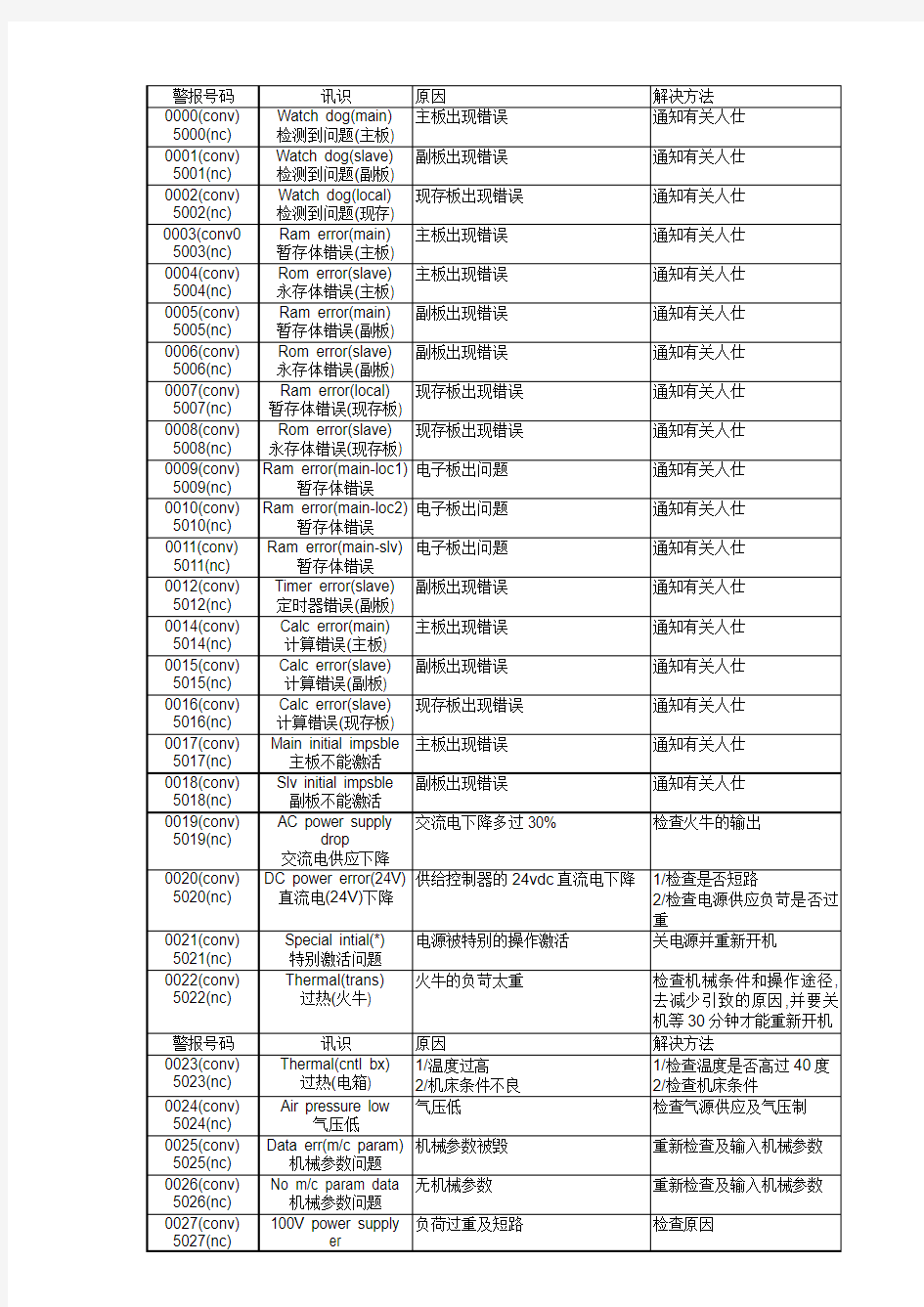
警报号码讯识原因解决方法
0000(conv) 5000(nc) Watch dog(main)
检测到问题(主板)
主板出现错误通知有关人仕
0001(conv) 5001(nc) Watch dog(slave)
检测到问题(副板)
副板出现错误通知有关人仕
0002(conv) 5002(nc) Watch dog(local)
检测到问题(现存)
现存板出现错误通知有关人仕
0003(conv0 5003(nc) Ram error(main)
暂存体错误(主板)
主板出现错误通知有关人仕
0004(conv) 5004(nc) Rom error(slave)
永存体错误(主板)
主板出现错误通知有关人仕
0005(conv) 5005(nc) Ram error(main)
暂存体错误(副板)
副板出现错误通知有关人仕
0006(conv) 5006(nc) Rom error(slave)
永存体错误(副板)
副板出现错误通知有关人仕
0007(conv) 5007(nc)
Ram error(local)
暂存体错误(现存板)
现存板出现错误通知有关人仕
0008(conv) 5008(nc)
Rom error(slave)
永存体错误(现存板)
现存板出现错误通知有关人仕
0009(conv) 5009(nc) Ram error(main-loc1)
暂存体错误
电子板出问题通知有关人仕
0010(conv) 5010(nc) Ram error(main-loc2)
暂存体错误
电子板出问题通知有关人仕
0011(conv) 5011(nc) Ram error(main-slv)
暂存体错误
电子板出问题通知有关人仕
0012(conv) 5012(nc) Timer error(slave)
定时器错误(副板)
副板出现错误通知有关人仕
0014(conv) 5014(nc) Calc error(main)
计算错误(主板)
主板出现错误通知有关人仕
0015(conv) 5015(nc) Calc error(slave)
计算错误(副板)
副板出现错误通知有关人仕
0016(conv) 5016(nc) Calc error(slave)
计算错误(现存板)
现存板出现错误通知有关人仕
0017(conv) 5017(nc) Main initial impsble
主板不能激活
主板出现错误通知有关人仕
0018(conv) 5018(nc) Slv initial impsble
副板不能激活
副板出现错误通知有关人仕
0019(conv) 5019(nc) AC power supply
drop
交流电供应下降
交流电下降多过30% 检查火牛的输出
0020(conv) 5020(nc) DC power error(24V)
直流电(24V)下降
供给控制器的24vdc直流电下降1/检查是否短路
2/检查电源供应负苛是否过
重
0021(conv) 5021(nc) Special intial(*)
特别激活问题
电源被特别的操作激活关电源并重新开机
0022(conv) 5022(nc) Thermal(trans)
过热(火牛)
火牛的负苛太重检查机械条件和操作途径,
去减少引致的原因,并要关
机等30分钟才能重新开机
警报号码讯识原因解决方法
0023(conv) 5023(nc) Thermal(cntl bx)
过热(电箱)
1/温度过高
2/机床条件不良
1/检查温度是否高过40度
2/检查机床条件
0024(conv) 5024(nc) Air pressure low
气压低
气压低检查气源供应及气压制
0025(conv) 5025(nc) Data err(m/c param)
机械参数问题
机械参数被毁重新检查及输入机械参数
0026(conv) 5026(nc) No m/c param data
机械参数问题
无机械参数重新检查及输入机械参数
0027(conv) 5027(nc) 100V power supply
er
负荷过重及短路检查原因
100V电源供应错误
0028(conv) 5028(nc) Power turned off
电源被关
电源制被关及外接电源被关的信号
被开
通知有关人仕
0029(conv) 5029(nc) Pos detect err
位置检测错误
检查到刀盘的放大器的绝对位置与
NC绝对位置有异
0030(conv) 5030(nc) I/O CRC error1
传送问题
键盘与NC纟统的沟通有问题减少粗音的影响或换键盘
及电线
0031(conv) 5031(nc) I/O timeover1
传送问题
粗音的影响或换键盘及电线不良接
触
0032(conv) 5032(nc) I/O CRC error2
传送问题
粗音的影响或换键盘及电线不良接
触
0033(conv) 5033(nc) I/O timeover2
传送问题
粗音的影响或换键盘及电线不良接
触
0034(conv) 5034(nc) I/O CRC error3
传送问题
粗音的影响或I/O板或电线的不良
0035(conv) 5035(nc) I/O timeover3
传送问题
粗音的影响或I/O板或电线的不良
0036(conv) 5036(nc) I/O CRC error4
传送问题
粗音的影响或I/O板或电线的不良
0037(conv) 5037(nc) I/O timeover4
传送问题
粗音的影响或I/O板或电线的不良
0038(conv) 5038(nc) I/O CRC error5
传送问题
粗音的影响或EXIO板或电线的不
良
0039(conv) 5039(nc) I/O timeover5
传送问题
粗音的影响或EXIO板或电线的不
良
0046(conv) 5046(nc)
Thermal(chip
shower)
过热(冲碎片泵)
1/马达负荷过重
2/过热RELAY值的设定错
先将电源关上15至20分
钟,然后详细检查及解决所
预见问题
0047(conv) 5047(nc)
Thermal(chip
shower)
过热(冲碎片泵)
1/马达负荷过重
2/过热RELAY值的设定错
先将电源关上15至20分
钟,然后详细检查及解决所
预见问题
0048(conv) 5048(nc) Thermal(sp motor)
过热(主轴马达)
先将电源关上15至20分
钟,然后详细检查及解决所
预见问题
0049(conv) 5049(nc) Thermal(coolant)
过热(冷却泵)
先将电源关上15至20分
钟,然后详细检查及解决所
预见问题
0050(conv) 5050(nc) Thermal(sp through)
过热(高压泵)
1/马达负荷过重
2/过虑器被塞住
1/处理所引致的原因,并重开
电源
2/换新的过虑器
0051(conv) 5051(nc) Absolute clear err
绝对数清除错误
电子板问题
0052(conv) 5052(nc) Command error
指令错误
电子板问题
0053(conv) 5053(nc) Thermal(ATC motor)
过热(刀盘马达)
1/马达负荷过重
2/刀盘操作条件不当
0055(conv) 5055(nc) Ram error(main-loc3)
缓存器问题
电子板问题
0056(conv) 5056(nc) Servo relay1 error
司服relay1问题
1/司服电源供应relay1激活
2/司服电源供应relay1只关了一半
0057(conv) 5057(nc) Servo relay2 error
司服relay2问题
1/司服电源供应relay1激活
2/司服电源供应relay1只关了一半
0058(conv) 5058(nc)
Sp servo(***)
主轴司服问题(***)
原因视乎(***)
0059(conv) 5059(nc)
X servo(***)
X 轴司服问题(***)
原因视乎(***)
0060(conv) Y servo(***) 原因视乎(***)
5060(nc) Y 轴司服问题(***)
0061(conv) 5061(nc)
Z servo(***)
Z轴司服问题(***)
原因视乎(***)
0062(conv) 5062(nc)
* servo(***)
*司服问题(***)
发生在第4轴,原因视乎(***)
0063(conv) 5063(nc)
* servo(***)
*司服问题(***)
发生在第5轴,原因视乎(***)
0064(conv) 5064(nc)
* servo(***)
*司服问题(***)
发生在第5轴,原因视乎(***)
0066(conv) 5066(nc)
* servo(***)
*司服问题(***)
发生在M轴,原因视乎(***)
0068(conv) 5068(nc)
至0090(conv) 5090(nc) 电子板问题
(程序体跟NC板的程序体的联击
出现问题。)
参考Instruction manual,去
解决问题,然后重新开机
0091(conv) 5091(nc) M excpt intrpt(*)
干扰
主处理器检测到干扰
句号( )的号码代表干扰号码
0093(conv) 5093(nc) L excpt intrpt(*)
干扰
现存处理器检测到干扰
句号( )的号码代表干扰号码
0094(conv) 5094(nc) Pulse error(spindle)
脉冲错误(主轴)
脉冲信号传送到主轴马达不能正确
地读取
0095(conv) 5095(nc) Pulse error(X-Axis)
脉冲错误(X轴)
脉冲信号传送到X轴马达不能正确
地读取
0096(conv) 5096(nc) Pulse error(Y-Axis)
脉冲错误(Y轴)
脉冲信号传送到Y轴马达不能正确
地读取
0097(conv) 5097(nc) Pulse error (Z-Axis)
脉冲错误(Z轴)
脉冲信号传送到Z轴马达不能正确
地读取
0098(conv) 5098(nc) Pulse error (*Axis)
脉冲错误(第4轴)
脉冲信号传送到第4轴马达不能正
确地读取
0099(conv) 5099(nc) Pulse error (*Axis)
脉冲错误(第5轴)
脉冲信号传送到第5轴马达不能正
确地读取
0100(conv) 5100(nc) Pulse error (*Axis)
脉冲错误(第6轴)
脉冲信号传送到第6轴马达不能正
确地读取
0102(conv) 5102(nc) Pulse error (*Axis)
脉冲错误(M轴)
脉冲信号传送到M轴马达不能正
确地读取
0500(conv) 5500(nc) Emergency3 sw on
紧急停止制激活
1/紧急停止制被按下
2/外接紧急停止制被开动
0501(conv) 5501(nc) System error(main)
系统错误(主板)
错误信号被检测到,但无发现任何
相关的警报
0502(conv) 5502(nc) Not closing door
门没有关
门被打开当内部门锁有效时
0503(conv) 5503(nc) Servo motor stopped
司服马达停止
门被打开在操作中当内部门锁有效
时
0504(conv) 5504(nc) Position error(sp)
位置错误
刀爪不在原点当主轴转动时
0505(conv) 5505(nc) Overrun(+X)
超程(+X)
超程,而方向是在警报中所指示的按手动模式,然后按【RST】
及同时按下【relse】及按同
一轴的相反方向
0506(conv) 5506(nc) Overrun(-X) 超程,而方向是在警报中所指示的按手动模式,然后按【RST】
及同时按下【relse】及按同
一轴的相反方向
0507(conv) 5507(nc) Overrun(+Y) 超程,而方向是在警报中所指示的按手动模式,然后按【RST】
及同时按下【relse】及按同
一轴的相反方向
0508(conv) 5508(nc) Overrun(-Y) 超程,而方向是在警报中所指示的按手动模式,然后按【RST】
及同时按下【relse】及按同
一轴的相反方向
0509(conv) 5509(nc) Overrun(+Z) 超程,而方向是在警报中所指示的按手动模式,然后按【RST】
及同时按下【relse】及按同
一轴的相反方向
0510(conv) 5510(nc) Overrun(-+Z) 超程,而方向是在警报中所指示的按手动模式,然后按【RST】
及同时按下【relse】及按同
一轴的相反方向
0511(conv) 5511(nc) Deviation error1 sp
扁离值错误1(主轴)
主轴马达扁离值超出设定在
【MAXIMUM DEVIATION
SPINDLE】的值
1/检查参数【maximum
deviation spindle】的值是否
正常
2/检查机械条件是否在马达
的负苛内
0512(conv) 5512(nc) Deviation error1 X
扁离值错误1(X轴)
X轴马达扁离值超出设定在
【MAXIMUM DEVIATION X】的值
1/检查参数【maximum
deviation X】的值是否正常
2/检查机械条件是否在马达
的负苛内
0513(conv) 5513(nc) Deviation error1 Y
扁离值错误1(Y轴)
Y轴马达扁离值超出设定在
【MAXIMUM DEVIATION Y】的值
1/检查参数【maximum
deviation Y】的值是否正常
2/检查机械条件是否在马达
的负苛内
0514(conv) 5514(nc) Deviation error1 Z
扁离值错误1(Z轴)
Z轴马达扁离值超出设定在
【MAXIMUM DEVIATION Z】的值
1/检查参数【maximum
deviation Z】的值是否正常
2/检查机械条件是否在马达
的负苛内
0515(conv) 5515(nc)
Deviation error1 *
扁离值错误1(第4轴)
第4轴马达扁离值超出设定在
【MAXIMUM DEVIATION 4】的值
1/检查参数【maximum
deviation 4】的值是否正常
2/检查机械条件是否在马达
的负荷内
0516(conv) 5516(nc)
Deviation error1 *
扁离值错误1(第5轴)
第5轴马达扁离值超出设定在
【MAXIMUM DEVIATION 5】的值
1/检查参数【maximum
deviation 5】的值是否正常
2/检查机械条件是否在马达
的负苛内
0517(conv) 5517(nc)
Deviation error1 *
扁离值错误1(第6轴)
第6轴马达扁离值超出设定在
【MAXIMUM DEVIATION 6】的值
1/检查参数【maximum
deviation 6】的值是否正常
2/检查机械条件是否在马达
的负苛内
0519(conv) 5519(nc) Deviation error1 M
扁离值错误1(M轴)
M轴马达扁离值超出设定在
【MAXIMUM DEVIATION M】的
值
1/检查参数【maximum
deviation M】的值是否正常
2/检查机械条件是否在马达
的负苛内
0520(conv) 5520(nc) Inverter err(ATC)
变率器错误(刀盘)
1/刀盘马达的负苛过大
2/电压问题
1/检查刀具的重量是否跟所
指定的值敏合
0521(conv) 5521(nc) Deviation error2 SP
扁离值错误2(主轴)
主轴马达扁离值超出设【SPINDLE
POSI DEVIATION MAGNIF】或
【MINIMUM SP POSITION
DEVIATION】的值
1/检查参数【spindle posi
deviation magnif】及
【minimum sp position
deviation】的值
2/检查机械条件是否在马达
的负苛内
0522(conv) 5522(nc) Deviation error2 X
扁离值错误2(X轴)
X轴马达扁离值超出设定在【X
POSI DEVIATION MAGNIF】或
【MINIMUM X POSITION
DEVIATIN】的值
1/检查参数【X posi
deviation magnif】及
【MINIMUM X POSITION
DEVIATION 】的值
2/检查机械条件是否在马达
的负苛内
警报号码讯识原因解决方法
0523(conv)
5523(nc)
Deviation error2 Y Y轴马达扁离值超出设定在【Y 1/检查参数【Y posi
POSI DEVIATION MAGNIF】或【MINIMUM Y POSITION DEVIATIN】的值deviation magnif】及【minimum Yposition deviation】的值
2/检查机械条件是否在马达的负苛内
0524(conv) 5524(nc) Deviation error2 Z Z轴马达扁离值超出设定在【Z
POSI DEVIATION MAGNIF】或
【MINIMUM Z POSITION
DEVIATIN】的值
1/检查参数【Z posi
deviation magnif】及
【minimum Z position
deviation】的值
2/检查机械条件是否在马达
的负苛内
0525(conv) 5525(nc) Deviation error2 * 第4轴马达扁离值超出设定在【4
POSI DEVIATION MAGNIF】或
【MINIMUM 4 POSITION
DEVIATIN】的值
1/检查参数【4 posi deviation
magnif】及【minimum 4
position deviation】的值
2/检查机械条件是否在马达
的负苛内
0526(conv) 5526(nc) Deviation error2 * 第5轴马达扁离值超出设定在【5
POSI DEVIATION MAGNIF】或
【MINIMUM 5 POSITION
DEVIATIN】的值
1/检查参数【5 posi deviation
magnif】及【minimum 5
position deviation】的值
2/检查机械条件是否在马达
的负苛内
0527(conv) 5527(nc) Deviation error2 * 第6轴马达扁离值超出设定在【6
POSI DEVIATION MAGNIF】或
【MINIMUM 6 POSITION
DEVIATIN】的值
1/检查参数【6 posi deviation
magnif】及【minimum
6position deviation】的值
2/检查机械条件是否在马达
的负苛内
0529(conv) 5529(nc) Deviation error2 M M轴马达扁离值超出设定在【POSI
DEVIATION MAGNIF】或
【MINIMUM POSITION
DEVIATIN】的值
1/检查参数【magazine posi
deviation magnif】及
【minimum magazine
position deviation】的值
2/检查机械条件是否在马达
的负苛内
0531(conv) 5531(nc)
致0533(conv) 5533(nc) *-Axispos shifted
*轴的位置变
1/轴的位置变在抓紧的值大过参数
【LMT pulse for position alrm】
2/当【in-position width 6】的值大
过【LMT pulse for position alrm】
及当轴位置的变大过【in-position
width 6】时出现
1/按【RST】
2/检查现在轴的位置是否在
正确仃的位置上
3/检查【LMT pulse for 6
position alrm】的值是否太细
4/当错误发生在memory操
作中,请将加工深度减小
0534(conv) 5534(nc) Sp in-pos chck tmout
主轴问题
由于设定在参数【spindle inposi
check timeout】所设定的时间己过,
而主轴的相差值末能细过参数
【in-position width spindle】的值
1/检查在纟统参数的
【in-position width spindle】
及【spindle inposi check
timeout】的设定值
2/按【RST】制取消错误
0535(conv) 5535(nc) X in-pos check tmout
X轴问题
由于设定在参数【X inposi check
timeout】所设定的时间己过,而主
轴的相差值末能细过参数
【in-position width X】的值
1/检查在纟统参数的
【in-position width X】及【X
inposi check timeout】的设
定值
2/按【RST】制取消错误
0536(conv) 5536(nc) Y in-pos check tmout
Y轴问题
由于设定在参数【Y inposi check
timeout】所设定的时间己过,而主
轴的相差值末能细过参数
【in-position width Y】的值
1/检查在纟统参数的
【in-position width Y】及【Y
inposi check timeout】的设
定值
2/按【RST】制取消错误
0537(conv) 5537(nc) Z in-pos check tmout
Z轴问题
由于设定在参数【Z nposi check
timeout】所设定的时间己过,而主
轴的相差值末能细过参数
1/检查在纟统参数的
【in-position width Z】及【Z
inposi check timeout】的设
【in-position width Z】的值定值
2/按【RST】制取消错误
0538(conv) 5538(nc) * in-pos chck tmout
第4轴问题
由于设定在参数【4 inposi check
timeout】所设定的时间己过,而主
轴的相差值末能细过参数
【in-position width 4】的值
1/检查在纟统参数的
【in-position width 4】及【4
inposi check timeout】的设
定值
2/按【RST】制取消错误
0539conv) 5539(nc) * in-pos chck tmout
第5轴问题
由于设定在参数【5 inposi check
timeout】所设定的时间己过,而主
轴的相差值末能细过参数
【in-position width 5】的值
1/检查在纟统参数的
【in-position width 5】及【5
inposi check timeout】的设
定值
2/按【RST】制取消错误
0540(conv) 5540(nc) * in-pos chck tmout
第6轴问题
由于设定在参数【6 inposi check
timeout】所设定的时间己过,而主
轴的相差值末能细过参数
【in-position width 6】的值
1/检查在纟统参数的
【in-position width 5】及【5
inposi check timeout】的设
定值
2/按【RST】制取消错误
0542(conv) 5542(nc) M in-pos chck tmout
M轴问题
由于设定在参数【magazine inposi
check timeout】所设定的时间己过,
而主轴的相差值末能细过参数
【in-position width magazine】的
值
1/检查在纟统参数的
【in-position width
magazine】及【magazine
inposi check timeout】的设
定值
2/按【RST】制取消错误
0543(conv) 5542(nc)
至0550(conv) 5550(nc)
External error 1 to 7
外接信号第1至7错误
错误信号被输入从外置的PLC裹检查外置的PLC的警告状
态,并消除它,之后按【RST 】
制
0551(CONV) 5551(NC)
至0566(CONV) 5566(NC) External error 10 to
25
外接信号第10至25
错误
Exer 12 to 25 signal comes on
Exer 12 至25信号出现
关闭Exer 10 至25,并按
【RST 】制
0567(conv) 5567(nc) Door error
自动门问题
1/自动门的限程开关己在打开态当
门在打开或被关上时
2/在x秒中(参数值),让门可被关上
或被打开(参数问题)
减少引致问题出现的原因,并
按【RST】制去消除警报
0577(conv) 5578(nc) MJR failure rly on 一些错误发生在SEQ纟统及NC
纟统之间
根据instrusction手册去减
少问题,最后重新开机
0578(conv) 5578(nc) Overrun
超程
超程错误信错被接收,但相关的轴
并末被显
减少问题原因,最后重新开机
0579(conv) 5579(nc)
Overrun (+*)
第5轴正方向超程
第5轴正方向超程首先在手动模式下,按着【
0580(conv) 5580(nc)
Overrun (-*)
第5轴副方向超程
第5轴副方向超程
0581(conv) 5581(nc)
Overrun (+*)
第6轴正方向超程
第6轴正方向超程
0582(conv) 5582(nc)
Overrun (-*)
第6轴副方向超程
第6轴副方向超程
1050(conv) 6050(nc) Turn off power
关掉主电源
重要的参数被修改将电源关掉,并重新开机
1051(conv) 6051(nc) Start point data 1 er
开始点的资料1错误
当开机后, 开始点的资料1细过零
或大过刀盘一个循环的机械坐标值
1053(conv) 6053(nc) M/C param err (sys2)
机械参数(纟统2)错误
机械参数(纟统2)的设定值错误
1055(conv) 6055(nc) ATC ram pos err 2
刀爪位置错误
刀爪不在原点
1056(conv) 6056(nc) ATC off position err
刀爪位置错误
刀爪停在半途及不能复原
1057(conv) 6057(nc) Data err (user param)
用者参数资料错误
用者参数资料被毁
1150(conv) 6150(nc) System error (slv)
纟统错误
副内存错误讯息被接收及其讯息末
被辨认
1151(conv) 6151(nc) No memory format
纟统末格式化
记忆末被凊除或资料被毁
1152(conv) 6152(nc) Editing
编辑问题
相同的资料同时被编辑
1153(conv) 6153(nc)
至1155(conv) 6155(nc) Edit error 1~3
编辑错误1至3
在编辑中, 资料被毁
1156(conv) 6156(nc) Long rtrn distance
回复之距离太长
当司服开动后, 回复之距离仍末被
回复
1157(conv) 6157(nc) No user param data
无用者参数
无用者参数
1158(conv) 6158(nc) Parity er ( user para)
参数问题
用者参数资料被毁
1159(conv) 6159(nc) Parity er ( M/C
param)
参数问题
机械参数资料被毁
1160(conv) 6160(nc) Parity err ( prgrm)
程序问题
程序结构被毁
1161(conv) 6161(nc) Check the magzine pos
检查刀盘位置
警报号码讯识原因解决方法
1163(conv) 6163(nc) Org pos error x X原点错误
1164(conv) 6164(nc) Org pos error y
y原点错误
同上
1165(conv) 6165(nc) Org pos error z
z原点错误
同上
1166(conv) 6166(nc) Org pos error sp
主轴原点错误
当电源打开后,做主轴时,相位C讯
号仍末被接收当主轴马达转了一圈
后
1167(conv) 6167(nc) Org pos error *
第4轴原点错误
原点讯号末被确认当原点服归正在
进行途中
1168(conv) 6168(nc) Org pos error *
第5轴原点错误
同上
1169(conv) 6169(nc) Org pos error *
第6轴原点错误
同上
1170(conv) 6170(nc) Org pos error *
第7轴原点错误
同上
1171(conv) 6171(nc) Org pos error *
第8轴原点错误
同上
1172(conv) 6172(nc) Command error (sp)
指令错误(主轴)
主存储器不能与副内存同步
1173(conv) 6173(nc) Can not clamp *
第4轴不能夹紧
第4轴不能夹紧
1174(conv) 6174(nc) Can not unclamp *
第4轴不能放松
第4轴不能放松
1175(conv)
6175(nc)
* clamp 当第4轴转动时, 第4轴被夹紧
第4轴夹紧
1176(conv) 6176(nc)
* unclamp
第4轴放松
当第4轴被固定时, 第4轴不能被
夹紧
1177(conv) 6177(nc) * -Axispos shifted
第4轴位置被移动
第4轴被移动的值大过在参数
[LMT PULSE FOR 4 POSITION
ALRM]或参数[IN-POSITION
WIDTH 4]的值
按[RST]键,然后
1/检查轴现在的位置,再将轴
移去正确的位置
2/检查参数[LMT PULSE
FOR 4 POSITION ALARM]
的值是否太小
3/减少切削之深度
1178(conv) 6178(nc) Can not clamp*
第5轴不能夹紧
第5轴不能夹紧
1179(conv) 6179(nc) Can not unclamp *
第5轴不能放松
第5轴不能放松
1180(conv) 6180(nc)
* clamp
第5轴夹紧
当第5轴转动时, 第5轴被夹紧
1181(conv) 6181(nc)
* unclamp
第5轴放松
当第5轴被固定时, 第5轴不能被
夹紧
1182(conv) 6182(nc) * -Axispos shifted
第5轴位置被移动
第5轴被移动的值大过在参数
[LMT PULSE FOR 5POSITION
ALRM]或参数[IN-POSITION
WIDTH 5]的值
按[RST]键,然后
1/检查轴现在的位置,再将轴
移去正确的位置
2/检查参数[LMT PULSE
FOR 5 POSITION ALARM]
的值是否太小
3/减少切削之深度
1183(conv) 6183(nc) Can not clamp*
第6轴不能夹紧
第6轴不能夹紧
1184(conv) 6184(nc) Can not unclamp *
第6轴不能放松
第6轴不能放松
1185(conv) 6185(nc)
* clamp
第6轴夹紧
当第6轴转动时, 第6轴被夹紧
1186(conv) 6186(nc)
* unclamp
第6轴放松
当第6轴被固定时, 第6轴不能被
夹紧
1187(conv) 6187(nc) * -Axispos shifted
第6轴位置被移动
第6轴被移动的值大过在参数
[LMT PULSE FOR 6POSITION
ALRM]或参数[IN-POSITION
WIDTH 6]的值
按[RST]键,然后
1/检查轴现在的位置,再将轴
移去正确的位置
2/检查参数[LMT PULSE
FOR 5 POSITION ALARM]
的值是否太小
3/减少切削之深度
1188(conv) 6188(nc) Position error z
Z轴位置错误
Z轴被指令时,而z轴正在换刀的位
置
按[RST],然后按[RELSE]键
及按-Z方向键在同一时,直
到Z轴位置离开换刀位置
1189(conv) 6189(nc) Position error sp
主轴位置错误
当主轴被指令时,刀爪不在原位
1191(conv) 6191(nc)
Command
error(speed)
速度指令错误
速度指令是零或大过其最高速度请通知有关人仕
1192(conv) 6192(nc) Arc speed error 圆孤速度错误
1193(conv) 6193(nc) ATC timeover error
换刀超时
1194(conv) 6194(nc) Magazine mo. Error
刀号错误
1197(conv) 6197(nc) Command error
(ATC)
换刀指令错误
1198(conv) 6198(nc) Pot position error
刀袋位置错误
刀袋位置不正确
1200(conv) 6200(nc)
Pot time over 刀袋上落时间过长
1201(conv) 6201(nc) Pot sensor error 刀袋感应器问题
1202(conv) 6202(nc) ATC arm pos err 1 刀爪位置错误
1203(conv) 6203(nc) Stroke over (+X)
超程(+X)
X轴试图超出正方的行程限制按【RST】键和修改程序.
(检查机械参数纟统1)
1204(conv) 6204(nc) Stroke over (-X)
超程(-X)
X轴试图超出负方的行程限制同上
1205(conv) 6205(nc) Stroke over (+Y)
超程(+Y)
Y轴试图超出正方的行程限制同上
1206(conv) 6206(nc) Stroke over (-Y)
超程(-Y)
Y轴试图超出负方的行程限制按【RST】键和修改程序.
(检查机械参数纟统1)
1207(conv) 6207(nc) Stroke over (+Z)
超程(+Z)
Z轴试图超出正方的行程限制同上
1208(conv) 6208(nc) Stroke over (-Z)
超程(-Z)
Z轴试图超出负方的行程限制同上
1209(conv) 6209(nc) Stroke over (+*)
超程(+4)
第4轴试图超出正方的行程限制同上
1210(conv) 6210(nc) Stroke over (-*)
超程(-4)
第4轴试图超出负方的行程限制同上
1211(conv) 6211(nc) Stroke over (+*)
超程(+5)
第5轴试图超出正方的行程限制同上
1212(conv) 6212(nc) Stroke over (-*)
超程(-5)
第5轴试图超出负方的行程限制同上
1213(conv) 6213(nc) Stroke over (+*)
超程(+6)
第6轴试图超出正方的行程限制同上
1214(conv) 6214(nc) Stroke over (-*)
超程(-6)
第6轴试图超出负方的行程限制同上
1215(conv) 6215(nc) Limit over (+X)
超过限制(+X)
X轴试图超出正方的行程限制按【RST】键和修改程序.
(检查机械参数开关2)
1216(conv) 6216(nc) Limit over (-X)
超过限制(-X)
X轴试图超出负方的行程限制同上
1217(conv) 6217(nc) Limit over (+Y)
超过限制(+Y)
Y轴试图超出正方的行程限制同上
1218(conv) 6218(nc) Limit over (-Y)
超过限制(-Y)
Y轴试图超出负方的行程限制同上
1219(conv) 6219(nc) Limit over (+Z)
超过限制(+Z)
Z轴试图超出正方的行程限制同上
1220(conv) 6220(nc) Limit over (-Z)
超过限制(-Z)
Z轴试图超出负方的行程限制按【RST】键和修改程序.
(检查机械参数开关2)
1221(conv) 6221(nc) Limit over (+*)
超过限制(+4)
第4轴试图超出正方的行程限制同上
1222(conv) 6222(nc) Limit over (-*)
超过限制(-4)
第4轴试图超出负方的行程限制同上
1223(conv) 6223(nc) Limit over (+*)
超过限制(+5)
第5轴试图超出正方的行程限制同上
1224(conv) 6224(nc) Limit over (-*)
超过限制(-5)
第5轴试图超出负方的行程限制同上
1225(conv) 6225(nc) Limit over (+*)
超过限制(+6)
第6轴试图超出正方的行程限制同上
1226(conv) 6226(nc) Limit over (-*)
超过限制(-6)
第6轴试图超出负方的行程限制同上
1227(conv) 6227(nc) Stroke over 2
超程 2
某轴试图进入被禁止的区按【RST】键和修改程序.
(检查机械参数纟统1)
1228(conv) 6228(nc) Limit over 2
超过限制 2
某轴试图进入被禁止的区按【RST】键和修改程序.
(检查机械参数开关2)
1232(conv) 6233(nc)
至1235(conv) 6235(nc) Counter 1 end
统计栏1完结
至
counter 4 end
统计栏4完结
每个工件己达到所设定的数量
1236(conv) 6236(nc) Sensor signal off
感应器讯号被关
在量度中,探测讯号被关闭按【RST】键和检查量度位
置
1237(conv) 6237(nc) Sensor signal on
感应器讯号激活
在量度中,探测讯号被激活按【RST】键和检查量度位
置
1238(conv) 6238(nc) Thred cut feed err
加工速度问题
Z轴的速度末被取得从X或Y轴的
速度中,当在加工事
按【RST】键和检查完结点、
中心点和加工速度
1239(conv) 6239(nc) No thread cutting
无缧纹加工功能
无附加的缧纹加工功能买附加的缧纹加工功能
1240(conv) 6240(nc) Signal time over
讯号时间过长
1/外接讯号被输出后,而完结的讯
号还末被探测到当外接讯号被读的
时限己过.
2/M46讯号还末被探测到,并超过
所设定的时限在参数(maximum
time of exit signal)内.
按【RST】键和设定外接读
取完结讯号在时限内或修改
参数值.
1241(conv) 6241(nc) Calculation error
计算错误
1/附加轴的速度不能计算.
2/工作途径不能被确定.
3/刀具资料不对.
计算没有执行就算坐标计算指令己
输出.
1/通知有关人仕.
2/按【RST】键和检查程序
和修改其值.
1242(conv) 6242(nc) Tool broken error
断刀
断刀讯号被输出由断刀感应器1/检查此刀具的服务寿命和
按【RST】键
2/如果有多余及适合的刀具
被设定,工作可继续执行.
3/如果没有多余及适合的刀
具被设定,请用新的刀具.
备注:
1/若【RST】键被按,刀具寿
命禽被消除.
2/若刀具没有断,便要调整断
刀感应器.
1243(conv) 6243(nc) Tool life end (*)
刀具寿命完结
刀具的寿命已达到所设定的值.
()所指的是刀具号码
换刀具和重新设定刀具寿命
及按【RST】键.
1244(conv) 6244(nc) Measured vl error l.
量度值错误
原点量度的结果超出用者参数内所
定的范围
按【RST】键.和检查原点量
度的位置在程序中.
1245(conv) 6245 (nc) No measuring data
无量度资料
当G120被执行时, 量度资料并没
有输入.
按【RST】键和检查程序
1246(conv) 6246(nc) Trm dispmt amt ovr
参数设定问题
Z轴的热量补偿模式超出参数
(Z-AXIS MACHINING
ACCURACY)内的值
检查参数和修改Z轴热量补
偿值
1247(conv) 6247(nc) Thrm comp pos err
热补偿位置错误
热量补偿发生在Z轴原点之外不要移动轴在手动模式中
1248(conv) 6248(nc) Thrm comp amt over
热补偿问题
补偿值在行程尾超出参数(THRM
OFFSET AMT LIMIT VALUE)在Z
轴热量补偿模式中.
1/检查参数和检查刀长菜单.
2/检查刀长量度器是否被碎
片附着.
1249(conv) 6249(nc) Cover does’t open
盖末被打开
当(COVER OPEN CHCKING)
被执行,在10秒内盖仍末被打开
检查刀长量度器的盖.
1250(conv) 6250(nc)
No z-ax
measurement
无Z轴量度纟统
量刀断指令或热量度指令被执行
时,没有Z轴量度纟统.
改程序
1252(conv) Program protect 当修改资料时,保护制激活. 设定保护制在关闭状态,和再
6252(nc) 程序保护修改资料.
1253(conv) 6253(nc) No seq. Controller
无程控器
讯号输出8XX被执行时,没有程控
器.(附加)
改变输出讯号为XX.
1254(conv) 6254(nc) No ext error code
无外接错误码
错误讯号被接收从外接的PLC来.
但内部讯号却没有激活
检查周围的情况当外接PLC
警报出现,并减少所道致的原
因,然后按【RST】键.
1255(conv) 6255(nc)
至1261(conv) 6261(nc) External error1
外接讯号错误1
至
external error7
外接讯号错误7
错误讯号被输入从外接PLC. 检查周围的情况当外接PLC
警报出现,并减少所道致的原
因,然后按【RST】键.
1262(conv) 6262(nc)
至1277(conv) 6277(nc) External error 10
外接讯号错误10
至
external error 25
外接讯号错误25
Exer 10 讯号激活
至
Exer 25 讯号激活
关闭exer 10 至exer 25和
按【RST】键.
1278(conv) 6278(nc) Door error
自动门问题
1/自动门的行程开关激活同时在门
开或关时.
2/自动关门需要x秒(参数值).
3/自动开门需要x秒(参数值).
减少所引致的原因和按
【RST】键.
1279(conv) 6279(nc) No tool in magazine
无刀号在刀盘上
所用的刀具无设定在刀盘上. 按【RST】键和设定刀号在
刀盘上.
1280(conv) 6280(nc) System error (mc)
纟统错误(mc)
一些错误讯号被接收,但不知从那
裹来.
按【RST】键和消除警报,并
与制造商相议若常常出现.
1281(conv) 6281(nc) System error (atc)
纟统错误(atc)
一些错误讯号被接收,但不知从那
裹来.
按【RST】键和消除警报,并
与制造商相议若常常出现.
1282(conv) 6282(nc) Prohibited pot
错误的力袋
刀具被试图换到错误的力袋裹.
1283(conv)
6283(nc)
Capped 刀具被试图换到被cap的刀袋
1284(conv) 6284(nc)
至1286(conv) 6286(nc) No option (a)
没有附加(a)
至
No option (c)
没有附加(c)
有关“a”或”b”或”c”轴的程序被执行,
虽然没有提供附加的“a”或”b”或”c”
轴.
买附加的“a”或”b”或”c”轴.
当提供后,将参数(“a”或”b”
或”c” option)设定为”1”.
1287(conv) 6287(nc) Short pot motion tim
刀袋动作太快
升起或降下刀袋的完成时间早过所
设定的.
关闭电源和减少所引致的原
因.
1288(conv) 6288(nc) No empty pot
无多余的刀袋
无多余的刀袋被用当转标准刀去大
刀时
预早准备空的刀袋
1289(conv) 6289(nc) Can’t set tool len
不能设定刀长
因保护开关被激活而(tool length
set)自动执行时,或其它因子所引
致(tool length set)不能执行.
检查所引致的原因和减少之.
1291(conv) 6291(nc) No measuring device
无量度仪器
Z轴量度纟统被执行时,所用的转抬
是无量度仪器
用有量度仪器的转抬当执行
此系统时.
1292(conv) 6292(nc) Pallet pos error
转台位置错误
Z轴量度纟统被执行时,转台还末到
达位置
重新将转台转到正确位置和
执行纟统.
1293(conv) 6293(nc) Magazn tool set err
刀盘的刀设定错误
刀贝没有正确地设定在刀盘上. 正确地设定刀贝在刀盘上
1294(conv) 6294(nc) Address setting err
地址设定错误
附加轴的地址没有正确地设定. 正确地设定其地址.
1295(conv) 6295(nc) Out plt not commded
外面的转台没有被指
令
在外面转台上的附加轴正在运行. 按【RST】键和检查程序.
1296(conv) 6296(nc)
No zero
measurement
没有零点量度功能
零点位置量度执行时,没有提供零
点量度功能.
买此功能及修改程序.
1297(conv) 6297(nc) Tool brk snsor err
断刀感应器错误
断刀感应器非法地输入. 1/当断刀感应没被提供,请将
参数(tool breakage detect
option)设定为”0”.
2/当断刀感应己被提供,请将参数(tool breakage detect option)设定为”1”.
3/若情况继续发生,请通知我们.
1298(conv) 6298(nc) Tool brk time over
刀断测量时间过长
刀断测量时间超出5秒按《【RST】键和检查气压.
1299(conv) 6299(nc) Parity (soft switch)
资料问题
软件开关的资料被毁
1300(conv) 6200(nc) S ovrrd no connected
主轴速度调无被接上.
主轴速度调无被接上.
1304(conv) 6304(nc) No a/t thrm disp com
无自动热量补偿
虽然自动热量补偿没有被设定,但
自动热量补偿指令正在执行.
买此功能.
13059conv) 6305(nc)
至1307(conv) 6307(nc)
*servo motor off
第4或5或6轴司服
马达关闭
当门的内锁有效时,门被打开,而第
4或5或6轴正在运作中.
按【RST】键.
1308(conv) 6308(nc) Coolant blowing on
冷却液吹动激活
当主轴转动时, 冷却液吹动激活. 关掉冷却液吹动功能,之后转
动主轴.
1309(conv) 6309(nc) Spindle rotating
主轴转动
冷却液吹动激活时, 主轴转动. 关掉主轴, 之后冷却液吹动
功能.
1310(conv) 6310(nc) Not closing door
没有关门
当换刀时,门没有关上. 将门关上,然后按【RST】键.
1311(conv) 6311(nc) H pre coolant err1
高压冷却泵错误1
高压冷却泵或过滤泵的负荷过重. 减少所引致的原因.
1312(conv) 6312(nc) H pre coolant err 3
高压冷却泵错误3
过滤网被阻塞. 检查过滤网和喉管有否损坏,
和凊洁过滤网.
1850(conv) 6850(nc) Mark not found
编缉问题
程序的资料范围被遗失. 清除程序和按【RST】键.
1851(conv) 6851(nc) Press reset key
按【RST】键
重要的参数被修改按【RST】键
1852(conv) 6852(nc)
至1867(conv) 6867(nc) External error 10
外接讯号10错误
至
External error 25
外接讯号25错误
Exer 10至exer 25讯号出现. 关闭exer 10 至exer 25和
按【RST】键.
1869(conv) 6869(nc) Chg tool dg wk
刀贝资料被修改
刀贝资料被修改当在加工途中. 按【RST】键和重新开动加
工.
1870(conv) 6870(nc) Spindle rpm error
主轴速度问题
S指令没有给予当主轴转动时,或S
的值超出所定的范围.
按【RST】键和检查程序.
1871(conv) 6871(nc) User para er (Z mesr)
使用者参数错误
使用者参数6(Z轴量度)的设定有
问题
检查使用者参数6(Z轴量度)
的设定.
1872(conv) 6872(nc) H pre coolant err 2
高压泵错误2
1/过滤网被阻塞.
2/在清洁槽的冷却液少过最少的容
量.
1/换过新的过滤网.
2/检查冷却液的容量,并注入
冷却液.
2101(conv)
7101(nc)
至
2102(conv)
7102(nc)
Recv(*) 接收到程序从外接的仪器中. 按【RST】键
2104(conv) 7104(nc)
至2119(conv) External error 10
外接讯号10错误
至
External error 25
Exer 10至exer 25讯号出现. 关闭exer 10 至exer 25和
按【RST】键.
7119(nc) 外接讯号25错误
2120(conv) 7120(nc) Mnr failure rly on 一些错误出现在程序器与NC板中. 减少所引致的原因并重新开
机.
2400(conv) 7400(nc) Memory overflow
记忆空间不足
记忆空间不足. 取消多余的程序令记忆空间
加大.
2401(conv) 7401(nc) M/c para not deleted
机械参数末被消除
当进行格式化时,(parameter
change)被设定为”NO”.
当进行格式化时,
(parameter change)被设
定为”YES”.
2402(conv) 7402(nc)
至2404(conv) 7404(nc)
* servo motor off
第4或5或6轴司服
马达关闭
当门的内锁有效时,外引致门被打
开, 第4或5或6轴司服马达停下
来.
关闭电源和重新回复ATC位
置.
2500(conv) 7500(nc) Memory running
正在运行程序
1/试图用MDI模式执行指令当
MEMORY 模式运行中.
2/试图输入刀具资料,当MEMORY
模式运行中.
3/试图修改资料, 当MEMORY 模
式运行中.
在MEMORY 模式运行完
后,才用MDI模式或修改其
它资料.
2501(conv) 7501(nc) In MDI operation
在MDI 模式下
1/试图用MEMORY模式执行指令
当MDI 模式运行中.
2/试图输入刀具资料,当MDI 模式
运行中.
3/试图修改资料, 当MDI 模式运行
中.
在MDI 模式运行完后,才用
MOMERY模式或修改其它
资料.
2502(conv) 7502(nc) Handle mode
在手轮模式下
在手轮模式下,想在手动模式按动
板面上各轴的移动.
将手轮扭去”OFF”的状态.
2503(conv) 7503(nc)
至2506(conv) 7506(nc) Counter 1 end
统计栏1完结
至
counter 4 end
统计栏4完结
每个工件己达到所设定的数量
2507(conv) 7507(nc) Not closing door
门没有关
当激活机床时,门没有关和门的内
锁在”ON”时.
关上门及将门的内锁打
去”OFF”
2508(conv)
7508(nc)
In auto alignment 模式被转换当进行找中心时. 完结找中心的功能.
2509(conv) 7509(nc) Release machine
lock
解除锁机功能
当开动锁机功能后,做其它活动. 解除锁机功能,在做其它活动
前
2510(conv) 7510(nc) Zero rtn command
err
原点复归指令错误
在开动锁机功能后,想做原点复归. 解除锁机功能后,才执行原点
复归
2511(conv) 7511(nc) Dr open spndl stop
主轴停
当主轴转动时,门被打开. 关上门然后重新按”开启”键.
2512(conv) 7512(nc) Too small tm const
攻牙时间太短
M码设定的攻牙时间细过最少攻牙
要求的时间.
设定M码的时间接近攻牙转
动的速度.
2513(conv) 7513(nc) Pallet pos error
转台位置错误
在MEMORY运作下, 转台不能转
到正确位置.
改在手动模式下移动C轴到
正确位置.
2514(conv) 7514(nc) Inner door open
内门打开
在加工中, 内门打开. 关闭内门及按(CAN)键.
2515(conv) 7515(nc) Outer door open
外门打开
C轴在转而安全开关激活,及外门
打开;或机床进行运作时,C轴末到
达正确位置
关闭外门,或关闭安全开关.
2516(conv) 7516(nc) Press pallet start
按转台激活键
内面的转台正在转出之前,外面的
转台工件仍末取出
取出外面转台的工件和按转
台激活键.
2517(conv)
7517(nc)
Differ from plt prg 设定在转台的程序有别于现在将执检查设定在用者参数内的转
行的程序. 台程序号码.
2518(conv) 7518(nc) Stroke over ( C )
C轴超程
当转台超出行程时,按(Z rtn)或(p.
idx).
按C轴在-180度及0度之间,
然后按(Z rtn)或(p. idx).
2519(conv)
7519(nc)
Spare tool using 刀具寿命完结.
2520(conv) 7520(nc) Measurement on
量度开始
试图关掉此模式当原点位置量度
时.
完结原点位置量度.
2521(conv) 7521(nc) M406激活M406激活当MEMORY运作中时在MDI模式下,执行M407去
取消M406.
2522(conv) 7522(nc) Tl lf expiring(*)
刀具寿命无效
刀具寿命己达到所预设的值.
2523(conv) 7523(nc) Input data error
输入资料错误
资料超出所指定的范围. 设定资料在指定的范围内.
2524(conv) 7524(nc) Zero rtn not done
原点复归末做
试图开动机床加工,在原点复归末
做前.
先执行原点复归.
2525(conv) 7525(nc) Program no. Error
程序号码错误
程序号码错误设定程序号码正确地.
2526(conv) 7526(nc) No copy source data
无复制的来源资料
被复制的数据库或程序没有出现. 检查被复制的数据库或程序.
2527(conv) 7527(nc) Dst data alrdy exst 被复制的数据库或程序号码一早己
出现.
将数据库或程序复制成其它
的号码.
2528(conv) 7528(nc) Program protect
程序保护
试圄修改资料当(protect sw)打
去”ON”时.
设定(protect sw)打去”OFF”
2529(conv)
7529(nc)
Character no. over Characters 的数量超出128. 减少Characters 的数量.
2530(conv) 7530(nc) Program execution
程序正在执行中
试图修改资料当程序正在执行中. 程序正在执行完后,才去修
改.
2531(conv) 7531(nc) Select axis
选择轴
附加的轴没有被选择当开机后. 正确地设定此制.
2532(conv) 7532(nc) Communicating
传送中
当修改程序或资料时,正在传送着
相同的程序或资料.
待完结后才执行.
2533(conv) 7533(nc) Reqd data not found
所需之资料找不到
没有所需之资料. 检查程序及资料的号码.
2534(conv) 7534(nc)
Operating commu
data
所需之资料正在被使
用中
所需之资料正在被使用中. 停止使用,开始传送.
2535(conv) 7535(nc) Editing communi data
所需之资料正在被修
改中
所需之资料正在被修改中. 完结修改, 开始传送.
2536(conv) 7536(nc) Communi param
error
传送参数问题
传送参数问题检查参数.
2537(conv) 7537(nc) Dr signal off
Dr 讯号关掉
Dr 讯号关掉在传送中. 检查参数.
2538(conv) 7538(nc) CS signal off
CS讯号关掉
CS讯号关掉在输出DC1&DC3码
时.
检查参数.
警报号码讯识原因解决方法
2539(conv) 7539(nc) RC buffer overflow
接收的缓冲器包和
接收的缓冲器包和. 检查参数.
2540(conv) 7540(nc) Parity error (com)
传送参数问题
传送参数问题. 检查参数.
2541(conv) 7541(nc) Overrun error (com)
传送参数问题
传送参数问题. 检查参数.
2542(conv) 7542(nc) Framing error (com)
传送参数问题
传送参数问题. 检查参数.
2543(conv) Timeover (com) 资料没有接收到在指定的时间内. 检查参数和被传的资料.
7543(nc) 传送超时
2544(conv) 7544(nc) Format error (com)
传送问题
传送问题. 检查参数和被传的资料.
2545(conv) 7545(nc)
至2553(conv) 7553(nc)
(传送的程序有问题)
Load header error
Load data name error
Rcv rsponce head err
Load respnce err end
Check error
Ignore load (symbol)
Ignore load (ascend)
Conv.load (item qty)
Conv. Load (itm
range)
传送的程序内容有问题. 检查所传送的程序.
2554(conv)
7554(nc)
Communi data editer 在传送中,出现编缉错误.
2555(conv) 7555(nc) Save data error
储存资料错误
储存的格式不对. 重新编缉有关的资料.
2556(conv)
7556(nc)
Excessive load dir. 所戴运的目录超出256. 所戴运的目录应最多是256.
2557(conv) 7557(nc) Communi tv check
err
每行的资料数量不正确. 检查传送资料的规则.
2558(conv)
7558(nc)
Receivd data invalid 不能转换的资料被接收. 检查传送资料的规则.
2560(conv)
7560(nc)
Overwrite protect 不能覆盖资料在传送中. 检查传送参数.
2561(conv) 7561(nc) Send(*) 在括号内的程序被传到外接的仪器
去
2562(conv) 7562(nc) Send(*) 在括号内的资料被传到外接的仪器
去
2564(conv) 7564(nc) Recv(*) 在括号内的程序被接收到,从外接
的仪器来.
2565(conv) 7565(nc) Recv(*) 在括号内的资料被接收到,从外接
的仪器来.
2566(conv) 7566(nc) Communi checksum err 在接收的checksum不正确. 设定checksum值正确地,或
设定checksum在用者参数
为”0”.
2567(conv) 7567(nc)
至2568(conv) 7568(nc)
External error 8
外接讯号8错误
至
External error 9
外接讯号9错误
错误信号被输入从外置的PLC裹检查外置的PLC的警告状
态,并消除它,之后按【RST 】
制
2569(conv) 7569(nc)
至2584(conv) 7584(nc)
External error 10
外接讯号10错误
至
External error 25
外接讯号25错误
Exer 10至exer 25讯号出现. 关闭exer 10 至exer 25和按
【RST】键.
2586(conv) 7586(nc) Editing area over 被编缉的内容超出编缉的容
量.(64kbytes)
将所用的程序分开几段加工.
2587(conv) 7586(nc)
Sp lock signal on
锁住主轴的讯号激活
锁住主轴的讯号激活. 关掉它.
2588(conv) 7588(nc)
ATC lock signal on
锁住ATC的讯号激活
锁住ATC的讯号激活. 同上
2589(conv) 7589(nc)
XY lock signal on
锁住XY轴的讯号激
活
锁住XY轴的讯号激活. 同上
2590(conv) 7590(nc)
Z lock signal on
锁住Z轴的讯号激活
锁住Z轴的讯号激活. 同上
2591(conv) 7591(nc)
* lock signal on
锁住第4轴的讯号激
锁住第4轴的讯号激活. 关掉它.
活
2592(conv) 7592(nc)
* lock signal on
锁住第5轴的讯号激
活
锁住第5轴的讯号激活. 同上
2593(conv) 7593(nc)
* lock signal on
锁住第6轴的讯号激
活
锁住第6轴的讯号激活. 同上
2594(conv) 7594(nc) Spindle override on 控制主轴速度的制不是打到100%. 将控制主轴速度的制打到
100%.
2595(conv) 7595(nc) Cut feed override on 控制加工速度的制不是打到100%. 将控制加工速度的制打到
100%.
2596(conv) 7596(nc) Rpd trvs override on 控制G00速度的制不是打到
100%.
将控制G00速度的制打到
100%.
2597(conv) 7597(nc) Mode change prohibit
不能转模式
不能转模式. 将此讯号关掉.
2598(conv) 7598(nc) Door locked
门被锁
门的开或关的制被按下,当门被锁
下.
2599(conv) 7599(nc) Area snsr obstructed 当门开或关时,感应器的光线被阻
挡.
2600(conv) 7600(nc) Tool alrdy registrd 那刀具试图设定在刀盘的,早已被
注册.
取消现在的刀具并重新设定.
2601(conv)
7601(nc)
No tool in magazine 所要的刀没有设在刀盘上设定所要的刀在刀盘上.
2602(conv)
7602(nc)
Editing 在〈directory of memory〉做编缉. 完成编缉工作.
2603(conv)
7603(nc)
Incorrect tool type 在手动模式下,用了不正确的刀具.
2604(conv) 7604(nc) Prohibited pot
不正确的刀袋
不正确地设定刀袋的用法. 重新设定刀袋的用法.
2605(conv)
7605(nc)
capped 刀具被试图放刀被cap的刀袋裹.
2606(conv)
7606(nc)
1 太多刀设定多过30把刀在一组裹.
2607(conv)
7607(nc)
Tool set tonext pot 刀具设定在大多的禁用区内. 重新设定刀袋的用法.
2608(conv) 7608(nc) Delete pos error 取消功能在不正确位置进行. 移动光圈到正确位置, 进行
取消功能.
2609(conv) 7609(nc) No measuring data 没有量度资料. 进行量度时,用自动找中心功
能.
2611(conv) 7611(nc) Tool len setting on 1/在自动量刀长时,试图转换模式.
2/【m.lck】键被激活.
完结自动量刀长.
2612(conv) 7612(nc) Operating manually 在ATC维修状态下按轴移动时又
输入资料.
先完结移动,然后输入资料.
2615(conv) 7615(nc)
至2617(conv) 7617(nc) No option (4)
无附加(4)
至
no option (6)
无附加(6)
有关“4”或”5”或”6”轴的程序被执行,
虽然没有提供附加的“4”或”5”或”6”
轴.
买附加的“4”或”5”或”6”轴.
当提供后,将参数(“4”或”5”
或”6” option)设定为”1”.
2618(conv)
7618(nc)
Key ope prohibited 不正确操作键盘. 取消此讯号,并重新输入.
2619(conv) 7619(nc)
至2620(conv) 7620(nc) Prgm edit prohibited 当编缉讯号激活后,同时想改变资
料.
取消此讯号,然后改变资料.
2621(conv)
7621(nc)
User param err (com) 用者3的设定不正确. 检查设定.
2622(conv)
7622(nc)
Side door open 加工时,侧门被打开. 关掉侧门后,才扣工.
2623(conv) 7623(nc) Data err (data bank) 资料被毁. 消除损坏的资料,并重新开启
新的资料.
2624(conv)
7624(nc)
Set pos error 资料不能被安置. 安置资料在其它地方.
2625(conv)
7625(nc)
Rcv com er end(***) 传送时出现错误检查原因并重新传送过.
2626(conv)
7626(nc)
Communication i/f er 传送问题.
2627(conv) 7627(nc) Communi ver. Check er 传送的资料的版本与机床纟统的资
料版本不同.
重新编缉资料.
2628(conv) 7628(nc) Commu comd end
(***)
传送指令完结.
2629(conv)
7629(nc)
至
2630(conv)
7630(nc)
Delete(***) 括号内所指的资料被消除.
2634(conv) 7630(nc) M param chng disable (parameter change)设定为”0”.将(parameter change)设定
为”1”
2635(conv) 7635(nc)
Pot not fully raised
刀袋没有升到最高位
刀袋没有升到最高位. 按【A TC】键令刀袋升到最
高位.
2996(conv)
7998(nc)
至
2999(conv)
7999(nc)
电子板问题电子板问题检查主板及副板.
3200(conv)
至3207(conv) Parity err 按【RST】键,并选择(6.
Directory of memory
menu),之后按(3. Data
bank )在编缉模式下消除损
坏的资料,并同时重新编缉资
料.
3208(conv) Improper data type 程序问题检查程序3209(conv) Pos calcul impsbl 指令超出+/-9999.999. 检查程序
3210(conv) No tool in spindle
没有刀具在主轴上当量刀断功能执行时,没有刀具在
主轴上.
按【RST】键,装回刀具及设
定在刀盘上.
3211(conv) No tool in menu
没有刀在刀列之内正在被使用的刀,并没有在刀列之
内.
按【RST】键,并将此刀列入
刀列之内.
3212(conv) Improper tool
不正确的刀具不正确的刀具按【RST】键,并再次委任此
刀.
3213(conv) Tool lngth not set
刀长没有设定
刀长设定为”0”,或没有设定. 按【RST】键后,设定刀长. 3214(conv) N.D. not specified 编式问题按【RST】键后,检查程序. 3215(conv) N.M.not specified 编式问题按【RST】键后, 检查程序. 3216(conv) Too many N.M. 编式问题按【RST】键后, 检查程序. 3217(conv) Rpm not specified 没有设定加工速度按【RST】键后, 重新设定加
工速度.
3218(conv) Fdrate not specfd 没有设定加工速度按【RST】键后, 重新设定加
工速度.
3219(conv) No peck data 没有加工资料在加工中. 按【RST】键后, 重新设定加
工资料.
3220(conv) Drill dia not set 没有设定钻咀的直径按【RST】键后, 重新设定钻
咀的直径在刀库内.
3221(conv) No pitch data 没有设定Tap的牙距在刀库内按【RST】键后, 重新设定
Tap的牙距在刀库内.
3222(conv) Tap size error Tap 的大小没有设定. 按【RST】键后, 重新设定
Tap 的大小.
3223(conv) R or L hand ? 没有设定左牙或右牙按【RST】键后, 重新设定左
牙或右牙.
3224(conv) R. comp error 编程问题按【RST】键后, 改用直线指
令做起步或除消用.
3225 Too many lines 编程问题按【RST】键后, 重新检查程
序.
3226(conv) Too many infeeds 加工量太少按【RST】键后, 重新设定加
工量
3227(conv) Corner calc impsbl 角位太细按【RST】键后,修改角位大
小.
3228(conv) Pocket impossible 刀具直径大过Pocket的大小. 按【RST】键后,改用细的刀
具.
3229(conv) Chamfering impsbl 做pocketing时,做chamfer的功能
先开始. 按【RST】键后,重新委任刀具及加工工序.
3230(conv) ATC impossible 加工前或后,有换刀指令在附加功
能内. 按【RST】键后,消除换刀指令.
3231(conv) RPM over 在MDI模式执行转动的速度大过
设在机械参数1的值. 按【RST】键后,重新设定正确资料
3232(conv) Feedrate over 在MDI模式执行加工的速度大过
设在机械参数1的值. 按【RST】键后, 重新设定正确资料.
3233(conv) Too large r. comp 编缉的半径值细过刀具直径补偿值按【RST】键后,设定编缉的
半径大过刀具直径补偿值. 3234(conv) No entry M code 末被注册的M码被使用. 按【RST】键后,改用其它M
码.
3235(conv) Illegal approach 刀具半径补偿被执行在线的中心按【RST】键后,修改程序. 3236(conv) Illegal relief 刀具半径补偿被执行在线的中心按【RST】键后, 修改程序. 3237(conv) No cutting length 程序问题按【RST】键后, 修改程序. 3238(conv) Axis not designtd 没有轴被设定在程序中. 检查程序
3239(conv) Illegal axis 不适当地设定轴在程序中. 检查程序
3240(conv)
至3241(conv) R not designated A
至
R not designated B
A或B轴的半径没有介定在程序中. 检查程序
3242(conv)
至3243(conv) A out of command
至
B out of command
在加工中,A或B轴加工时超出
359.999.
检查程序
3244(conv) No nxt tool in mgz 下一把刀没有设定在刀盘上. 设定下一把刀.
3245(conv) No ATC rtn height 换刀高度位置没有设定. 设定换刀高度位置.
3247(conv) Coord. Rot. imposs 当坐标被转动后,X&Y位置不能被
计算,因X或Y轴末被选择.
改正程序并重新加工. 3248(conv) No required data 资料消失了因很多原因在加工中.
3253(conv) Can’t set tool len保护开关激活后,执行自动量刀长
功能;或因其它原因引致不能自动
量刀.
分别出引致的原因,并消除之
3257(conv)
至3258(conv) No program (A)
至
No program (B)
A或B轴移动指令被执行在程序中,
但没有A或B轴.
修改程序.
3259(conv) Not measured in inc 原点量度被执行在递增的模式下. 打去绝对数模式下, 执行原
点量度
3260(conv) Not measured in
cood 原点量度被执行在坐标转动的模式
下.
消除坐标转动,并执行原点量
度.
3261(conv) Not measured in
comp 原点量度被执行在直径补偿的模式
下.
消除直径补偿,并执行原点量
度.
3262(conv) Extrnl progrm no. err 被选择的外来程序号码是5个数字修改外来程序号码成4个数
字.
3263(conv) Tl brk det pos err 感应位置不对按【RST】键,检查用者参数
1(return position of tool
breakage detection)及执行
的程序.
3264(conv) Release machine
lock
锁机的功能激活. 消除锁机的功能
3700(conv) Program error 程序目录被毁. 消除此程序及按【RST】键. 4450(conv) Rpm not specifed Rpm 末被设定设定速度及给速度指令. 4451(conv) Axis not dsgntd 没有设定轴设定轴的数据及给移动的指
令.
4452(conv) Illegal axis 因3轴运行在MDI模式下. 不要3轴运行在MDI模式下.
4453(conv) XYAB dsgntd in tap 在MDI模式下,同时用XYAB轴做
攻牙指令. 不能同时指令XYAB轴做攻牙.
4454(conv) Z not dsgn in tap 攻牙时,无Z轴资料. 设定Z轴资料.
4455(conv) Fdrate not specfd 加工时,无设定加工速度. 设定加工速度及指令
4456(conv) Feed not specified 没有介定速度在MDI模式下. 再介定速度.
4457(conv) No schedule program 无所要的主程序. 检查主程序号码.
4458(conv) No subprogram 无所要的子程序. 设定子程序或取消子程序功
能在主程序内.
4459(conv) No. of wkpcs error 无设定工件数目. 设定工件数目.
4460(conv) Tool asgn not done 无设定刀具. 设定刀具.
4461(conv) ? calc not done 计算不知数仍末完成. 检查资料及重新设定刀具. 4462(conv) Machining ord error 加工次序没有设定设定加工次序.
4463(conv) No direction data 无量度方向资料设定量度方向资料.
4464(conv) Data imcomplete 资料不齐全(如:起点等). 重新设定资料.
4465(conv) Illegal start set 不合法的起点. 检查起点位置.
4466(conv) No tool in spindle 无刀在主轴上. 设定适当的刀在主轴上.
4467(conv)
至4468(conv) R not designated A
至
R not designated B
半径无设定在A或B轴上. 设定半径.
4469(conv)
至4470(conv) A out of command
至
B out of command
A或B轴所介定的角度不适当. 检查程序.
4472(conv) No program 无程序. 检查有否此程序号码.
4473(conv) Too many digits 太多数字设定数字在容许的范围内. 4474(conv) Minus sign assigned 负数不能被设定. 设定正数.
4475(conv) Job in pos error 复制工作不被容许. 移动光圈到可容许做复制工
作的地方.
4476(conv) Prog no. not specfd 程序号码末被设定. 设定程序号码.
4477(conv) No search data 没有资料被寻找. 检查是否真的有资料被寻找. 4478(conv) Too many mo. Of
jobs
第100个工序被设定. 工序次数最多只能99种. 4479(conv) Subprg alrdy dsgntd 子程序早已设定. 用其它号码或取消现有的子
程序号码.
4480(conv) Alter position err 修改数据在不能改动的位置. 移动光圈在可改动的位置,改
数据
4481(conv) Delete impossible 在插入功能进行时,取消功能被执
行
再按【insert】键并停止插入. 4482(conv) Insrt position err 在不容许的位置做插入. 移动光圈到可容许的位置做
插入.
4484(conv) Cursor move impsbl 不能移动光圈. 当插入功能进行完后,才移动
光圈.
4485(conv) Job out pos error 不能做复制功能移动光圈到可做复制功能的
位置
4486(conv) Too many motions 第100个动作被设定. 动作最多只能99种.
4487(conv) Too many lines 第100句做contouring 或动作最多只能99句.
chamfering被设定.
4488(conv) Wk zero set pos err 工作零位设定错误. 移动光圈到适当的位置再设
定工作零位.
4490(conv) Search impossible 在插入功能进行时,不能做寻找工
作.
停止插入,进行做寻找工作. 4492(conv) Too many schdl prg 程序己超过100个最多99个程序.
4493(conv) Job in not done 不能做复制功能
4494(conv) Too many no. Of
wkpc 所输入的工件的件数多过99件. 设定的工件的件数最多是99
件.
4495(conv) No tool in menu 刀具没有注册. 重新注册刀具.
4496(conv) Too many no. points 太多点减少点数.
4497(conv) Assign tool 刀具设定问题重新设定刀具.
4498(conv) Calculation? 刀具设定问题重新设定刀具.
4499(conv) ATC rt. Data deleted 加工工序及刀具设定被修改.
4500(conv) Set machining order 没有在加工工序裹设定换刀的高度
资料.
4501(conv) No ATC rtn data 没有换刀的高度资料.
4502(conv) Data err (prgrm) 用不同单位设定的程序. 用相同单位设定的程序.
4503(conv) Wrong tool length 刀长补偿错误. 检查在用者参数开关1内的
参数(tool length
compensation amount)的
值.
4504(conv) No tool menu data 无资料在刀库内. 设定资料在刀库内.
4505(conv) No pattern data 无刀行径资料. 设定刀行径资料.
4506(conv) No hole data 无输入孔的直径在攻牙的工作上设定孔的直径在攻牙的工作
上
4507(conv) No cut cond data 无切削条件. 设定切削条件.
4508(conv) Material not design 无设定加工材料. 设定加工材料.
4509(conv) Reqd tool not found 无所要的刀具检查所有加工资料.
4510(conv) Too many tools asgd 太多设定的刀请照对程序去设定刀具.
4511(conv) No job 无工序在设定在程序中. 检查加工工序.
4512(conv) No data in menu 无资料在指定的刀内. 设定资料在指定的刀
4513(conv) Inadequate tool 所指用的刀不适当加工. 设定适当的刀.
警报号码讯识原因解决方法
4514(conv) Tap size error 攻牙设定错误. 设定正确的攻牙资料.
4515(conv) Job with out tool 工序没有设定刀具. 在刀的行径中设定刀具. 4516(conv) Illegal tool ptrn 不适合的刀的行径. 检查和修改刀的行径.
4517(conv) Calc of ? impsbl 所计算的不知数是不能用的. 修改加工资料.
4518(conv) Depth shallow 当钻咀到底时, 钻咀的尖端接触到
底部.
检查和修改加工资料.
4519(conv) Shallow counterbore 加工资料设定错误检查和修改加工资料.
4520(conv) Work height imprpr 加工深度设定底过工作台. 检查和修改加工资料.
4521(conv) s.dia too small 细直径的刀实在细过在加工资料所
设定的.
检查和修改加工资料.
4522(conv) Tl lngt not specfd 刀长被设定为0,或没有设定. 检查和修改加工资料.
4523(conv) Tl life not specfd 刀的寿命被设定为0,或没有设定. 检查和修改加工资料.
4524(conv) Tool too long 刀太长.
4525(conv) s.dia too large 比较小的直径仍太大了.
4526(conv) Improper s.dia l 比较小的直径不适合用.
4527(conv) s.dia l too long 比较小的直径郜分太长.
4528(conv) Improper s.dia l 比较小的直径郜分不适合用.
警报号码讯识原因解决方法
语音型GSM报警器使用说明书系统简介 主机图
■ SIM卡安装 把SIM卡装入SIM卡座内■提示信息 主机设置 1、初次上电
按安装方法,打开SIM卡后盖,将SIM卡插入主机后面的SIM卡座内。再将通电的电源适配器输出端插入主机电源孔。此时,主机语音提示“欢迎使用智能型语音报警器”;之后,主机开始检测GSM网络,主机面板上的GSM信号灯开始闪烁(1秒闪一次),表示正在搜索GSM信号,直到网络正常后,GSM信号灯转为3秒闪一次。则表示GSM信号及SIM卡都正常。如果出现六防区灯同时闪烁及主机隔20秒重启一次表示主机未装SIM卡或检测SIM卡不正常。最后,将后备电池的开关拨到 [ON]状态即可。 2、报警留言录音: 设置录音的方法为: 按住【SET】键3秒,主机会语音提示“录音”,再次按SET退出录音。3、开启或关闭GSM模块 主机在出厂的状态GSM模块是开启的,如果用户未插手机卡,主机会不断的重启直到找到手机卡及GSM信号。 关闭GSM模块是指主机在上电开机后,主机不检测手机卡,主机只能作为一台现场报警器用。能现场报警鸣笛但不会往外拨打电话,在关闭GSM模块后如果主机未插手机卡,主机不会自动重启。 关闭GSM模块的方法是: 在主机撤防的状态下,按主机SET键3秒,这时录音灯亮起后松开SET键,等2秒再次按住SET键3秒,主机会提示“嘀 嘀嘀”三声。表示主机转入关闭GSM模块的状态。这时断开主机电源, 重新上电,主机会播“欢迎使用智能语音型报警器”后,会响“嘀 嘀嘀”三声,表示主机已转入关闭GSM模块的状态。 开启GSM模块的方法是: 在主机撤防的状态下,按主机SET键3秒,这时录
兄弟传真机功能设置中英文对照说明书
错误报告对照表: Back Cover Open 后盖打开) 未完全合上后盖 Change Drum Soon (立即更换硒鼓) 硒鼓单元已接近其使用寿命。 Comm.Error(通信错误)电话线路质量太差 Connection fail(连接失败)轮询了一个处于非轮询等待模式的传真设备 Cooling down(正在冷确)wait for a while(请稍等)硒鼓单元或墨粉盒温度太高。停止工作,进入冷却模式。必须等待20分钟。 Cover is open(扫描仪盖开)未完全合上前盖 Document jam(原稿卡住)示插入或正确放入原稿,或者从自动进稿器扫描的原稿太长Data remaining(数据残余)按取消作业键。 Disconnected(已断开)对方或对方的传真设备终止了此次呼叫 Drum error(需要清洁硒鼓单元。清洁电晕丝 Fail to warm up (预热失败)热熔单元温度过低 Unit is too hot (单元过热)热熔单元温度过高 Machine too hot(设备过热)设备内部过热 No cartridge(未正确安装墨粉盒)
No paper fed(缺纸或装纸不正确) No response/busy(未响应/繁忙) Not registered(未注册) Out of memory(内存不足)设备内存已满 Paper jam inside(内部卡纸)纸张卡在设备中 Paper jam rear(后部卡纸) Paper jam tray(纸盒卡纸) Scanner locked(扫描仪被锁定)扫描仪平板传感器不能回到初使位置Toner life end(墨盒用尽) Toner low(墨粉不足) Unable to init (无法初始化)设备出现机械故障 Unable to print(法初打印)备出现机械故障 Unable to scan(法初扫描备出现机械故障 Wrong paper size (纸张大小不正确)
一、概述: 品牌大眼睛型号HP-99GSM类型防盗报警电话工作电压12(V)无线接收频率315(MHz)报警喇叭声强120(dB)录音留言时长6(S)储存电话号 二、详细说明: 品牌大眼睛型号HP-99GSM 类型防盗报警电话工作电压12(V) 无线接收频率 315(MHz)报警喇叭声强 120(dB) 录音留言时长 6(S)储存电话号码 6(个) 电话号码位长 11(位)报警项目多功能 密码设置功能有 系统安装 系统简介 本报警器由报警主机和各种无线连接的配件组成。当有人非法进入设防区域时,主机就会发出警报声,并且拨打主人的电话,主人收到通知后可立即赶回家或通知附近的亲朋好友处理,也可以通过电话监听现场的声音,进行远程操作。 报警器安装 把电话线外线插头插入主机的LINE2孔,用报警器附带的电话线将主机的LINE1孔与电话机相连,然后接上电源和警号,此时主机会发出“B”的一声,电源指示灯常亮,表示主机已开始工作。 门磁安装 将随机配备的双面胶把磁条贴在门上,门磁发射盒贴在门框上,安装时注意将磁条靠近发射盒上有指示灯一侧,两者对齐,间距越小越好。 红外探测器的安装 红外探测器的原理是感应人体发出的红外线信号,它能感应到人体的移动,探测距离通常为5-12米,红外探头应装在离地2.2米左右的位置,对准要探测的区域。红外只能安装在室内,不要对着太阳光,不要对着窗户及温度容易改变的地方。红外安装的位置会影响到探测距离及探测的准确性。 GSM卡安装 抽出主机背后的SIM卡盖,用手指压住SIM卡座向后推动,翻开卡座盖板,将SIM卡按豁口位置插入盖板,保持SIM卡缺角与板上缺角方向一致,压下盖板向前推动扣住SIM卡即可。 功能设置 所有设置都需要在撤防下进行,所有正确的操作均是长响一声,错误的操作都是两声短响
报警主机使用说明书(中文版) 注意事项: 1.安装场所 远离高温的热源和环境,避免阳光直接照射。 为确保本机的正常散热,应避开通风不良的场所。 为了防止电击和失火,请勿将本机放置于易燃、易爆的场所。 小心轻放本机避免强烈碰撞、振动等,避免安装在会剧烈震动的场所。MV2516智能报警主机避免在过冷、过热的场所间相互搬动本机,以免机器内部产生结露,影 响机器的使用寿命。 (ALARM CONTROLLER) 2.避免电击和失火 使用说明书切记勿用湿手触摸电源开关和本机。 勿将液体溅落在本机上,以免造成机器内部短路或失火。 (中文版第一版)勿将其它设备直接放置于本机上部。 安装过程中进行接线或改线时,都应将电源断开,预防触电。 重要提示: 为了避免损坏,请勿自动拆开机壳,必须委托有资格有专业维修人员在 指定的维修单位进行维修。 清洁装置时,请勿使用强力清洗剂,当有灰尘时用干布擦拭装置。 不得在电源电压过高和过低的场合下使用该本机。 务请通读本使用说明书,以便您掌握如何正确使用本机。当您读本说明 书后,请把它妥善保存好,以备日后参考。如果需要维修,请在当地与 经本公司授权的维修站联系。 环境防护: 本机符合国家电磁辐射标准,对人体无电磁辐射伤害。 申明: 产品的发行和销售由原始购买者在许可协议条款下使用; 未经允许,任何单位和个人不得将该产品全部或部分复制、再生或翻译深圳市智敏科技有限公司 成其它机器可读形式的电子媒介; SHEN ZHEN ZHI MIN TECHNOLOGY CO.,LTD. 本手册若有任何修改恕不另行通知; Copyright 2000-2004. All Rights Reserved.因软件版本升级而造成的与本手册不符,以软件为准。
“110”联网报警系统使用手册 一、 键盘使用方法 第一步:布防,指令1 2 3 4# 时间:下班 操作:在键盘上输入1 2 3 4# 注意事项:1、布防时防区指示灯(即“红色数字灯”)必须全部熄灭、 准备绿灯常亮。否则,布防无效; 2、布防后应在60秒内立即离开布防区域,否则,会触发 报警。 说明:红外探测器针对移动的物体,即在红外探测器覆盖区域有人移 动,防区指示灯常亮;若红外探测器覆盖区域没有人或没有人 移动,防区指示灯将熄灭。例如,键盘上1防区指示灯常亮, 则表示1防区对应的红外探测器覆盖区域,有人移动:键盘1 防区指示灯熄灭,则表示1防区对应的红外探测器覆盖区域, 没有人或者没有人移动。 退出延时时间是根据在控制键盘上布、撤防后退出防区的时间设置的,所以系统布防后应尽快退出。 第二步:撤防,指令1 2 3 4 # 时间:上班
操作:在键盘上输入1 2 3 4# 注意事项:1、一般情况,即平时上班时,应在进入布防区域30秒内,及时撤防,否则,会触发报警; 2、紧急情况,即触发报警时,应先即使撤防(输入1234#) 消除报警声响;再消除防区(输入*1#),防区指示灯 将不再闪烁,系统进入正常运行。 第三步:消除防区,指令* 1 # 时间:触发报警后(防区灯闪烁) 操作:在键盘上输入* 1 # 注意事项:防区指示灯在不停闪烁时,应立即消除防区,否则,防区所对应的红外探测器覆盖区域将失去报警作用。例如,键 盘上1防区指示灯在闪烁,则1防区对应红外探测器覆盖 区域将失去报警作用。 二、紧急按钮的使用方法 第一步:紧急按钮属于24小时即使报警,将按钮按下,将发出报警声响,并上传报警信息到“110”指挥中心。 第二步:用紧急按钮上的钥匙将按钮复位: 第三步:在键盘上,应先即使撤防(输入1234#)消除报警声响;再消除防区(输入*1#),防区指示灯将不再闪烁,系统进入正 常运行。 如有问题,请拨打咨询电话:2308486
报警器使用说明书
EC-5120 时钟显示型120防区报警器使用说明书 1系统简介 本系统是时钟显示型120防区家用/商用防盗报警系统,功能实用,性价比高、配置齐全、操作简单。系统采用微电脑处理技术,报警时现场发出120分贝的警报声,同时拨打用户预设的9组电话通知用户。四位数码管显示报警的方位。无线连接红外,门磁,烟雾探测器,燃气探测器,紧急按钮等配件。广泛应用于家庭、工厂、学校、商铺、便利店、财务室、别墅、小区等需要防护的地方。保护财产不受侵害。 2功能简介 ■时钟显示型数码显示屏,具有二组闹铃功能,响铃时间可调。 ■主机有120组无线防区,每个防区有8种防区类型可供选择,可设普通防区、留守防 区、智能防区、紧急防区、关闭防区、门铃防区、迎宾防区、老人求助防区。 ■四组定时布撤防功能,每组定时布撤防可选取星期及不同的防区,省去手动频繁布 撤防,真正实现智能化全自动控制。 ■报警时自动拨打用户设置的9组电话号码;不同的防区能够拨打预设的号码组合, 掉电不丢号码。
■10秒自定义留言录音。可在主机上回放录音。并内嵌人工语音,用户在远程接警 时能知道警情发生的地点及防区号。 ■异地远程监听功能,并能远程电话布防、撤防。 ■无线智能学习配件,学习对码快捷简便,主机可兼容2262及百万组编码,可学习150个遥控器及150个探测器,不 同编码的遥控器能够控制特定的分防区。 ■集成高精度的时钟芯片,时钟走时准确。 ■独有的黑匣子功能,可显示出最近的72条布撤防记录和102条最近的报警记录。 精确显示出报警的时间及防区号。 一、120防区时钟显示型智能防盗报警系统的组成与使用方法 布防 布防是指家中无人时,需要对报警现场进行全方位的探测警戒;报警器的所有探测器处于工作状态,当有探测源(防盗、防火、煤气泄漏等)触发探测器时,报警系统马上报警。布防操作后,主机的[布防]灯长亮,同时显示屏上显示“BF”1秒。 遥控操作:按遥控器的[布防]键一次即可。 键盘操作:按主机键盘[布防]键一次即可。 留守布防 留守布防是指用户有人在家时,为了安全起见,需要让报警系统
1- 三孔镶绳压脚 用于缝制1-3根细绳带或者装饰性线。 特别适合于制作出装饰性镶绳效果! 1.将所需安装的1-3根细绳带从分别压脚的导向槽右侧滑入各自细绳带的导向槽中(如使用单绳,请使用中间的导向槽); 2.安装压脚,将细绳带从压脚下方拉至压脚的后方,然后选择曲折针迹,并将针迹的宽度调节至最大,然后开始缝纫。
2- 五孔镶绳压脚 用于缝制1-5根细绳带或者装饰性线。选择brother家用缝纫机的曲折针迹宽度为7mm。 1.将所需缝制的1-5根细绳带或装饰性线分别从压脚上的各自的导向孔中穿入; 2.安装压脚,并将细绳带或装饰性线从导向槽下方拉至后方; 3.将细绳带或者装饰性线整理整齐,选择曲折针迹并将针迹宽度调节至最大7mm,然后开始缝纫。
3- 七孔镶绳压脚 用于缝制1-7根细绳带或者装饰性线。选择brother家用缝纫机的曲折针迹宽度为7mm。 1.将所需缝制的1-7根细绳带或装饰性线分别从压脚上的各自的导向孔中穿入; 2.安装压脚,并将细绳带或装饰性线从导向槽下方拉至后方; 3.将细绳带或者装饰性线整理整齐,选择曲折针迹并将针迹宽度调节至最大7mm,然后开始缝纫。
4- 包布条压脚 帮助您轻松制做滚边宽度小于7mm的包边,可使用直线针迹、曲折针迹或装饰性针迹。 1.在安装压脚之前,请先将滚边条塞入压脚的导向槽中,确保滚边的布边对齐压脚的导向槽; 2.从压脚的后方拉出滚边条; 3.安装压脚; 4.调节针位,直至落针点位于滚边的边缘处。 提示:如果不能将机针调节至滚边上的合适位置,您可以拧松压脚上的螺丝,左右移动调节导向槽的位置
Brother 激光打印机使用说明书HL-2140 HL-2150N HL-2170W 对于视障的用户您可以使用“ 文本发声” 软件阅读本使用说明书。在您使用打印机之前,您必须设置硬件并安装驱动程序。请使用快速安装指南设置打印机。包装箱内有印刷副本。请在使用打印机之前,仔细阅读使用说明书。将随机光盘放置在方便的地方,以便随时迅速查询。请访问https://www.doczj.com/doc/2f4079578.html,。您可以获取更多产品支持信息、最新的打印驱动程序和实用程序、常见问题解答FAQs 和技术问题等。版本B SCHN使用本说明书本说明书使用的符号本使用说明书使用以下图标:此图标警告您避免可能造成的人身伤害。此图标警告您避免可能发生的触电伤害。此图标警告您不要触摸烫热的设备部件。此图标说明了您必须遵守或避免的一些步骤以防止损坏打印机或其他物品。此图标提醒您与打印机不兼容的设备和操作。此图标提醒您如何对应可能出现的情况或提供有关当前操作如何与其它功能工作的提示。i安全注意事项安全使用打印机请妥善保存说明书以备日后参考,进行任何维护之前请仔细阅读。警告打印机内部有高压电极。清洁打印机内部之前,务必关闭电源开关,并将打印机插头从电源插座中拔出。不要用湿手插拔插头,否则可能会导致触电伤害。始终确保插头完全插入。不要使用吸尘器清洁打印机中泄漏的墨粉,否则可能导致吸尘器内部墨粉阻塞,引起火灾。使用干燥的无绒毛布清除残余墨粉,并根据当地法规处理废弃的墨粉。不要使用易燃物品或任何类型的喷雾清洁设备的内部或外部。否则可能引起火灾或触电伤害。关于如何清洁设备,请参阅第73 页上的清洁。ii在您刚使用过打印机后,打印机内部的一些零件温度会非常高。当您打开打印机的前盖或后盖后出纸托板时,不要触摸图中所示的阴影部分。打印机内部打印机内部前视图后视图塑料袋用于包装设备。请将这些塑料袋放于儿童不易触及的地方,以免儿童误吞而窒息。清洁打印机的外部: 请确保已经从交流电源插座上拔下打印机插头。请使用中性清洁剂。若使用挥发性的液体如稀释剂或汽油清洁将损坏打印机的外表面。不要使用含有氨的材料进行清洁。注释不要移动或损坏定影单元上或附近的注意标签。iii商标Brother 标记是兄弟工业株式会社的注册商标。Apple、苹果标记、Macintosh 和TrueType 是苹果公司在美国和其它国家的注册商标。Hewlett Packard 是注册商标,HP LaserJet 6P、6L、5P、5L、4、4L、4P、III、IIIP、II 和IIP 是Hewlett- Packard 公司的商标。Microsoft、MS-DOS 和Windows 是微软公司在美国和其它国家的注册商标。Windows Vista 是微软公司在美国和/ 或其它国家的商标或注册商标。ENERGY STAR 是美国的注册商标。SuSE 是SuSE Linux AG 的注册商标。RED HAT 是Red Hat 公司的注册商标。Mandrake 是Mandrake Soft SA 的注册商标。Intel、Intel Xeon 和Pentium 是Intel 公司的商标或注册商标。AMD、AMD Athlon、AMD Opteron 和combinations thereof 是Advanced Micro DevicesInc 的商标。Java 和所有Java 相关的商标和标记是Sun Microsystems Inc. 在美国和其它国家的商标和注册商标。对于本使用说明书中涉及的软件名称,其相对应的公司都拥有表明其所有权的软件许可协议。本使用说明书中涉及的其它术语、商标和产品名称是其相对应公司的商标或注册商标。编辑及出版说明本手册在兄弟工业株式会社监督下编辑出版,包含最新产品的说明和规格。手册内容及产品规格如有更改,恕不另行通知。Brother 公司保留对包含在手册中的产品规格和材料作出更改的权利,恕不另行通知,同时由于使用本手册所包含的材料所造成的任何损坏包括后果,包括但不仅限于本出版物的排版及其他错误,Brother 公司将不承担任何责任。2007 Brother Industries Ltd.装运打印机如果出于任何原因必须装运打印机,请小心包装打印机以避免运输途中引起的损坏。我们建议您保留并使用原包装。打印机应受承运人担保。iv目录1 关于本打印机1 装箱清单
传真机中英文对照表兄弟7420参考机:兄弟7420主菜单子菜单选项及说明 1、General setup (常规设置)1 Mode timer模式定时器 5 mins 5分钟;1 min 1分钟; 30secs 30秒;0 sec 0秒; Off 关 2 paper type 纸张类型Plain(普通纸);plain (thick)(普通 纸(厚));thick(厚纸);thicker(特 厚纸);transparency(透明胶片); recycled paper(再生纸) 3 Paper size纸张大小A4 4 volume 音量1、ring 振铃(high高;med中;low 低;off关) 2、beeper蜂鸣器(设置同上) 3、speaker 扬声器具(设置同上)5、ecology 环保性能1、toner save(节墨模式) 2、sleep time (休眠时间) 6、lcd contrast液晶屏比 度 Light浅;dark深 7、security 安全性能1、tx lock发送锁定(禁止除接收传真 外的大多数功能) 2、setting lock设置锁定(禁止日期和 时间、本机标志ID、速拨和常规设置的
设定 2、fax 传真1、setup receive设置接 收 (仅在传达室真模大下)1、ring delay振铃延迟 2、F/T ring time (F/T振铃时间) 3、fax detect传真检测 4、remote code 远程代码 5、auto reduction 缩小接收传真的大小 6、memory receive 内存接收 7、print density 打印浓度 8、polling rx (standard标准;secure 安全模式;timer定时器) 2、setup send设置发送 (仅在传真模式下) 1、contrast 对比度(auto自动; light 浅;dark深) 2、fax resolution 传真公辨率(standard标准;fine 精细;s.fine超精细;photo照片) 3、delayed fax 延时传达真 4、batch tx 批量发送 5、real time tx 实时发送 6、polled tx 轮询发送 7coverpg setup封页设置,overseas mode 国际模式
紧急呼叫系统使用说明书 一:软件安装与硬件安装 (2) 1:软件安装 (2) 2:安装运行环境 (2) 3:DX4010模块连接与编程 (2) 二:用户登录、注销与退出、密码修改 (2) 1:用户登录 (2) 2:用户注销 (3) 3:用户退出 (3) 4:密码修改 (4) 三:主机管理 (4) 四:用户管理 (5) 五:防区管理 (6) 1:防区添加删除修改 (7) 2:地图导入 (7) 3:绘制地图 (7) 4:调整位置 (8) 六:数据管理 (9) 1:查询数据 (10) 2:打印数据 (10) 3:数据整理 (11) 4:导出数据 (11) 七:主界面操作 (11) 1:快捷提示信息 (12) 2:用户布防撤防 (12) 3:切换防区地图 (12) 4:报警弹窗提示 (13) 八:系统设置 (13) 1:基本设置 (14) 2:开关设置 (14) 3:转发设置 (15) 4:其他设置 (15) 九:附录 (17) 1:DS7400主机简易编程手册 (17) 2:配置文件说明 (19)
紧急呼叫系统是由厦门三六零度安防设备有限公司定制开发的用于酒店宾馆敬老院等场所的安防报警系统,软件具备防区管理、数据管理、查询打印、用户管理等功能,操作简单功能强大,同时支持多款主流报警主机。 一:软件安装与硬件安装 1:软件安装 找到安装包如图,双击运行,开始安装。依次点击下一步直到安装完成。 2:安装运行环境 说明:软件运行需要.NET2.0框架(WIN7系统自带了.NET2.0框架),如果已经安装过了,可以跳过此步,不知道是否已经安装.NET环境的话,按照下面步骤安装会提示已经存在字样,说明已经安装。 操作步骤:开始菜单→紧急呼叫系统→ 开始菜单→紧急呼叫系统→注册控件 依次单击下一步到完成安装。 3:DX4010模块连接与编程 模块接线参照DX4010模块使用说明书,上面有两个串口,一个是普通的串口,一个是USB 形式的串口,两个串口会同时往外发消息,消息内容一致。建议用USB转串口连接电脑,安装好USB转串口驱动,然后通讯编程4019 18# 4020 20#,通讯成功的话可以看到DX4010模块一个红色灯闪烁。 二:用户登录、注销与退出、密码修改 1:用户登录 软件启动后,弹出登录界面,如果在系统设置中启用了开机启动和自动登录,软件启动后会直接启动主界面,不用登录。选择用户名(默认为admin,软件会记住最近一次登录成功的用户,并自动填写到用户列表),输入密码,单击登录,密码错误会弹出密码错误提示框,
兄弟维修代码 故障信息 2.1 控制面板上的故障信息 2.1.1 用户访问的故障信息 在打印、扫描、复印时出现故障时,故障信息会显示在控制面板上的LCD上。下面列出的故障信息是用户可以恢复或者参考表中指定的章节可以进行操作的。 故障信息维修方法 CHANGE DRUM SOON 硒鼓单元已接近其使用寿命。更换一个新硒鼓,一分钟后该信息将自动消失。 COVER OPEN 关闭前盖。如果前盖是半开的,即使在关闭前盖后该项故障信息也不会消失。这种情况下,须完全打开前盖,然后按正确的方法盖上前盖。CHECK PAPERCHECK PAPER#1*CHECK PAPER#2*(* 如果安装了选配的下层纸盒) (1) 将纸张正确放入纸盒;(2) 如果缺纸,往纸盒里放入一摞新纸;(3) 检查纸盒中的纸张是否整齐,如果发现纸张卷曲,打印前应将纸张展平;有时将纸取出来上下翻转后再放进纸盒也会起一定的作用。(4) 减少纸盒中的纸张数量,纸摞的厚度应低于27mm。(5) 检查所用纸张是否符合指定类型。 CHECK CASSETTECHECK CASSETTE #1*CHECK CASSETTE #2*(* 当安装了可选下层纸盒时) 检查纸盒是否正确安装在打印机上。 NO DOCUMENT 将文档放在自动进稿器上,故障信息将自动消失,同时显示复印数量。 PRINTER JAM 取出卡在打印机中的纸张。如果打印机不能自动恢复打印,请按下“Job Cancel”按钮。详情请参阅本章的3.2节。 DOCUMENT JAM 取出卡在自动进稿器中的文档。如果打印机不能自动恢复扫描或复印,请按下“Stop”按钮。详情请参阅本章的第4节。 TONER LOW 粉盒中墨粉不足。买一个新粉盒,以备在打印机显示“TONER EMPTY”信息时使用。 TONER EMPTY 粉盒内没有墨粉或没有安装粉盒。更换一个新粉盒或安装配套粉盒。 故障信息维修方法 MEMORY FULL (1) 如果你正在打印,则按下Job Cancel 按钮,以打印打印机内的剩余数据。如果你在复印,则按下Copy 按钮,以复印打印机内的剩余数据。 (2) 降低打印的分辨率或文档的复杂程度。(3) 通过增加可选内存条来扩充打印机内存。 DOWNLOAD FULL 按下Job Cancel 按钮,取消打印机内的剩余数据。 COOLING DOWN 等待打印机内的温度降到额定范围(打印机内温度过高将导致打印机不能工作)。 MANUAL FEED (1) 将纸张放在手动送纸槽内。(2) 按下Job Cancel 按钮,用纸盒内的纸打印。 PLS OPEN COVER 打开然后再关闭前盖。如果用打开/关闭前盖的方法来修复故障,此信息将会消失。 PLS CLEAN DRUM (1) 清洁硒鼓单元内的电晕丝。(2) 如果信息还没有消失,则
如何进行用Brother一体机进行扫描、复印及打印? 在一体机待机状态下,可进行如下操作: 1、扫描 1-1A4扫描: 将纸张翻页放在进纸口,要扫描的内容面朝上,纸张头朝左。注意:一次不超过20张 不能按键一次即正反面都扫描,扫描反面须翻页后再进行扫描一次。 扫描→选择“扫描到PC”→选择“图像”→选择要存档的计算机(自己的计算机名)→更改设置(否)→确定→启动 1-2非A4纸张、票据、照片、身份证等扫描: 打开上盖,将扫描的内容面朝下,纸张靠近左上(可扫描区域与A4纸张边界相同),放在透明面板上的可扫描区域。 扫描→扫描到PC→图像→选择要存档的计算机(自己的计算机名)→更改设置(否)→确定→启动 2、复印 2-1A4复印: 将纸张翻页放在进纸口,要扫描的内容面朝上,纸张头朝左。按下启动键。 注意:一次不超过20张,不能一次性正反面全部复印,复印反面须翻页后再进行扫描一次。 2-2 非A4纸张、票据、照片、身份证等复印: 打开上盖,将复印的内容面朝下,纸张靠近左上(可扫描区域与A4纸张边界相同),放在透明面板上的可复印区域。 按身份证键→正面朝下,人物图像保持头朝左,与透明面板平行→启动→身份证翻面,放置同一位置→启动 按票据键→启动 照片→启动 3、打印 1、单面打印(默认)→启动 2、手动双面打印→office中,点击“打印”→选择要打印的范围(如:1,3,5,7,9)→打印A 面→取出已打印纸张(按取出的原序),打开机器最下方纸槽,将已印字的一面朝上,字与人呈相反的方向,将纸放进纸槽,打印B面(如:2,4,6,8,10) 3、自动双面打印:office中,点击“打印”→选择“属性”→选择“双面打印”→选择“确 定”。(如需单面打印,须选择“属性”→“双面打印”选择“无”→点击确定)
电脑平缝打结机操作书 1、打开电源,踏板向下踩压脚升起; 2、绕线方法:①当梭芯都为空线芯时,梭芯掐于绕线轴处,线按逆时针方向缠绕,推满线挡片,将踏板向下踩,确定机针不会碰到压脚, 然后按键,缝纫机运转后放开,但将继续踩踏板,直到底线完成; ②正常绕线,梭芯掐于绕线轴处,线按逆时针方向缠绕,推满线挡片,缝纫机进入工作。 ※切记:在绕底线过程中一定将线从针到挑线杆抽出,以免线缠在车内 3、梭芯装取(如图):向下拉大旋梭盖(1)将其打开,梭芯掐于梭芯套,底线穿过线槽(1),从(2)中拉出,穿过套柄上的线孔(3),拉出约30mm。
4、针线的穿法:按键(灯闪烁),菜单灯熄灭,压脚向下降 进入穿线模式,完成穿线后按键(灯灭),压脚恢复原位。 5、图案的确定:图案编号(1—89),按键 (灯亮)进入程序编号,左上角处为编号显示屏,用来选择需要的花样;例如,程序编号为2,将踏板踩到第二档,压脚移动到原点,并记录该图案,程序编号从闪烁变为常亮。6、使用试送布模式确认针孔是否超出压脚的范围(两种方法): ①按键(灯亮),踏板踩到第一档压脚降下(脚离开踏板),用手控制键,按针向前移动,如果一直按住键,压脚移动速度变快,按键灯灭,踩下踏板,压脚升起,恢复原位。 ②按键灯亮,将踏板踩到第二档,压脚降下自动向前移动,进入快进试送布模式,按键灯灭,踩下踏板,压脚升起,恢复原位。 7、调节图案的横向位率:按键(灯亮),编号显示屏闪烁,控制(右边)键,键增加图案长度(单位:mm),踏板踩到第二档压脚移动原点,记录数据,编号显示屏为常亮。(长度不可超出使用的压脚) 8、调节图案的纵向倍率:按键(灯亮),编
火灾自动报警系统控制器操作说明 一、开机、关机与自检: 当调试工作完成后,用户就可以按以下顺序进行操作了; 1、电源的主备电开关。 2、打开控制器的工作开关(在DC-DC变换模块上)。 完成以上操作后,系统上电进行初始化。初始化完成后进入对运行记录、屏蔽信息、联动公式、声光电源 的自动检查状态,自检完毕,控制器对外接探测器和模 块进行注册,并显示注册信息。至此,开机过程结束, 系统进入正常监控状态。 3、关机过程按照与开机时相反的顺序关掉各开关即可。 二、设备信息检查: 按下设备检查键,屏幕显示注册的回路和连接在控制器上的所有设备的各种信息及编号,按面板上的TAB键转换来查详细的设备信息。 三、信息显示与记录: 1、信息显示。 当系统中有火警、反馈、启动、故障、隔离任意一种信息存在时,系统将全屏显示此信息。系统存在火警时,将在屏幕的最上方持续显示火警信息,并且将控器上的火警灯点亮,同时控制器发出火警声响,并显示那个房间和设备号码,在显示其它
信息时和火警信息一样,在查看另一个信息时,按面板上的“窗口切换”键。 2、查看运行记录: 按下“记录检查键”系统将显示运行记录信息,每条信息包括记录信息发生的时间、六位编码、类型及内容提要。 3、信息的打印: 在查看运行记录时,若当前打印机处于选择打印状态时,可以选中要打印的信息条,按下“确认”键就可以将记录的信息打印出来。另外,当控制器处于“即时打印”状态时,控制器还可随时将系统中的各种信息打印出来。 四、消音: 在发生火警或故障等警报情况下,控制器的扬声器会发出相应的警报声加以提示,当有多种警报信息时,控制器按以下排序发出对应的警报声音: 1)产生火警信息(消防车声) 2)产生监管信息(机关枪声) 3)一般模块反馈(快速嘀嘀声) 4)启动设备过程(缓慢嘀嘀声) 5)产生故障信息(救护车声) 五、火警及故障的处理方法: 1、故障的一般处理方法。 故障一般可分为两类,一类为控制器内部产生故障,如主电
Brother 标签打印机使用手册 Brother 标签打印机相当于普通的打印机有网络打印和本地打印。 咱们的设备是QL-580N 本地打印: 直接把标签机连接USB线安装驱动即可。默认WINDOWS7自带驱动。 USB数据线如下图: 需要安装1个客户端:P-touch Editor 客户端下载地址: https://www.doczj.com/doc/2f4079578.html,/bsc/public/as/cn/zh/dlf/downloa d_top.html?reg=as&c=cn&lang=zh&prod=lpql580eas 选择系统版本和语言然后点击搜索
如下图: 进入到下载界面,下载P-touch Editor5.x 然后安装一个打印机,和添加普通打印机一样 如果没有打印机驱动,在次界面也可以找到下载即可。 网络打印: QL-580N如果需要更改IP地址,比如换位置了。需要更改标签打印机的地址就必须下载一个软件对他进行更改配置。 但是必须是和标签打印机同一个网段之下才可以配置它的地址。 例如: 标签打印机的地址是10.10.163.250那么如果在办公环境下咱们的地址是10.10.66.0/24网段的那就不能配置,只能单独找一个交换机或者HUB把笔记本配置为10.10.163.0/24网段的才能进行管理。
使用软件是:BRAdmin Light 下载地址: https://www.doczj.com/doc/2f4079578.html,/bsc/public/as/cn/zh/dlf/download_index.html?reg=as&c= cn&lang=zh&prod=lpql580eas&dlid=&flang=%E4%B8%AD%E6%96%87&os=98&type2=-1 如果在下载安装之后即可。安装完成之后并安装启动效果如下: 右键配置地址。 然后在安装客户端即可,客户端和本地打印的一样: https://www.doczj.com/doc/2f4079578.html,/bsc/public/as/cn/zh/dlf/downloa d_top.html?reg=as&c=cn&lang=zh&prod=lpql580eas 下载并安装即可。 然后安装一个打印机,添加上IP地址即可。和添加普通打印机一样。如果没有打印机驱动,在下载界面也可以找到下载即可。
HT-110固定点防盗报警系统(3.1A)使用手册 使用前须知 1.编程操作前必须把”编程开关”拨向“编程”位置,方能进行编程操作.拨向“关闭”位置,只能进行 密码布、撤防录音操作。 2.编程完毕,要把“编程开关”拨向“关闭”位置,否则,HT-110B用户主机各防区将不能工作, 或被人误编程,造成程序错乱或删除。 3.本系统必须按说明书要求正确安装,经检查无误后,方可接入电源。 4.蓄电池的正极(+)连接红色正极线,负极端(—)连接黑色负极线。 5.在安装连接线时,不要用金属物或用手碰击、触摸电路板上的电子元件器件。 6.要设定公安110指挥中心报警电话号码前,首先应征求公安部门110同意,办好登记手续后,方 可将“110”号码存入本机。 7.不要随意拆用户主机,以免发生意外和人为损坏。 8.如用户主机发生故障,请持购机发票和保险修卡与销售代理商或我公司联系。 9.定期进行例行检查,发现误操作或故障应既及时排除,以免有盗情不报警。 10.机内备用电源容量有限,应以交流供电为主。 11.本机适用于HT-110B(3.1A版本),HT-110B(3.1A定时版本) 一、HT-110固定点防盗报警系统概述 HT-110固定点防盗报警系统,是汲取当今科技成果,运用现代科学探测、发现犯罪的新一代技防产品。并经公安部检验合格。该系统采用坚固耐用的金属外壳和美国原装芯片,微电脑控制技术,是集传感探测,通讯、计算机于一体的智能化、全数码、多功能的新一代技防产品,该系统广泛应用于营业场所、企事业单位、居民别墅作为防盗、防抢、紧急求助自动报警,即可独立使用,也可与报警中心组成联网。 该系统由可编程智能用户主机、遥控器、手(脚)控开关、门磁、各种防盗探测器和电子警号组成。可与110报警管理中心电脑联网,组成一套先进的全方位科学技术安全防范网络。一旦发生警情,该系统立即通过电话把警情传输到用户设置的电话、手机、传呼机,同时向报警中心报告,中心联网电脑可通过电子地图、数据库、电脑语言提示,监听现场情况,显示发生警情的单位、地址、发案时间、所辖派出所警力分布,及时调动警力作出快速处理。 二、功能简介 ?八防区微电脑控制,主机自带键盘,16位液晶显示,编程操作一目了然; ?八个防区实现有/无线兼容,每个防区可设置为有线报警,也可设置为无线报警;7、8防区为24 小时紧急报警电话防区,8防区为无声报警,专为金融机构防诈骗而设置; ?可预设8组报警电话号码,向110或生活小区联网报警管理中心报警,同时向主人的手机、传呼机 报警;电话语言告知报警地点; ?布、撤防上报功能:可设置本机在布、撤防时是否向报警中心台上报; ?主机可根据不同警情,设置拨打不同受警者电话号码(接警中心、手机、电话、传呼机);3.0定时 版可设置定时布防、撤防时间。 ?智能识别主人是否接警,一旦接警,不在拨打该号码。 ?抢线拨号,优先报警功能:作案者企图打入电话占住报警线路行,系统自动抢线拨号报警 ?报警现场监听功能:从异地电话输入正确密码后,在报警监听范围内,能清晰地听到现场作案者的 语音、人走动、挖、撬等动作声音;能远程通过电话遥控延长或提前结束监听时间及监听情况下撤
1.机门联动器功能:在操作面板上有机门联动开关,可以控制机门联动器功能是否有效, 需要钥匙。当机门联动器有效时,当机门打开时,系统停止运行,起保护作用。机门联动器由机门限位开关和机门锁定装置组成。 2.切削进给速度:限定为50-4000mm/min。 3.在紧急停止的状态下打开或关闭电源,Z轴将下降大约。 4.电压报警指示灯:当输入电压超过额定电压的15%时,此灯为红色。 5.复位:(1)复位报警状态;(2)确保输入数据有效;(3)在程序运行期间,停止X/Y/Z/A/B/C 和主轴的运动。但是正在执行的换刀与攻丝是否停止取决于操作是否完成。 6.手动模式:可以执行零点返回、单刀更换、刀库旋转、快速移动、慢速进给移动、步进 进给移动、主轴旋转与停止、手脉操作。 7.回零后,X/Y/A/B/C的坐标变为0,Z轴变为参数【到Z轴零点的距离】设定值。 8.【ATC】键:按下此键,Z轴返回零点,主轴旋转,然后Z轴定位到ATC零点位置,刀库 旋转,最终一步一步定位到Z轴零点。 9.当打开电源时,主轴速度被设定为100r/min;快速移动倍率设定为10%;进给速度设定 为50mm/min,A/B/C轴设定为min;增量步长设定为。 10.【RELSE】:此键解除刀库的旋转错误或者ATC运动错误。 11.【I/O】:此键在故障排除期间提供设备控制状态的显示。 12.【冷却液】:此键处于关闭时,尽管程序中有冷却液打开的指令,仍然不能执行冷却液 打开。 13.当出现多个报警时,将按照重要性降序显示。 14.报警信息:带2个*号表示最重要,带1个*表示二级重要,不带*号表示三级重要。 15.报警停止分级:分5级。(1)停止所有伺服;(2)停止当前动作;(3)停止当前块;(4) 停止单步块;(5)只给出报警,机床运动不受影响。 16.重置报警方法:根据报警等级执行重置方法。2*报警需断开电源重置,1*报警需按RST 重置,无*报警按任意键重置。 17.修改参数:(1)把操作面板上的【数据保护】开关设置为【OFF】;(2)按下【数据库】; (3)选择参数;(4)按下【输入】;(5)输入新数据后按【F0】;(7),某些参数修改后
EC-5120 时钟显示型120防区报警器使用说明书 1系统简介 本系统是时钟显示型120防区家用/商用防盗报警系统,功能实用,性价比高、配置齐全、操作简单。系统采用微电脑处理技术,报警时现场发出120分贝的警报声,同时拨打用户预设的9组电话通知用户。四位数码管显示报警的方位。无线连接红外,门磁,烟雾探测器,燃气探测器,紧急按钮等配件。广泛应用于家庭、工厂、学校、商铺、便利店、财务室、别墅、小区等需要防护的地方。保护财产不受侵害。 2功能简介 ■时钟显示型数码显示屏,具有二组闹铃功能,响铃时间可调。 ■主机有120组无线防区,每个防区有8种防区类型可供选择,可设普通防区、留守防区、智能防区、紧急防区、关闭防区、门铃防区、迎宾防区、老人求助防区。 ■四组定时布撤防功能,每组定时布撤防可选取星期及不同的防区,省去手动频繁布撤防,真正实现智能化全自动控制。 ■报警时自动拨打用户设置的9组电话号码;不同的防区可以拨打预设的号码组合,掉电不丢号码。 ■10秒自定义留言录音。可在主机上回放录音。并内嵌人工语音,用户在远程接警时能知道警情发生的地点及防区号。 ■异地远程监听功能,并能远程电话布防、撤防。 ■无线智能学习配件,学习对码快捷简便,主机可兼容2262及百万组编码,可学习150个遥控器及150个探测器,不同编码的遥控器可以控制特定的分防区。 ■集成高精度的时钟芯片,时钟走时准确。 ■独有的黑匣子功能,可显示出最近的72条布撤防记录和102条最近的报警记录。 精确显示出报警的时间及防区号。 一、120防区时钟显示型智能防盗报警系统的组成与使用方法 布防 布防是指家中无人时,需要对报警现场进行全方位的探测警戒;报警器的所有探测器处于工作状态,当有探测源(防盗、防火、煤气泄漏等)触发探测器时,报警系统马上报警。布防操作后,主机的[布防]灯长亮,同时显示屏上显示“BF”1秒。 遥控操作:按遥控器的[布防]键一次即可。 键盘操作:按主机键盘[布防]键一次即可。 留守布防 留守布防是指用户有人在家时,为了安全起见,需要让报警系统外围的门、窗、阳台、周界探测器工作,而又不想自己触发室内的探测器产生误报。此时选择留守布防,让一 部分探测器工作,另一部分探测器不工作。留守布防功能需要设置,把装在室内的探测器所在的防区类型都改成留守防区,才能正常使用。留守布防时,主机的[布防]灯隔2秒亮一次,同时显示屏上显示“LB”1秒。 遥控操作:按遥控器的[留守布防]键一次即可。 键盘操作:按主机键盘的[留守]键一次即可。 撤防操作
单边压脚 安装拉链和滚边更加轻而易举。压脚的位置可调节,当制作拉链/滚边等高低不平的物品时,可以轻易紧贴拉链/滚边的边缘,实现完美效果。 1.安装压脚并选择直线针迹(左针位); 2.确定压脚的位置,使其位于左或右侧较长送布牙的正上方; 3.拧松单边压脚后侧的螺丝,左右移动并调节压脚, 确保机针对准压脚开口处; 4.旋转手轮,确保机针落下时不会碰到压脚,然后拧紧后侧的螺丝; 5.开始缝纫。 适用机型:中国大陆销售所有brother家用机机型。 暗缝针迹压脚
通过暗缝压脚上的可调节导向装置,可在多种面料上制作暗 缝针迹。暗缝压脚可用于制作包边针迹、安装蕾丝花边,以 及面料的接缝,兼具装饰性和实用性用途。 制作暗缝针迹 1.将布料沿所需的折缝边缘折叠,然后从距布料边缘约5毫 米处疏缝; 2.沿疏缝的线迹折回布料,然后将布料反面朝上放置; 3.放置布料,使折缝的边缘紧靠压脚的导向装置,然后放低 压脚拨杆; 4.选择暗缝针迹; 5.调节针迹宽度直到针的落针点微抓住折缝; 6.开始缝纫; 7.缝纫结束后拆除疏缝线迹。 制作包边针迹/贴边针迹 1.选择包边针迹或/直线针迹针迹; 2.调节针位,使之落在距布料边缘的合适位置,然后将针落 下; 3.调节压脚导向装置,使之紧贴布的边缘,然后放下压脚拨 杆。 4.开始缝制。 适用机型:中国大陆销售所有brother家用机机型 不粘压脚 专为皮革、聚乙烯布料及其他一些特殊的难缝制的面料设 计,保持缝纫的顺畅。 选择您喜爱的针迹即可开始缝纫。 适用机型:中国大陆销售所有brother家用机机型 隐形拉链压脚 帮助您轻松安装隐形拉链。