第5章旋转机械常见故障诊断分析案例
积累典型设备诊断案例在设备监测诊断工作中具有重要作用。首先它为设备诊断理论提供支撑。常见的设备故障有成熟的理论基础,一个成功的案例通常是诊断理论在现场正确应用和诊断人员长期实践的结果。典型诊断案例具有强大的说服力,一次成功而关键的诊断足可以改变某些人根深蒂固的传统观念,对现场推广设备诊断技术具有重要意义。
其次它为理论研究提供素材。在医学上,由典型的特例研究发现病理或重大理论的案例很多。设备故障的情形多种多样,现场疑难杂症还比较多,有许多故障很难用现有理论解释,只能作为诊断经验看待,这种经验有没有通用参考价值,需要在理论上进行说明。
另外,有许多案例无法在试验室模拟,而它们在不同的现场又常常出现,因此典型案例为同行提供了宝贵经验和经过证实的分析方法。诊断人员可以参考相似案例的解决方案解决新的问题,提供快速的决策维护支持,并为基于案例的推理方法提供数据基础。
典型案例分析的重要性还表现在它是监测诊断人员快速成长的捷径。目前实用的振动诊断方法、技术和诊断仪器已经相当完善,而许多企业在诊断技术推广应用方面存在困难除了思想观念方面的原因外,更主要的原因是缺乏专业人才。研究案例的一般做法是,从新安装设备或刚检修好的设备开始,可以选择重点或典型设备进行监测,根据不同设备制定不同的监测方案和监控参数,定期测试设备的振动,包括各种幅值、振动波形和频谱等。如果设备出现劣化迹象或异常,要缩短监测周期,倍加留心振动波形和频谱的变化,注意新出现的谱线及其幅值的变化,在检修之前做出故障原因的判断。设备检修时要到现场,了解第一手资料,全程跟踪设备拆检情况,掌握设备参数(如轴承型号,必要时测量有关尺寸、齿轮齿数、叶片数、密封结构、联轴器和滑动轴承形式等),做好检修记录(有时需要拍照记录),比较自己的判断对在哪里,错在哪里,进行完善的技术总结。几个过程下来,水平自然有很大提高。总之,添置几件诊断仪器是很容易的事,诊断成果和效益的产生不是一朝一夕的事,需要柞大量艰苦、细致的工作,长期积累设备的状态数据,对此应有应清醒地认识。
表5-1为某钢铁公司多年来162例典型故障的原因或部位分布情况。可见转子不平衡、轴承故障、基础不良、不对中和齿轮故障是主要原因。
5.1 转子动平衡故障诊断、现场校正方法与实例分析
5.1.1 转子不平衡的几种类型与诊断【左经刚,设备故障的相位分析诊断法,中国设备管理,2001年第5期】
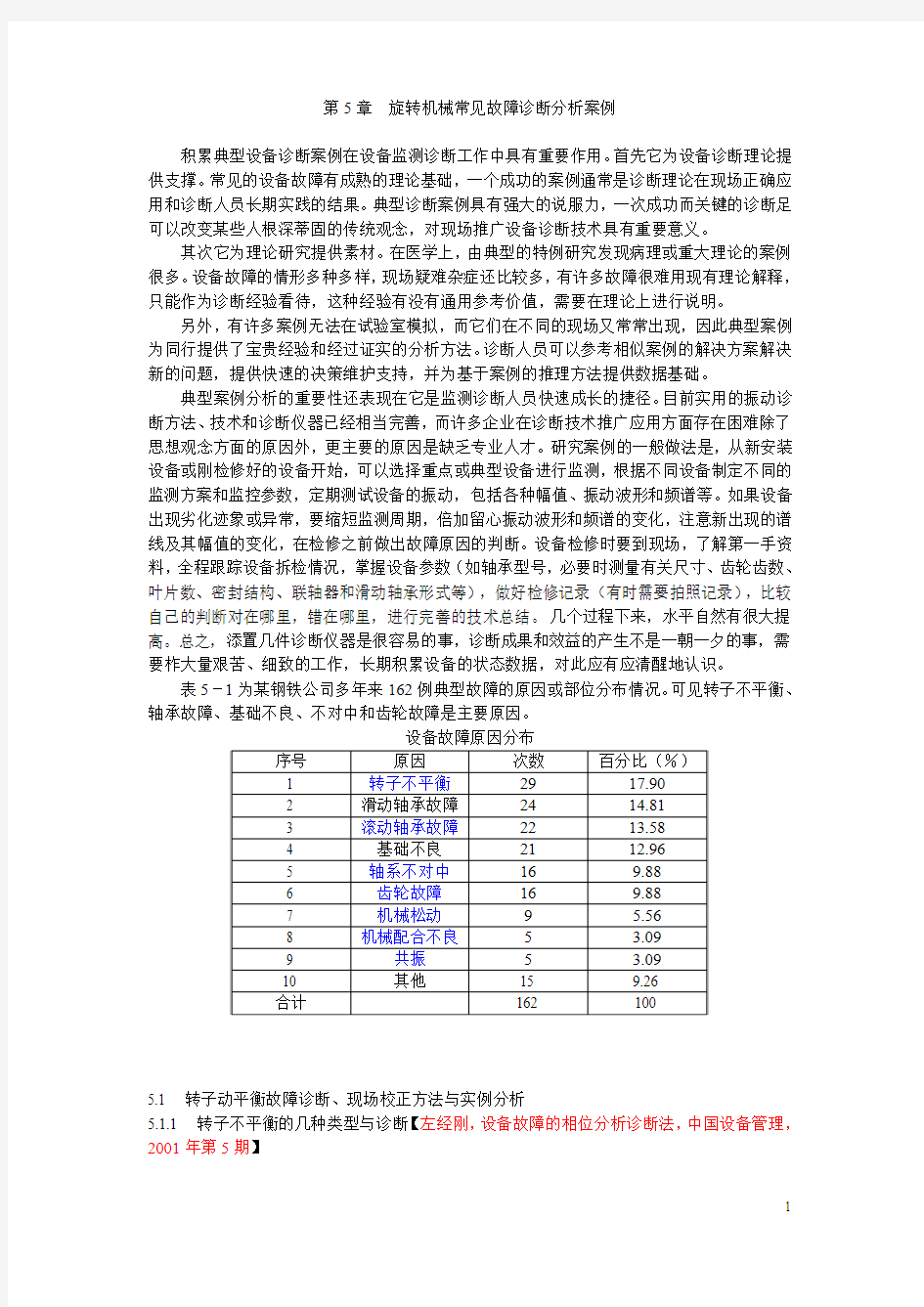
转子不平衡通常是由于转子质量中心线与旋转中心线存在物理差异引起的。按照两线的物理位置可以将转子不平衡分为四种类型:静不平衡或力不平衡、力矩不平衡或偶不平衡、准静不平衡和动不平衡。
静不平衡或力不平衡(5-1):转子中央平面内存在不平衡质量,使轴的质量中心线与旋转中心线偏离,但两线平行。对于两端支撑的简支型转子,两轴承处的振动幅值和相位接近。
图5-1 静不平衡
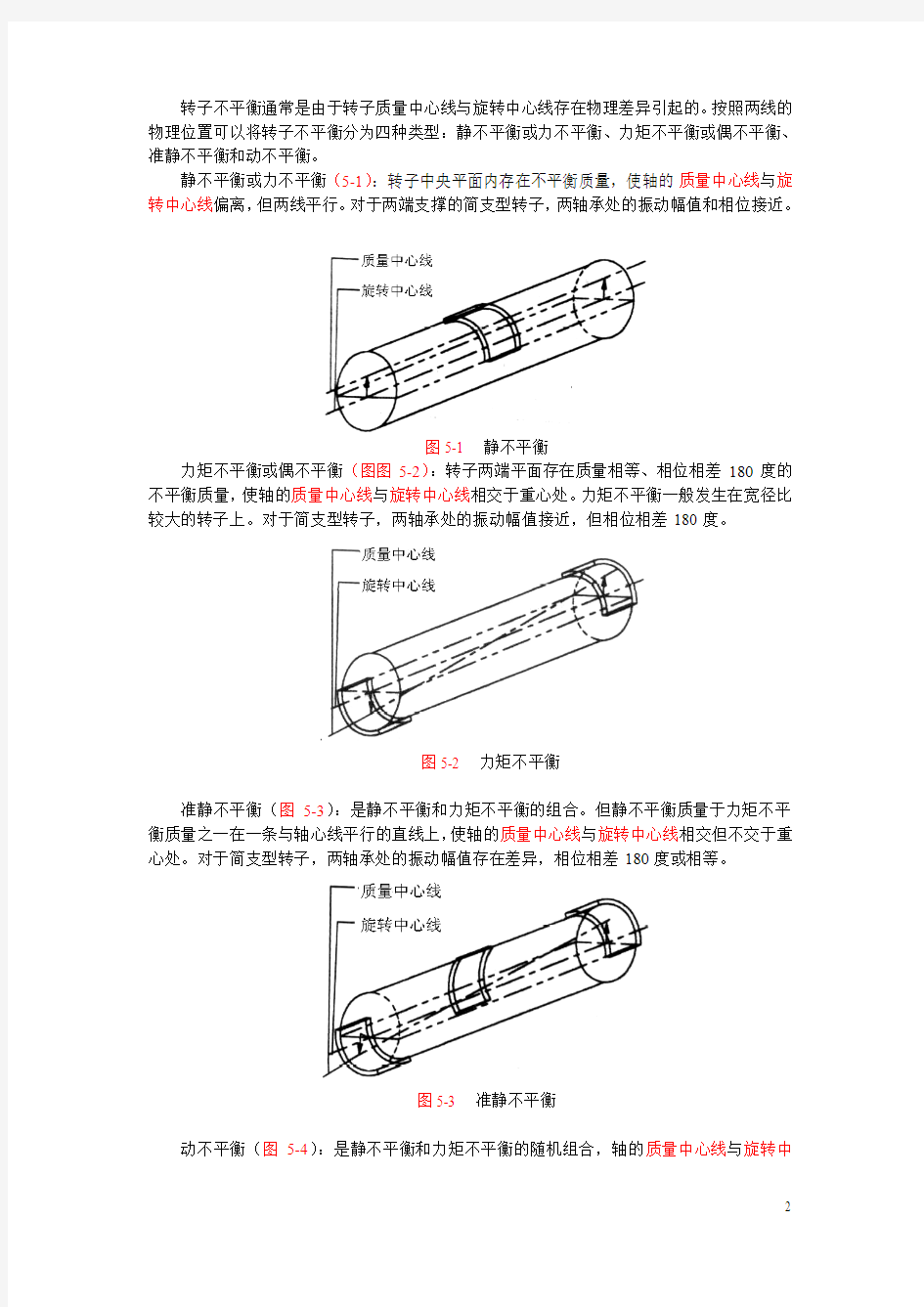
力矩不平衡或偶不平衡(图图5-2):转子两端平面存在质量相等、相位相差180度的不平衡质量,使轴的质量中心线与旋转中心线相交于重心处。力矩不平衡一般发生在宽径比较大的转子上。对于简支型转子,两轴承处的振动幅值接近,但相位相差180度。
图5-2 力矩不平衡
准静不平衡(图5-3):是静不平衡和力矩不平衡的组合。但静不平衡质量于力矩不平衡质量之一在一条与轴心线平行的直线上,使轴的质量中心线与旋转中心线相交但不交于重心处。对于简支型转子,两轴承处的振动幅值存在差异,相位相差180度或相等。
图5-3 准静不平衡
动不平衡(图5-4):是静不平衡和力矩不平衡的随机组合,轴的质量中心线与旋转中
心线不平行也不相交。对于简支型转子,一般情况下两轴承处的振动幅值接近,但相位相差在0度~180度之间。
图5-4 动不平衡
一般情况下,叶轮的宽度与直径之比大于5时易产生力矩不平衡,小于5时易产生动不平衡。静不平衡可采用单面平衡法校正;力矩不平衡应采用双面平衡法校正;动不平衡采用单面法或双面平衡法校正。
转子不平衡故障具有如下振动特征:
(1)振动波形接近正弦波、波形对称、连续;
(2)轴心轨迹近似圆形;
(3)振动频率以1X转频振动为主,高次谐波较小;没有其它显著频率;
(4)振动以径向为主,一般水平方向幅值大于垂直方向的幅值;
(5)水平方向和垂直方向的1X转频振动幅值差别不大(3:1以内);
(6)轴线方向1X转频振动幅值明显小于水平方向和垂直方向;
(7)振动幅值随转速增加而大幅度增加;
(8)振动相位一般稳定(波动范围在20°以内)。要特别强调使用相位信息进行确认。对于静不平衡或力不平衡故障,两轴承测点水平方向振动同相位、垂直方向振动也同相位;同一轴承垂直和水平测点相位差为90°(±30°)。对于力矩不平衡故障,两轴承测点水平方向振动反相位、垂直方向振动也反相位;同一轴承垂直和水平测点相位差为90°(±30°)。对于一般的动不平衡故障,两轴承座同方向振动相位差约为±30°,同一轴承垂直和水平测点相位差约为90°(±30°)。
(9)若转动频率的谱线能量占70%~80%或更高,而其它频率谱线成分所占比例只有20%~30%,其幅值(速度、位移)超过正常的3~4倍。在排除了其它原因后,可认为振动是由转子不平衡引起的。
在诊断转子不平衡故障时,必须关注联轴器的故障问题。联轴器故障通常造成旋转件之间同心度变差、质量偏移、张角等,因此联轴器故障常常引起转子不平衡、轴系不对中的故障特征。根据一些诊断经验,联轴器故障所引起的振动主要表现为轴的转频振动,有时有较丰富的高次谐波,有时不一定有明显的高次谐波。一般情况下振动表现为径向。由于诊断中,人们往往把注意力集中在与之相连的转子上,因而通常把联轴器的故障排除在诊断视线之外,常常判断为转子不平衡和不对中。从维修的经济性考虑,应充分注意到联轴器故障的可能性。
对于悬臂式转子,根据测试诊断经验,当转子平衡状况较好时,在垂直径向、水平径向和轴线方向,近转子侧轴承振动和远转子侧轴承振动都比较小,振动值接近。当转子存较严重不平衡时,在垂直径向和水平径向,近转子侧轴承振动比远转子侧轴承振动大30%~40%,轴线方向两轴承振动相当或有一定差异,径向振动一般远大于轴向振动。当转子存在非常严
重不平衡时,在垂直径向和水平径向,近转子侧轴承振动比远转子侧轴承振动大50%~100%,轴线方向两轴承振动相当或有一定差异,径向振动一般远大于轴向振动。相位方面两轴承测点轴向同相位振动,而水平径向相位可能不稳定。
5.1.2 转子动平衡故障的确认
在动平衡前首先要排除是否存在潜在性的结构振动问题,这是关系到平衡是否成功的关键因素之一。结构振动的主要问题有:严重机械松动、结构共振以及基础不良等。为检查是否存在结构振动问题,建议分别测量两端轴承垂直和水平方向在转频上的振动幅值、以及相位,如图1,图中显示的数据是较为典型动不平衡振动模式。不平衡力是径向力,它应该分别在垂直和水平方向产生同样的振幅。此外,轴承座从上到下,水平方向振幅应该越来越小,而不是相当或变大。通过这些数据分析,可以发现是否存在结构松动等。
图1
图2
参考图2,首先注意到各点振幅相对差异较大,后轴承测点水平和垂直振幅比值超过3倍。其次后轴承测点水平和垂直径向相位差为182°,接近0°或180°,而不是接近90°,因此很可能存在转速下结构共振的问题。在接近共振区运行的转子会出现相位不稳定、振幅很大的特点,而且经常出现轴承等零部件的损坏等故障。
5.1.3 现场动平衡质量分解
13mm/s@156°
15mm/s@169°
9mm/s@51°
11mm/s@72°
5.5mm/s@155°
16.5mm/s@274°
6.1mm/s@71°
4.9mm/s@92°
21000
011.0F
W )(n R =g 4.401000
1500100*011.05%
*2000W 2==
)
(
5.1.3 转子动不平衡现场校正方法 5.1.3.1 单面平衡法
静不平衡指的是不平衡量处于单个平面里。当转子仅由安装在完全平衡过的轴上的单个薄盘构成或纯粹是静不平衡问题时才属于单面平衡。工业现场的许多转子如大量的风机转子,其动不平衡问题都可以通过单面平衡校正【J.S.米切尔 著.机器故障的分析与监测,机械工业出版社,1990;施维新】。其平衡步骤(如图5-5)为:
a . 在工作转频下,测试初始不平衡量A(幅值和相角);
b . 加上试重W 后,测试新的不平衡量B(幅值和相角);
引入单位效果矢量α,其方向角为零度,定义为α=(B -A)/W ,则平衡条件为:
α2P =-A (5-1)
解式5-1可得校正质量P(幅值和相角)。
图5-5 单面平衡法过程
加试重W 的大小及方位的确定是现场平衡工作的重要技巧。试重加上后应引起振动有足够大的变化,但不应造成设备损坏(如果加放的位置不当),可以称之为“30——30规则”,即通常要求振幅变化在30%以上或相位的变化量30度以上。一般认为,试重引起的不平衡力约等于转子重量的10%,试重W 可按下式计算:
式中: W ——试加重量,g
R ——加试重处的半径,cm n ——旋转体转速,r/min
F ——单个轴承承受的试重引起的不平衡力,约等于转子重量的5%(低速时为
10%~20%),kg 例如,转子质量=2000kg ,加重半径=100cm ,转子转速=1500 r/min ,则试重W 为:
(5-2)
5.1.2.2 双面平衡法
当叶轮的宽度与直径之比>5时易产生力偶不平衡,这时宜应采用双面平衡法。双面平衡法中影响系数法矢量运算法应用最广泛,其运算原理如下【袁宏义等著.设备振动诊断技术基础.国防工业出版社,1991;屈梁生、何正嘉编著.机械故障诊断学.上海科学技术出版社,1986】
平衡步骤为:
a)测得转子的原始不平衡下左、右侧面的不平衡量幅值V10 、相角P10和幅值V20 、相角P20;
b)在左侧面R1处加试重P1,测得左、右侧面新的不平衡量V11 、P11和V21、P21;
c)取下试重P1,在右侧面R2处加试重P2,测得左、右侧面新的不平衡量V12 、P12和V22、P22;
d)据上述参数计算左、右侧面的校正质量和相位角。
若定义
K11=(V11-V10)/P1 K21=(V21-V20)/P1
K12=(V12-V10)/P2 K22=(V22-V20)/P2
(上式中P1和P2的方向角为0°)
则得平衡方程为:
K11·MC1+K12·MC2=-V10 (5-3)
K21·MC1+K22·MC2=-V20 (5-4 式中MC1和MC2分别为左、右侧面的校正质量,包括幅值和相位。
设Q1=MC1/P1 (5-5)
Q2=MC2/P2 (5-6) 则式5-3和式5-4)可以改写为
Q1·(V11-V10)+Q2·(V12-V10)=-V10 (5-7)
Q1·(V21-V20)+Q2·(V22-V20)=-V20 (5-8) 解式5-7和式5-8可得Q1和Q2如下:
Q1=〔-V10-Q2(V12-V10)〕/(V11-V10) (5-9)
V20·(V11-V10)-V10·(V21-V20)
Q2= ─────────────────────(5-10)
(V21-V20)·(V12-V10)-(V22-V20)·(V11-V10)
根据式(5-9)和式5-10计算的Q1和Q2的值,再结合式(5-5)和(5-6)可以得到校正质量MC1和MC2(包括大小和相位)。
5.1.2.3 静偶分解平衡法
影响系数法适用于一端配重对另一端振动的交叉影响不超过50~60%的情况。若交叉影响更大,则用静偶分解法能得到更好的结果。静偶分解法矢量运算原理【J.S.米切尔著.机器故障的分析与监测,机械工业出版社,1990】是这样的:一般情况下,离心惯性力分解的结果为一个力和一个力偶,因此一般的动不平衡都可以视为静不平衡和偶不平衡合成的结果。如图5-6a,假设矢量V10和V20分别代表平面1和平面2的初始不平衡量,C 为线段BD的中点,则矢量AC(即S0)为初始静不平衡分量,矢量CB(即V101)和矢量CD(即V201)分别为平面1和平面2的初始偶不平衡分量。因此可以分别校正静不平衡分量和偶不平衡分量来校正转子。
a.初始不平衡
b.加试重P后
c.静不平衡校正后,加试重Q
图5-6静偶分解法平衡过程
a b
图5-7静偶分解法试重加法
静偶分解法的平衡步骤是:
a)测得转子在平面1和平面2的初始不平衡量V10(幅值为V10,相位为P10)和V20(幅值为V20,相位为P20),计算矢量S0(幅值S0,相位PS0)、V101(幅值V101,相位P101)和V201(幅
值V201,相位P201);
b)加静不平衡试重P,测得转子在平面1和平面2的新的不平衡量V11(幅值为V11,相位为P11)和V21(幅值为V21,相位为P21),如图图5-6b,计算矢量S1(幅值为S1,相位为PS1);试重的加法如图5-7a所示;
c)根据矢量S0和S1校正静不平衡;
d)加偶不平衡试重Q,测得转子在平面1和平面2新的偶不平衡量V12(幅值为V12,相位为P12)和V22(幅值为V22,相位为P22),试重的加法如图5-7b所示。由于静不平衡得到校正,理论上有矢量V12=-V22,如图5-6c。根据矢量V101和V12或矢量V201和V22,校正偶不平衡。
5.1.2.4 四圆法做现场动平衡
在测量不到相位情况下,仍然可以对转子做现场动平衡。这时需要运用四次启动试验以求得校重的大小和位置。
其做法是:将转子等分为3份(也可以不等分),见图5-8,分别在等份位置标上1、2和3。启动转子,测量不平衡情况下振动初始幅值(如速度有效值)。停机,在1位置安放适当的试验配重,启动转子,测量同一部位的振动幅值。停机,将1点试验配重取下安放于2点,启动转子,再次测量同一部位的振动幅值。停机,将2点试验配重取下安放于3点,启动转子,再次测量同一部位的振动幅值。在极坐标纸上,分别以图5-8,中的O、1、2和3点为圆心,以上述四个幅值为半径或直径(或按照同样比例)画圆。求出O点到3个试验圆交叉区域中心的距离,据此求出校重的大小和方位角。
下面以一个现场实例说明该方法的应用。某水泥生产线的一冷却风机机组,由电动机(型号为Y280M-2)直接带动一台悬臂式风机(型号为PCF 0731)组成。电动机为2790rpm,功率为90Kw。风机转子重量约150Kg,有11个叶片,流量为20000m3/h。机组投产后振动一直较大,风机靠近叶轮侧轴承H向振动速度有效值达到10mm/s。经过诊断判定为转子动不平衡。现场动平衡过程如下:
经过计算,试验配重=12g(含焊条重量)。
试验配重加在1点,开机测量振幅为16mm/s;
试验配重加在2点,开机测量振幅为12mm/s;
试验配重加在3点,开机测量振幅为9.5mm/s。
如图5-8,分别以O、1、2和3点为圆心,以10、16、12和9.5为直径画圆。标出3个试验圆的交点A、B和C。理论上A、B和C应为一个点。但正如本例这样,由于多种因素的影响(机组振动特性、其它设备对振动的影响、实际配重位置误差、测量误差、作图误
差等),A、B和C三点不能交于一点。这时可以连接A、B、C三点成为三角形,求出该三角形的外接圆的圆心D点(绘图求法:以三角形的任意两边,分别做垂直平分线,两直线的交点即为D点)。如果3个试验圆不能相交,则需要在3圆围成的小区域求出3圆的最小公切圆,求出最小公切圆的圆心D点即可。
连接OD,这就是校重重量的方位,如图从2点转动72°。根据比例求得OD=3.6mm/s。则校重重量=试验配重3初始振幅÷(OD32)=12310÷(3.632)=17g。
动平衡效果:在OD处的试重半径位置焊接了一块20g钢板(含焊条重量)后,重新启动,机组整机的振动速度有效值减小到2mm/s以下,消除了设备长期振动大的现象,达到了预期效果。
图5-8 四圆法做现场动平衡
应当说明的是,现场动平衡的效果往往好于在平衡机上对转子做平衡,主要是因为现场平衡时测量的是轴承座的振动,该振动包含了转子和轴承座的影响,现场平衡去除了对中等的影响。此外转子现场平衡一般是在转子的工作转频下进行,平衡转速高于平衡机上转子的转速,而同样的不平衡质量在高转速下产生的离心力也大,因此对机组的振动值影响也大,故现场平衡的计算精度和平衡精度更高。另外现场平衡不需要解体转子,因而速度快,节省检修时间。
5.1.2.5 现场动平衡质量分解
5.1.3 炼钢除尘风机转子动平衡故障诊断
一.机组简况
1993年12月下旬,某炼钢厂一台除尘风机振动忽然增大,风机车间地基甚至厂房均有强烈振感,风机机壳的振动速度有效值达到13.5mm/s。机组传动与测点示意图见图5-9。电动机转速为960rpm,风机叶片数为12。
图5-9 风机传动测点示意图
二.诊断分析
首先测量了机组振动值,见表5-2。可见,各测点H向振动速度有效值较大。现场观察发现,风机进风管在水平径向明显处于共振状态,车间地面振动较大。
表5-2 机组振动速度有效值和加速度有效值
由振动频谱可知,电机上1、2测点谱图有大量以转频为间隔的梳状谱线。而风机轴承座3、4测点的振动能量集中在叶轮转频上,风机各基础测点振动特征类似于风机轴承座振动。图5-10为4H测点的振动波形与速度频谱。风机3、4点在H向振动具有接近并且稳定的相位,纵上分析判断风机振动大的主要原因是:1)风机叶轮不平衡;2)因不平衡振动的激励,导致风机进风管支架局部共振。
风机叶轮不平衡的常见原因有:
(1)制造过程中造成的(如平衡校正不正确或精度不够等);
(2)因运输、保管不当造成叶轮零部件松动、叶轮铆钉松动、轴盘和轴的接合面松动等;
(3)叶轮轴弯曲;
(4)叶轮变形或损坏、主轴变形等;
(5)气体输送管道负荷发生急剧变化,主要是进出风口阀门及管道有堵塞等;
(6)轴向密封安装不正确,导致轴于密封产生局部磨擦,引起轴局部过热,使轴产生弯曲;
(7)气体中粉尘冲击、腐蚀导致叶轮产生不均匀磨损、甚至疲劳断裂等;
(8)叶轮表面粘着脏物(灰尘、油污或铁锈等);
(9)其它原因。
对以上各种情况分析如下:
因风机一直处于作业状态,而且风机轴承座测点振动谱图上没有高次谐波,所以可以排除原因(1)和(2)。在轴线方向,测点3和4的振动同相位并且谱图上是单一的叶轮转频,
固不存在轴弯曲的可能。原因(4)往往出现在新叶轮试车情况;根据机组运行状况,也不存在原因(5)和(6)的可能性。在剩下的情况中,由于机组是除尘风机,所以造成不平衡的原因很可能是(7)或(8)。 三.检修验证
风机在检修时,发现叶轮积尘很多,经清理,重新起动,机组振动正常,风机进风管和厂房的振动明显下降,说明这是一起典型的风机叶轮不平衡故障。
图5-10 4H 测点的振动波形与速度频谱
5.1.4 大型空压机转子不平衡故障诊断
一.机组简况
2000年12月中旬,某空压机进行了一次年修。年修结束后在机组试车启动过程中,发现空压机出气侧轴承(见图5-11中测点7) 在转子通过二阶临界转速时在线监测仪表轴振动读数时达到130um 。过了二阶临界转速后振动值降到110um 不再下降,该直远大于报警值54μm 和停机值72μm ,导致保护跳机。后多次启动,均因振动较大,未能成功。 机组由同步电动机(功率为15000Kw ,转速为1500rpm )、增速齿轮箱(齿数比为29/112,啮合频率为2800Hz )和RIK100-1-1-2型空压机( 转子名义速度为5793rpm , 一界临界速度为1500 rpm ,二界临界速度为4600 rpm ,三界临界速度为8000 rpm )组成。
7.5mm/s
0 2sec
0.17g -0.170 200Hz
16.5Hz/5.55mm/s
图5-11 空压机机组简图
二.诊断分析
据多年监测记录,正常情况下该空压机出气侧轴承座振动速度有效值一般在 2.8~3mm/s,年修停机前为V=2~3mm/s,但水平振动略大,为5.3mm/s。年修后启动时,在达到额定转速(机组空转)时,7点振动为:V=4 mm/s,H=5 mm/s,A=2 mm/s。
为分析机组振动大原因,再次启动时记录了机组振动信号。测试系统为若干加速度传感器、电荷放大器和磁带记录仪,同时用FFT分析仪现场实时观察7H的启动过程三维频谱图。图5-12为机组空运转时7H的振动加速度波形和速度频谱,图5-13为机组启动过程中7H 的三维谱图。
图5-12 机组空运转时7H的振动加速度波形和速度频谱
图5-13 机组启动过程中7H的三维谱图
由图5-12可见工频96.25Hz的振动幅值为4.58mm/s,占绝对优势,图5-13也显示启动过程中没有其它显著的振动谱线,因此判断空压机转子动不平衡是主要原因。了解检修过程后判断很可能是转子清灰不彻底或不均匀造成。
三.检修验证
诊断结束后,再次拆开空压机,发现:1)转子存在明显积灰现象,灰尘厚度为1~2mm,仔细清灰又清掉了约500克以上的灰尘;2)空压机出气侧下瓦调整存在一定缺陷。再次检修后,机组一次性开机成功,开机过程及运转情况下,在线轴振动仪表读数值最大仅为20um。空压机轴承座的最大速度有效值只有2.6mm/s。
5.1.5 高炉一次粉煤风机转子动平衡与轴承座松动故障诊断[刘学华,王俊洪,徐剑峰,高炉粉煤风机的振动监测及故障诊断,冶金设备管理与维修,2001(2)]
一.机组简况
高炉喷吹煤粉技术是炼铁降耗的关键因素之一,制粉设备分别由一台制粉机和两台风机等主体设备组成。两台风机的作用是:一次风机主要是制粉后煤粉进行一次回收;二次风机是对一次风机收集后煤粉进行二次收集。由于生产工艺的影响,通常一次风机叶轮的磨损较二次风机叶轮的磨损要大得多,因此一次风机是故障多发设备,也是重点监测的设备。
一次风机为悬臂式风机,传动形式为电动机通过弹性联轴器直接驱动风机,机组基本
技术参数为:电动机为Y400-50-4 型三相异步电动机;功率伟450Kw;转速为1485rpm。风机为M9-26NO15D型离心鼓风机;流量为101330m3/h;风压为9830Pa;日产煤粉为450t。机组传动及监测点示意图见图5-14。
图5-14 一次风机传动示意图
长期的振动监测发现,风机的振动以水平径向为主,垂直振动和轴向次之。从生产工艺知,一次风机主要是收集煤粉,因此在经过长期运行后,风机叶轮遭冲刷磨损造成叶轮叶轮动不平衡是机组存在的主要故障形式。
二.诊断分析
从2000年7月11日始,一次风机振动开始加大,逐步超出正常。经过一段时间跟踪测试,至10月8日振动值已经超出控制范围,见表5-3,为此对机组进行了精密诊断。
表5-3 机组振动速度有效值(10~1000Hz,mm/s)
由表5-2知风机振动很大,测试时发现风机轴承座钢基础振动也较大,3和4点钢基础H向振动接近20mm/s。图5-15为风机4H振动波形和速度频谱,可见引起风机H向振动的主要频率是风机运转频率25Hz(现场实测转速为1490rpm,即24.83 Hz)及其谐波。振动波上波形存在明显冲击,但波形不很对称。从相位分析知3、4两点H向振动同相位。图3为4H停机过程的三维谱图。
图5-15 4H测点振动波形和速度频谱
图5-16 4H测点停机过程三维频谱图
综合以上各种振动信息并结合风机近年来的监测诊断经验,判断引起风机剧烈异常振动的主要原因是:1)风机转子组件动平衡差;2)风机轴承座松动。建议检查风机转子组件动平衡状况并校正;检查风机基础。
三.检修验证
日后该机组停机检修,检修发现风机轴存在尺寸偏差,风机轴与联轴器连接一端滚动轴承轴颈为椭圆,直径差最大达到100μm。根据前苏联国家标准ГОСТ3325-50规定【[苏] И.Г.舒波夫著,电机的噪声和振动,机械工业出版社,1990】,轴承轴径的许可椭圆度应小于12μm。轴的椭圆度过大将产生较大的动载荷并作用于轴承座上,产生类似平衡不良的效果。风机叶轮一端滚动轴承轴颈尺寸偏小,风机滚动轴承内圈与轴配合存在松动,风机轴被判报废。检查发现风机轴承座基础严重松动,并重新做灌浆处理。检修后2000年10月27日风机试车结果见表5-2。可见检修后除3H测点振动稍大外,其它点均为优质状态。3H 振动大的主要原因是:该处下轴承座两边与轴承上盖在水平径向方向每边有约10μm的误差。
四.滚动轴承轴颈椭圆引起动载荷分析
转子轴颈椭圆引起的振动,类似与轴的两个方向刚度不同时的情况,将引发机组的2
倍转频振动,如图5-17所示。转子重心在垂直径向的位移可以表示为:
y=(dmax-dmin)/4*sin2ωt
转子重心的加速度幅值为:
Y= (dmax-dmin)*ω2
则,作用于轴承座上的力的幅值为:
F=m*Y=m*(dmax-dmin)*ω2
图5-17 转子轴颈椭圆
以上式子中m为转子的质量,ω为转子的角频率。将转子质量和角频率值等代入上式可以估算力的幅值有几千牛顿,可见轴颈椭圆引起的动载荷是巨大的。因此为了减少转子系统振动激励,应尽可能的减少转子轴颈的椭圆度。
本例中尽管轴径出现椭圆,但是在频谱图中2倍工频谱线并不是很高,很可能是是另一侧轴承内圈与轴松动以及基础的松动对振动的贡献也相当大造成的。
5.1.6烧结厂机尾除尘风机振动诊断
一.机组简况
机尾除尘风机的传动方式和测点布置见图5-18。
图5-18 机组测点布置
电动机为Y1600-8/1430型号异步电机,功率为1600Kw,转速为740rpm。液力偶合器型号为YOTCS1250,传动功率为1150~2050Kw。风机叶轮直径3.15米,重量7吨多;叶片数12,风机为滑动轴承支撑。
从2002年3月中旬开始,机组振动有较大增长,到3月19日,风机转速在630 rpm 情况下,5H测点振动速度有效值(以下同)为7.6mm/s,6H达到14.7mm/s。其他测点振动值在3mm/s以下。当转速降为550rpm时,5H和6H振动值分别为4和7mm/s。电动机和液力偶合器运转平稳。根据这种现象,初步判断风机叶轮平衡存在问题。
二.诊断分析
为确诊风机故障,3月22日对风机进行了精密诊断。
1.风机振动值
现场使用转速表测量风机转速,在690rpm时风机振动值见表5-4。
2.升降速试验
现场诊断时还进行了风机升降速试验。
升速试验:风机从振动非常平稳的90rpm开始升速,逐步到690rpm。风机在升速过程中振动逐步变大,噪声也越来越大。振动最大的测点6H升速过程的速度三维谱图见图5-19。由图2可知,升速时转频振动不断增加,2倍转频振动也逐步变大。在转速690rpm时,机组振动值最大的测点6H的速度谱图见图3,可见振动主要谱线为风机转频11.25Hz和2倍频。
降速试验:在690rpm稳定运转一段时间录制了机组振动信号后,风机开始降速。将测振仪置于5H测点上,随着转速下降,振动值明显下降。到350rpm时,5H振动值仅2mm/s。
图5-19 6H测点升速过程速度谱图
3.振动相位分析
在试验室对现场录制的信号进行了相位分析,见表5-5。表中的相位值指转频11.25Hz 谱线上的相位。可见风机轴承在V和H向振动基本上同相位。5V和5H之间以及6V和6H
之间的相位差接近90°。
数值。
根据以上振动特征,判断风机叶轮存在动不平衡故障是机组振动巨大的主要原因。一般来讲,转子平衡差往往是一倍频振动较大,但本例2倍频振动也较大;6H的加速度波形还存在明显的冲击。在各测点振动加速度谱图上转频的高次谐波也比较多。这似乎与平衡差的特征矛盾。但从6点轴承座的振动值可知,由于平衡差,导致轴承座基础振动很大,轴承座在H和A 方向明显摆动,基础有松动的现象。
三.检修验证
诊断测试后,对风机叶轮进行检查,发现:1)叶轮12个叶片中,各叶片的迎风面焊缝存在不同程度的破坏,有6个叶片磨出通孔1个叶片已经磨出深沟槽,即将通孔。2)叶轮积尘严重。以上因素是叶轮平衡破坏的原因。
检修时,首先对叶轮进行清灰处理;之后对叶轮进行补焊,每个叶片上焊补了2根焊条(每条估计重约60克)。处理后,风机在580rpm下轴承座H向最大振动值为4.1mm/s,630rpm 下为7.1mm/s。显然叶轮动平衡还存在一定问题,主要是因为各叶片磨损量不同,但是焊补的焊条重量相同所致。但厂方考虑到风机在580 rpm下振动值较小,而且除尘效果也很好,所以未进行其它处理。
5.1.7 烧结抽风机转子不平衡和不对中故障
一.机组简况
抽风机是烧结厂的重要设备,该抽机组的传动方式是由电动机通过联轴器直接驱动风机,电动机的转速为1485rpm(即24.92Hz)。机组在2000年7月初出现异常振动。
二.诊断分析
机组各轴承处的振动数据见表5-7。由振动测试数据知,风机3点轴承振动最大。3 H 振动的波形和频谱见图5-20,3A振动波形和速度频谱见图5-21。可见3点轴承振动的主要频率是风机轴频、2倍频和高次谐波。水平方向工频和2倍频为主,轴向以2倍频和工频为主。综合以上振动特征以及几台类似工况下运行的风机诊断经验认为,机组故障为:(1)风机转子动平衡状况差;(2)风机轴与电机轴明显对中不良。建议厂方停机检修。
图5-20 3点水平方向振动波形和速度谱
图5-21 3A振动波形和速度频谱
三.检修验证
在随后的检修中发现风机转子动平衡差,风机转子动平衡校正结果为I面44.9克
/123°;II 面22.7克/231°。同时在检修中发现,联轴器的连接孔磨损严重,是造成机组对中差的主要原因。对故障处理后开机,设备运行平稳。
5.2 不对中故障诊断与实例分析 不对中指轴系中由联轴器联接的轴之间几何中心线不在一条直线的故障。而同一转子两端轴颈在滚动轴承或滑动轴承中的安装偏斜,一般称为不同心。由于制造、安装误差、运行中轴承座的膨胀、机客膨胀变形、管道力作用以及基础的不均匀下沉等因素影响,都会造成转子不对中。统计显示,有大约60%的设备达不到理想对中精度,成为轴承、密封等寿命缩短的重要原因和其它故障的重要诱因。不对中增大了转子所受的动负荷,使轴承磨损和发热,大大缩短轴承寿命。同时还可能使联轴器发热,缩短联轴器寿命,不对中还增加了设备的功率消耗等【J. Wesley Hines, Stephen Jesse, and Andrew Edmondson, Study Shows Shaft Misalignment Reduces Bearing Life, https://www.doczj.com/doc/3019183825.html,/】。根据大型汽轮发电机组的诊断资料【谭士森,袁立平,国外对旋转机械轴承不对中研究简况,中国振动工程学会第二届全国机械设备故障诊断学术会议论文集,北戴河,1988.4;袁立平,谭士森,大型汽轮发电机组轴系不对中的振动响应与故障识别,中国振动工程学会第二届全国机械设备故障诊断学术会议论文集,北戴河,1988.4;谭士森,袁立平等,国产大机组运行中轴承不对中特性,中国振动工程学会第二届全国机械设备故障诊断学术会议论文集,北戴河,1988.4】,轴系对中不良可以引起多种故障,典型的有:1)造成各轴承负荷分配变化和轴承的动特性变化,影响转子和轴承系统的稳定性。例如可以引起滑动轴承的油膜涡动、油膜振荡和滑动轴承损坏等严重故障参考本书第5.
6.2和5.6.3节有关内容。2)使轴系临界转速变化和振型变化,可诱发共振。3)使动静间隙不均,引起动静磨擦、电磁振动或蒸汽流体自激振荡。4)可能导致系统振动呈现大的非线性,出现分数谐波与高次谐波振动。
在可以大幅度延长设备寿命的诸多因素中,除了精密的动平衡、正确的润滑和提高油液的清洁度等级外,另一个最重要的因素就是提高设备对中精度。尽可能采用激光对中仪提高对中精度。良好的预知维修程序应当具有真实的、完整的对中记录。最好的办法是设备一停机,立即复查中心数据并记录之,这应该成为检修、维护规程的一部分。实践证明,提高设备对中精度可以显著延长设备平均无故障周期,延长轴承寿命,减少设备维修费用。
5.2.1 不对中故障特征与诊断
不对中分为以下三种情况,见图5-22,其故障特征见表5-8。 a.平行不对中 b.角度不对中 c.平行和角度不对中
图5-22 不对中的类型
机械行业典型事故案例分析 尽管国家和企业对安全工作非常重视,但每年还是有成百上千的机械事故不断发生。原因虽然是多方面的,但一些操作人员的安全意识薄弱却是事故发生的根本原因。要想降低机械事故的发生率,提高大家的安全意识是非常重要的,下面我们引用了一些事故案例,希望大家看后,对事故发生的原因能有一个更深的认识;能吸取这些事故案例的经验教训;得到一些有用的启示,真正把安全放在我们一切工作的首位。 一、装置失效酿苦果,违章作业是祸根 违章作业是安全生产的大敌,十起事故,九起违章。在实际操作中,有的人为图一时方便,擅自拆除了自以为有碍作业的安全装置;更有一些职工,工作起来,就把“安全”二字忘得干干净净。下面这两个案例就是违章作业造成安全装置失效而引发的事故。 (案例一)2001年5月18曰,四川广元某木器厂木工李某用平板刨床加工木板,木板尺寸为300X25X3800毫米,李某进行推送,另有一人接拉木板。在快刨到木板端头时,遇到节疤,木板抖动,李某疏忽,因这台刨床的刨刀没有安全防护装置,右手脱离木板而直接按到了刨刀上,瞬间李某的四个手指被刨掉。在一年前,就为私饩鑫薨踩阑ぷ爸谜庖灰迹殴褐昧艘惶追阑ぷ爸茫吧嫌昧艘欢问奔浜螅僮魅嗽毕勇榉常透鸪耍峁痪镁头⑸耸鹿 省?br> (案例二)2000年10月13曰,某纺织厂职工朱某与同事一起操作滚筒烘干机进行烘干作业。5时40分朱某在向烘干机放料时,被旋转的联轴节挂住裤脚口摔倒在地。待旁边的同事听到呼救声后,马上关闭电源,使设备停转,才使朱某脱险。但朱某腿部已严重擦伤。引起该事故的主要原因就是烘干机马达和传动装置的防护罩在上一班检修作业后没有及时罩上而引起的。 以上两个事故都是由人的不安全行为违章作业,机械的不安全状态失去了应有的安全防护装置和安全管理不到位等因素共同作用造成的。安全意识低是造成伤害事故的思想根源,我们一定要牢记:所有的安全装置都是为了保护操作者生命安全和健康而设置的。机械装置的危险区就像一只吃人的“老虎”,安全装置就是关老虎的“铁笼”。当你拆除了安全装置后,这只“老虎”就随时会伤害
龙源期刊网 https://www.doczj.com/doc/3019183825.html, 旋转机械的常见故障诊断 作者:马昊刘天保刘鸿亮 来源:《科技资讯》2014年第16期 摘要:沈鼓做为一家世界知名的鼓压风机制造企业,旋转机械是我们厂的支柱产品。所以,旋转机械的故障诊断与分析,对于我厂产品的质量的好坏,产品是否能够让用户满意,以至于企业的生存和核心竞争力,都有着致关重要的作用。作为一门独立的学科,依靠振动分析仪对旋转机械的异常故障进行诊断和判别,必须有较高的技术水平。这个诊断和判别与医学上的诊断和判别是一个道理。要能够准确地诊断和判别,要依靠大量的临床实践和临床经验,这必须有医学上的理论基础根据。 关键词:鼓压风旋转机械诊断判别 中图分类号:TH165 文献标识码:A 文章编号:1672-3791(2014)06(a)-0105-01 尽管旋转机械的故障是由机械仪表自行诊断是最终目的,但机械还是机械,它不是万能的,现实的问题不能全部死搬硬套,自动诊断。系统的诊断只能做参考,最终诊断还需要人的大脑。人—机对话,还需要人的大脑。 下面举几个各种类型振动的典型例子,可以认为是固定模式的一类,可以在判断故障时做以参考。 1 不平衡 大家知道,转动部分在转动过程中,一定会产生振动,振动是绝对的,不振动是相对的,不平衡是绝对的,平衡也是相对的。转动部分或多或少会有残余的不平衡量存在。这种不平衡量是由于转子的重心偏移所产生的。由于重心偏移而引起离心力F=W/gεω2(W:转子重量,kg;g:重力加速度,cm/s2;ε:偏心量;ω:回转角速度;F:离心力)。这种情况,机械在转动时会发生振动,明显地表现为1次/转。如是3000 r/min,振动频率为50 Hz。这种由于偏心、不平衡产生的离心力,迫使转子在运转过程中发生振动,其振动频率为转速的一次方成正比,转速高而高,转速低而低,这是判断转子由于偏心而产生振动的不平衡的最简单也是最直观的判断方法。 2 热的不平衡 已在常温下平衡好的转子,当进入工况后,由于热的影响温度的上升,转子转轴导热性的影响,转子可能会产生弯曲。这种振动可随时间的延长而变大。也可能随负荷的变化而改变。 3 找正同轴度的变化,而引起的不平衡振动
第5章旋转机械常见故障诊断分析案例 积累典型设备诊断案例在设备监测诊断工作中具有重要作用。首先它为设备诊断理论提供支撑。常见的设备故障有成熟的理论基础,一个成功的案例通常是诊断理论在现场正确应用和诊断人员长期实践的结果。典型诊断案例具有强大的说服力,一次成功而关键的诊断足可以改变某些人根深蒂固的传统观念,对现场推广设备诊断技术具有重要意义。 其次它为理论研究提供素材。在医学上,由典型的特例研究发现病理或重大理论的案例很多。设备故障的情形多种多样,现场疑难杂症还比较多,有许多故障很难用现有理论解释,只能作为诊断经验看待,这种经验有没有通用参考价值,需要在理论上进行说明。 另外,有许多案例无法在试验室模拟,而它们在不同的现场又常常出现,因此典型案例为同行提供了宝贵经验和经过证实的分析方法。诊断人员可以参考相似案例的解决方案解决新的问题,提供快速的决策维护支持,并为基于案例的推理方法提供数据基础。 典型案例分析的重要性还表现在它是监测诊断人员快速成长的捷径。目前实用的振动诊断方法、技术和诊断仪器已经相当完善,而许多企业在诊断技术推广应用方面存在困难除了思想观念方面的原因外,更主要的原因是缺乏专业人才。研究案例的一般做法是,从新安装设备或刚检修好的设备开始,可以选择重点或典型设备进行监测,根据不同设备制定不同的监测方案和监控参数,定期测试设备的振动,包括各种幅值、振动波形和频谱等。如果设备出现劣化迹象或异常,要缩短监测周期,倍加留心振动波形和频谱的变化,注意新出现的谱线及其幅值的变化,在检修之前做出故障原因的判断。设备检修时要到现场,了解第一手资料,全程跟踪设备拆检情况,掌握设备参数(如轴承型号,必要时测量有关尺寸、齿轮齿数、叶片数、密封结构、联轴器和滑动轴承形式等),做好检修记录(有时需要拍照记录),比较自己的判断对在哪里,错在哪里,进行完善的技术总结。几个过程下来,水平自然有很大提高。总之,添置几件诊断仪器是很容易的事,诊断成果和效益的产生不是一朝一夕的事,需要柞大量艰苦、细致的工作,长期积累设备的状态数据,对此应有应清醒地认识。 表5-1为某钢铁公司多年来162例典型故障的原因或部位分布情况。可见转子不平衡、轴承故障、基础不良、不对中和齿轮故障是主要原因。 5.1 转子动平衡故障诊断、现场校正方法与实例分析 5.1.1 转子不平衡的几种类型与诊断【左经刚,设备故障的相位分析诊断法,中国设备管理,2001年第5期】
典型机械事故案例及其分析 尽管国家和企业对安全工作非常重视,但每年还是有成百上千的机械事故不断发生。原因虽然是多方面的,但一些操作人员的安全意识薄弱却是事故发生的根本原因。要想降低机械事故的发生率,提高大家的安全意识是非常重要的,下面我们引用了一些事故案例,希望大家看后,对事故发生的原因能有一个更深的认识;能吸取这些事故案例的经验教训;得到一些有用的启示,真正把安全放在我们一切工作的首位。 一、装置失效酿苦果,违章作业是祸根 违章作业是安全生产的大敌,十起事故,九起违章。在实际操作中,有的人为图一时方便,擅自拆除了自以为有碍作业的安全装置;更有一些职工,工作起来,就把“安全”二字忘得干干净净。下面这两个案例就是违章作业造成安全装置失效而引发的事故。 (案例一)2001年5月18曰,四川广元某木器厂木工李某用平板刨床加工木板,木板尺寸为300X25X3800毫米,李某进行推送,另有一人接拉木板。在快刨到木板端头时,遇到节疤,木板抖动,李某疏忽,因这台刨床的刨刀没有安全防护装置,右手脱离木板而直接按到了刨刀上,瞬间李某的四个手指被刨掉。在一年前,就为私饩鑫薨踩 阑ぷ爸谜庖灰 迹 殴褐昧艘惶追阑ぷ爸茫 吧嫌昧艘欢问奔浜螅 僮魅嗽毕勇榉常 透 鸪 耍 峁 痪镁头⑸ 耸鹿 省?br> (案例二)2000年10月13曰,某纺织厂职工朱某与同事一起操作滚筒烘干机进行烘干作业。5时40分朱某在向烘干机放料时,被旋转的联轴节挂住裤脚口摔倒在地。待旁边的同事听到呼救声后,马上关闭电源,使设备停转,才使朱某脱险。但朱某腿部已严重擦伤。引起该事故的主要原因就是烘干机马达和传动装置的防护罩在上一班检修作业后没有及时罩上而引起的。 以上两个事故都是由人的不安全行为违章作业,机械的不安全状态失去了应有的安全防护装置和安全管理不到位等因素共同作用造成的。安全意识低是造成伤害事故的思想根源,我们一定要牢记:所有的安全装置都是为了保护操作者生命安全和健康而设置的。机械装置的危险区就像一只吃人的“老虎”,安全装置就是关老虎的“铁笼”。当你拆除了安全装置后,这只“老虎”就随时会伤害我们的身
旋转机械故障相关诊断技术 (标准版) Security technology is an industry that uses security technology to provide security services to society. Systematic design, service and management. ( 安全管理 ) 单位:______________________ 姓名:______________________ 日期:______________________ 编号:AQ-SN-0100
旋转机械故障相关诊断技术(标准版) 一、旋转机械故障的灰色诊断技术 灰色诊断技术就是在故障诊断中应用灰色系统理论,利用信息间存在的关系,充分发挥采集到的振动信息的作用,充分挖掘振动信息的内涵,通过灰色方法加工、分析、处理,使少量的振动信息得到充分的增值和利用,使潜在的故障原因显化。 二、旋转机械故障的模糊诊断技术 模糊诊断技术就是在故障诊断中引入模糊数学方法,将各类故障和征兆视为两类不同的模糊集合,同时用一个模糊关系矩阵来描述二者之间的关系,进而在模糊的环境中对设备故障的原因、部位和程度进行正确、有效地推理、判断。 三、旋转机械故障的神经网络诊断技术 所谓的神经网络就是模仿人类大脑中的神经元与连结方式,以
构成能进行算术和逻辑运算的信息处理系统。神经网络模型由许多类似于神经元的非线性计算单元所组成,这些单元以一种类似于生物神经网络的连结方式彼此相连,以完成所要求的算法。在旋转机械故障的诊断中,引入神经网络技术,以类似于人脑加工信息的方法对收集到的故障信息进行处理,从而对故障的原因、部位和程度进行正确的判断。 XXX图文设计 本文档文字均可以自由修改
六、诊断实例 例1:圆筒瓦油膜振荡故障的诊断 某气体压缩机运行期间,状态一直不稳定,大部分时间振值较小,但蒸汽透平时常有短时强振发生,有时透平前后两端测点在一周内发生了20余次振动报警现象,时间长者达半小时,短者仅1min左右。图1-7是透平1#轴承的频谱趋势,图1-8、图1-9分别是该测点振值较小时和强振时的时域波形和频谱图。经现场测试、数据分析,发现透平振动具有如下特点。 图1-7 1*轴承的测点频谱变化趋势 图1-8 测点振值较小时的波形与频谱
图1-9 测点强振时的波形和频谱 (1)正常时,机组各测点振动均以工频成分)幅值最大,同时存在着丰富的低次谐波成分,并有幅值较小但不稳定的(相当于×)成分存在,时域波形存在单边削顶现象,呈现动静件碰磨的特征。 (2)振动异常时,工频及其他低次谐波的幅值基本保持不变,但透平前后两端测点出现很大的×成分,其幅度大大超过了工频幅值,其能量占到通频能量的75%左右。 (3)分频成分随转速的改变而改变,与转速频率保持×左右的比例关系。 (4)将同一轴承两个方向的振动进行合成,得到提纯轴心轨迹。正常时,轴心轨迹稳定,强振时,轴心轨迹的重复性明显变差,说明机组在某些随机干扰因素的激励下,运行开始失稳。 (5)随着强振的发生,机组声响明显异常,有时油温也明显升高。 诊断意见:根据现场了解到,压缩机第一临界转速为3362r/min,透平的第一临界转速为8243r/min,根据上述振动特点,判断故障原因为油膜涡动。根据机组运行情况,建议降低负荷和转速,在加强监测的情况下,维持运行等待检修机会处理。 生产验证:机组一直平稳运行至当年大检修。检修中将轴瓦形式由原先的圆筒瓦更改为椭圆瓦后,以后运行一直正常。 例2:催化气压机油膜振荡 某压缩机组配置为汽轮机十齿轮箱+压缩机,压缩机技术参数如下: 工作转速:7500r/min出口压力:轴功率:1700kW 进口流量:220m3 /min 进口压力:转子第一临界转速:2960r/min 1986年7月,气压机在运行过程中轴振动突然报警,Bently 7200系列指示仪表打满量程,轴振动值和轴承座振动值明显增大,为确保安全,决定停机检查。
题目:机械设备故障诊断技术研究 学号: 姓名: 专业: 指导教师: 2016 年 8 月 30 日
摘要 故障诊断技术对于机械设备的安全运行有着至关重要作用,一直是工程应用领域的重点和难点, 国内外已经对此问题进行了大量的研究工作。该论文介绍了机械设备故障诊断技术的基本概念,在总结研究各种诊断技术的基础上全面分析了现代故障诊断技术存在的问题, 并针对这些问题提出了故障诊断领域将来的研究方向。故障诊断是一项实用性很强的技术, 对其进行理论上的分析研究具有重要的现实意义。 关键词:机械设备故障;诊断技术;研究
第一章引言 随着现代科学技术在设备上的应用,现代设备的结构越来越复杂,功能越来越齐全,自动化程度也越来越高。由于许多无法避免的因素影响,会导致设备出现各种故障,从而降低或失去预定的功能,甚至会造成严重的以至灾难性的事故。国内外接连发生的由设备故障引起的各种空难、海难、爆炸、断裂、倒塌、毁坏、泄漏等恶性事故,造成了极大的经济损失和人员伤亡。生产过程中经常发生的设备故障事故,也会使生产过程不能正常运行或机器设备遭受损坏而造成巨大的经济损失。因此机械设备故障诊断技术在社会中的重要性越来越高,主要体现在[1]:(1)预防事故,保证人员和设备安全。 (2)推动设备维修制度的改革。维修制度从预防制度向预知制度的转变是必然的,而真正实现预知维修的基础是设备故障诊断技术的发展和成熟。 (3)提高经济效益。设备故障诊断的最终目的是避免故障的发生,使零部件的寿命得到充分发挥,延长检修周期,降低维修费用。 因此,机械设备故障诊断技术日益受到广泛重视,对机械设备故障诊断技术的研究也不断深入。但受于机械设备故障成因的复杂性和诊断技术的局限性,目前机械设备故障诊断仍存在一些问题。
机械行业安全事故案例分析 一、装置失效酿苦果,违章作业是祸根 违章作业是安全生产的大敌,十起事故,九起违章。在实际操作中,有的人为图一时方便,擅自 拆除了自以为有碍作业的安全装置;更有一些职工,工作起来,就把“安全”二字忘得干干净净。 2001年5月18日,四川广元某木器厂木工李某用平板刨床加工木板,李某进行推送,另有一人 接拉木板。在快刨到木板端头时,遇到节疤,木板抖动,李某疏忽,(因这台刨床的刨刀没有安全防护装置。)右手脱离木板而直接按到了刨刀上,瞬间李某的四个手指被刨掉。在一年前,就为了解决无安全防护装置这一隐患,专门购置了一套防护装置,但装上用了一段时间后,操作人员嫌麻烦,就给拆 除了,结果不久就发生了事故。 安全意识低是造成伤害事故的思想根源,我们一定要牢记:所有的安全装置都是为了保护操作者 生命安全和健康而设置的。 二、危险作业不当心,用手操作招厄运 一些机械作业的危险性是很大的,但有些使用人员,对此并不重视,尤其是工作时间长了,更不 把危险当回事,将操作规程和要求抛在脑后,想怎么干,就怎么干。结果造成了不可挽回的恶果。例 如下面的这个案例,就是因为不把危险当回事,用手代替应该用工具完成的工作,而导致的不幸事件。 1999年8月17日上午,浙江一注塑厂职工江某正在进行废料粉碎。塑料粉碎机的入料口是非常 危险的部位,按规定,在作业中必须使用木棒将原料塞入料口,严禁用手直接填塞原料,但江某在用 了一会儿木棒后,嫌麻烦,就用手去塞料。以前他也多次用手操作,也没出什么事,所以他觉得用不 用木棒无所谓。但这次,厄运降临到他的头上。右手突然被卷入粉碎机的入料口,手指就给削掉了。 手是我们身体很重要的一部分,我们的很多安全生产操作的条文,都是用曾经流过血的手写成的,千万不要再冒失去手的危险去验证它的正确性。爱护自己的双手就是爱护自己的生命。 三、习惯不能成自然,休息也得想安全 我们在工作中,可能会经常做一些不安全的行为,有一些行为可能是不经意和习惯做出的,但不 知你是否想过,就是这些小小的习惯行为,有时会造成终生的后悔,甚至是付出生命的代价。 2001年8月17日下午,河北某机械厂职工李某正在对行车起重机进行检修,因为天气热,李某 有点发困,他就靠在栏杆上休息,结果另一名检修人员开动行车,李某没注意,身体失去平稳而掉下,结果造成严重摔伤。 时时注意安全,处处预防事故。麻痹大意只会招来伤害。在生产作业现场,我们都要有“眼观六路,耳听八方”的警惕性,不论是在操作的时候,还是在暂时空闲,想休息的时候,都要牢记安全第一,做到不伤害自己,不被别人伤害,千万不能习惯成自然地去做一些不安全的行为。 2003年7月29日早晨7时35分,东岭矿碎石车间的岗位职工正在打扫岗位卫生,为岗位交接班作准备。由于生产任务紧,皮带运输机仍在运输矿石。11#皮带岗位操作工吴好强象
旋转机械振动故障诊断的图形识别方法研究 集团公司文件内部编码:(TTT-UUTT-MMYB-URTTY-ITTLTY-
旋转机械振动故障诊断的图形识别方法研究我国近年来的旋转机械逐渐发展为大型机械,在这种发展趋势下人们开始重视对振动故障的诊断方法进行研究,在深入研究后探索出了一系列用人工识别图像来实现旋转机械振动故障诊断的方法。本文主要分析了旋转机械振动故障的机理、故障的特点以及几种图形识别方法。经过多种试验证明图形识别方法的科学可行性,值得在今后的实际操作中得到运用和发展。 对于旋转机械在工作状态当中会发生振动,从而由振动产生的各种信号,信号会形成一些参数图形,通过对这些参数图形的研究与分析,我们可以实现对器械运行过程中的日常管理和保护。这也是目前应该采用的设备管理方式。而在实际操作过程中,图形识别技术并没有深入到工作当中。这种手段没有被利用于诊断旋转机械故障的原因是提取出明显的图形特征在技术上具有一定的困难,而且对于图形具体特征的描述也具有很大的挑战,是否能够将图形所呈现出的特征准确地表述出来是图形识别技术在旋转机械振动故障诊断方面的一个限制性因素。诊断旋转机械振动故障的原则 采集诊断依据
被诊断的机械表面所能表现出的所有相关信息都能够作为旋转振动机械故障诊断的有效依据。这些信息在机械运行的过程中能够通过传感器传递给人们。对旋转机械振动故障的诊断是否准确,一个重要的因素就是收集到的有关信息是否真实可靠,依据信息是否准确真实的决定性因素是传感器的品质,传感器质量如何、感应是否灵敏以及工作人员的直观判断都是决定信息准确性的重要衡量标准。 对采集的信息进行处理和研究 从传感器和工作人员两方面收集到的依据信息通常是混乱无序的,不能明显的看出其特点,这就导致了无法准确地对故障进行判断,这就要求我们在成功收集信息之后要及时对大量信息进行筛选和处理,目前普遍采用专业的机器来对这些信息进行分析和研究以及进一步的转换,经过这些处理之后所得到的信息要保证具有至关、价值性强等特点。 对故障进行诊断 对旋转机械振动故障诊断方面对工作人员的要求比较高,要求其具有过硬的理论知识功底以及丰富的实际工作经验。工作人员应该充分了解机械方面的相关知识,熟练掌握机械的维修要点以及安装过程。正确的对机械振动故障进行诊断,并且能够对故障的发展形势进行预想,只有这
中国自动化学会中南六省(区)2010年第28届年会?论文集 机械故障诊断综述 Survey on Faults Diagnosis of Machine 赵宏伟1,2,张清华1,夏路易2,邵龙秋1(1广东石油化工学院 计算机与电子信息学院,广东 茂名525000;2太原理工大学 信息工程学院,山西 太原030024)摘要:本文较系统的介绍了故障诊断的基本过程、原理,在此基础上对故障诊断方法做了详细、系统的论述,并进一步对故障诊断技术的发展做了展望。 关键词:故障诊断;诊断原理;维修制度 Abstract: In this paper, the basic process and principle of fault diagnosis are introduced. On that basis, the main method of fault diagnosis isintroduced in detail. Finally, the development on technique of faults diagnosis is looked forward. Key Words: Faults Diagnosis; Diagnosis Principle; maintenance 1 引言 七十年代以来,计算机和电子技术飞跃发展,促使工业生产向现代化、机器设备向大型化、连续化、高速化、自动化发展。与此同时,现代化机械设备的应用一方面大大促进了生产的发展;另一方面也潜伏着一个很大的危机,即一旦发生故障所造成的直接和间接的损失将是十分严重。为解决这一问题,机械故障诊断技术孕育而出。这门新技术也是一门以高等数学、物理、化学、电子技术、机电设备失效学为基础的新兴学科。它的宗旨就是运用当代一切科技的新成就发现设备的隐患,以期对设备事故防患于未然。如今它已是现代化设备维修技术的重要组成部分,并且成了设备维修管理工作现代化的一个重要标志。 2 设备维修制度 目前,与故障诊断技术紧密相关的设备维修制度共有三种: (1)事后维修制度(POM):这是一种早期的维修制度。主要特点是“不坏不修,坏了再修。”这种维修制度对发生事故难以预料,并往往会造成设备的严重损坏,既不安全且又延长了检修时间。 (2)预防维修制度(PM):又称以时间为基础的设备维修制度(TBM)或计划维修制度。这是一种静态维修制度,主要特点是当设备运行达到计划规定的时间或吨公里时便进行强制维修。它比前一种维修制度大大前进了一步,对于保障设备和人身安全,起到了积极作用。同时,这种维修制度也存在明显的缺陷,即过剩维修和失修的问题。以滚动轴承为例,同一型号的滚动轴承,其实际的使用寿命有时相差达数十倍。在预防维修制度行监测与诊断故障的方法,具体包括声音监听法、频谱分析法和声强法。 温度信号监测诊断技术包括物体温度的直接测量和热红外分析技术。实际工业中不恰当的温度变化往往意味着热故障的发生。从被测设备的某一部分的温 130
设备故障诊断技术简介
上海华阳检测仪器有限公司 Shanghai Huayang MeasuringInstruments Co., Ltd 目录 设备故障诊断技术定义
-----------------------------------------------( 3)一.设备维修制度的进展-----------------------------------------------( 4)二.检测参数类型-------------------------------------------------------( 5) 三.振动检测中位移、速度和加速度参数的选择-----------------------------( 5) 四.测点选择原则------------------------------------------------------( 6) 五.测点编号原则------------------------------------------------------( 7) 六.评判标准----------------------------------------------------------( 7) 七.测量方向及代号----------------------------------------------------
(10) 八.搜集和掌握有关的知识和资料----------------------------------------(10) 九.故障分析与诊断----------------------------------------------------(11) 十.常见故障的识不----------------------------------------------------(14) 1.不平衡------------------------------------------------------------(14) 2.不对中------------------------------------------------------------(14) 3.机械松动----------------------------------------------------------(15) 4. 转子或轴裂纹
湖北汽车工业学院 课程论文大型旋转机械故障诊断 姓名:高俊斌 班级:T1113-5 学号:20110130106 日期:2015.1.11
目录 1.引言 (2) 2.旋转机械故障产生的原因及频率特征 (2) 2.1不平衡故障及其诊断 (2) 2.1.1故障机理 (2) 2.1.2频率特点 (2) 2.2转子不对中故障及其诊断 (3) 2.2.1故障机理 (3) 2.2.2频率特点 (3) 2.3涡动故障及其诊断 (4) 2.3.1故障机理 (4) 2.3.2频率特征 (4) 3.常用的故障诊断方法 (5) 3.1振动检测诊断法 (5) 3.2噪声检测诊断法 (5) 3.3温度检测诊断法 (6) 3.4声发射检测诊断法 (6) 3.5油液分析诊断法 (6) 4.大型旋转机械故障诊断案例 (7) 4.1某厂04年09月27日空压机断叶片故障诊断分析 (7) 4.2某厂04年06月24日主风机断叶片故障诊断分析 (9) 5.结论 (12) 参考文献: (13)
大型旋转机械故障诊断 高俊斌 摘要:文章概述了旋转机械故障产生的原因及频率特征、旋转机械故障诊断的基本方法,然后分析了一些大型旋转机械故障诊断的案例。 关键词:旋转机械;故障诊断 1.引言 旋转机械故障诊断技术是伴随着现代工业生产设备的发展形成的一项专门的设备诊断技术。该技术主要研究机械设备在运行过程中或停机状态下不对设备进行拆卸,掌握设备的运行现状,分析判断设备故障的部位、故障原因以及故障严重程度,并估算出设备可靠性和使用寿命,从而提出解决方法的技术。大型旋转机械如风机、压缩机、汽轮机和燃气轮机等设备,是石油、化工、冶金、航天及电力等现代重要生产部门中的关键生产工具,对这些设备开展性能监测与故障诊断工作,具有重要的意义。 2.旋转机械故障产生的原因及频率特征 2.1不平衡故障及其诊断 2.1.1故障机理 质量不平衡是大型旋转机械最为常见的故障。众所周知,旋转机械的转子由于受材料质量和加工技术等各方面的影响,转子上的质量分布相对于旋转中心线不可能做到“绝对平衡”,这就使得转子旋转时形成周期性的离心力的干扰,在轴承上产生动载荷,使机器发生振动。机组不平衡按发生过程可分为原始不平衡、渐发性不平衡和突发性不平衡等几种情况。其中原始不平衡是由于转子制造误差、装配误差及材质不均匀等原因造成的;渐发性不平衡是由于不均匀积灰造成的;突发性不平衡是由于转子上零件脱落造成的,机组振幅突然增大后稳定在一定水平上。 2.1.2频率特点 转子转动一周,离心力方向改变一次,因此不平衡振动的频率与转速一致。即f= w /60,转速频率也称为工频(即工作频率),这种频率成分很容易在频谱图上观察到。 转子不平衡故障的特征是: ⑴在转子径向测得的频谱图上,频谱能量集中于基频,转速频率成分具有突出的峰值; ⑵转速频率的高次谐波幅值很低,因此反映在时域上的波形很接近于一个正弦波;
发电企业典型事故案例汇编 (内部学习资料)
目录
人身事故 贵州电建二公司违章作业门吊倾覆造成重大人身伤亡 (2004年) 【事故经过】 9月10日14时10分,贵州电建二公司黔北项目部起重队门吊班副班长母××(现场指挥)安排沈××、欧××、袁××、安××拆出门吊悬臂,安排钟××、吴××、袁××拆除硬腿侧花栏及卷扬机。拆除悬臂由50t履带吊配合,拆卷扬机由80t履带吊配合,其余工作人员在地面指挥及配合以上工作的实施。随后,母××和杨×及其他上门吊的十人到门吊上开始工作。15时30分左右,因厂房内有其他工作,母××安排悬臂侧的拆除工作由沈××负责指挥,卷扬机侧拆除工作由袁××负责指挥。母××到厂房后,杨×作为队技术员在门吊上负责总体指挥。16时10分左右,悬臂侧的连接螺栓已拆除完毕,杨×在门吊上指挥地面的左××去拉住悬臂起吊安全绳,以防悬臂与主梁脱开时碰撞50t履带吊吊臂,当悬臂与主梁脱开时,门吊即向腿侧倾倒,开始倾倒时速度较慢,大约倾至硬腿与地面夹角50o时,速度加快,然后跨塌,造成此次事故的发生。 【事故原因】 门吊倾倒后,通过现场勘察,发现门吊硬腿与主梁连接螺栓已被火焊割除28颗。 经现场调查,该项工作作业指导书编写准确、完善,施工前技术交底清楚。根据作业指导书的规定,在拆除螺栓前应先将缆风绳把硬腿及软腿固定,而且必须用80T 履带吊和50T履带吊双机抬吊主梁,且抬吊负荷须接近主梁重量时,才可拆除主梁与硬腿和软腿的连接螺栓。但是在门吊倾翻时,此项工作还未作。 1.吊门倾翻分析: 当硬腿与主梁连接螺栓被人为割掉28颗后,门吊基本不能承受任何侧向的作用力,而在割除连接螺栓之前,未按作业指导书的要求拉缆风绳并用两台吊车吊住主梁并受力,此时拆除悬臂脱开时对主梁所产生的一个侧向作用力将远远大于被割除连接螺栓后门吊所能承受的侧向作用力,导致门吊倾翻。 2.直接原因: 根据事故调查,电建二公司职工杨×没有按照审批作业指导书施工,擅自安排人员割除门吊硬腿与主梁连接螺栓(部分),造成门吊失稳是这次事故的发生的直接原因。 3.间接原因: 1)现场母××(现场指挥)14时10分在安排了工作时,只是安排拆除悬臂,没有安排割螺栓内容。15时30分左右母××因离开现场时安排沈××负责指挥继续拆除悬臂工作,但门吊倾翻后发现门吊硬腿与主梁连接螺栓部分被割除,显然扩大了工
《机械故障诊断技术》读书报告 MAO pei-gang 南阳理工机械与汽车工程学院 473004 动平衡诊断案例分析综述 Diagnosis of dynamic balance Case Analysis were Review 摘要 简要阐述组动平衡故障诊断中所使用的现代测试与分析技术。通过五个动不平衡故障的诊断与处理实例,指出了波德图、频谱图等现代分析技术对于组动平衡故障诊断的价值和意义;总结了基于现代测试与分析技术的动平衡故障的主要特征。;验证了影响系数法对于动平衡故障处理的准确性及实用性。对于提高动平衡故障诊断的准确性及其精度具有推广和借鉴意义。 关键词:动平衡故障诊断振动分析 Abstract The modern measuring and analyzing technologies applied in the dynamic balance fault diagnoses are described briefly。In view of five dynamic unbalance fault diagnoses and treatments。the significance and purpose of the modern analyzing technologies such as Bode Plot,Spectrum Plot for the dynamic balance fault diagnoses are put forward,and its characteristics based on testing and analyzing technologies are summarized.The accuracy and practicability of the influence coefficient method for its treatment are proved.The instructions and experiences of improving the
机械伤害事故案例分析 公开课教案 Company number:【WTUT-WT88Y-W8BBGB-BWYTT-19998】
青年教师汇报课教案 课程事故预防与调查处理 (专业课) 课题机械伤害事故案例分析 班级12级高职安全技术管理授课地点教一106多媒体教室课时 1 课程类型多媒体教学 教学理念 坚持以就业为导向,以能力为本位,以培养学生的全面素质为基础,以提高学生的综合职业能力为核心的职教特色。本课程打破以学科为中心的内容结构体系,以实际工作过程为导向,本节课以典型的机械伤害事故为案例,采用创设学习情境教学法,将学科知识按“学习情境”进行整合,体现以人为本的教学特色,注重学生实践能力的培养。 将教材内容与信息化技术结合,采用FLASH软件、漫画图片让获取学生对机加工过程中事故发生的感性认识,以真实的机械伤害事故案例隐患图片进行机械危害初步认识,以典型的机械伤害事故案例进行分析,归纳总结出常见机械伤害事故的原因,并提出机械伤害事故防范措施。 学情分析班级基本情况: 班级共27人,其中女生8人;男生19人;14位独生子女;6位同学家庭从事机加工行业方面工作。 学习起点: 学生已经学习生产安全事故报告与调查的相关知识,对事故调查、分析的步骤、方法和常用技术手段已经有了基本的认识,学生学习过物体打击、车辆伤害事故案例分析的相关内容,这都为本次课的学习奠定了理论基础。 学生缺乏现场经验;学习中理论和实际相脱节。 由于工作岗位需要和实际操作的吸引力,学生有浓厚学习兴趣。 男生动手能力略强于女生;女生的理论知识略优于男生。 学习状态: 学生对枯燥理论学习不感兴趣,所以采用多媒体教学方式授课。 学生抽象思维能力薄弱,所以采用FLASH软件让获取学生对机加工过程中事故发生的感性认识。 学生缺乏学习兴趣,所以以真实的机械伤害事故案例隐患图片,创设情境,来引起学生的关注,认识到本节课的重要性。
机械行业典型安全事故案例分析讲解 ——传递安全知识共享安全经验
某年某月某日9:30左右,某港口堆积场一名工人前往一集装箱区域继续作业, 因无钥匙就拿来乙炔瓶想把集装箱的锁割开,气割过程中产生的明火引燃集装箱内的 可燃气体发生爆炸,伴随着巨大的爆炸声,该集装箱尾部被炸飞,这名工人当场被炸死 ,另在集装箱周围的3名工人被不同程度烧伤。厂门外500m 范围内都感到强烈的震 动。 据了解,前晚上班的工人在集装箱内使用完乙炔后并未将瓶移出就锁好集装箱下 班了,可能随后该气瓶发生乙炔泄漏。同时该乙炔瓶没有年检。 【事故经过】 【事故教训】 1.气焊、气割作业都属于临时动火作业,必须按要求办理《临时动火作业申请》; 2.气瓶使用后应及时关闭阀门,检查是否存在漏气等安全缺陷; 3.进行动火作业时应检查动火点周围的容器、空间是否存在可燃气体密闭空间; 4.气瓶属于特种设备,必须按要求进行法定检验方可使用,使用操作必须持证上岗。 【事故原因】 1.气割过程中的明火引燃集装箱内泄露的乙炔气体是造成本次爆炸事故的直接原因; 2.前一天上班的工人在集装箱内使用完乙炔后未将气瓶关紧,造成乙炔气体泄露是造成事故的主要原因; 3.该员工利用乙炔进行气割前未确认集装箱内的状况,鲁莽作业造成本次死亡事故,属主要原因; 4. 现场危险作业管理不当,气焊、气割等危险作业管理不受控,是本次事故的间接原因。 1、乙炔气瓶泄露违规动火爆炸事故
某公司模具科员工李某用一块50X60mm 的原材料,利用剪板机准 备将其剪切成30X40的垫片,作业过程中李某发现材料太小,剪板机压 杆无法将材料压住,便伸左手进去按住材料,此时脚碰触到剪板机脚踏 开关,剪板机下行做剪切动作,将李某的左手食指、小指前端及中、无 名指第一关节全部切断,事发后马上送往市和平医院进行手术治疗。1.加强设备的检查维护,剪板机防护栏发生变形等安全防护装置异常时应及时报修,严禁设备带故障运行; 2.调整物料时严禁将脚放在脚踏开关上,以防误操作造成设备启动,如有急停开关应在急停关闭的情况下操作; 3.为确保剪板作业的安全,尽量安装可靠的安全防护装置,如光电式安全防护装置。 【事故经过】 【事故图示】 【事故教训】 1.剪板机的防护栏变形未及时修复,手可以从变形处随意伸入剪切危险 区域,是本次事故的主要原因; 2.李某违反剪板机安全操作规程,手在调整物料时脚还放在脚踏开关上, 误操作导致事故发生; 3.安全意识不足,现场安全管理不到位。 【事故原因】 2、剪板机误操作手指切断事故
文件编号:TP-AR-L6749 In Terms Of Organization Management, It Is Necessary To Form A Certain Guiding And Planning Executable Plan, So As To Help Decision-Makers To Carry Out Better Production And Management From Multiple Perspectives. (示范文本) 编订:_______________ 审核:_______________ 单位:_______________ 旋转机械故障相关诊断 技术(正式版)
旋转机械故障相关诊断技术(正式版) 使用注意:该安全管理资料可用在组织/机构/单位管理上,形成一定的具有指导性,规划性的可执行计划,从而实现多角度地帮助决策人员进行更好的生产与管理。材料内容可根据实际情况作相应修改,请在使用时认真阅读。 一、旋转机械故障的灰色诊断技术 灰色诊断技术就是在故障诊断中应用灰色系统理论,利用信息间存在的关系,充分发挥采集到的振动信息的作用,充分挖掘振动信息的内涵,通过灰色方法加工、分析、处理,使少量的振动信息得到充分的增值和利用,使潜在的故障原因显化。 二、旋转机械故障的模糊诊断技术 模糊诊断技术就是在故障诊断中引入模糊数学方法,将各类故障和征兆视为两类不同的模糊集合,同时用一个模糊关系矩阵来描述二者之间的关系,进而在模糊的环境中对设备故障的原因、部位和程度进行
正确、有效地推理、判断。 三、旋转机械故障的神经网络诊断技术 所谓的神经网络就是模仿人类大脑中的神经元与连结方式,以构成能进行算术和逻辑运算的信息处理系统。神经网络模型由许多类似于神经元的非线性计算单元所组成,这些单元以一种类似于生物神经网络的连结方式彼此相连,以完成所要求的算法。在旋转机械故障的诊断中,引入神经网络技术,以类似于人脑加工信息的方法对收集到的故障信息进行处理,从而对故障的原因、部位和程度进行正确的判断。 此处输入对应的公司或组织名字 Enter The Corresponding Company Or Organization Name Here
机械行业典型事故案例分析 一、装置失效酿苦果,违章作业是祸根 违章作业是安全生产的大敌,十起事故,九起违章。在实际操作中,有的人为图一时方便,擅自拆除了自以为有碍作业的安全装置;更有一些职工,工作起来,就把“安全”二字忘得干干净净。 下面这两个案例就是违章作业造成安全装置失效而引发的事故。 (案例一)2001年5月18日,四川广元某木器厂木工李某用平板刨床加工木板,木板尺寸为300X25X3800毫米,李某进行推送,另有一人接拉木板。在快刨到木板端头时,遇到节疤,木板抖动,李某疏忽,因这台刨床的刨刀没有安全防护装置,右手脱离木板而直接按到了刨刀上,瞬间李某的四个手指被刨掉。在一年前,就为了解决无安全防护装置这一隐患,专门购置了一套防护装置,但装上用了一段时间后,操作人员嫌麻烦,就给拆除了,结果不久就发生了事故。 (案例二)2000年10月13日,某纺织厂职工朱某与同事一起操作滚筒烘干机进行烘干作业。5时40分朱某在向烘干机放料时,被旋转的联轴节挂住裤脚口摔倒在地。待旁边的同事听到呼救声后,马上关闭电源,使设备停转,才使朱某脱险。但朱某腿部已严重擦伤。引起该事故的主要原因就是烘干机电机和传动装置的防护罩在上一班检修作业后没有及时罩上而引起的。 以上两个事故都是由人的不安全行为违章作业,机械的不安全状态失去了应有的安全防护装置和安全管理不到位等因素共同作
用造成的。安全意识淡薄是造成伤害事故的思想根源,我们一定要牢记:所有的安全装置都是为了保护操作者生命安全和健康而设置的。机械装置的危险区就像一只吃人的“老虎”,安全装置就是关老虎的“铁笼”。当你拆除了安全装置后,这只“老虎”就随时会伤害我们的身体。 二、危险作业不当心,用手操作招厄运 一些机械作业的危险性是很大的,但一些使用这些机械的人员,对此并不重视,尤其是工作时间长了,更不把危险当回事,操作规程和要求抛在脑后,想怎么干,就怎么干。结果造成了不可挽回的恶果。例如下面的这个案例,就是因为不把危险当回事,用手代替应该用工具完成的工作,而导致的不幸事件。 案例三:1999年8月17日上午,浙江一注塑厂职工江某正在进行废料粉碎。塑料粉碎机的入料口是非常危险的部位,按规定,在作业中必须使用木棒将原料塞人料口,严禁用手直接填塞原料,但江某在用了一会儿木棒后,嫌麻烦,就用手去塞料。以前他也多次用手操作,也没出什么事,所以他觉得用不用木棒无所谓。但这次,厄运降临到他的头上。右手突然被卷入粉碎机的入料口,手指就给削掉了(农村的青饲料切割机伤的人太多旋耕机。手是我们身体很重要的一部分,我们的很多安全生产操作规程,都是用曾经流过血的手写成的。我们千万不要再冒失用手的危险去验证它的正确性。爱护自己的双手就是爱护自己的生命。 三、习惯不能成自然,休息也得想安全
( 安全技术 ) 单位:_________________________ 姓名:_________________________ 日期:_________________________ 精品文档 / Word文档 / 文字可改 旋转机械故障相关诊断技术(最 新版) Technical safety means that the pursuit of technology should also include ensuring that people make mistakes
旋转机械故障相关诊断技术(最新版) 一、旋转机械故障的灰色诊断技术 灰色诊断技术就是在故障诊断中应用灰色系统理论,利用信息间存在的关系,充分发挥采集到的振动信息的作用,充分挖掘振动信息的内涵,通过灰色方法加工、分析、处理,使少量的振动信息得到充分的增值和利用,使潜在的故障原因显化。 二、旋转机械故障的模糊诊断技术 模糊诊断技术就是在故障诊断中引入模糊数学方法,将各类故障和征兆视为两类不同的模糊集合,同时用一个模糊关系矩阵来描述二者之间的关系,进而在模糊的环境中对设备故障的原因、部位和程度进行正确、有效地推理、判断。 三、旋转机械故障的神经网络诊断技术 所谓的神经网络就是模仿人类大脑中的神经元与连结方式,以
构成能进行算术和逻辑运算的信息处理系统。神经网络模型由许多类似于神经元的非线性计算单元所组成,这些单元以一种类似于生物神经网络的连结方式彼此相连,以完成所要求的算法。在旋转机械故障的诊断中,引入神经网络技术,以类似于人脑加工信息的方法对收集到的故障信息进行处理,从而对故障的原因、部位和程度进行正确的判断。 云博创意设计 MzYunBo Creative Design Co., Ltd.