G、M功能指令简述
为了让数控机床按要求进行切削加工,人们就要用程序形式给它输入必要的指令来加以控制。这种程序指令的规则和格式必须严格符合相应机床(数控系统)的要求和规定,否则机床(数控系统)就无法工作。不同机床(数控系统)的功能指令有其共性也有不尽相同的地方,这里仅就一些HELLER加工中心常用的基本功能指令进行简单说明。
准备功能和辅助功能是程序段的基本组成部分,是指定工艺过程各种运动和操作特征的核心。
一、准备功能指令
准备功能指令,又称G指令、G代码,它由字母和数字组成,下面列举HELLER 加工中心常用的准备功能指令,见表
模态与非模态指令
编程中的指令有模态指令和非模态指令,模态指令也称续效指令,一经程序段中指定,便一直有效,与上段相同的模态指令可省略不写,直到以后程序中重新指定同组指令时才失效。而非模态指令(非续效指令)其功能仅在本程序段中有效,与上段相同的非模态指令不能省略不写。
二、准备功能指令的应用
1、G0 快速点定位
编程: G0 X…Y…Z…
参数说明: XYZ 直角坐标中的终点
功能:快速移动使刀具快速定位,此功能不适用于工件加工。
操作顺序:利用G0编程的刀具运动以最大允许速度执行(快进),快进速度分别在机床各轴数据中确定。如果快进运动在几个轴上同步执
行,那么快进速度由要求轨迹段时间最长的轴确定。使用G0指
令时要注意刀具是否和工件及夹具发生干涉,忽略这一点,就容
易发生碰撞,而在快速状态下的碰撞就更加危险。
附注: G0是模态指令
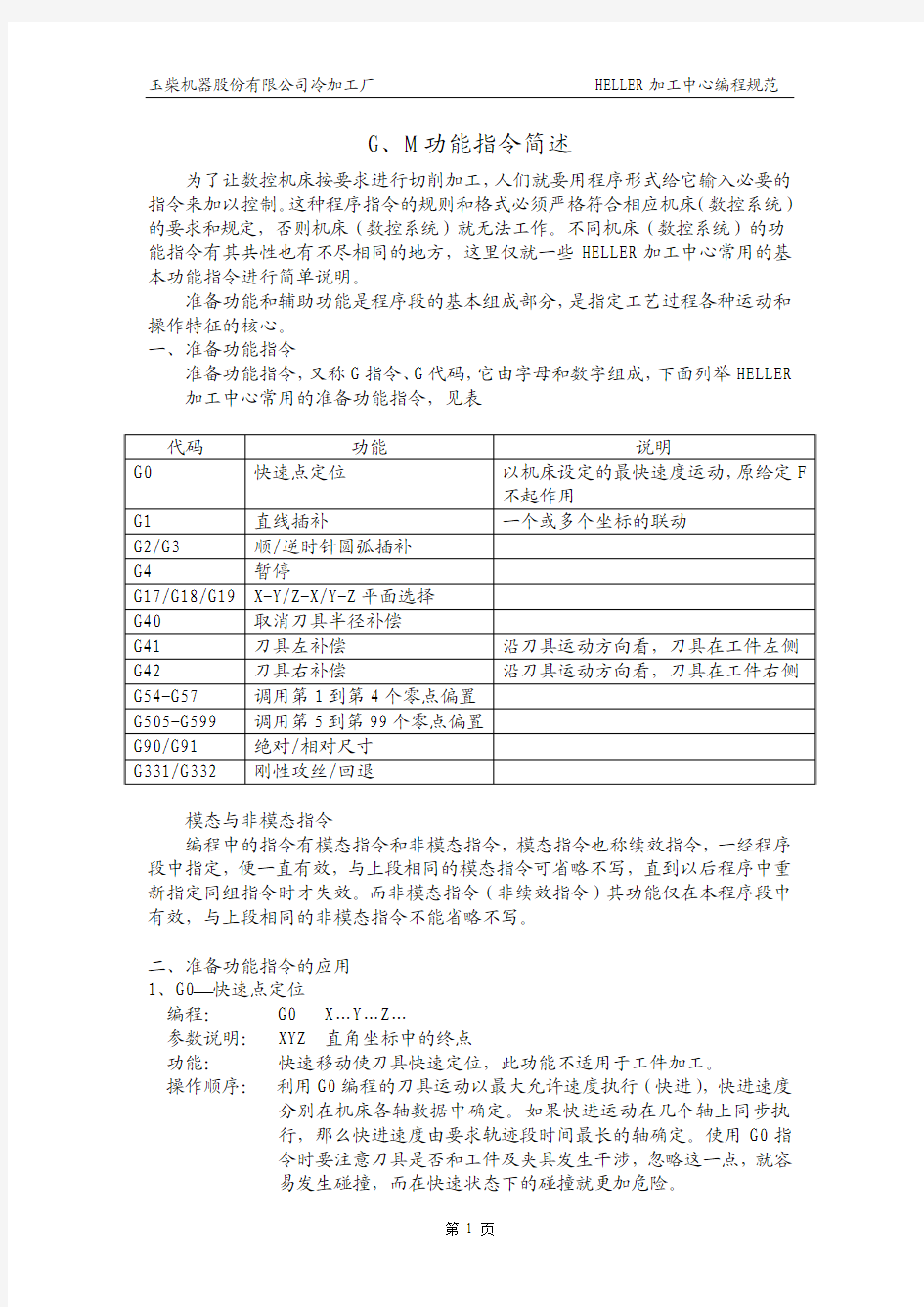
编程示例: G0用于接近起始位置或换刀点,退刀等。
N10 G90 S400 M3 绝对尺寸编程,主轴顺时针转动,转速为400r/min N20 G0 X30 Y20 Z2 快进到起始位置
N30 G1 Z-5 F100 D1 直线插补进刀,S=400,F=100,刀具长度补偿D1
N40 X80 Y65 直线插补到终点位置
N50 G0 Z100 退刀
N60 M30 程序结束
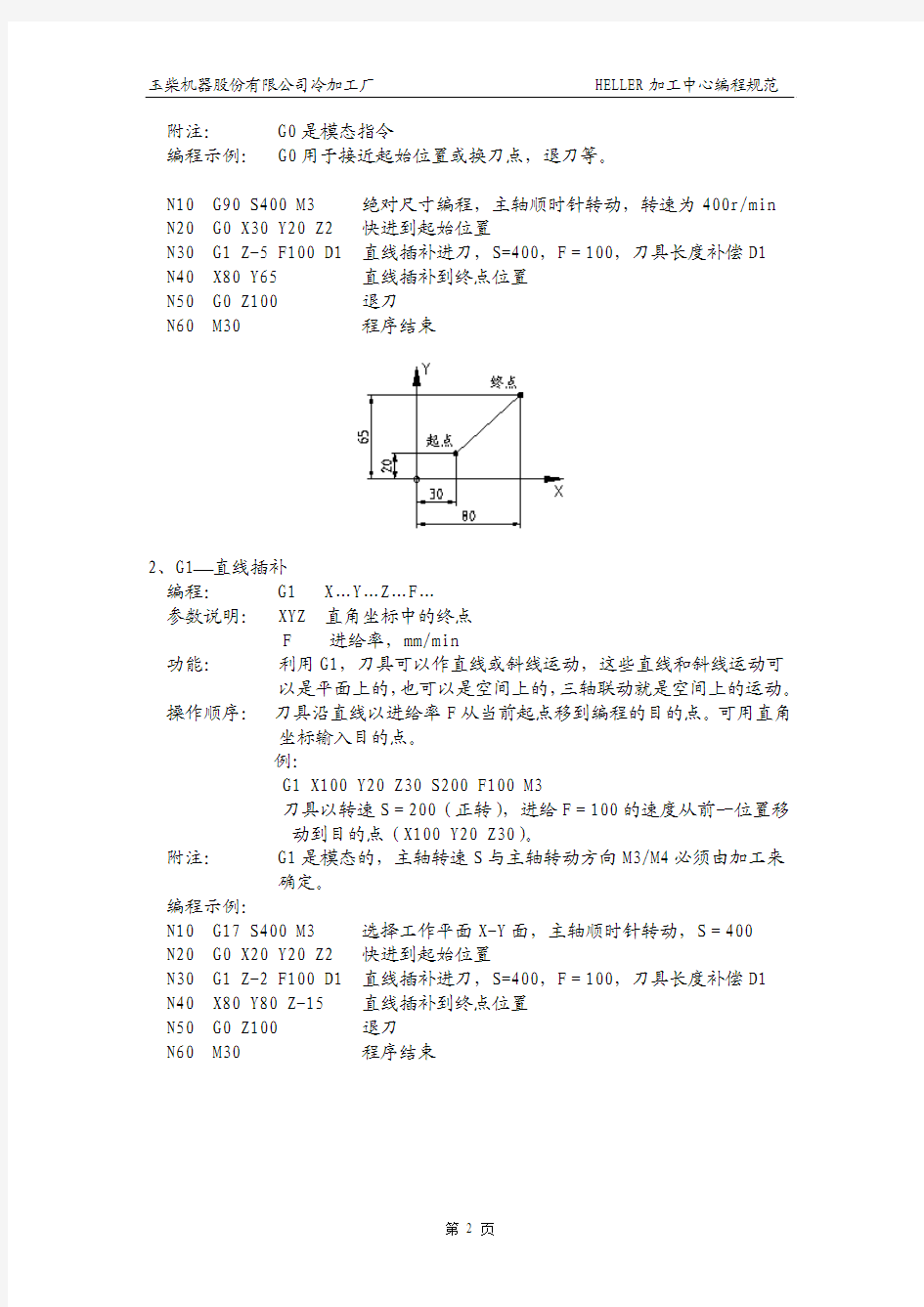
2、G1 直线插补
编程: G1 X…Y…Z…F…
参数说明: XYZ 直角坐标中的终点
F 进给率,mm/min
功能:利用G1,刀具可以作直线或斜线运动,这些直线和斜线运动可以是平面上的,也可以是空间上的,三轴联动就是空间上的运动。操作顺序:刀具沿直线以进给率F从当前起点移到编程的目的点。可用直角坐标输入目的点。
例:
G1 X100 Y20 Z30 S200 F100 M3
刀具以转速S=200(正转),进给F=100的速度从前一位置移
动到目的点(X100 Y20 Z30)。
附注: G1是模态的,主轴转速S与主轴转动方向M3/M4必须由加工来确定。
编程示例:
N10 G17 S400 M3 选择工作平面X-Y面,主轴顺时针转动,S=400
N20 G0 X20 Y20 Z2 快进到起始位置
N30 G1 Z-2 F100 D1 直线插补进刀,S=400,F=100,刀具长度补偿D1
N40 X80 Y80 Z-15 直线插补到终点位置
N50 G0 Z100 退刀
N60 M30 程序结束
3、G2/G3 圆弧插补
编程: G2/G3 X…Y…Z…I…J…K…
命令与参数说明:G2顺时针圆弧插补
G3逆时针圆弧插补
XYZ为圆弧终点的直角坐标
IJK为圆弧起点相对于圆弧中心的矢量值,注意该值会因始
点相对圆心的方位不同而带有正、负号。
功能:用圆弧插补对整圆或圆弧进行加工。
操作顺序:确定工作平面,控制系统需要工作平面参数(G17-G19)计
算圆的旋转方向,G2为顺时针,G3为逆时针。
附注: G2/G3是模态指令。
该指令使刀具从圆弧起点,沿圆弧移动到圆弧终点。圆弧顺、逆方向的判断符合直角坐标系的右手定则,如图。沿(XOZ)平面的垂直坐标轴的负方向(-Y)看去,顺时针方向为G2,逆时针方向为G3。
圆弧顺、逆判断
编程示例:
N10 G17 S300 M3 选择工作平面X-Y面,主轴顺时针转动,S=300
N20 G0 X20 Y50 Z3 快进到起始位置
N30 G1 Z-2 F100 D1 直线插补进刀,S=400,F=100,刀具长度补偿D1 N40 G2 X20 Y50 I0 J10 顺时针圆弧插补加工半圆
N50 G0 Z100 退刀
N60 M30 程序结束
4、G4?暂停
编程: G4 F…
G4 S…
参数说明: G4 暂停命令
F…以秒为单位的时间
S…用主轴旋转次数确定的时间
功能:用G4可根据需要在两个NC程序段之间将工件加工停止一段时间。编程示例:
N10 G1 F200 Z-5 S300 M3 D1 以给定的转速进给直线插补
N20 G4 F3 暂停,暂停时间为3秒
N30 X40 Y10 直线插补到终点位置
N40 G4 S30 主轴在此时位置转30转后继续执行后续程
序段(与S=300r/min和100%主轴倍率相
对应,则暂停时间为0.1min)
N50 X…前面的进给率和主轴转速持续有效,字F…
和S…仅用于含有G4的程序段中的时间规
定中,在后续程序中,原先给定的进给F
和主轴速度S仍然有效。
5、G17/G18/G19?平面选择
用两个坐标轴来确定一个平面,第三个坐标轴与该平面相垂直,并确定刀具的进给方向。编程时,要确定加工面以便于控制系统能准确计算出刀具偏置值。
在NC程序中,用G17、G18和G19来确定加工面。
6、G40/G41/G42?刀具半径补偿
在编制轮廓切削加工场合中,一般以工件的轮廓尺寸为刀具轨迹编程,这样编制加工程序简单,即假设刀具中心运动轨迹是沿工件轮廓运动的,而实际的刀具运动轨迹要与工件轮廓有一个偏移量(即刀具半径)。利用刀具半径补偿功能可以方便地实现这一转变,简化程序编制,机床可以自动判断补偿的方向和补偿值大小,自动计算出实际刀具中心轨迹,并按刀具中心轨迹运动。
根据刀具轨迹的左右补偿,刀具半径补偿的指令有:
①G41刀具半径左补偿。如图所示,顺着刀具运动方向看,刀具在工件的左侧,
称为刀具半径左补偿。
②G42刀具半径右补偿。如图所示,顺着刀具运动方向看,刀具在工件的右侧,称为刀具半径右补偿。
③G40取消刀具半径左右补偿。
a)b)
刀具半径左右补偿
a)刀具左补偿 b)刀具右补偿
刀具半径补偿注意事项:
①41、G42、G40指令不能与圆弧切削指令写在同一个程序段内,可与G1、G0指令在同程序段出现,即它是通过直线运动来建立或取消刀具补偿的。
②在调用新刀具前或要更改刀具补偿方向时,中间必须取消刀具补偿。目的是为了避免产生加工误差。
③G41、G42、G40是模态指令,在程序的最后必须以取消偏置状态结束。
④G41、G42的判断是以向着工件所在平面(XOY)的垂直轴负向(-Z)看为依据。
⑤在G41方式中,不要再指定G41方式,否则补偿会出错。同样,在G42方式中,不要再指定G42方式。当补偿量取负值时,G41和G42互相转化。
编程示例:
N10 G0 X=390 Y=250 快进到起始位置
N20 G0 Z=3 D1 快进到Z向安全距离点
N30 G1 Z=-45+3-35 F3000 D1 用G1的方式接近加工点,有意外情况可
以起保护作用
N40 G1 G41 X=390.88 Y=198.43 F400 刀具半径左补偿
N50 G1 X=350.25 Y=170.42 以左补偿的状态进行直线加工
N60 G0 G40 Z100 加工结束,取消刀具半径补偿,退刀
7、G54-G57 G505-G509 调用第1到第99个零点偏置
调用:G54或G55或G56或G57或G505…G599
解除:G53或G500或SUPA或G153
命令说明:G53 非模态解除,包括已编程的偏置
G54-G57 调用第1到第4可设置零点偏置
G153 抑制含基础frame在内的当前frame
G500 如果G500用0预置,那么解除G54-G599直到下次调用,
否则G500利用基础偏置写入。
SUPA 非模态解除,包括已编程的偏置,手轮偏置(DRF),外部
零点偏置及预置偏置。
G505-G599 调用第5到第99可设置零点偏置
功能:可设置零点偏置把所有轴上的工件零点与基础坐标系的原点相联系。
激活零点偏置:
在NC程序中,通过执行命令G54-G57,零点偏置从机床坐标系移到工件坐标系。在带编程运动的下1个NC程序段中,所有位置参数及刀具运动均参照目前有效的工件零点。四种有效的零点偏置可以用于多项加工操作,可同步描述四个工件装夹位置并在程序中执行。命令G505-G599对于其它可以设置的零点偏置有效。
解除零点偏置:命令G500解除含基础偏置的可设置的零点偏置,G53或命令SUPA用于可编程及可设置偏置的顺时针消除。
附注:程序起动的标准设置,即G54或G500,可以利用机床数据设置。
编程示例:
此例中,3个工件根据零点偏置值G54-G56排列在托板上依次加工。加工顺序在子程序L47中编制。
N10 G0 G90 X10 Y10 D1 快进到起始位置
N20 G54 S1000 M3 调用第1个零点偏置,主轴顺时针转
N30 L47 在第1个零点偏置下运行子程序L47
N40 G55 G0 Z200 调用第2个零点偏置
N50 L47 在第2个零点偏置下运行子程序L47
N60 G56 调用第3个零点偏置
N70 L47 在第3个零点偏置下运行子程序L47
N80 G53 X200 Y300 解除零点偏置
N90 M30 程序
8、G90/G91?绝对/相对尺寸
绝对尺寸: G90 参照当前坐标系原点,在工件坐标系中编制刀具运行点的程序相对尺寸: G91参照上一个点,用刀具移动量编制刀具运行程序
功能: G90/G91命令用于确定描述接近点的方式
附注: G90和G91命令均为模态。
编程示例:
N10 G0 G90 X10 Y10 S300 M3 在绝对尺寸下快进到起始位置
N20 G0 Z3 快进到Z向的安全距离
N30 G1 Z-2 F100 D1 绝对尺寸下直线插补
N40 G91 G1 X5 Y0 相对尺寸下直线插补(1点)
N50 G91 G1 X5 Y10 相对尺寸下直线插补(2点)
N60 G90 G1 X30 Y30 绝对尺寸下直线插补到终点
N70 G0 Z100 绝对尺寸下退刀
9、G331/G332?刚性攻丝
编程: G331 X…Y…Z…I…J…K…(攻丝)
G332 X…Y…Z…I…J…K…(回退)
参数说明:XYZ 直角坐标系中的钻孔深度(终点)
IJK 螺距(在X,Y,Z方向)
功能: G331/G332用于刚性攻丝
操作顺序:
SPOS/SPOSA用于准备主轴用于攻丝
G331:攻丝
攻丝利用钻孔深度(螺纹终点)及螺距描述
G332:回退
此项运动的螺距与G331相同,主轴换向可自动进行
钻孔深度,螺距
X方向钻孔,螺距I
Y方向钻孔,螺距J
Z方向钻孔,螺距K
功能:模态指令
编程示例:
N10 SPOS[n]=0 主轴角度转到0°,准备攻丝
N20 G0 X0 Y0 Z2 快进至起始点,Z方向有安全距离
N30 G331 Z-50 K1.5 S200 攻丝,钻孔深度50,螺距1.5
N40 G332 Z3 K1.5 反转,回退到安全距离
N50 G1 F1000 X100 Y100 Z100 S300 M3 直线插补到终点位置
N60 M30 程序结束
三、辅助功能指令
辅助功能指令,又称M指令,M代码,它由字母和数字组成,这类指令用来控制机床或系统的辅助功能动作,如冷却液的开、关;主轴的正反转;程序结束等。下面列举HELLER加工中心常用的辅助功能指令,见表,程序段中最多可以
PLC功能指令实际上就是功能各异的PLC子程序块。FX2N系列PLC的功能指令有程序流程、传送比较、四则逻辑运算、旋转移位、数据处理、高速处理、方便指令、外部设备处理、浮点数、时钟运算、接点比较等若干类。本节仅介绍FX2N 系列PLC常用的功能指令。 一、功能指令形式 1.功能指令格式 功能指令用编号FNC00~FNC246表示,并给出对应的语句名称,每条功能指令都有一个指令表。例如FNC45是一条数据处理平均值功能的指令,助记符为MEAN,使用简易编程器时输入FNC45,而采用智能编程器或计算机编程时也可输入助记符MEAN。图1是一条取平均值功能指令的梯形图。 图1 MEAN示例梯形图 图中MEAN是功能指令的语句名称,也可使用FNC45(但不直观);D0是源操作数的首元件;D4Z是指定计算结果存放的数据寄存器的地址;K3是指定取值的个数为3。显然该功能指令的含义是D4Z =(D0+D1+D2)/3,即将(D0+D1+D2)/3的运算结果赋值给D4Z。 功能指令的指令段通常占1个程序步,16位操作数占2步,32位操作数占4步。 2. 功能指令执行方式 功能指令有连续执行和脉冲执行两种类型。图2中第1支路的MOV是连续执行型指令,即当X001接通时,各运算周期都执行一次,而第2支路的MOV(P)是脉冲执行型型指令,(P)就表示当X000由OFF转换为ON时,仅执行一次指令。 图2 功能指令执行方式示例 3.可处理数据长度 功能指令可处理16位数据,也可处理32位数据,见图3示例梯形图。第1梯级中,当X000接通,则移位MOV功能指令处理的数据为16位,即将D10 的内容传送至D12;而在第2梯级中,(D)MOV功能指令处理的数据为32位,将D21D20(由D21、D20构成的32位数据)的内容传送到D23D22(由D23、D22组成的32位数据存储单元)。 图3 功能指令处理数据长度示例 几个常见和搞错的功能指令:
第九章 功能指令 9.1 当输入驱动条件ON 时,完成下列要求: (1) A :根据图9.89写出指令表; B :当X0=ON 时,(D2)=? C :执行程序的结果谁被置位? 指令如下:LD X0 MOV K0 D0 SUM D0 D2 当X0=ON 时,(D2)=0 执行程序的结果M8082被置位 (2) A :根据图 9.90写出指令表; B :P 的意义是什么? C :当X1=ON 时,(D10)=? 指令如下: LD X1 FMOV (P ) K25 D0 K5 MEAN (P ) D0 D10 K5 P 代表脉冲 当X2=ON 时 (D10)=K1 (3) A :根据图9.91解释每条指令的功能; B :当X2=ON 时,(D0)=? 指令如下:LD X2 MOV (P ) K60 D0 ROR (P ) D0 K2 当X2=ON 时,(D10)=K1 (4) A :写出图9.92的指令; B :解释每条指令的功能; C :当X3=ON 时,(D4)=?Y0~Y13中哪个被置位? 指令如下:LD X3 MOV (P ) K120 D3 转移K120到D3 MOV (P ) K400 D4 转移K400到D4 SMOV (P ) D3 K3 K2 D4 K2 移位传送 BCD D4 K3Y0 当X3=ON 时,(D4)=401;Y0~Y13中Y0、Y11被置位。 (5) A :写出图9.93的指令表; B :解释每条指令的功能; 图9.91 X2 MOV(P) K60 D0 ROR(P) D0 K2 X1 FMOV(P) K5 K25 D0 图9.90 MEAN(P) K5 D10 D0
功能指令分类: ①程序流控制②传送与比较③算术与逻辑运算④移位与循环移位⑤数据处理⑥高速处理⑦方便命令⑧外部输入输出处理 ⑨外部设备通信⑩实数处理 ⑾点位控制⑿实时时钟
PLC功能指令及例题1.功能指令的表示形式 其表现的形式如下: (1)[S﹒]叫做源操作数,其内容不随指令执行而变化,在可利用变址修改软元件的情况下,用加“﹒”符号的[S﹒]表示,源的数量多时,用[S1 ﹒][S2﹒]等表示。 (2)[D﹒]叫做目标操作数,其内容随指令执行而改变,如果需要变址操作时,用加“﹒”的符号[D﹒]表示,目标的数量多时,用[D1﹒][D2﹒] 等表示。 (3)[n﹒]叫做其他操作数,既不作源操作数,又不作目标操作数,常用来表示常数或者作为源操作数或目标操作数的补充说明。可用十进制的 K、十六进制的H和数据寄存器D来表示。在需要表示多个这类操作数 时,可用[n1]、[n2]等表示,若具有变址功能,则用加“﹒”的符号[n﹒] 表示。此外其他操作数还可用[m]来表示。 2.数据长度和指令类型 (1)数据长度 功能指令可处理l6位数据和32位数据,例如: 图13-316位/32位数据传输指令梯形图表达式 图13-2功能指令基本形式
(2)指令类型 FX系列PLC的功能指令有连续执行型和脉冲执行型两种形式。连续执行型的如: 上图程序是连续执行方式的例子,当X1为ON时,上述指令在每个扫描周期都被重复执行一次。 脉冲执行型的如: 3.操作数 (1)数据寄存器(D) 数据寄存器是用于存储数值数据的,其值可通过应用指令、数据存取单元及编程装置进行读出或写入。这些寄存器都是16位(最高位为符号位),两个相邻的寄存器、可组成32位数据寄存器(例:用D0表示(D1,D0)32位数据位)。 数据寄存器又分一般型,停电保持型和特殊型。 (2)位组合数据 在FX系列PLC中,是使用4位BCD码表示1位十进制数据。 K1X0就表示由X3~X0 4个输入继电器的组合。 K1X0就表示由X7~X0 8个输入继电器的组合。 (3)标志位 功能指令在操作过程中,其运算结果要影响某些特殊继电器或寄存器,通常称其为标志。 1)一般标志(位) 图13-516位脉冲数据传输指令梯形图表达式 图13-432位连续数据传输指令梯形图表达式
※PLC功能指令及其编程 1.功能指令的表示形式 其表现的形式如下: 图13-2 功能指令基本形式 (1)[S﹒]叫做源操作数,其内容不随指令执行而变化,在可利用变址修改软元件的情况下,用加“﹒”符号的[S﹒]表示,源的数量多时,用[S1﹒][S2﹒] 等表示。 (2)[D﹒]叫做目标操作数,其内容随指令执行而改变,如果需要变址操作时,用加“﹒”的符号[D﹒]表示,目标的数量多时,用[D1﹒][D2﹒]等表示。 (3)[n﹒]叫做其他操作数,既不作源操作数,又不作目标操作数,常用来表示常数或者作为源操作数或目标操作数的补充说明。可用十进制的 K、十六进制的H和数据寄存器D来表示。在需要表示多个这类操作 数时,可用[n1]、[n2]等表示,若具有变址功能,则用加“﹒”的符号[n﹒]表 示。此外其他操作数还可用[m]来表示。 2.数据长度和指令类型
(1) 数据长度 功能指令可处理l6位数据和32位数据,例如: (2) 指令类型 FX 系列PLC 的功能指令有连续执行型和脉冲执行型两种形式。连续执 行型的如: 上图程序是连续执行方式的例子,当X1为ON 时,上述指令在每个扫描周期都被重复执行一次。 脉冲执行型的如: 3. 操作数 (1) 数据寄存器(D ) 数据寄存器是用于存储数值数据的,其值可通过应用指令、数据存取单 元及编程装置进行读出或写入。这些寄存器都是16位(最高位为符号位), 图13-5 16位脉冲数据传输指令梯形图表达式 图13-4 32位连续数据传输指令梯形图表达式 图13-3 16位/32位数据传输指令梯形图表达式
两个相邻的寄存器、可组成32位数据寄存器(例:用D0表示(D1,D0)32位数据位)。 数据寄存器又分一般型,停电保持型和特殊型。 (2)位组合数据 在FX系列PLC中,是使用4位BCD码表示1位十进制数据。 K1X0就表示由X3~X0 4个输入继电器的组合。 K1X0就表示由X7~X0 8个输入继电器的组合。 (3)标志位 功能指令在操作过程中,其运算结果要影响某些特殊继电器或寄存器,通常称其为标志。 1)一般标志(位) M8020:零标志,如运算结果为0时动作; M8021:借位标志,如做减法时被减数不够减时动作。 2)运算出错标志(位) M8067:运算出错标志 3)功能扩展用标志(位) 4.传送和比较指令说明 (1)传送指令 该指令的助记符、指令代码、操作数范围、程序步如下表13-1所示。 表13-1 传送指令表