冷弯型钢生产
培训讲义2005年11月20日
一、高频直缝焊管和冷弯型钢生产基本知识
1 .高频直缝焊管分类
1.1按钢管外径分
毛细管 Φ10以下
小直径管 中直径管
大直径管 Φ508(20”)以上。
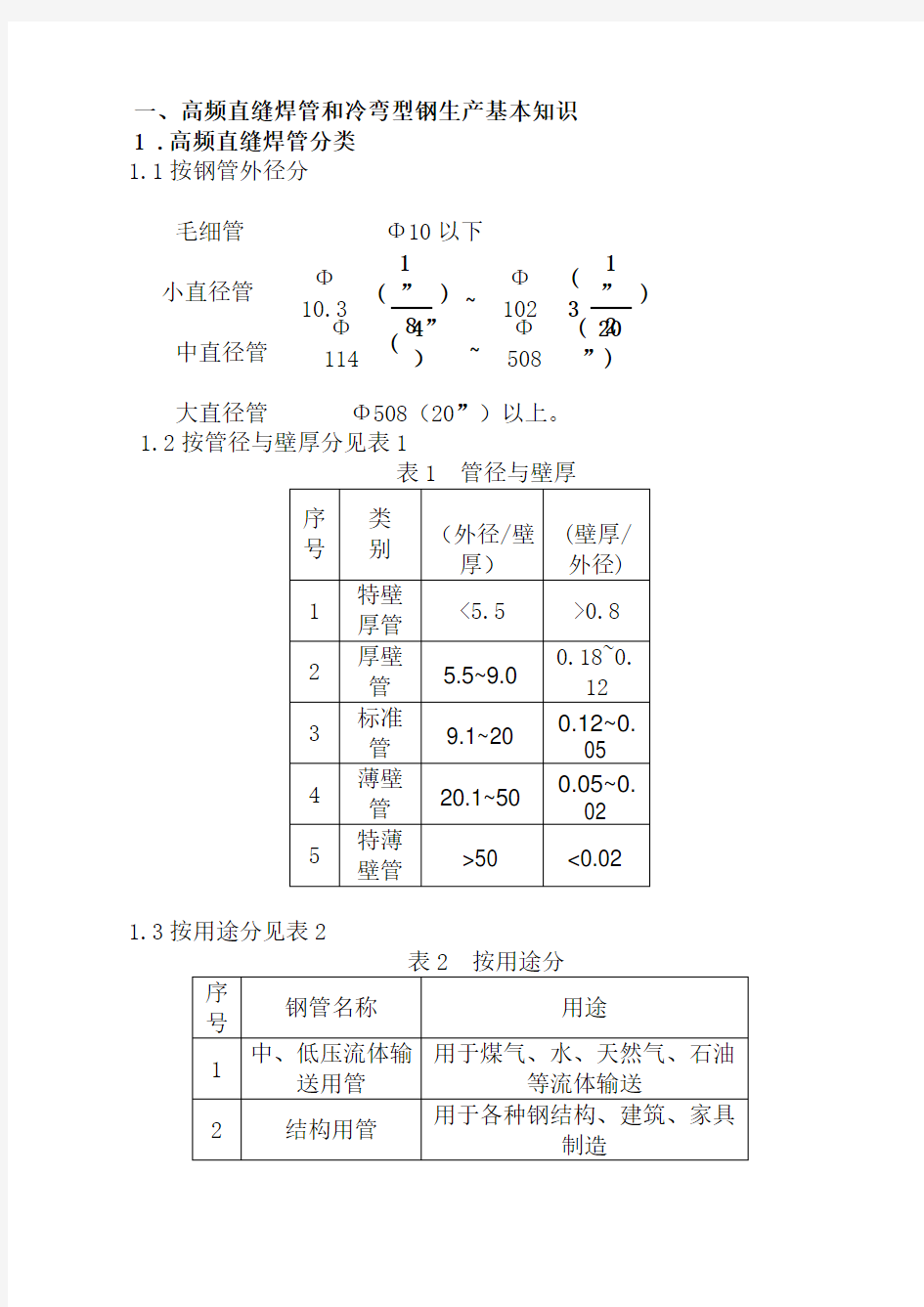
1.2按管径与壁厚分见表1
1.3按用途分见表2
Φ10.3 ( 1” ) ~
Φ102 (3 1
” )
8 2
Φ114 ( 4”) ~ Φ508 ( 20”)
2 .
2.1我国冷弯型钢产品一般按断面形状分
开口断面型钢 闭口断面型钢
⑴ 开口断面型钢
开口断面型钢是最简单的,易于制造,如槽钢(汽车大梁)、帽型钢、
端墙横带等。
C70铁道货车耐大气腐蚀冷弯型钢中的侧柱(帽型钢)、端墙横带、下
侧梁等都是开口断面型钢。
⑵ 闭口断面型钢 大型冷弯型钢
闭口断面型钢亦称空心型钢,如方、矩型等,
中型冷弯型钢
铁道货车冷弯型钢中的C64、C62、C70的上侧 小型冷弯型钢
梁,都属于闭口冷弯型钢。 宽幅冷弯型钢
B .按尺寸规格分类
⑴ 大型冷弯型钢
产品原料展开尺寸为:厚度4~16 宽度300~1200
⑵ 中型冷弯型钢
产品原料展开尺寸为:厚度2~5 宽度100~450
⑶ 小型冷弯型钢
产品原料展开尺寸为:厚度0.5~3 宽度30~200
⑷ 宽幅冷弯型钢
产品原料展开尺寸为:厚度0.3~6 宽度700~1600
3、轧制变形基本原理
⑴ 钢的塑性
钢的塑性:在外力作用下,钢在体积不变的情况下,稳定地改变其形状
而不破坏的能力叫做钢的塑性。
塑性和柔软性混为一谈,因为柔软表示金属对变形力的抵抗能力,即变
冷弯型冷弯型钢按尺寸规
形抗力的大小。例如:铅同时具有良好的塑性及柔软性,又例如奥氏体不锈钢在冷状态下不能经受很大的变形而不破裂,说明它的塑性很好。但这种钢的变形抗力很大,所以它并不柔软。所以在热轧加工过程前,把钢加热至高温状态下,促使钢的变形抗力降低至很小,(即柔软)但不能说都具有良好的塑性。
⑵塑性变形和弹性变形
金属晶体在外受外力时发生歪扭和拉长
如图1所示,当外力未超过原子间的结合力
时,去掉外力之后
晶格便会由变形的状态恢复到原始状态,也
就是未超过金属本弹性极限的变形叫做金
属的弹性变性。
当加在金属晶体上的外力超过其弹性极
限时,去掉外力之后歪扭的晶格和破碎晶粒
不能恢复到原始状态,这种永久变形叫做塑性变形。
⑶加工硬化
金属在冷加工后,由于晶粒被压扁、拉长,晶格歪扭、晶粒破碎,使金属的塑性降低,强度和硬度增高,这种现象叫做加工硬化。
⑷体积不变定律
轧制前后体积不变的客观事实,叫做体
积不变定律。
它是计算轧制变形前后的轧件尺寸的
基本依据。在介绍体积不变定律时,举例
来说明体积不变的客观事实。
如,轧制前后的尺寸变化如图2所示。
轧前的轧件体积以V1表示,轧后的轧
件体积以V2表示。
V1 V2
如果轧件原料在几道轧制过程前,无连
铸缩孔、疏松、气孔、裂纹等缺陷,那么对轧件轧制前后的外形进行分别对名测量得到相应长、宽、高尺寸数据,代入上2式计算,得到一轧制前后的体积相等,即
V1= V2
⑸最小阻力定律
钢在塑性变形时,金属沿着变形抵抗力最小的方向流动,这就叫做最小阻力定律。图 2 轧件轧制前后体积变化示意图
根据这个定律,在自由变形的情况下,
金属的流动总是取最短的路线,因为最短
的路线抵抗变形的阻力最小,这个最短的
路线是以该动点到断面周界的垂线。
例如图3所示,立压一块方钢,金属
沿垂直各边的方向移动立压一块方钢,金
属沿垂直各边的方向移动(最短路线)。
⑹张力轧制
在轧制过程中,前后两架机架存在速度差,当后架的轧制速度大于前架时,造成前、后架之间的轧件受到后架和架的接力作用,通常此力和张力。存在张力的轧制过程称为张力轧制。
⑺连轧和连轧常数
连轧:一根轧件同时在几架轧机上轧制,并保持在单
图3金属沿垂直各边的方向移动示意图位时间内轧件通过各轧机的体积相等的轧制叫连轧。
连轧常数:在连轧状态下,单位时间内通过每架机架的金属体积等于一个常数,这个常数叫连轧常数。用下式表示:
F1D1n12D2n2=……
单位时间内通过的金属体积用下式计算:
V = π
D n F
60
V ——单位时间内通过轧机的金属体积,3;
D ——轧辊工作直径,;
n ——轧辊转速,(转/分),;
F ——轧件截面面积,3
4、成型基本知识
4、1 冷弯的变形特点
冷弯的变形特点:
a.金属在冷态下弯曲变形,变形前后板带的厚度不变;
b.成型后各段中性层的展开长度等于原板带宽度;
c.在成型过程中不可避免地伴随着弹性变形;
d.弯曲的部分存在着加工硬化和减薄现象。
4、2 弯曲变形的条件
轧件产生弯曲变形时,其截面中存在着中性线,中性线以上和以下两部分,中性线以上区域存在压应力,中性线以下区域存在拉应力。
离中性线愈远拉应力值愈大,当拉应力超过金属的(抗拉强度)值时,则在该处产生断裂。为保证板带冷弯成型而又不产生裂纹的必要条件,是弯曲截面上的最大正应力σ符合σs≤σ<σb的条件。取决于轧件的厚薄和弯曲程度。
弯曲时曲率半径愈小则弯曲程度愈大。
轧件愈厚,在曲率半径相同的情况下,轧件上、下部产生的确弯曲正应力愈大。冷弯成型时的弯曲变形要受材料极限变形率的限制,否则弯曲处将出现裂纹和折断。
从材料手册和质保书上可查到材料极限变形率,即极限延伸率,则最小弯曲半径为:
以普碳钢为例,查到,其最小弯曲半径为:
= S
(
1
-
1
) 2 δ
5
例1:已知普碳钢的极限延伸率δ5=250.25,板厚6,其最小弯曲半径计算为:
= S
(
1
-
1
)
=
6
(
1
-
1
)
= 9 2 δ
5
2 0.
25
4、3 中性线
中性线的位置取决于弯曲半径的大小和原料厚度。
a. 高频直逢焊管的中性线位置
高频直逢焊管的中性线位置一般在管壁厚度的
1/2处,如(图4所示)。
图5 弯曲轧件的中性线偏移图4焊管的中性线位置
b. 冷弯型钢的中性线位置(不进行高频焊接)
在冷弯型钢成型过程中,若弯曲轧件的内弯半径为(如图5所示),原料厚度为S,
则中性线曲率半径为:
= +
R
Z
k ——中性线偏移系数,是在大量试验基础总结归纳提出的,可按表3 .特李舍夫斯基经验系数选取。
S ——原料板厚
表3 .特李舍夫斯基经验系数
k
4、4 弯曲角、变形角、回弹角
弯曲角:轧件弯折部分两边,弯曲前后所夹角度之差称为弯曲角(如图6所示)。
当总弯曲角度一定时,每道弯曲角愈大,则所需道次和机架数愈少。每道弯曲角的大小,取决于允许弯曲角和回弹角。
a.允许弯曲角
允许弯曲角取决于钢材性
质、板带厚度、弯曲断面的宽
度和形状,机架间距和辊径
等。
允许弯曲角是以设备能力
和强度,以及保证成型质量两
个方面来考虑的。板带钢的强
度愈高、塑性愈低、厚度愈大、
辊径愈小、机架间距愈短,则
允许的弯曲角愈小,一般按机组类别推荐的允许弯曲角见表4。
表4 允许弯曲角
图6弯曲角、变形角示意图
b.回弹角
由于弯曲时板带的弹性恢复而
变化的角度回弹角δ(如图7所示)。
在设计冷弯型钢孔型时,必需预
先给予相应角度的过弯角度,以保
证最终产品形状和尺寸精确。当板
带原料的(抗拉强度)增大,弯曲
角增大,原料厚度减小,弯折边减小时,回弹角均减小。
一般碳素钢可取2°~5°,硬质不锈钢可达
5°~15°。
图7弯曲时板带的弹性恢复而变化的角度回弹角
4、5 弯曲方法
4、5、1高频直缝焊管的弯曲方法
高频直缝焊管的弯曲方法有5种方法,分别为:
1)中心弯曲法 该方法从板带原料宽度中心开始弯曲,弯曲半径R 恒定,并且等于挤压辊孔型半径或成品管半径,然后逐架加大中间弯曲变形角θ,直到变形角θ=180°,即弯曲段到原料宽度的一半时,然后进入几架上辊带有焊缝导向环的封闭孔型中成型。导向环的厚度逐架减窄,最后成型成圆筒,(如图8所示)
2)边缘弯曲法
该方法从板带原料的边缘部分
向中心开始弯曲,弯曲半径R 恒定,
并且等于挤压辊孔型半径或成品
管半径,然后逐架加大中间弯曲变
形角θ,直到变形角2θ=180°,
即弯曲段到原料宽度的一半时,然
后进入几架上辊带有焊缝导向环
的封闭孔型中成型。导向环的厚度
逐架减窄,最后成型成圆筒,(如
图9所示)
3)圆周弯曲法
该方法从板带原料的全宽上弯曲,其弯曲半径R 是逐渐减小。当中心弯曲角θ≤180°时,板带原料与上下轧辊整个宽度接触;当θ>180°~270°时,上轧辊仅与板带原料中间部分接触;当θ>270°时,进入几架上辊带有焊缝导向环的封闭孔型中成型。导向环的厚度逐架减窄,最后成型成圆筒,(如图10所示)
图8 中心弯曲法 图9
边缘弯曲法
4)综合弯曲法
该方法是以挤压辊孔型半径为边缘
弯曲半径,将
板带原料边缘到一变形角φ,并且
再以后的成型架
次中基本保持不变,而板带原料的中间
部分弯曲按圆周
弯曲变形法进行变形分配,直至进入几
架上辊带有焊缝