲酰氨基)-1-硫代-6,8-二脱氧-D-赤式-α-D-半乳辛吡喃糖苷盐酸盐—水合物。 化学结构式: 分子式:C18H34N2O6S·HCl·H2O 分子量:461.02 Cas No:154-21-2 辅料:苯甲醇、注射用水。 【性状】本品为无色的澄明液体。 【适应症】 本品适用于敏感葡萄球菌属、链球菌属、肺炎链球菌及厌氧菌所致的呼吸道感染、皮肤软组织感染、女性生殖道感染和盆腔感染及腹腔感染等,后两种病种可根据情况单用本品或与其他抗菌药联合应用。此外有应用青霉素指征的患者,如患者对青霉素过敏或不宜用青霉素者本品可用作替代药物。 【规格】按C18H34N2O6S·HCl计算2ml:0.6g 【用法用量】 肌内注射:成人一日0.6~1.2g,小儿每日按体重10~20mg/kg,分次注射。静脉滴注:一般成人一次0.6g,每8小时或12小时1次,每0.6g溶于100~200ml输液中,滴注1~2小时。小儿每日按体重10~20mg/kg。需注意静脉滴注时每0.6g溶于不少于100ml的溶液中,滴注时间不少于1小时。婴儿小于4周者不用。 【不良反应】 1.胃肠道反应:恶心、呕吐、腹痛、腹泻等症状;严重者有腹绞痛、腹部压痛、严重腹泻(水样或脓血样),伴发热、异常口渴和疲乏(假膜性肠炎);腹泻、肠炎和假膜性肠炎可发生在用药初期,也可发生在停药后数周。 2.血液系统:偶可发生白细胞减少、中性粒细胞减低、中性粒细胞缺乏和血小板减少,再生障碍性贫血罕见。 3.过敏反应:可见皮疹、瘙痒等,偶见荨麻疹、血管神经性水肿和血清病反应等,罕有表皮脱落、大疱性皮炎、多形红斑和S-J综合征的报道。 4.偶有应用本品引起黄疸的报道。 5.快速滴注本品时可能发生低血压、心电图变化甚至心跳、呼吸停止。 6.静脉给药可引起血栓性静脉炎。 【禁忌症】 1.对林可霉素和克林霉素有过敏史的患者禁用。 2.本品含苯甲醇,禁止用于儿童肌肉注射。
XXXX药业有限公司GMP文件 文件名称XXXX胶囊生产工艺规程 起草人年月日文件编号 审核人年月日文件页码第1页,共42页批准人年月日颁发部门质量部 分发部门①质量部档案室②质量部③生产部④固体 生效日期年月日制剂车间⑤中药提取车间 1 制定目的 为药品生产各部门提供必须共同遵守的技术准则,以保证生产的药品批与批之间尽可能地与原设计吻合,保证每一药品在整个有效期内保持预定的质量。 2 适用范围 本规程适用于公司XXXX胶囊的生产和技术管理,是本品生产各部门必须共同遵守的技术准则,是组织与指导XXXXX胶囊生产的主要依据。 3 职责要求 本品生产各部门对实施本规程负责,QA人员、生产部经理负责监督检查,质量部经理负责抽查执行情况。 4 规程内容 4.1 生产处方 4.1.1 产品名称和产品代码 4.1.1.1产品名称:XXXX胶囊。 4.1.1.2 产品代码见下表: 包装规格产品代码包装规格产品代码 4.1.2 产品剂型、规格和批量 4.1.2.1 产品剂型:胶囊剂。 4.1.2.2 规格:每粒装0.Xg。 4.1.2.3 批量:XX万粒。 4.1.3 所用原辅料清单及用量折算计算方法
序号 原辅料名称 代码 处方量(g ) 批量用量(㎏) XXX XXX XXX XXX XXX XXX XXX XXX XXX XXX XXX XXX …… …… …… …… 制 成 1000粒 XXX 万粒 4.1.3.2 原辅料用量折算计算方法 4.1.3.2.1 根据《中国药典》的有关规定,中药胶囊剂的生产均应以中药饮片投料,标准处方中的投料量均为中药饮片的投料量; 4.1.3.2.2 若购进的为原药材,则需加工成中药饮片,投料量以中药饮片计算。 4.1.4 处方依据 国家食品药品监督管理局标准XXX 。 4.2 生产工艺流程: XXX XXX 混合 配料 制 基 质 压 制 一次干燥 化 胶 一次洗丸 拣 丸 75%乙醇 二次干燥 二次洗丸 铝 塑 95%乙醇 内包材料
1 目的 建立****制剂工艺规程,保证工艺控制和工艺步骤严格的按规定执行。 2 范围 适用于****-的生产过程和中间控制。 3 职责 生产管理部、技术管理部、质量管理部对本规程的实施负责。 4制定依据 药品生产质量管理规范(****年修订); 中国药典(*****年修订); (标准的名称、编号、以再注册上为准); ***制剂工艺验证报告(编号:**)。 5 程序 5.1 产品名称、剂型、规格 产品名称:***** 汉语拼音: 产品代码: 剂型:以再注册上为准 规格:以再注册上为准 有效期:以注册证或补充批件为准 性状:以最新质量标准描述一致。 药品批准文号: 批代表量:**万片。
5.2 处方 5.3 产品的法定质量标准和内控标准 5.3.1 原辅料、中间产品、待包装产品质量标准
5.3.1.1 原料质量标准: ***质量标准见: 5.3.1.2 辅料质量标准: ****质量标准见: 5.3.1.3中间产品质量标准:(如有) 5.3.1.4待包装产品质量标准见: 5.4工艺流程图及环境区域划分。5.4.1工艺流程图 5.4.2、环境区域划分
5.5操作过程及工艺条件 5.5.1工序名称 5.5.1.1操作前准备(如清洗、组装、校准等)所采用的方法或相应操作规程编号。 5.5.1.2本工序所需物料的计算公式; 5.5.1.3具体操作步骤及工艺参数(如物料的核对、加入物料的顺序、煎煮时间、温度等); 5.5.1.4本工序中间产品的抽验要求(需注明抽验人、抽验数量、控制方法、中间体标准等); 5.5.1.5本工序所产中间产品的存储要求(注明盛装容器材质、容积、清洁要求、状态标志要求、封口要求、堆码高度、存放地点、存放条件、存放时间)。 5.5.1.6物料平衡计算公式、平衡率范围。 5.5.1.7清场:注明清场顺序、清场的状态、标识、清场记录,设备清场标准见**清洁操作规程。 5.5.1.8记录的交接,注明完整记录必须包含的内容、记录移交时间、移交去处。 5.5.1.9本工艺涉及文件及其使用范围。 5.5.1.10本工序关键控制点:
目的:制订诺氟沙星胶囊生产工艺规程,以提供生产车间组织生产和进行生产操作的依据。 适用围:诺氟沙星胶囊的生产。 责任:生产车间按该工艺规程组织生产和按该规程编制标准操作程序,生产部、质管部负责监督该规程的实施。 容: 目录 1.品名 2.剂型 3.产品概述 4.处方 5.生产工艺流程 6.生产工艺操作要求及工艺技术参数 7.生产过程的质量控制 8.物料、中间产品、成品的质量标准 9.成品容器、包装材料要求,贮存条件 10.标签、使用说明书的容 11.设备一览表及主要设备生产能力(包括仪表) 12.技术安全、工艺卫生及劳动保护 13.物料消耗定额 14.物料平衡计算公式 15.技术经济指标及其计算方法 16.劳动组织与岗位定员 17.操作工时与生产周期 18. 附录
1.品名 通用名称:诺氟沙星胶囊 汉语拼音:Nuofushaxing Jiaonang 英文名称:Norfloxacin Capsules 2.剂型 硬胶囊剂。 3.产品概述 本品为抗菌药;规格为0.1g,于1988年正式批准在我厂生产,批准文号为&卫药准字(1996)第&&&&&号。 本品为抗菌药原料类白色至淡黄色结晶性粉末;无臭,味微苦;在空气中能吸收水分,遇光色渐变深;生产过程注意防潮及避光。 4.处方 以原料含量为99.5%计算,生产19.9万粒的生产处方是(单位:kg): 原料:诺氟沙星20.0 加辅料:淀粉22.4 微晶纤维素10.0 粘合剂:15%预胶化淀粉浆24.8 外加辅料:羧甲淀粉钠 1.68 硬脂酸镁0.32 5.生产工艺流程 用示意图描述如下:
6.生产工艺要求及工艺技术参数 6.1原辅料过筛 6.1.1原料粉碎过140目筛,过筛后外观检查无异物。 6.1.2加辅料淀粉、微晶纤维素过100目筛,外加辅料羧甲淀粉钠过100目筛,硬脂酸镁过60目筛,外观检查无异物。 6.2加辅料与原料的混合:用高速混合制粒机混合,混合时间为180秒。 6.3加入粘合剂的混合要求:加入粘合剂后,混合制粒60秒。 6.4制粒:粒度应细小均匀,外观检查无异物。 6.5干燥 6.5.1采用GFG-500高效沸腾干燥机干燥。 6.5.2干燥过程最高温度不能超过55℃。 6.5.3颗粒水分须低于9.0%。 6.6整粒 6.6.1用快速整粒机整粒,20目筛。 6.6.2整粒过程,操作间相对湿度必须低于60%。 6.7总混 6.7.1采用三维混合机混合,总混时间为20分钟。 6.7.2总混过程,操作间相对湿度不能低于60%。 6.8填充 6.8.1采用全自动胶囊填充机填充。 6.8.2填充过程,必须控制操作间相对湿度保持在60%以下。 6.8.3用2#蓝白胶囊填充。 6.9铝塑包装 6.9.1操作间相对湿度必须低于60%。
目的:制订盐酸雷尼替丁胶囊生产工艺规程,以提供生产车间组织生产和进行生产操作的依据。 适用范围:盐酸雷尼替丁胶囊的生产。 责任:生产车间按该工艺规程组织生产和按该规程编制标准操作程序,生产部、质管部负责监督该规程的实施。 内容: 目录 1.品名 2.剂型 3.产品概述 4.处方 5.生产工艺流程 6.生产工艺操作要求及工艺技术参数 7.生产过程的质量控制 8.物料、中间产品、成品的质量标准 9.成品容器、包装材料要求,贮存条件 10.标签、使用说明书的内容 11.设备一览表及主要设备生产能力(包括仪表) 12.技术安全、工艺卫生及劳动保护 13.物料消耗定额 14.物料平衡计算公式及其正常范围值 15.技术经济指标及其计算方法 16.劳动组织与岗位定员 17.操作工时与生产周期 18.附录
1.品名 通用名称:盐酸雷尼替丁胶囊 汉语拼音:Yansuan Leinitiding Jiaonang 英文名称:Ranitidine Hydrochloride Capsules 2.剂型 硬胶囊剂。 3.产品概述 盐酸雷尼替丁胶囊的规格为0.15g,于1985年正式批准在我厂生产,批准文号为&卫药准字(1996)第****号。 受体阻滞药,主要用于治疗十二指肠溃疡、良性胃溃疡、术后溃疡、本品为组胺H 2 反流性食管炎等。 本品原料极易潮解,所以严格控制生产环境的湿度是生产过程质量控制的一个重点。 4.处方 以原料含量为98.0%计算,生产29.27万粒的生产处方是(单位:kg): 原辅料名称规格用量备注 盐酸雷尼替丁97—103% 50.0 原料 滑石粉药用17.0 内加辅料 磷酸氢钙药用19.0 内加辅料 75%酒精药用7.0 润湿剂 二氧化硅药用0.925 外加润滑剂 5.生产工艺流程
附件1 药品委托生产质量协议指南(2020年版) 一、目的和范围 为规范药品委托生产,确保药品质量安全,指导、监督药品上市许可持有人(以下简称持有人)和受托药品生产企业(以下简称受托方)履行药品质量保证义务,通过签订药品委托生产质量协议(以下简称质量协议)落实药品管理法律法规及药品生产质量管理规范规定的各项质量责任,保证药品生产全过程持续符合法定要求,特制定本指南。 本指南适用于持有人和受托方签订质量协议。 二、法律法规依据 《中华人民共和国药品管理法》 《中华人民共和国疫苗管理法》 《中华人民共和国药品管理法实施条例》 《药品注册管理办法》 《药品生产监督管理办法》 《药品生产质量管理规范》 其他药品相关法律、法规、规章、技术规范和标准 三、工作要求 (一)基本要求 质量协议双方应当遵守药品管理的法律法规和技术规范要 —1 —
求,履行《药品生产质量管理规范》(以下简称GMP)规定的相关权利和义务,以及质量协议的各项规定,并各自依法承担相应的法律责任。 质量协议应当详细规定持有人和受托方的各项质量责任,并规定持有人依法对药品生产全过程中药品的安全性、有效性、质量可控性负责。 双方应当建立有效的沟通机制,在质量协议中确定技术质量直接联系人,及时就质量协议执行过程中遇到的问题进行沟通。当变更控制、偏差、检验结果超标/检验结果超趋势、质量投诉等方面工作出现争议时,双方应当及时开展沟通协调,确保在合法依规、风险可控的范围内妥善解决,沟通结果应当以书面的形式进行记录,并经双方签字确认后保存。 质量协议的起草应当由持有人和受托方的质量管理部门及相关部门共同参与,其技术性条款应当由具有制药技术、检验专业知识和熟悉GMP的主管人员拟订。 质量协议应当在双方协商一致的前提下,由双方的法定代表人或者企业负责人(企业负责人可以委托质量负责人)签署后生效。 (二)持有人要求 持有人依法对药品研制、生产、经营、使用全过程中药品的安全性、有效性、质量可控性负责,不得通过质量协议将法定只能由持有人履行的义务和责任委托给受托方承担。 质量协议签订前,持有人应当对受托方的生产条件、技术水平和—2 —
目的:建立盐酸林可霉素胶囊的生产工艺规程。 范围:盐酸林可霉素胶囊的生产。 职责:生产管理部经理、质量管理部经理、车间主任、工艺员、班长、操作工、QA。规程: 1.品名、剂型与处方依据 1.1通用名称:盐酸林可霉素胶囊 汉语拼音: Yansuan Linkemeisu Jiaonang 英文名: Lincomycin Hydrochloride Capsules 1.2剂型:胶囊剂 1.3处方与处方依据项的说明 1.3.1处方(共制成165万粒) 盐酸林可霉素 200kg 硬脂酸镁2kg 1.3.2 处方依据项说明: 药品的生产批文: 批准时间: 质量标准编号:
2.生产工艺流程: ← ↓ → ↓ ← ← ↓ ← → ← → ↓ 一般生产区 三十万级生产区 3.生产工艺操作与工艺技术参数中关键的注意事项: 3.1操作过程与生产过程质量控制 3.1.1配料工序: ● 按SOP-MN/G-001-00原辅料处理岗位标准操作规程要求对主药进行粉碎过40筛处理, 硬脂酸镁过80目筛,放备料间备用。 ● 按SOP-MN/G-007-00总混岗位标准操作规程要求投入原辅料,置于三维混合机中按SOP- EQ/G-009-00 SYH-600型三维混合机标准操作规程总混10分钟,颗粒倒出装桶,贴上中间产品标签,称量交中间站。 ● 按SOP-QA-015-00中间产品取样标准操作规程取样进行检验,符合要求后即可进入下一 工序。 3.1.2填充工序: ● 按SOP-MN/G-008-00胶囊填充岗位标准操作规程要求填充。 ● 注意环境空气的温、湿度,即室温18~26℃左右,湿度50-60%,严格执行SOP- EQ/G-014-00 NJP-1200型全自动胶囊填充机标准操作规程,出现偏差及时调整,以使其