
第1章绪论
近几年来,我国模具技术有了很大发展,模具设计与制造水平有了较大提高,大型、精密、复杂高效和长寿命模具的需求量大幅度增加,模具质量、模具寿命明显提高,模具交货期较前缩短,模具C A D/C A M技术也得到了相当广泛的应用。
1.1国内模具的现状和发展趋势
1.1.1国内模具的现状
冲压技术广泛应用于航空、汽车、电机、家电和通信等行业零部件的成形。由于冲压工艺具有生产率高,能成形复杂零件,适合大批量生产等优点,在某些领域已经取代机械加工,并正逐步扩大其应用范围。据国际生产技术协会预测到本世纪中,机械零部件中60%的粗加工,80%的精加工要由模具来完成。因此冲压技术对发展生产、增加效益、更新产品等方面具有重要作用。
经调查,全国模具行业从业人员的岗位分布情况大致如下:从事模具设计,模具工艺过程实施,产品质量检验和监督工作的人员占总数的42%;其次是具体生产设备的操作,模具的制造、调试和维修,从事这类工作的是智能型操作人员,占总数的26%;三是从事生产组织,技术指导和技术管理工作的人员,占总数的14%;四是从事模具营销工作和售后技术服务的人员,占总数的9%;五是个体、行政管理人员,占总数的9%。
从20世纪80年代初开始,工业发达国家的模具工业,已从机床工业中分离出来,并发展成为一个独立的工业部门,而且其产值已超过机床工业的产值。改革开放以来,中国的模具工业发展十分迅速;近年来,一直以每年15%左右的增长速度快速发展。目前,中国约有17000多个模具制造厂点,从业人数60多万;2001年中国模具工业总产值达320亿元人民币,中国模具工业的技术水平取得了长足的进步。国民经济的高速发展对模具工业提出了越来
第2章支架冲压弯曲工艺的分析
2.1工件工艺分析
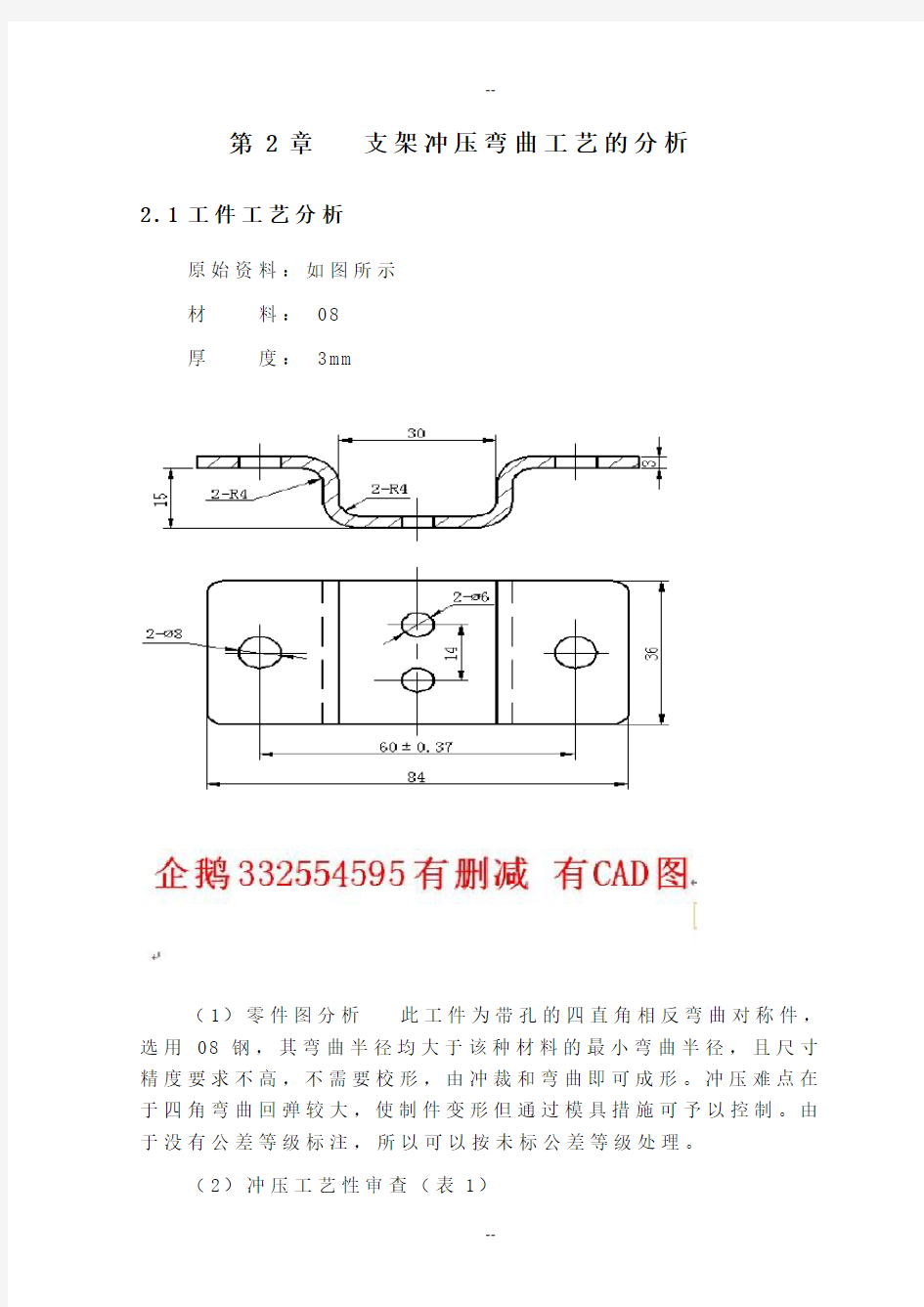
原始资料:如图所示
材料:08
厚度:3m m
(1)零件图分析此工件为带孔的四直角相反弯曲对称件,选用08钢,其弯曲半径均大于该种材料的最小弯曲半径,且尺寸精度要求不高,不需要校形,由冲裁和弯曲即可成形。冲压难点在于四角弯曲回弹较大,使制件变形但通过模具措施可予以控制。由于没有公差等级标注,所以可以按未标公差等级处理。
(2)冲压工艺性审查(表1)
冲裁工艺性
弯曲工艺性
为保证600.37,
应弯曲后冲2-φ8
孔
(3)冲压经济性和先进性分析
冲压是该件最好的加工方法。但由于批量不是很大,模具应力求结构简单易制,故不采用复杂的组合工序。
2.2制件的工艺计算和工艺方案
2.2.1工艺方案的确定
根据制件的工艺分析,知道制件是带孔的四直角相反弯曲对称件。冲压该零件所需的基本工序为落料弯曲和冲孔。其弯曲工艺方案有如图2-1所示的三种。这里采用第三种一次弯曲成形。
图2-1
因此,冲压该工件的工艺方案可能有以下几种。
方案一:落料与冲两个φ6孔复合,弯曲外部两角并使中间两角预弯45?,弯曲中间两角,冲两个φ8孔。
方案二:落料与冲两个φ6孔复合(同方案一),弯曲外部两角,压弯中间两角,冲两个φ8孔。
方案三:落料与冲两个φ6孔复合(同方案一),压弯四个角,冲两个φ8孔。
方案四:全部工序采用带料级进冲压。
比较上述各方案可以看出:
方案一的优点是:模具结构简单、寿命长、制造周期短、投产快;零件的回弹容易控制、尺寸和形状准确、表面质量高。缺点是:工序分散,需用模具、压力机和操作人员较多,劳动量较大。
方案二与方案一相比,零件的回弹难以控制,尺寸和形状不精
确,且同样存在工序分散,劳动量大,占用设备多的缺点。
方案三的工序比较集中,占用设备和人员少,但模具寿命低,零件表面有划伤,厚度有变薄,回弹不易控制,尺寸和形状不够正确。
方案四的特点是采用工序高度集中的连续模完成方案一中分散的各工序。其生产率很高,但模具结构复杂,安装、调试、维修比较困难,制造周期长。
考虑到零件的精度要求较高,生产批量不大,故采用第一种方案。
2.2.2计算毛坯尺寸
工件的弯曲半径r>0.5t,故坯料展开长度公式为
L=l
1+l
2
+l
3
+l
4
+l
5
+π/2×(r
1
+r
2
+r
3
+r
4
)+π/2×(x
1
+x
2
+x
3
+x
4
)
t
查手册表 3.4.1,当r/t=1.3时,x=0.34,则坯料展开长度为L=2×(20+4+11)+π/2×4×4+π/2×0.34×4×3=126.64m m 2.2.3确定各工序模具种类及形式
所选用的冲模有:落料弯曲复合模,冲孔模。其结构形式如图2-2所示。
2.3工序设计与工艺计算
弯曲件毛坯宽度为36m m,展开长度为126.64m m,考虑到操作方便,排样采用单排。取其搭边数值:条料两边a=2.8m m,进距方向a
1
=2.5m m,于是有
进距h=D+a
1
=36+2.5=38.5m m
条料宽度b=L+2a=126.64+2×2.8=132.24m m
板料规格拟选用3m m×600m m×2000m m(钢板)
若用纵裁:裁板条数n
1
=B/b=600/132.24=4条余71m m
每条个数n
2=A-a
1
/h=2000-2.5/38.5=51条余
34m m
每板总个数n=n
1×n
2
=204
材料利用率η=n B L/A B×100%
=204×36×126.64/2000×600×100%=77.5%
若用横裁:裁板条数n
1
=A/b=2000/132.24=15条余16m m
每条个数n
2=B-a
1
/h=600-2.5/38.5=15个余20m m
每板总个数n=n
1×n
2
=225
材料利用率η=n B L/A B×100%
=225×36×126.64/20×600=85.4%由此可见,横裁有较高的材料利用率,采用横裁。
2.4压力、压力中心计算及压力机的选用
因为本制件是轴对称零件,所以不用计算压力中心。
2.4.1冲两个φ6孔及落料工序
1.冲裁力
F=1.3L tτ≈L tσ
b
式中σ
b
—被冲材料抗拉强度(M P a),L—冲裁件剪切周边长度
(m m),
t—冲裁件材料厚度(m m)。
查手册﹝1﹞表8—7得08钢的σ
b
=380M P a,则有
落料力F
1=1.3L tτ≈L tσ
b
=(36+126.64)
×2×3×380=370K N
冲孔力F
2=1.3L tτ≈L tσ
b
=π×6×2×3×380=43K N
2.落料时的卸料力
F
卸=K
卸
P
1
查表2-15,取K
卸
=0.03,故
F
3
=0.03×370=11.1K N
F?
3
=0.03×43=1.29K N
3.推件力
P
t =n K
t
P
K
t —推件力系数,由手册查得K
t
=0.045
n—同时卡在凹模的工件(或废料)数,其中
n=h/t,t=3m m。
h—凹模刃部直壁洞口高度(m m),
t—料厚(m m)
查《冲模设计应用实例》选择图2—17b的凹模刃口形式,可取h=6m m,故n=2,则
P1=2×0.045×370=33.3K N
P2=2×0.045×43=3.87K N
选择冲床时的总的冲压力为
P总=F1+F2+F3+F?3+P1+P2
=370+43+11.1+1.29+33.3+3.87
=462.56K N
为安全起见,防止设备的超载,可按公称压力F≥(1.6—1.8)F总的原则选压力机。选公称压力为630K N的压力机。
2.4.2弯曲工序
四个部位的
经过校核所选公差是合适的。
3.1.3弯曲部分尺寸计算
凸模的圆角半径与零件的弯曲半径相同,R
凸
=4m m
凹模的圆角半径由三表3-7查得,R
凹
=(2—6)t=6—18m m,这里取10m m。
凸、凹模单面间隙值Z/2=0.9t=2.7m m
对于工件尺寸840-0.87φ取弯曲凸模、凹模的制造公差I T7和
I T8级精度,查手册得δ
凸=0.035m m,δ
凹
=0.054m m
按式(3-9)得B凹=(B-0.75△)0+δ凹=83.340+0.054m m
B凸=(B凹-Z/2)-δ凸0=86.050-0.035m m
3.2 模具主要零件及结构设计
由前面分析采用三副模具来完成本工件的制造。
3.2.1冲孔落料复合模的结构设计
3.2.1.1落料凹模
凹模的刃口形式采用文献1图2-17b所示的刃口形式,凹模的外形尺寸按手册1中式(2-25)和式(2-26):
凹模厚度H=k b=0.24×126.64=30m m
凹模壁厚c=1.5H=45m m(取26-40m m)这里取40m m
查手册选标准凹模尺寸250×160×20
结构和尺寸标注如图所示
3.2.1.2冲孔凸模
根据所要冲的孔的尺寸设计凸模的结构形式.如下图所示:
凸模的固定形式为直接连接型式.借助于螺钉,销钉和止口紧回定位,简单可靠,承裁能力强,更换凸模方便.固定开式如下图所示:
3.2.1.3凸凹模
凸凹模的结构简图如图所示,按式(2-27)得凸凹模的最小壁厚m=1.5t=4.5m m,而实际最小壁厚为8m m,故符合强度要求。凸凹模的外刃口尺寸按凹模尺寸配制,并保证双面间隙0.34-0.39,凸凹模上两孔中心距14m m的公差,应比零件图所标精度高3-4级,即定
为14 0.15m m。
3.2.1.4模柄
模柄的作用是固定上模座于压力机滑块上时使模具的压力中心与压力机的压力中心保证一致,所以,模柄的长度不得大于压力机滑块里模柄的孔的深度,模柄直径应与模柄孔一致.
根据模具的总体特点,选用凸缘式模柄,此模柄用螺钉,销钉与上模座紧固在一起,如下图所示:
3.2.1.5凸模固定板
由于凸模的尺寸形状已定,根据凸模的形状来定凸模固定板的形状尺寸,为使凸模或凹模固定牢固靠并有良好的垂直度,固定
板必须有足够的厚度,根据凸模的的形状定固定板的厚度为20m m.其结构设计如下图所示:
54
A A
A
A
A
A A-A
40
902-?8
30
128
3.2.1.6导柱、导套
对于生产批量大、要求模具寿命高的模具,一般采用导柱、导套来保证上、下模的导向精度。导柱、导套在模具中主要起导向作用。导柱与导套之间采用间隙配合。根据冲压工序性质、冲压的精度及材料厚度等的不同,其配合间隙也稍微不同。因为本制件的厚度为3m m ,所以采用H 7/f 7。 3.2.1.7 其他零件
本模具采用螺钉固定,销钉定位。
紧固螺钉标记:35钢M 1038 G B 70—85 限位螺钉标记:35钢M 1240 G B 68—76 定位销钉标记:35钢φ420 G B 119—86 顶出螺钉标记:35钢φ14
40 G B 119—86
定位销和挡料销的选用.根据所设计的顶块和反侧压块的尺寸,定位销和挡料销均选用直径为4m m 的.尺寸如下图所示: