
催化裂化装置工艺条件一览表
一、催化裂化装置主要工艺指标
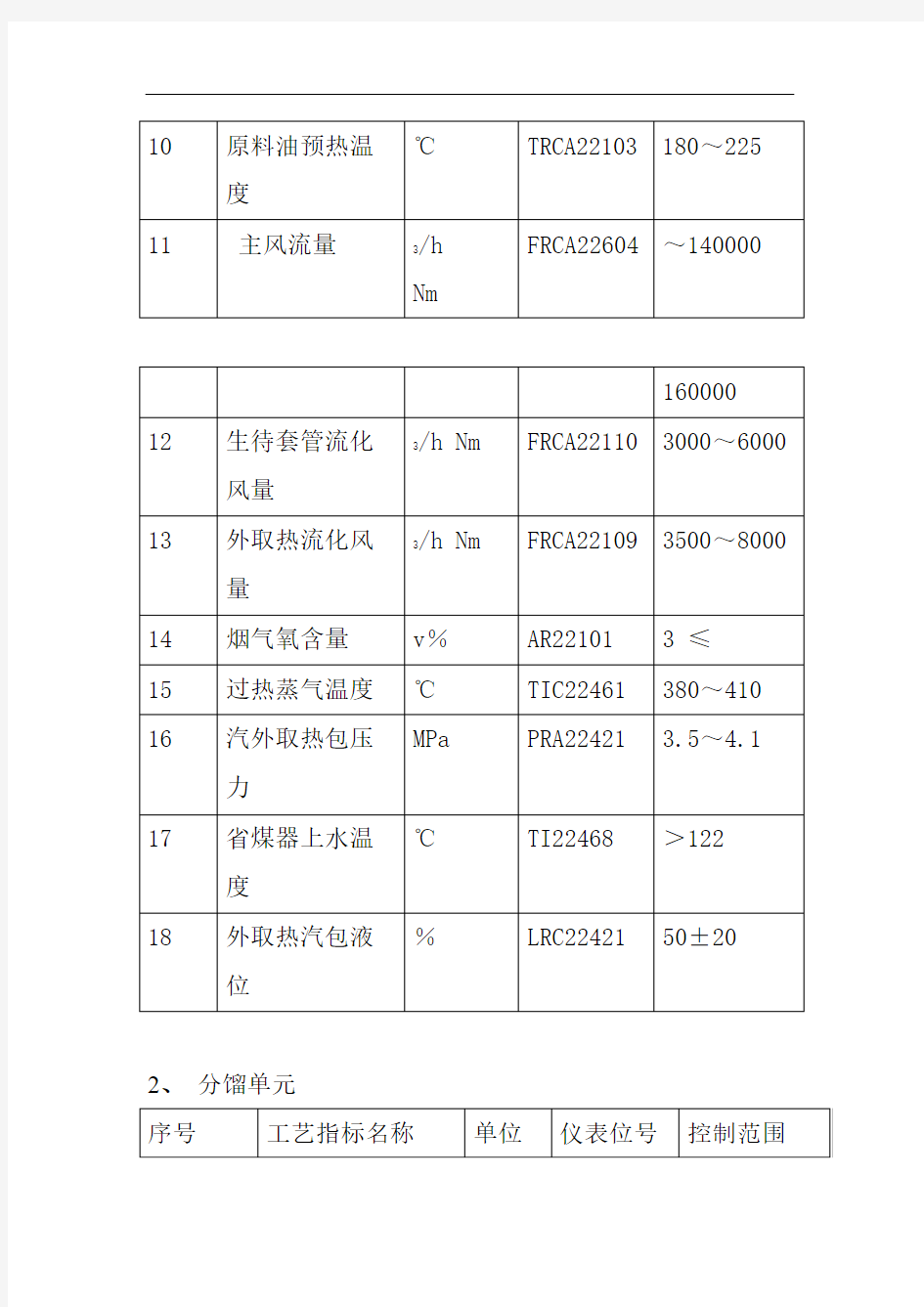
1、反应再生单元
序号工艺指标名称单位仪表位号控制范围
2、分馏单元
3、吸收稳定单元
4、产品精制单元
5、气体分离单元
6、公用工程单元
煤气柜工艺流程图焦化焦炉煤气 M CWS CWR 锅炉房水封苯加氢 排污水封 LNG 注:为阀门煤气柜 2#蝶阀2#盲板阀1#盲板阀1#蝶阀 Lv101控制阀 放空调节阀 3#盲板阀 3#蝶阀 稀油泵
主要装置(设备)和设施 序号设备、设施名称规格型号主要参数 单 位 数 量 备注 1 稀油密封干式气柜50000m3 储气压力:6.5kPa 有效容量:45000m3 台 1 2 密封装置GM/SM-5 套 1 5万m3气柜专 用 3 油水分离器GM/UBZ-Ⅲ-800 台 3 5万m3气柜专 用 4 油泵3G36*4-2.8/10 T≦80℃,Q=2.8m3 /h,P=1.0Mpa 台 6 配防爆电机 5 活塞导辊GM/Pr-5B 个17 5万m3气柜专 用 6 活塞导辊GM/Pr-5A 个23 5万m3气柜专 用 7 活塞防回转装置GM/Rm-5 套 2 5万m3气柜专 用 8 柜容指示器GM/CI-5 台 1 5万m3气柜专 用 9 手动吊上救护装置GM/DJ-5 台 1 5万m3气柜专 用 10 5万立气柜外部电梯TFJW500/0.5-AS 载重500kg,V=0.5m/S 台 1 曳引机下置式配防爆电机 11 5万立气柜内部吊笼FDJN250/0.3-CS 载重250kg,V=0.3m/S 台 1 配防爆电机 12 轴流风机(防爆)BT35-11N02.8 风量826m3/h,转速 1450r/min 台 2 13 轴流风机(防爆)BT35-11N02.8 风量1346m3/h,转速 1450r/min 台 4 14 立柜式空调KFR-120LW(12568L) 制冷量12000W,制热 量16000W 台 1 15 配套室外机尺寸1032宽1250高 412深 台 1 16 潜水排污泵50WQ15-15-15 Q=15m3/h H=15m N=1.5kw 台 1 17 电动蝶阀D943P-2.5 DN=1000,P=0.25MPa ,t=300℃ 台 2 18 电动扇形盲板阀F943X-1.0 DN=1000,P=0.1MPa, t=300℃ 台 2 19 电动蝶阀D943P-2.5 DN=500,P=0.25MPa,台 1
共1页,第1页 工序名称及使用设备一览表 序号工序名称使用设备序号工序名称使用设备 1镭射 laser 镭射机 laser 37磷化 phosphating 喷涂线 paint line 2剪口 blanking 数控冲床 NCT punch 38补强 stiffening 折床 bending 3落料 blanking 普通冲床 stamp 39拨沉孔1 1st drill countersink 钻床 drilling machine 4剪切1 1st shear 普通冲床、剪板机、切割机stamp, shearing, cutting machine 40拨沉孔2 2st drill countersink 5剪切2 2st shear 41拨沉孔3 3st drill countersink 6折弯1 1st bending 折床 bending 42TOX 铆接 TOX fastening TOX 专用机 TOX only 7折弯2 2st bending 43种钉1 1st welding nail 种钉机 nail welder 8折弯3 3st bending 44种钉2 2st welding nail 9 折弯4 4st bending 45种钉3 3st welding nail 10打钉1 1st pem 普通冲床、打钉机stamp, nailing machine 46卷圆coil 普通冲床、卷圆机stamp, coiler 11打钉2 2st pem 47打字印1 1st stamp 普通冲床、打标机、数控冲床stamp,marker,NCT punch 12打钉3 3st pem 48打字印2 2st stamp 13打钉4 4st pem 49打字印3 3st stamp 14钻孔 drill 钻床 driller 50飞边 extra-side stamp 普通冲床stamp 15旋铆1 1st revolve riveting 旋铆机 revolve machine 51拨防烤1 1st anti-mask 钻床 driller 16旋铆2 2st revolve riveting 52拨防烤2 2st anti-mask 17旋铆3 3st revolve riveting 53气密测试 airtight test 气密测试装置 airtight test device 18点焊1 1st spot welding 点焊机 spot welder 54抛光 polishing 打磨机、抛光机、手工抛光 coarse-grinder, polisher, hand polisher 19点焊2 2st spot welding 55防锈 rust-proof 手工 hand 20点焊3 3st spot welding 56线切割 linear-cut 外发 subcontract 21烧焊1 1st welding 氩焊机、CO2焊机、电焊机 argon welder, CO2 welder, welder 57振磨 vibra-grind 振磨机 vibra-grinder 22烧焊2 2st welding 58打磨 grind 打磨机、平磨机、砂纸 coarse-grinder, fine-grinder, sand paper 23烧焊3 3st welding 59攻牙1 1st thread tapping 单头攻牙机、多头攻牙机、钻床 uni-tapping, multi-tapping, driller 24烧焊4 4st welding 60攻牙2 2st thread tapping 25拉丝1 1st draw line 擦纹机、手工擦纹机 wiper, hand wiper 61攻牙3 3st thread tapping 26拉丝2 2st draw line 62攻牙4 4st thread tapping 27贴膜 film 贴膜机 film machine 63冲孔1 1st hole punch 普通冲床 stamp 28校平 leveling 校平机 leveler 64冲孔2 2st hole punch 29丝印1 1st silk-screen 丝印机 silk-screen machine 65冲孔3 3st hole punch 30丝印2 2st silk-screen 66成型1 1st formation 普通冲床 stamp 31丝印3 3st silk-screen 67成型2 2st formation 32丝印4 4st silk-screen 68成型3 3st formation 33抽芽1 1st thread drawing 普通冲床、打钉机 stamp,nailing machine 69成型4 4st formation 34抽芽2 2st thread drawing 70二次加工1 1st reprocess 镭射机、数控冲床 laser,NCT punch 35抽芽3 3st thread drawing 71二次加工2 2st reprocess 36抽芽4 4st thread drawing 72压线 line press 普通冲床、折床 stamp, bending 73返攻牙 re-tapping 单头攻牙机、手工攻uni-tapping, hand-tapping 103钝化passivation 外发subcontract 74扩孔 hole-wider 钻床、手电钻 driller, electric-driller 104喷油paint paint 外发subcontract 75拍平 flaten 普通冲床、打钉机、折床 stamp,marker, bending 105镀铜cu-plating 外发subcontract 76冲沉孔 countersink punch 普通冲床 stamp 106铬化白 white chromation 外发subcontract 77翻铆 turnover riveting 普通冲床、打钉机 stamp, marker 107镀彩锌 colorful-zn plate 外发subcontract 78压段差 gap-press 普通冲床、折床 stamp, bending 108黑色氧化black oxidation 外发subcontract 79涨铆 flanging riveting 普通冲床、打钉机 stamp, marker 109电泳漆electrophoresis 外发subcontract 80冲桥 bridge-embossing普通冲床 stamp 110酸洗 pickle 外发subcontract 81整型 integer 普通冲床、折床 stamp, bending 111镀黑锌black-zn plating 外发subcontract 82冲波 ball-embossing 普通冲床 stamp 112镀亚锡sub-tin plating 外发subcontract 83填米焊 filler-welding点焊机、烧焊机 spot-welder,welder 113镀亚镍sub-nickle plate 外发subcontract 84冲半段孔 circle blind punch 普通冲床 stamp 114镀亮铬bright chromate plating 外发subcontract 85压舌 tongue-press 普通冲床 stamp 115镀硬铬hard chromate plating 外发subcontract 86压涵 sinking-press 普通冲床 stamp 116镀银 silver plating 外发subcontract 87去锋边 deburr 锉刀、刮刀 file,scrap 117镀金 gold plating 外发subcontract 88压筋 rib-press 普通冲床 stamp 118硬质黑色氧化hard black oxidation 外发subcontract 89压死边 overlap-faces press 普通冲床 stamp 119发黑 blacken 外发subcontract 90倒角 chamfer 倒角机、打磨机、加工中心 chamfering machine,coarse-grinder, process center 120锌磷化 zn phosphating 外发subcontract 91压披锋 deburr 普通冲床 stamp 121热处理 heat treatment 外发subcontract 92冲米1 1st mini-punch 普通冲床、数控冲床 stamp, NCT punch 122机加工 machinary 加工中心 process center 93冲米2 2st mini-punch 123制造组装11st manu. assemble 制造课组装线manu. Assembling line 94翻边 flange 普通冲床 stamp 124制造组装2 2st manu. Assemble 95喷粉 powder paint 喷涂线 paint line 125制造组装3 3st manu. Assemble 96喷砂 sand blast 喷砂机 sand blaster 126制造组装4 4st manu. Assemble 97镀蓝白锌 bluewhite zn plate 外发 subcontract 127包装组装1 1st pack assemble 包装课组装线pack assembling line 98铬化金 gold chromate 外发 subcontract 128包装组装2 2st pack assemble 99本色氧化 nature oxidation 外发 subcontract 129包装组装3 3st pack assemble 100镀光锡 bright-tin plate 外发 subcontract 130包装组装4 4st pack assemble 101镀光镍 bright-nickle plate 外发 subcontract 131包装 pack 包装课组装线pack assembling line 102电解抛光 electrobrightening 外发 subcontract 132返工 rework 备注:1、所有产品的生产资料中使用到的“工序名称”必须引用此一览表中的“工 序名称”,不得有任何字面变化,如果要新增“工序名称”,必须经核准 后添加进此一览表才能使用。 2、所有产品的生产资料中使用到的“设备名称”必须引用此一览表中的“设 备名称”,不得有任何字面变化,如果要新增“设备名称”必须经核准后 添加进此一览表才能使用,普通冲床可根据产品需求加上吨位。
焊接方法 焊接材料适用厚度范围评定标准 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 焊接工艺评定报告SMAW J507 焊接工艺评定任务书 焊接工艺评定报告 焊接工艺评定指导书 母材、焊材质证书抄件 无损检测报告 焊后热处理报告 力学和弯曲性能试验报告 焊评施焊记录表 外观和无损检测记录表 力学性能检测记录表 结论7?14 类别、组别号 焊接工艺评定编号 ( PQR02) 焊接工艺规程编号(PWPS02) Q345R Fe-1、Fe-1-2 7mm 焊缝金属 0?14 NB/T47014- 2011 ? > 本评定按_NB/T47014-2011_标准规定,焊接试件,检验试样,测定性能,确认试验记录正确。评定结果:■合格□不合格
焊接工艺评定任务书 表码号:Q/CKED102-2009 共1页第1页 检验项目、评定指标及试样数量
预焊接工艺规程 表码号:Q/CKED026-2009 单位名称: 有限公司 预焊接工艺规程编号: PWPS02 日期:2011.12.18 焊接工艺评定报告编号: PQR02 焊接方法: SMAW 机械化程度(手工、半自功、自动): 手工 母材: 类别号 Fe-1 组别号 Fe-1-2 与类别号 Fe-1 组别号 Fe-1-2 相焊及 标准号 GB713-2008 钢 号 Q345R 与标准号 GB713-2008 钢 号 Q345R 相焊 厚度范围: 母材: 对接焊缝 6-14mm 角焊缝 不限 管子直径、厚度范围: 对接焊缝 / 角焊缝 / 焊缝金属厚度范围: 对接焊缝 0-14mm 角焊缝 _______ 不限 其他: ■/ ________________________________________ 共2页第
古城副井行政办公楼 钢结构挑檐手工电弧焊焊接工艺评定报告 编制部门: 编制: 审定: 批准部门: 批准:
手工电弧焊焊接工艺评定报告 1.评定材质: 16M n钢材评定厚度δ=36mm 2.评定目的: 为了验证施焊中的焊接工艺性的正确性。 3. 评定接头形式: 背部带衬板的组合焊缝。 衬板和腹翼板应根据拼点规定,点焊牢固,每一边都有拼点焊缝。 施焊分9层焊接,采用直线运条,当焊宽超过3-4φ焊时采用分道焊。其中φ焊为焊条直径。 4.参数选择: 打底层:φ3.2mm E5015 I=120±10(A) U=22±2(v) V=10±1c m/min 其余层:φ4mm E5015 I=190±10(A) U=22±2(v) V=13±1m/h 随着焊缝宽度增加,对焊速可作相应的调整. 焊接材质都选用J506或J507焊接. 5. 极性及电流种类; 选用交流弧焊机(J506) 6. 检测: Ⅰ主控项目
焊缝表面不得有裂纹、焊瘤等缺陷。一级、二级焊缝不得有表面气孔、夹渣、弧坑裂纹、电弧擦伤等缺陷。且一级焊缝不得有咬伤、未焊满、根部收缩等缺陷。 2、不允许有表面裂纹、夹渣、未焊透、焊缝宽度,应盖边每边2-4㎜,平缓过渡,飞溅应清除干净。 3、力学试验: 取试件进行力学试验,应符合建筑工程试验、检验标准。
焊接工艺评定报告 编号:001 评定项目:手工电弧焊 焊接方法:手工电弧焊 焊接工艺评定人:赵海职称:职务:负责评定单位:山西宏图建设工程有限公司 填写评定日期:2012年11月18日 批准人:职称:职务:批准评定报告单位: 批准评定日期:2012年5月18日 接头: 接头形式:组合焊缝 衬垫(有、无):背部采用如图衬垫 衬垫材料:A3 其它:摭点时拉开 母材:
PQR编号:QZ-HC1612-25焊接工艺评定报告 编制: 审核: 批准:
叮叮小文库 焊接工艺评定报告 衢州市河川翻板闸门有限公司 QZ-HC1612-25 焊接工艺指导卡编号HC-161225 SMAW 机械化程度(手工、半自动、全自动)手工 接头简图:(坡口形式、尺寸、衬板、每种焊接方法或焊接工艺、焊缝金属厚度) 根据推荐先前提供的资料,按照图 1结构画图,钝边0.5?1mm, 坡口 角度30?40 °,间隙2? 3mm 母 材: 材料标准:GB3274-88 钢号:Q 235B 类、组别号: I -1与类、组别号I -1 相焊 厚度: 8 mm 直径: / 苴/、他: / 焊后热处理: 热处理温度(C): / 保温时间(h): / 保护气 气体种类 / 混合比 / 流量(L/ min)/ 尾部保护气/ / / 背面保护气/ / / 填充金属:碳钢焊条 焊材标准:GB/ T5117-2012 焊材牌号:CHT711 焊材规格:①1.2 焊缝金属厚度:8 其他:/ 电流种类:交流极性:正极性钨极尺寸:/ 焊接电流(A): 160焊接电压(V): 36其他:/ 表HC-GYPD NO : 01 焊接位置: 对接焊缝位置: 角焊缝位置: 平焊方向:(向上、向下) ___ / ______ 方向:(向上、向下) 技术措施: 焊接速度(cm/mi n ): ____________ / 摆动或不摆动:/ 摆动参数:___________ / 多道焊或单道焊(每面):/ 单位名称焊接工艺评定报告编号焊接方法
结 论:本评定按 QZ-HC1612-25规定焊接试件、检验试样、测定性能、确认试验记 录正确 焊工姓名 焊工代号 施焊日期 编制 日 期 审核 日 期 批准 日 期 评定结果 合格 表 HC-GYPD 衢州市河川翻板闸们有限公司 QZ-HC1612-25 焊接工艺指导卡编号 HC-161225 SMAW 机械化程度(手工、半自动、全自动) 手工 接头简图: (坡口形式、尺寸、衬板、每种焊接方法或焊接工艺、焊缝金属厚度) 根据推荐先前提供的资料,按照 图1结构画图,钝边 0.5?1mm, 坡口角度30?40°,间隙2? 3mm NO : 03 单 位 名称 焊接工艺评定报告编号 焊 接 方法 母 材: 材料标准: GB3274-88 钢 号: Q 235B 类、 组别号: T -1与类、组别号T -1 相焊 厚 度: 8 mm 直 径: / 苴 丿 他: / 热处理温度 : / 保温时间(h ): / 保护气体: 气体种类 混合比 流量(L / min ) 保护气 / / / 尾部保护气 / / / 背面保护气 / / / 65°± 焊后热处理:
焊接工艺评定报告记录模板
————————————————————————————————作者:————————————————————————————————日期:
焊接工艺评定 焊接工艺评定编号: HP0101 预焊接工艺规程编号: WPS-HP0101 中石化工建设有限公司
焊接工艺评定存档目录 工艺评定编号: 序号项目名称编号页数预焊接工艺规程(pWPS) 1 材料质量证明书 2 3 焊接材料质量证明书 无损探伤报告 4 5 机械性能试验报告 化学分析试验报告 6 7 热处理报告 焊接工艺评定报告 8 9 以下空白 10 11 12 13 14 15 备 注 档案管理:存档日期:
中石化工建设有限公司预焊接工艺规程(pWPS) 表号/装订号 共页第页 单位名称天津海盛石化建筑安装工程有限公司 预焊接工艺规程编号WPS-HP0101日期2014.8 所依据焊接工艺评定报告编号HP0101焊接方法GTAW+SMAW 机动化程度(手工、机动、自动)手工 焊接接头: 坡口形式:V型坡口 衬垫(材料及规格)Q235B 其他坡口采用机械加工或火焰切割简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序) 母材: 类别号Fe-1 组别号Fe-1-1 与类别号Fe-1 组别号Fe-1-1 相焊或标准号GB3274-2007 材料代号Q235B 与标准号GB3274-2007 材料代号Q235B 相焊对接焊缝焊件母材厚度范围:4~12mm 角接焊缝焊件母材厚度范围:不限 管子直径、壁厚范围:对接焊缝--- 角焊缝--- 其他:同时适用返修焊和补焊 填充金属: 焊材类别:焊丝(GMAW)焊丝(SAW) 焊材标准:GB/T8110-2008 JIS Z3351 填充金属尺寸:φ1.2mm φ4.8mm 焊材型号:ER50-6 YS-S6 焊材牌号(金属材料代号):THT-50-6 US-36 填充金属类别:Fe-1-1 FeMS1-1 其他:/ 对接焊缝焊件焊缝金属厚度范围:GMA W≤6mm,SAW≤12角焊缝焊件焊缝金属厚度范围:不限 耐蚀堆焊金属化学成分(%) C Si Mn P S Cr Ni Mo V Ti Nb 其他:/
百度文库 - 让每个人平等地提升自我 煤焦油加氢项目 煤焦油 离心、过滤、换热 减压塔 沥青至造粒设施 加氢精制进料缓冲罐 加氢裂化进料缓冲罐 加氢精制反应器( A 、B 、C ) 加氢裂化反应器( A 、B ) P=16.8MPa P=16.8MPa ° ° t=410 C( 初期) t=402 C( 初期) 精制热高分罐 油 裂化冷高分罐 化 转 氢 气体 液体 未 液体 气体 环 制 精 循 制 精制冷高分罐 精制热低分罐 裂化冷低分罐 裂化 精 体 循环氢 气 压缩机 气体 液体 液体 硫 气 液 脱 精制 精制冷 至 体 体 裂化稳定塔 氢 循环氢 低分罐 体 体 新 压缩机 气 气 充 液体 硫 液 硫 补 氢 脱 油 至 精制 脱 新 化 化 体 至 充 稳定塔 裂 转 补 体 液体 未 新氢 气 新氢 硫 精制分馏塔 裂化分馏塔 压缩机 脱 至 石脑油 柴油 氢 环 循 化 裂
煤焦油加氢装置主要生产设备表 序设备操作条件数量规格介质名称主体材质压力 号名称备注 温度(℃)(台) ( MPa) 一、反应器类 1 加氢精制Ф煤焦油、 H2、 H 2S 反应器 A 1500X13400 加氢精制 Φ 反应器煤焦油、 H2、 H 2S 1800X14678 B/C 加氢裂化 Φ 反应器煤焦油、 H、 H S 1500X10110 2 2 A/B 二、塔类 1 减压塔Ф 2000/2400/1 轻质煤焦油、 Q345R 200 X 25250 重油、水汽 2 精制稳定Ф 600X16000 反应油、 H 、 H S Q245R 塔 2 2 3 精制分馏Ф 1500X2060 石脑油、柴油、 Q345R 塔0 尾油 4 精制柴油 Ф 800X10000 柴油、蒸汽Q245R 汽提塔 5 裂化稳定Ф 400/800X18 反应油、H2 2 Q245R 塔440 、 H S 6 裂化分馏Ф 1500X2060 石脑油、柴油、 Q345R 塔0 尾油 7 裂化柴油 Ф 500X8800 柴油、蒸汽Q245R 汽提塔 三、加热炉类 1 减压塔进400X104 煤焦油1Cr5Mo 料加热炉kcal/h 2 精制加热200X104 精制进料油、 H 2 TP347H 炉kcal/h 3 裂化加热200X104 裂化进料油、 H 2 TP347H 炉kcal/h 精制分馏200X104 1Cr5Mo/ 4 精制尾油 15CrMo 塔再沸炉kcal/h 5 裂化分馏200X104 裂化尾油 1Cr5Mo 塔再沸炉kcal/h 四、换热类原料油 /减壳程 减压循 Q345R 环油 1 压循环油25-4I 20+Q345R 换热器管程原料油 减顶油水 / 壳程减塔中 Q345R 段油 2 减压循环25-4I 减顶油、 油换热器管程20+Q345R 水147/385 1 126/271 1 ▲120/368 1 212/206 1 72/263 1 ▲122/365 1 198/185 1 395 1 ▲315 1 ▲405 1 ▲388 1 ▲385 1 ▲217/178 75/147 1 ▲ 228/217 1 ▲87/150
[精华]nb47014-2011承压装备工艺评定__焊接工艺评定表 格 预焊接工艺规程(pWPS) 单位名称 预焊接工艺规程编号日期所依据焊接工艺评定编号: 焊接方法机械化程度(手工、半自动、自动) 焊接接头: 简图:(接头形式、坡口形式与尺寸、焊层、焊道布置坡口形式: 及顺序) 衬垫(材料及规格) 其他 母材: 类别号组别号与类别号组别号相焊或标准号材料代号与标准号材料代号相焊对接焊缝焊件母材厚度范围角焊缝焊件母材厚度范围管子直径、壁厚范围:对接焊缝角焊缝其他填充金属: 焊材类别: 焊材标准: 填充金属尺寸: 焊材型号: 焊材牌号(金属材料代号): 填充金属类别: 其他 对接焊缝焊件焊缝金属厚度范围: 角焊缝焊件焊缝金属厚度范围耐蚀堆焊金属化学成份(%) C Si Mn P S Cr Ni Mo V Ti Nb
/ / / / / / / / / / / 其他: 注:每一种母材与焊接材料的组合均需分别填表 焊接位置: 焊后热处理: 对接焊缝的位置: 焊后热处理温度(?): 立焊的焊接方向:(向上、向下) 保温时间范围(h): 角焊缝位置 立焊的焊接方向:(向上、向下) 预热: 气体: 最小预热温度(?) 气体混合比流量L/min 最大道间温度(?) 保护气: 保持预热时间尾部保护气: 加热方式背面保护气: 电特性 电流种类极性焊接电流范围(A) 电弧电压(V) 焊接速度(范围) 钨极类型及直径喷嘴直径(mm) 焊接电弧种类(喷射弧、短路弧等) 焊丝送进速度(cm/min) (按所焊位置和厚度,分别列出电压和电压范围,记入入下表) 焊接工艺参数 填充金属焊接电流焊道/ 焊接电弧电压焊接速度线能量焊层方法牌号直径极性电流(A) (cm/min) (kJ/cm) V 技术措施: 摆动焊或不摆动焊摆动参数焊前清理和层间清理: 背面清根方法单道焊或多道焊(每面) 单丝焊或多丝焊导电嘴至工件距离(mm) 锤击其他: 绘制日期审核日期批准日期 焊接工艺评定报告 单位名称 焊接工艺评定编号焊接工艺指导书编号焊接方法机械化程度:(手工、半自动、自动)
设备设施一览表 单位:成都六九一四科技有限公司 设备名称工艺位号规格型号生产厂家出厂日期安装日期投产日期价格备注摇背钻第四事业部Z3050*16 自贡华瑞钻床有限公司2004.03 2014.04 52136元欧洋GD系列金属带锯床第四事业部GD4230 浙江桓宇锯床有限公司2014.04 15384元方诗进焊机第四事业部ZX7—400 辽宁华晨焊割科技有限公司2014.05 1680元欧洋空压机第四事业部QCⅹ57.5KW 雅达2520元停用高低温湿热试验箱质管部试验室SC型韩国2007 2014.06 2014.06 高低温湿热试验箱质管部试验室Y7530—L 四川丹甫制冷压缩机股份有限公司2014.06 2014.06 2014.06 21万元 步入式电热鼓风干燥箱第一事业部Y70590—G 四川丹甫制冷压缩机股份有限公司2014.06 2014.06 2014.06 15.6万元 振动试验台第一事业部YSZD—HL2014.05 2014.06 2014.06 5641元 卧式车床第四事业部CA6240A沈阳机床股份有限公司2010.02 2014.04 2014.04 36500元杨烈盛卧式车床第四事业部CA6140A沈阳第一机床厂2009.01 2014.04 2014.04 25000元杨烈盛空压机W—1.0/7第一事业部W—1.0/71994.06 5600元停用成型机第一事业部(手摇)1994.12 2800元停用气动打标机第一事业部JX—110G 2007.09 11400元停用
设备设施一览表 单位:成都六九一四科技有限公司 设备名称工艺位号规格型号生产厂家出厂日期安装日期投产日期价格备注干湿吸尘器第一事业部ZGS—100S 1580元停用台式钻床第四事业部Z516B 中国?西菱控股集团1984年2014.05 2014.05 张从军台式钻床第四事业部Z512—2 杭州机床厂2014.05 2014.05 何文龙台式钻床第四事业部2014.05 2014.05 张从军 整机装配流水线DXL第一事业部DXL2014.05 2014.05 103000元 生产线第一事业部2014.05 2014.05 28360元 电子防潮箱第一事业部CLA870FD 2014.05 2014.05 7008元 手推式液压铲车第四事业部2000KG何文龙钻床第一事业部停用攻丝机第一事业部停用攻丝机第一事业部2014.05 停用铣床第四事业部X5032A1999.10 2014.10 2014.10 35000元
新产品工艺文件一览表 1、项目启动会议纪要复印件一份; 2、贵公司项目小组名单一份(联系人的部门、职务、联系电话、手机、电子邮件); 3、中文版的图纸一份; 4、零件控制计划; 5、零件工艺流程图; 6、零件生产工艺操作指导书; 7、产品检验作业指导书; 8、工装设备清单一览表; 9、零件生产车间平面布置图; 10、FMEA; 11、产品质量能力调查表; 12、该零件产能规划表; 13、回料使用控制指导书,编制关于产品回料的处理的规范; 14、送样评审流转表; 15、QPN文件,附件中为标准版本,请另存后再操作。; 16、2TP报告,请填在QPN表格中的E、F阶段,并在验收纪要中标明; 17、零件履历表,; 18、EMPB报告,如果是BMG零件,零件尚需要进行首件样品检验(格式同EMPB报告,请将“首批”改为“首件”,“Esrtmuster”改为“Vormuster”;二次分供 方格式,请注意金属和非金属分开写,各二份!送样零件请做好标记 E:\常用文件\ 送样认可零件标识.xls
19、皮纹认可报告(如果有皮纹要求的话); 20、检具设计方案认可报告、检具认可报告; 21、包装方案认可报告(请和TL负责协商,并签字认可); 22.批量认可阶段,如果有重大质量缺陷,请将整改内容填好表格中,表中内容仅供参考 23.批量供货中,出现质量问题,请填写8D报告 24.产品实现正常供货后,三份规程, 25.每个季度我们会对贵公司该产品进行一个重点控制的例行检查; 26.如果贵公司产品出现重大质量问题,我们可能会对贵公司进行特殊控制,届时将取消贵公司三个月新产品定点询价的资格。附件为贵公司总经理的承诺书,以及我们的规定。 请贵公司的项目负责人注意:以上26项文件请用专门的文件夹 保存并做好目录,备查。对于QPN文件,请项目主管负责填写, 谢谢配合!
焊接工艺评定报告
目录 钢筋电渣压力焊工艺评定作业指导书 (1) 一、编制目的 (1) 二、编制依据 (1) 三、实施范围 (1) 四、施工工艺评定的基本条件 (1) 1、材料准备 (1) 2、施工机具 (1) 3、施工准备 (2) 五、施工工艺 (2) 1、工艺流程 (2) 2、操作细则 (2) 2.1、检查设备、电源 (2) 2.2、钢筋端头制备 (2) 2.3、选择焊接参数 (2) 2.4、安装焊接夹具和钢筋 (3) 2.5、安放铁丝圈(可省去)、焊剂盒、装填焊剂 (3) 2.6、试焊、作试件、确定焊接参数 (3) 2.7、施焊操作要点 (3) 六、质量标准 (4) 1、主控项目 (4) 2、一般项目 (4) 七、成品保护 (5) 八、安全与环境管理 (5) 钢筋电渣压力焊工艺评定记录报告 (7)
钢筋电渣压力焊工艺评定作业指导书 一、编制目的 明确钢筋电渣压力焊的施工工艺,确保施工工艺评定满足设计和施工规范规定的要求,验证设计和施工规范的可操作性与可执行性,同时用以指导现场施工。 二、编制依据 1、《混凝土结构工程施工质量验收规范》GB50204-2015; 2、《钢筋焊接及验收规程》JGJ18-2012; 3、《钢筋焊接接头试验方法标准》JGJ/T27-2014; 4、《工程质量管理手册》; 5、施工图纸说明。 三、实施范围 钢筋电渣压力焊适用于柱、墙竖向(倾斜角度低于10°)HRB400级直径12cm 以上钢筋的连接接头。 四、施工工艺评定的基本条件 1、材料准备 钢筋:钢筋的级别、直径必须符合设计要求,有产品合格证、出厂检验报告和进场复试报告。 焊剂:在钢筋电渣压力焊中,必须采用合适的焊剂,常用的焊剂型号为HJ431,其性能应符合GB5293碳素钢埋弧焊用焊剂的规定。常用的为熔炼型高锰高硅低氟焊剂或HJ330中的锰高硅低氟焊剂。 焊剂应存放在干燥的库房内,当受潮时,在使用前应经250~350烘焙2h,以防产生气孔。 使用中回收的焊剂,应除去熔渣和杂物,并应与新焊剂混合均匀后使用。 焊剂应有出厂合格证。各种焊接材料应分类存放和妥善管理,并应采取防止锈蚀、受潮变质的措施。 2、施工机具 1)手工电渣压力焊设备包括:焊接电源、控制箱、焊接夹具、焊剂填装盒等。 2)焊接电源:钢筋电渣压力焊宜采用次级空载电压较高(75V以上)的交流或直流焊接电源(一般32mm直径及以下的钢筋焊接时,可采用容量为600A的焊接电
焊接工艺评定一览表版次编号共页 0顺序号第1 页 序号工艺 评定 编号 焊接 方法 母材焊接材料接 头 型 式 层/道 预热/层 间温度 热处理 规范参数 备注牌号厚度牌号规格 电流 (A) 电压 (V) 焊速 (cm/min) 1 QL001GTAW SMAW 15CrMoR δ30 H13CrMoA (ER55-B2) R307 (E5515-B2) φ2 φφ4 φ5 DU 1 1-n/1 1/1 2-n/1 ≥150 150-350 650℃/ 280min 125-140 120-130 160-180 190-210 14-16 22-26 10-13 12-18 氩气流量 9-11L/min 2 QL002 SMAW Q245R δ16 J427 (E4315) φφ4 φ5 DX 1/1 2-n/1 ≤300 100-120 150-170 180-200 22-26 12-16 3 QL003 SAW Q245R δ16 H08MnA /HJ431 (F4A2-H08A) φ4 DV 2 正反 1-3/1 500-600 36-38 38-40 4 QL004 GTAW Q245R δ6 H08Mn2SiA (ER49-1) φ2 DV 1 1-2/1 100-120 130-150 12-14 9-14 氩气流量 8-11L/min 5 QL005 SMAW Q345R δ6 J507 (E5015) φφ4 DV 2 1/1 2-n/1 100-130 150-165 22-25 22-26 12-16 6 QL006 SMAW Q345R δ16 (J507) E5015 φφ4 φ5 DX 1/1 2-n/1 100-130 150-170 180-200 22-26 13-16 7 QL007 GTAW Q345R δ6 H08Mn2SiA (ER50-6) φ2 DV 1 1-2/1 100-120 130-150 12-15 13-16 9-12 10-13 氩气流量 8-11L/min 8 QL008 GTAW Q345R δ16 H08Mn2SiA (ER50-6) φ2 DU 1 1-3/1 110-130 140-160 12-15 12-17 9-12 10-14 氩气流量 9-11L/min 1
编制说明 根据“关于执行《承压设备焊接工艺评定》(NB/T 47014-2011)的意见(质检特函〔2011〕102号) ”文件精神,依据NB/T 47014-2011标准,质量安全部、焊试室共同将原有的焊接工艺评定进行了分类整理、补充。现有:符合JB4708-2000的工艺评定是187项;符合JB4734-2002《铝制焊接容器》的工艺评定是3项、符合《蒸汽锅炉安全技术监察规程》的工艺评定17项。另有符合GB50236-1998《现场设备、工业管道焊接工程施工及验收规范》的工艺评定13项、符合ASME锅炉压力容器规范(国际性规范)第Ⅸ卷的焊接工艺评定(2007版)评定1项。具体见目录。 需要说明的是: 1.焊接工艺评定编号: 编号由焊接工艺评定代号、顺序号、接头型式、试件规格、材料类组、焊接方法、坡口型式、焊接位置代号组成。 HGP-焊接工艺评定代号。 顺序号编排从001、002、003……。 接头型式代号:B——板对接;G——管对接;J——角接接头。 试件规格:板件用厚度表示;管件用直径×壁厚表示。 材料类组别号见相应评定标准。 焊接方法代号: S-手工电弧焊;W/S-手工钨极氩弧焊; M-埋弧自动焊;Q-气保焊;F-药芯焊丝自保护半自动焊。 坡口型式及代号见有关国家标准。如V——V型坡口;X——VX型坡口;K——K型坡口等。 焊接位置代号:1G——板对接平焊,或管对接水平转动;2G——板对接横焊,管对接垂直固定; 3G——板对接立焊;4G——板对接仰焊; 5G——管对接水平固定;6G——管对接45°固定; 2F——平角焊;3F——立角焊;4F——仰角焊;5F(5FG)——管板水平固定焊;6F(6FG)——管板45°固定焊。 1 / 22
NB47014-2011焊接工艺评定表格[教材] 预焊接工艺规程(pWPS) 单位名称 预焊接工艺规程编号日期所依据焊接工艺评定编号: 焊接方法机械化程度(手工、半自动、自动) 焊接接头: 简图:(接头形式、坡口形式与尺寸、焊层、焊道布置坡口形式: 及顺序) 衬垫(材料及规格) 其他 母材: 类别号组别号与类别号组别号相焊或标准号材料代号与标准号材料代号相焊对接焊缝焊件母材厚度范围角焊缝焊件母材厚度范围管子直径、壁厚范围:对接焊缝角焊缝其他填充金属: 焊材类别: 焊材标准: 填充金属尺寸: 焊材型号: 焊材牌号(金属材料代号): 填充金属类别: 其他 对接焊缝焊件焊缝金属厚度范围: 角焊缝焊件焊缝金属厚度范围耐蚀堆焊金属化学成份(%) C Si Mn P S Cr Ni Mo V Ti Nb / / / / / / / / / / / 其他:
注:每一种母材与焊接材料的组合均需分别填表 焊接位置: 焊后热处理: 对接焊缝的位置: 焊后热处理温度(?): 立焊的焊接方向:(向上、向下) 保温时间范围(h): 角焊缝位置 立焊的焊接方向:(向上、向下) 预热: 气体: 最小预热温度(?) 气体混合比流量L/min 最大道间温度(?) 保护气: 保持预热时间尾部保护气: 加热方式背面保护气: 电特性 电流种类极性焊接电流范围(A) 电弧电压(V) 焊接速度(范围) 钨极类型及直径喷嘴直径(mm) 焊接电弧种类(喷射弧、短路弧等) 焊丝送进速度(cm/min) (按所焊位置和厚度,分别列出电压和电压范围,记入入下表) 焊接工艺参数 填充金属焊接电流焊道/ 焊接电弧电压焊接速度线能量焊层方法牌号直径极性电流(A) (cm/min) (kJ/cm) V 技术措施: 摆动焊或不摆动焊摆动参数焊前清理和层间清理: 背面清根方法单道焊或多道焊(每面) 单丝焊或多丝焊导电嘴至工件距离(mm) 锤击其他: 绘制日期审核日期批准日期 焊接工艺评定报告 单位名称 焊接工艺评定编号焊接工艺指导书编号焊接方法机械化程度:(手工、半自动、自动) 接头简图: :(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度)
1、工艺机械设备清单 序号构筑物名称设备名称技术参数数量单位备注 1 粗格栅及进水泵房格栅除污机渠道宽900mm e=20mm 75°渠深8.03m 2 台更换皮带输送机带宽500mm L=5.5m 1 台新增离心式潜污泵Q=617m3/h,H=0.14Mpa,N=45KW 2 台新增 2 厌氧池配水 井+氧化沟 (新建) 倒伞式叶轮表曝机?=2600mm N=45KW 6 台两台变频 高速潜水推流器?=400mm N=3.0KW 6 台用于厌氧段 缺氧区低速潜水推流器?=1800mm N=3.0KW 4 个配起吊架 好氧区低速潜水推流器?=1800mm N=5.5KW 4 个配起吊架 电动回转堰门有效宽度L=5m,N=0.55 KW 2 个 内回流控制门B×H=1.0×2.5m 2 个 手动蝶阀DN300 2 个 手动铸铁镶铜圆闸门?700,H=4.0m 2 台 3 氧化沟 (改建)缺氧区潜水推流器? =1800mm N=4.5KW 4 台好氧区潜水推流器? =1800mm N=4.5KW 4 台内回流控制门B×H=1.0×2.5m 2 个
序号构筑物名称设备名称技术参数数量单位备注 4 二沉池配水井 及污泥泵房离心式潜污泵Q=585m3/h,H=6.5m,N=22Kw 3 台2用1备 离心式潜污泵Q=45.3m3/h,H=12m,N =4.0Kw 2 台1用1备 铸铁镶铜圆闸门?800mm N=1.1KW 2 套配手电两用启闭机铸铁镶铜圆闸门?500mm N=1.1KW 2 套配手电两用启闭机电动葫芦Gn=2t,H=10m,N=3.7KW 1 台 电动蝶阀DN400 3 套 电动蝶阀DN150 2 套 5 二沉池 单管吸泥机Φ=30m,H=4.5m,n=0.03rpm 2 台含刮渣、裙板等设备 排渣堰门B×H=0.5×0.5m 2 台配手动启闭机 6 中间提升泵房离心式潜污泵Q=780m3/h、H=7.5m,N=30KW 4 台3用1备电动葫芦Q=2T,H=12.0m,N=3.7KW 1 套 电动蝶阀DN400 4 套水泵出水管配套 7 碳源投加系统 碳源储罐25 m3 1 个乙酸存储 碳源投加泵Q=0-100L/h、H=40m 3 台2用1备 8 微絮凝及 活性砂滤池连续砂滤池总砂滤面积264m2,有效高度2.5m 48 套 E/P控制柜一控八 6 套活性砂滤池配套,含配套