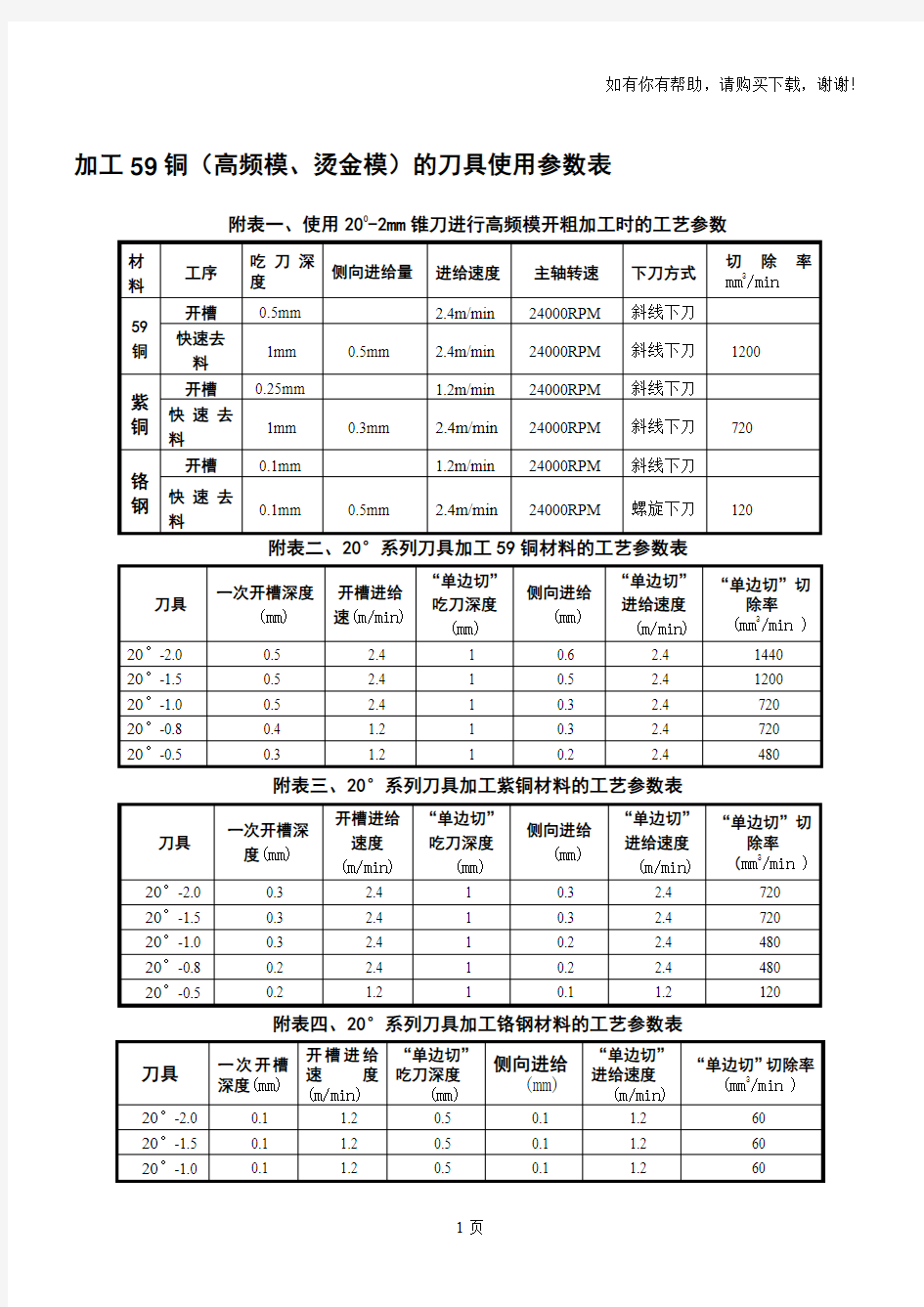
加工59铜(高频模、烫金模)的刀具使用参数表
附表一、使用200-2mm锥刀进行高频模开粗加工时的工艺参数
附表三、20°系列刀具加工紫铜材料的工艺参数表
附表四、20°系列刀具加工铬钢材料的工艺参数表
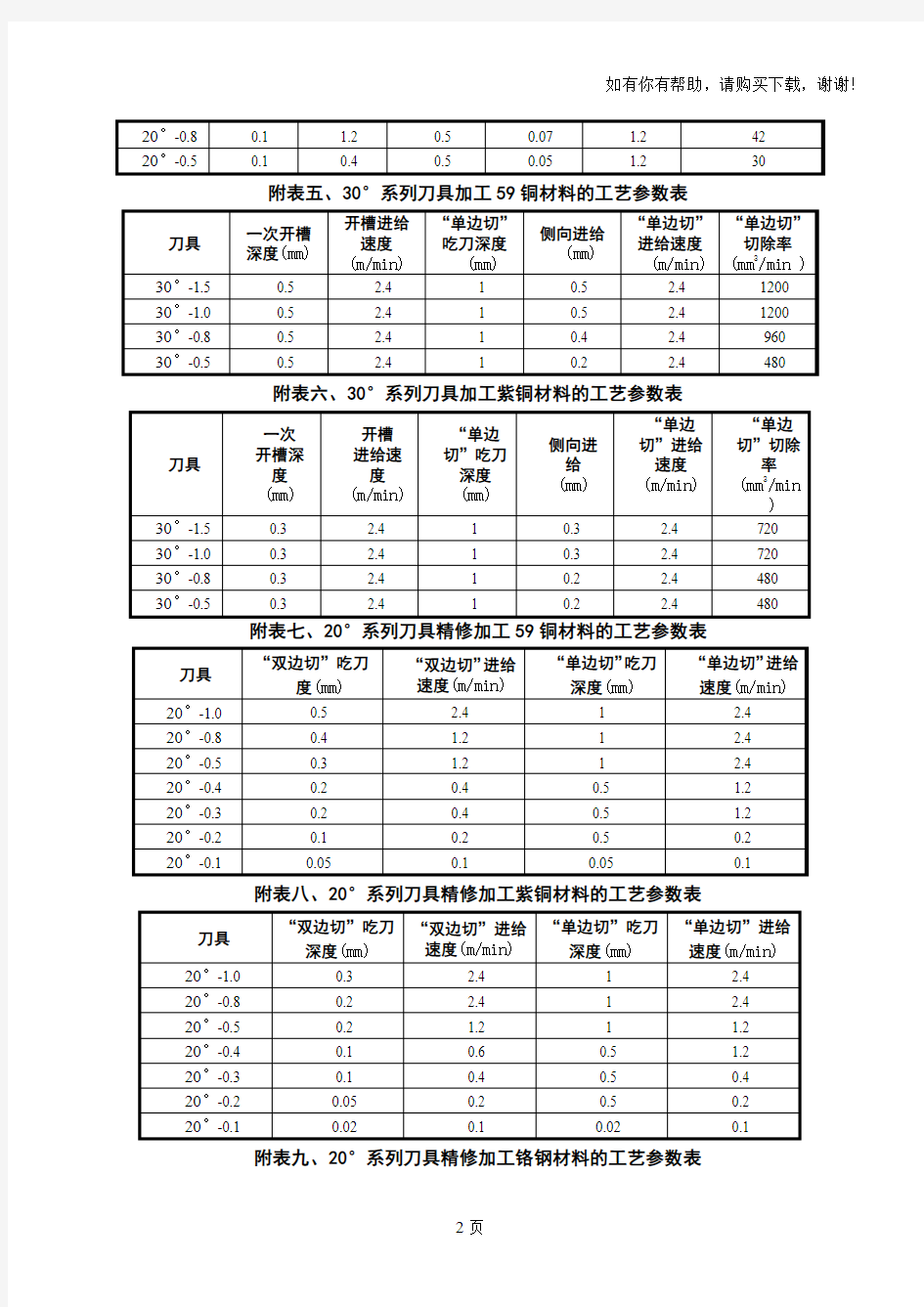
附表五、30°系列刀具加工59铜材料的工艺参数表
附表六、30°系列刀具加工紫铜材料的工艺参数表
附表八、20°系列刀具精修加工紫铜材料的工艺参数表
附表九、20°系列刀具精修加工铬钢材料的工艺参数表
附表十、30°系列刀具精修加工59铜材料的工艺参数表
附表十一、30°系列刀具精修加工紫铜材料的工艺参数表
附表十二、30°系列刀具精修加工铬钢材料的工艺参数表
附表十三、10°系列刀具精修加工59铜材料的工艺参数表
白钢刀 刀具类型 最大加工 深度(mm) 普通长度(mm) 刃长/刀长 普通加长(mm) 刃长/加长 主轴转速 (r/m) 进给速度 (mm/min) 吃刀量 (mm) D32 120 60/125 106/186 300~400 500~1000 0.1~1 D25 120 60/125 90/166 300~400 500~1000 0.1~1 D20 120 50/110 75/141 500~700 500~1000 0.1~1 D16 120 40/95 65/123 500~800 500~1000 0.1~0.8 D12 80 30/80 53/110 500~1000 500~1000 0.1~0.8 D10 80 23/75 45/95 800~1000 500~1000 0.2~0.5 D8 50 20/65 28/82 800~1200 500~1000 0.2~0.5 D6 50 15/60 不存在800~1200 500~1000 0.2~0.4 R8 80 32/92 35/140 800~1000 500~1000 0.2~0.4 R6 80 26/83 26/120 800~1000 500~1000 0.2~0.4 R5 60 20/72 20/110 800~1000 500~1000 0.2~0.4 R3 30 13/57 15/90 1000~1500 500~1000 0.2~0.4 飞刀 刀具类型最大加工深 度(mm) 普通长度 (mm) 普通加长 (mm) 主轴转速 (r/m) 进给速度 (mm/min) 吃刀量 (mm) D63R6 300 150 320 700~1000 2500~4000 0.2~1 D50R5 280 135 300 800~1500 2500~3500 0.1~1 D35R5 150 110 180 1000~1800 2200~3000 0.1~1 D30R5 150 100 165 1500~2200 2000~3000 0.1~0.8 D25R5 130 90 150 1500~2500 2000~3000 0.1~0.8 D20R0.4 110 85 135 1500~2500 2000~2800 0.2~0.5 D17R0.8 105 75 120 1800~2500 1800~2500 0.2~0.5 D13R0.8 90 60 115 1800~2500 1800~2500 0.2~0.4 D12R0.4 90 60 110 1800~2500 1500~2200 0.2~0.4 D16R8 100 80 120 2000~2500 2000~3000 0.1~0.4 D12R6 85 60 105 2000~2800 1800~2500 0.1~0.4 D10R5 78 55 95 2500~3200 1500~2500 0.1~0.4 U G 学习群:1 8 3 9 6 0 8 9 6 欢迎大家的加入!
加工中心常用刀具参数(普通机) 刀具转速进刀切削吃刀量退刀 d32r5 1900 1500 1800 0.6 1300 d25r5 2100 1300 1500 0.6 1200 d20r5 2200 1100 1300 0.5 800 d16r0.5 2400 1000 1100 0.4 800 d12r0.5 2600 800 1000 0.35 600 d10r0.5 2800 700 800 0.35 600 d8r0.5 3000 600 600 0.3 500 d6r0.5 3200 450 500 0.25 400 d12 2800 800 1000 0.35 600 d10 2800 700 800 0.35 600 d8 3000 600 600 0.3 500 d6 3200 450 500 0.25 400 d4 3500 300 400 0.2 400 d12r6 3200 800 1000 0.3 600 d10r5 3600 700 800 0.25 600 d6r3 4000 450 500 0.2 400 d4r2 4800 300 400 0.15 400 d2r1 5600 250 300 0.1 300 d1r0.5 6800 200 200 0.08 250 加工中心常用刀具参数(高速机) 刀具转速进刀切削吃刀量退刀 d16r0.5 6500 1000 1100 0.35 800 d12r0.5 7000 800 1000 0.3 600 d10r0.5 7500 700 800 0.3 600 d8r0.5 8000 600 600 0.3 500 d6r0.5 8500 450 500 0.2 400 d12 7000 800 800 0.35 600 d10 7500 600 650 0.3 600 d8 8000 500 600 0.3 500 d6 10000 350 400 0.25 400 d4 12000 200 300 0.2 300 d2 14000 150 250 0.15 250 d1 16000 150 200 0.1 200 d0.8 21000 100 150 0.06 200 d12r6 8500 600 800 0.25 600 d10r5 8800 500 650 0.2 600 1
CNC加工中心刀具的选择与切削用量 的确定 收藏此信息打印该信息添加:佚名来源:未知 刀具的选择和切削用量的确定是数控加工工艺中的重要内容,它不仅影响数控机床的加工效率,而且直接影响加工质量。CAD/CAM技术的发展,使得在数控加工中直接利用C AD的设计数据成为可能,特别是微机与数控机床的联接,使得设计、工艺规划及编程的整个过程全部在计算机上完成,一般不需要输出专门的工艺文件。 现在,许多CAD/CAM软件包都提供自动编程功能,这些软件一般是在编程界面中提示工艺规划的有关问题,比如,刀具选择、加工路径规划、切削用量设定等,编程人员只要设置了有关的参数,就可以自动生成NC程序并传输至数控机床完成加工。因此,数控加工中的刀具选择和切削用量确定是在人机交互状态下完成的,这与普通机床加工形成鲜明的对比,同时也要求编程人员必须掌握刀具选择和切削用量确定的基本原则,在编程时充分考虑数控加工的特点。本文对数控编程中必须面对的刀具选择和切削用量确定问题进行了探讨,给出了若干原则和建议,并对应该注意的问题进行了讨论。 1.数控加工常用刀具的种类及特点 数控加工刀具必须适应数控机床高速、高效和自动化程度高的特点,一般应包括通用刀具、通用连接刀柄及少量专用刀柄。刀柄要联接刀具并装在机床动力头上,因此已逐渐标准化和系列化。数控刀具的分类有多种方法。 根据刀具结构可分为: 1)整体式; 2)镶嵌式,采用焊接或机夹式连接,机夹式又可分为不转位和可转位两种; 3)特殊型式,如复合式刀具,减震式刀具等。
根据制造刀具所用的材料可分为: 1)高速钢刀具; 2)硬质合金刀具; 3)金刚石刀具; 4)其他材料刀具,如立方氮化硼刀具,陶瓷刀具等 从切削工艺上可分为 : 1)车削刀具,分外圆、内孔、螺纹、切割刀具等多种; 2)钻削刀具,包括钻头、铰刀、丝锥等; 3)镗削刀具; 4)铣削刀具等。 为了适应数控机床对刀具耐用、稳定、易调、可换等的要求,近几年机夹式可转位刀具得到广泛的应用,在数量上达到整个数控刀具的30%~40%,金属切除量占总数的80%~90%。 数控刀具与普通机床上所用的刀具相比,有许多不同的要求,主要有以下特点: 1)刚性好(尤其是粗加工刀具),精度高,抗振及热变形小; 2)互换性好,便于快速换刀; 3)寿命高,切削性能稳定、可靠; 4)刀具的尺寸便于调整,以减少换刀调整时间; 5)刀具应能可靠地断屑或卷屑,以利于切屑的排除; 6)系列化,标准化,以利于编程和刀具管理。 2.数控加工刀具的选择
加工中心的刀具及参数选择 刀具的选择和切削用量的确定是数控加工工艺中的重要内容,它不仅影响数控机床的加工效率,而且直接影响加工质量。CAD/CAM技术的发展,使得在数控加工中直接利用CAD的设计数据成为可能,特别是微机与数控机床的联接,使得设计、工艺规划及编程的整个过程全部在计算机上完成,一般不需要输出专门的工艺文件。现在,许多CAD/CAM软件包都提供自动编程功能,这些软件一般是在编程界面中提示工艺规划的有关问题,比如,刀具选择、加工路径规划、切削用量设定等,编程人员只要设置了有关的参数,就可以自动生成NC程序并传输至数控机床完成加工。因此,数控加工中的刀具选择和切削用量确定是在人机交互状态下完成的,这与普通机床加工形成鲜明的对比,同时也要求编程人员必须掌握刀具选择和切削用量确定的基本原则,在编程时充分考虑数控加工的特点。本文对数控编程中必须面对的刀具选择和切削用量确定问题进行了探讨,给出了若干原则和建议,并对应该注意的问题进行了讨论。 一、数控加工常用刀具的种类及特点 数控加工刀具必须适应数控机床高速、高效和自动化程度高的特点,一般应包括通用刀具、通用连接刀柄及少量专用刀柄。刀柄要联接刀具并装在机床动力头上,因此已逐渐标准化和系列化。数控刀具的分类有多种方法。根据刀具结构可分为: ①整体式; ②镶嵌式,采用焊接或机夹式连接,机夹式又可分为不转位和可转位两种;
③特殊型式,如复合式刀具,减震式刀具等。 根据制造刀具所用的材料可分为: ①高速钢刀具; ②硬质合金刀具; ③金刚石刀具; ④其他材料刀具,如立方氮化硼刀具,陶瓷刀具等。 从切削工艺上可分为: ①车削刀具,分外圆、内孔、螺纹、切割刀具等多种; ②钻削刀具,包括钻头、铰刀、丝锥等; ③镗削刀具; ④铣削刀具等。 为了适应数控机床对刀具耐用、稳定、易调、可换等的要求,近几年机夹式可转位刀具得到广泛的应用,在数量上达到整个数控刀具的30%~40%,金属切除量占总数的80%~90%。数控刀具与普通机床上所用的刀具相比,有许多不同的要求,主要有以下特点: ⑴刚性好(尤其是粗加工刀具),精度高,抗振及热变形小; ⑵互换性好,便于快速换刀; ⑶寿命高,切削性能稳定、可靠; ⑷刀具的尺寸便于调整,以减少换刀调整时间; ⑸刀具应能可靠地断屑或卷屑,以利于切屑的排除; ⑹系列化,标准化,以利于编程和刀具管理。 二、数控加工刀具的选择 刀具的选择是在数控编程的人机交互状态下进行的。应根据机床的加工能力、工件材料的性能、加工工序、切削用量以及其它相关因
普通加工中心钨钢平铣刀的切削参数 切削材料模具钢料(30≤硬度HRC≤40) 刃径(d) 转速(S) 进刀(F) 切削量(H) 0.5 6000-8000 250 0.005 1 6000-8000 300 0.01 1.5 6000-8000 300 0.015 2 6000-8000 350 0.02 2.5 6000-8000 350 0.02 3 3500-4500 500 0.03 4 2500-3500 600 0.05 5 2500-3000 800 0.05 6 1800-2500 1000 0.08 8 1500-2000 1000 0.08-0.15 10 1200-1800 1100 0.1-0.2 12 1000-1500 1200 0.2-0.3 14 1000-1200 1200 0.2-0.3 16 1000-1200 1200 0.25-0.35 切削材料黄铜(硬度HRC≤30 铍铜硬度HRC35-42) 刃径(d) 转速(S) 进刀(F) 切削量 0.5 6000-8000 300 0.01 1 6000-8000 300 0.01 1.5 6000-8000 350 0.01 2 6000-8000 350 0.02 2.5 6000-8000 350 0.02 3 4500-5000 600 0.03 4 4000-4500 800 0.05 5 3500-4000 1000 0.05 6 3000-3500 1000 0.1 8 2500-3000 1000 0.1-0.2 10 2000-2500 1200 0.2-0.3 12 1500-2000 1300 0.3-0.5 14 1500-2000 1500 0.3-0.5 16 1200-1500 1600 0.5 注解: 1 以上参数是以普通加工中心(主轴转速最高8000)的钨钢铣刀为准,它的表面硬度一般是 HRC45-55(洛氏硬度)左右 2 以上参数是以挖槽(又名等高铣,Cavity_Mill)为准,若是铣外形,则可以多点切削量, 如¢12的铣铜,切削量可以给0.8-1MM
加工中心.数控铣床.刀具名称.转速进给、下刀量例:立铣刀必备知识(按照加工45号钢材) 刀具名称、转速(/min)、进给(mm/min)、下刀量(mm) 63R6(刀片) 600 2500-3000 0.6-1 50R6(刀片) 650-850 2500-3000 0.55-0.7 25R5(刀片) 1200 2000-2500 0.45-0.55 32R6(刀片) 700-1200 2000-2500 0.5-0.65 16R0.8(刀片) 2000-2500 2000-3000 0.25-0.35 16R4(刀片) 2200-2500 2200-3000 0.3-0.4 16(球头刀 2000-2500 2000 0.25-0.35 12(球头刀 2200-2500 2000-3000 0.25 10(球头刀 2500 1800-2000 0.2-0.25 8(球头刀 2500-2800 1500-1800 0.2 6(球头刀 4000 1500-1800 0.1-0.2 4(球头刀 5000-6000 1800 0.1 3(球头刀 7000 1500-1800 0.05-0.08 2(球头刀 12000 1500-2000 0.05-0.08 1.5(球头刀 16000 1200-1500 0.05 1(球头刀 20000 1200 0.05 0.5(球头刀 20000 500 0.02 3.175(球头刀 7000 1500 0.08 30R5(平底立铣) 720-1000 2000-3000 0.3-0.5 40(平底立铣) 300-600 2000-2500 1.0-2.0
一.常用刀具参数使用: 1.加工铸铁(球墨铸铁线速度放慢约20-30%,进给放慢约20%): 刀具名称线速度m/分每齿或每转进给mm 切削深度mm 肯纳125M750粗面铣刀188m 0.21 5 肯纳精铣125面铣刀188m 0.28 0.2 粗镗刀300m 0.4 5 半精镗刀300m 0.5 2.5 精镗刀300m 0.17 0.2 CBN刀片精镗刀600m 0.17 0.2 SANDVIK 880U钻200m-300m 0.12 普通U钻140m 0.1 整体硬质合金钻90m-130m 0.3 SE钻90m 0.3 高速钢钻头20-25m 0.2 氮化钛丝锥25m 氮碳化钛丝锥35m 普通无涂层丝锥10m 整体硬质合金铣刀50-80m 0.08 0.5XDc SANDVIK M390方肩铣刀150m-180m 0.05 0.3XDc 高速钢铣刀15-20m 0.06 0.3XDc 整体硬质合金铰刀20-25m 0.1 高速钢铰刀5m 0.08 中心钻倒角刀150m 0.1-0.2 0.3X刀片宽度2.加工钢件(根据毛坯材质硬度线速度和进给应适度调整): 刀具名称线速度m/分每齿或每转进给mm 切削深度mm 肯纳M45 125面铣刀(粗铣)175m 0.22 3 肯纳M45 125面铣刀(精铣)188m 0.25 0.2 粗镗刀250m 0.2 3 半精镗刀280m 0.4 2.5 精镗刀300m 0.17 0.2 SANDVIK 880U钻180m-260m 0.06 普通U钻100m 0.1 整体硬质合金钻80m 0.12 SE钻90m 0.3 高速钢钻头15-20m 0.2 氮化钛丝锥20m 氮碳化钛丝锥25m 普通无涂层丝锥5-8m 整体硬质合金铣刀50-70m 0.08 0.5XDc SANDVIK 方肩M390铣刀130m 0.05 0.3XDc 高速钢铣刀10-15m 0.06 0.3XDc 整体硬质合金铰刀15-20m 0.1 高速钢铰刀5m 0.08 中心钻倒角刀130m 0.1-0.2 0.3X刀片宽度
加工中心.数控铣床.刀具名称.转速进给、下刀量 例:立铣刀必备知识(按照加工45号钢材) 刀具名称、转速(/min)、进给(mm/min)、下刀量(mm) 63R6(刀片) 600 2500-3000 0.6-1 50R6(刀片) 650-850 2500-3000 0.55-0.7 25R5(刀片) 1200 2000-2500 0.45-0.55 32R6(刀片) 700-1200 2000-2500 0.5-0.65 16R0.8(刀片) 2000-2500 2000-3000 0.25-0.35 16R4(刀片) 2200-2500 2200-3000 0.3-0.4 16(球头刀 2000-2500 2000 0.25-0.35 12(球头刀 2200-2500 2000-3000 0.25 10(球头刀 2500 1800-2000 0.2-0.25 8(球头刀 2500-2800 1500-1800 0.2 6(球头刀 4000 1500-1800 0.1-0.2 4(球头刀 5000-6000 1800 0.1 3(球头刀 7000 1500-1800 0.05-0.08 2(球头刀 12000 1500-2000 0.05-0.08 1.5(球头刀 16000 1200-1500 0.05 1(球头刀 20000 1200 0.05 0.5(球头刀 20000 500 0.02 3.175(球头刀 7000 1500 0.08 30R5(平底立铣) 720-1000 2000-3000 0.3-0.5
40(平底立铣) 300-600 2000-2500 1.0-2.0 20(平底立铣) 600-1000 2000-2500 1.0-2.0 16(平底立铣) 1600 2000-2500 0.3-0.4 12(平底立铣) 2000-2200 2000-2500 0.25-0.35 10(平底立铣) 2200-2500 2000-2500 0.25-0.3 8(平底立铣) 2500 1500-2000 0.2-0.3 6(平底立铣) 3000 1500-2000 0.15-0.2 4(平底立铣) 3500-4000 1500-2000 0.1 3(平底立铣) 6000 1500-1800 0.08-0.1 2(平底立铣) 9000 1500 0.05-0.08 1.5(平底立铣) 12000 1200-1500 0.05-0.08 1(平底立铣) 18000 1000-1500 0.03-0.05 铣刀大体上分为: 1.平头铣刀.进行粗铣.去除大量毛坯.小面积水平平面或者轮廓精铣 2.球头铣刀.进行曲面半精铣和精铣.小刀可以精铣陡峭面/直壁的小倒角。 3.平头铣刀带倒角.可做粗铣去除大量毛坯.还可精铣细平整面(相对于陡峭面)小倒角。 4.成型铣刀.包括倒角刀.T 形铣刀或叫鼓型刀.齿型刀,内R 刀。 5.倒角刀.倒角刀外形与倒角形状相同.分为铣圆倒角和斜倒角的铣刀。 6.T型刀.可铣T型槽. 7.齿型刀.铣出各种齿型.比如齿轮。 8.粗皮刀,针对铝铜合金切削设计之粗铣刀,可快速加工. 铣刀常见有两种材料:
《金属切削原理与刀具》试题(1) 一、填空题(每题2分,共20分) 1.刀具材料的种类很多,常用的金属材料有 、 、 ;非金属材料有 、 等。 2.刀具的几何角度中,常用的角度有 、 、 、 、 和 六个。 3.切削用量要素包括 、 、 三个。 4.由于工件材料和切削条件的不同,所以切削类型有 、 、 和 四种。 5.刀具的磨损有正常磨损的非正常磨损两种。其中正常磨损有 、 和 三种。 6.工具钢刀具切削温度超过 时,金相组织发生变化,硬度明显下降,失去切削能力而使刀具磨损称 为 。 7.加工脆性材料时,刀具切削力集中在 附近,宜取 和 。 8.刀具切削部分材料的性能,必须具有 、 、 和 。 9.防止积削瘤形成,切削速度可采用 或 。 10.写出下列材料的常用牌号:碳素工具钢 、 、 ;合金工具钢 、 ;高速工具 钢 、 。 二、判断题:(在题末括号内作记号:“√”表示对,“×”表示错)(每题1分,共20分) √1.钨钴类硬质合金(YG )因其韧性、磨削性能和导热性好,主要用于加工脆性材料,有色金属及非金属。 √2.刀具寿命的长短、切削效率的高低与刀具材料切削性能的优劣有关。 √3.安装在刀架上的外圆车刀切削刃高于工件中心时,使切削时的前角增大,后角减小。 ×4.刀具磨钝标准VB 表中,高速钢刀具的VB 值均大于硬质合金刀具的VB 值,所以高速钢刀具是耐磨损 的。 √5.刀具几何参数、刀具材料和刀具结构是研究金属切削刀具的三项基本内容。 √6.由于硬质合金的抗弯强度较低,冲击韧度差,所取前角应小于高速钢刀具的合理前角。 √7.切屑形成过程是金属切削层在刀具作用力的挤压下,沿着与待加工面近似成45°夹角滑移的过程。 ×8.积屑瘤的产生在精加工时要设法避免,但对粗加工有一定的好处。 ×9.切屑在形成过程中往往塑性和韧性提高,脆性降低,使断屑形成了内在的有利条件。 √10.一般在切削脆性金属材料和切削厚度较小的塑性金属材料时,所发生的磨损往往在刀具的主后刀面 上。 √11.刀具主切削刃上磨出分屑槽目的是改善切削条件,提高刀具寿命,可以增加切削用量,提高生产效 率。 √12.进给力f F 是纵向进给方向的力,又称轴向力。 √13.刀具的磨钝出现在切削过程中,是刀具在高温高压下与工件及切屑产生强烈摩擦,失去正常切削能 力的现象。 √14.所谓前刀面磨损就是形成月牙洼的磨损,一般在切削速度较高,切削厚度较大情况下,加工塑性金 属材料时引起的。 √15.刀具材料的硬度越高,强度和韧性越低。 √16.粗加工磨钝标准是按正常磨损阶段终了时的磨损值来制订的。 √17.切削铸铁等脆性材料时,切削层首先产生塑性变形,然后产生崩裂的不规则粒状切屑,称为崩碎切 屑。 √18.立方氮化硼是一种超硬材料,其硬度略低于人造金刚石,但不能以正常的切削速度切削淬火等硬度 较高的材料。 √19.加工硬化能提高已加工表面的硬度、强度和耐磨性,在某些零件中可改善使用性能。 ×20.当粗加工、强力切削或承冲击载荷时,要使刀具寿命延长,必须减少刀具摩擦,所以后角应取大些。 三、选择题(将正确答案填在空格内)(每题2分,共30分)
加工中心切削参数标准化管理部编码-[99968T-6889628-J68568-1689N]
加工中心.数控铣床.刀具名称.转速进给、下刀量 例:立铣刀必备知识(按照加工45号钢材) 刀具名称、转速(/min)、进给(mm/min)、下刀量(mm) 63R6(刀片) 600 2500-3000 50R6(刀片) 650-850 2500-3000 刀片) 1200 2000-2500 刀片) 700-1200 2000-2500 刀片) 2000-2500 2000-3000 刀片) 2200-2500 2200-3000 球头刀2000-2500 2000 球头刀 2200-2500 2000-3000 10(球头刀 2500 1800-2000 球头刀 2500-2800 1500-1800 6(球头刀 4000 1500-1800 球头刀 5000-6000 1800 3(球头刀 7000 1500-1800 球头刀 12000 1500-2000 球头刀 16000 1200-1500 1(球头刀 20000 1200 (球头刀 20000 500 (球头刀 7000 1500 30R5(平底立铣)720-1000 2000-3000 平底立铣) 300-600 2000-2500 平底立铣) 600-1000 2000-2500 平底立铣) 1600 2000-2500 平底立铣) 2000-2200 2000-2500 平底立铣) 2200-2500 2000-2500 平底立铣) 2500 1500-
2000 平底立铣) 3000 1500-2000 平底立铣) 3500-4000 1500-2000 3(平底立铣) 6000 1500-1800 平底立铣) 9000 1500 平底立铣) 12000 1200-1500 平底立铣) 18000 1000-1500 铣刀大体上分为: 1.平头铣刀.进行粗铣.去除大量毛坯.小面积水平平面或者轮廓精铣 2.球头铣刀.进行曲面半精铣和精铣.小刀可以精铣陡峭面/直壁的小倒角。 3.平头铣刀带倒角.可做粗铣去除大量毛坯.还可精铣细平整面(相对于陡峭面)小倒角。 4.成型铣刀.包括倒角刀.T形铣刀或叫鼓型刀.齿型刀,内R刀。 5.倒角刀.倒角刀外形与倒角形状相同.分为铣圆倒角和斜倒角的铣刀。 型刀.可铣T型槽. 7.齿型刀.铣出各种齿型.比如齿轮。 8.粗皮刀,针对铝铜合金切削设计之粗铣刀,可快速加工. 铣刀常见有两种材料: 高速钢.硬质合金。后者相对前者硬度高.切削力强.可提高转速和进给率.率让刀不明显.并加工不锈钢/钛合金等难加工材料.但是成本更高.而且在切削力快速交变的情况下容易断刀。立铣刀的基本使用范围.端面铣削:适用于较小平面范围、较小切削深度的操作要求。加工后的零件表面相对较为“粗糙不均”。 键槽加工.一般来说.生产一道高质的键槽需要至少两把铣刀。月牙键槽加工.一般来说.这个过程需要一把铣刀.用全面进给进刀法操作。
刀具直径种类参数切削参数底刃切削平面光刀侧刃切削高速切削刀具精度E32焊接式铣刀4a a(mm)不提倡底刃切削50 E32焊接式铣刀4a r(mm)不提倡底刃切削0.2 E32焊接式铣刀4F(mm/min)不提倡底刃切削180 E32焊接式铣刀4S(转/min)不提倡底刃切削400 E32焊接式铣刀4寿命(min)不提倡底刃切削\ E32焊接式铣刀4金属去除率不提倡底刃切削\ E25焊接式铣刀4a a(mm)不提倡底刃切削5050-0.005高速推荐侧刃切削E25焊接式铣刀4a r(mm)不提倡底刃切削0.20.2-0.005高速推荐侧刃切削E25焊接式铣刀4F(mm/min)不提倡底刃切削180220-0.005高速推荐侧刃切削E25焊接式铣刀4S(转/min)不提倡底刃切削4001200-0.005高速推荐侧刃切削E25焊接式铣刀4寿命(min)不提倡底刃切削\\-0.005高速推荐侧刃切削E25焊接式铣刀4金属去除率不提倡底刃切削\\-0.005高速推荐侧刃切削E20焊接式铣刀4a a(mm)不提倡底刃切削40/-0.005高速推荐侧刃切削E20焊接式铣刀4a r(mm)不提倡底刃切削0.2/-0.005高速推荐侧刃切削E20焊接式铣刀4F(mm/min)不提倡底刃切削180/-0.005高速推荐侧刃切削E20焊接式铣刀4S(转/min)不提倡底刃切削400/-0.005高速推荐侧刃切削E20焊接式铣刀4寿命(min)不提倡底刃切削\\-0.005高速推荐侧刃切削E20焊接式铣刀4金属去除率不提倡底刃切削\\-0.005高速推荐侧刃切削E15.5合金4a a(mm)不提倡底刃切削36/-0.05高速推荐侧刃切削E15.5合金4a r(mm)不提倡底刃切削0.15/-0.05高速推荐侧刃切削E15.5合金4F(mm/min)不提倡底刃切削180/-0.05高速推荐侧刃切削E15.5合金4S(转/min)不提倡底刃切削600/-0.05高速推荐侧刃切削E15.5合金4寿命(min)不提倡底刃切削\\-0.05高速推荐侧刃切削E15.5合金4金属去除率不提倡底刃切削\\-0.05高速推荐侧刃切削 E12合金2a a(mm)0.218\0--0.051 E12合金2a r(mm)120.2\0--0.051 E12合金2F(mm/min)1200400\0--0.051 E12合金2S(转/min)1500800\0--0.051 E12合金2寿命(min)5060\0--0.051 E12合金2金属去除率 2.88 1.44\0--0.051 E12高速涂层2aa(mm)0.218/-0.032--0.059 E12高速涂层2ar(mm)110.24/-0.032--0.059
各材料常用刀具转速进给参数对照表 端刀铁模铝模石墨木模 直径 mm转速 S进给 F转速 S进给 F转速 S进给 F转速 S进给 F 264501507002507002501000500 254501507002508003001000500 204501508002508003001200600 18450150100020010002501200400 16450120100020010002501200400 14800100150018015003001200400 12800100150018015003001500500 101500400200080018003001200800 81500400200080020002502200600 62000400250080024002802500800 525003002500700280028045002500 435002003000600350022050003000 330001003500400350020050003000 230001003500300500020050003000 1.5500020050003000 1500020050003000 0.5500020050003000 球刀铁模铝模石墨木模 直径 mm转速 S进给 F转速 S进给 F转速 S进给 F转速 S进给 F 258005001500800100050030002500 20150050020001000100050030002000 16150050020001000200080030002000 1415003002500500200080035002500 1220008002500500200080035002500 10350020002000500200080035002500 85000250040002000200080035002500 650002500400025003800120050004500 550002000400020003800120050004500 450002000400015003800120050004500 350001800400012003800120050004500 26000180040008003800120050004500 1.540008004000100050004500 140008004000100050004500 0.550004500
刀具直径种类参数切削参数粗加工半精加工精加工平面加工备注加工材料 E80R8飞刀普通机床Aa(切深) 1.2\\0.5刀长170一般构造用钢S55C,45# E80R8飞刀普通机床Ar(切宽)50\\32刀长170一般构造用钢S55C,45# E80R8飞刀普通机床F(mm/min)1800\\400刀长170一般构造用钢S55C,45# E80R8飞刀普通机床S(转/min)1000\\1000刀长170一般构造用钢S55C,45# E80R8飞刀普通机床寿命(min)480\\480刀长170一般构造用钢S55C,45# E80R8飞刀普通机床金属去除率刀长170一般构造用钢S55C,45# E80R8飞刀普通机床Aa(切深)1\\0.5刀长170调质钢(30 开粗常用刀具 刀具型号切削深度切削给进量主轴转速 D50R5(6) 0.8—1.0 2000—2400 800—1000 D35R5(6) 0.5—0.7 1600—2500 1200—1500 D30R5(6) 0.5—0.7 1600—2000 1200—1800 D25R5 0.4—0.5 1600—2000 1500—1800 D20R5 0.4—0.5 1300—1500 1700—2000 D20 0.5 800 1000 D16 0.5 800 1000 半精加工常用刀具 刀具型号切削间距切削给进量主轴转速 32*0.8(0.4) 0.6—0.7 1600—2000 1200—1500 25*0.8(0.4) 0.5—0.6 1500—1800 1500—2000 20*0.8(0.4) 0.4—0.5 1500—1800 1800—2500 16*0.8(0.4) 0.4—0.5 1300—1800 2000—2500 12*0.8(0.4) 0.3—0.4 1400—1600 2000—2500 10*0.5 0.3—0.4 1200—1400 2500—2800 8*0.4 0.3—0.4 1000—1200 2500—2800 6*0.5 0.3—0.4 1000—1200 2800—3000 4*0.5 0.2—0.3 800—1000 3000—3500 3*0.5 0.2—0.3 600—800 3500—4000 2*0.5 0.1—0.2 300—500 4500—5000 1*0.5 0.1—0.1 100—200 5000—6000 精加工平底刀 刀具型号切削间距切削给进量主轴转速 D25 0.4—0.5 1500—1600 1800—2200 D20 0.3—0.4 1200—1500 2000—2500 D16 0.3—0.4 1200—1400 2500—2800 D12 0.3—0.4 1000—1300 2800—3000 D10 0.3—0.4 900—1200 2800—3000 D8 0.3—0.4 800—1000 2800—3000 D6 0.2—0.3 700—1000 3000—3500 D4 0.2—0.3 600—800 3000—3500 D3 0.1—0.2 300—500 4500—5000 D2 0.1—0.2 200—400 4800—5000 D1 0.1—0.1 150—300 5000—5500 球刀 刀具直 径吃刀量转速进刀剪切刀具直 径吃刀量转速进刀剪切80.1100002500350080.1100002500350060.1120002000300060.1120002000300040.07130001800250040.1130001800250030.06140001500220030.06140001500220020.0515001200180020.0515001200180010.03160001000150010.0316000100015000.5 0.02 18000 500 800 0.50.0218000500800R50.181300030004000R40.151400030004000R30.131500025003500R20.11500020002500R1.50.071600015002000R10.051650010001600R0.750.04170008001200R0.50.03180006008008R0.50.113000250035006R0.50.114000200030004R0.5 0.1 15000 1500 2000 1.切削量大,刀具直径大,材料硬度高,进给速度慢,则转速相对较慢。 2.转速高,进给慢,材料硬度高,碰切削油,刀具锋利等,则光洁度高。 钢材 雕铣机加工参数表 开粗 精铣 刀具直 径吃刀量转速进刀剪切刀具直 径吃刀量转速进刀剪切120.41000035005000120.11000030004000100.351000030004500100.1110003000400080.3100003000450080.1130002500350060..25120003000400060.1140002000300040.2130002200350040.1150001800250030.15150001800250030.08160001500200020.1160001300200020.05170001000150010.05170001000150010.051700080012000.5 0.02 18000 500 800 0.50.0218000500800R50.181300030004000R40.151400030004000R30.131500025003500R20.11600020003000R1.50.081700018002500R10.061700015002000R0.750.041800010001500R0.50.03180006008008R0.50.114000200030006R0.50.115000160025004R0.5 0.1 16000 1500 2000 1.切削量大,刀具直径大,材料硬度高,进给速度慢,则转速相对较慢。 2.转速高,进给慢,材料硬度高,碰切削油,刀具锋利等,则光洁度高。 开粗 精铣 雕铣机加工参数表 铜、铝雕铣机加工参数表 铜、铝 刀具的主要几何参数及作用 刀具作为具有既定功能的金属切削工具,其性能除了决定于刀具材料和涂层以外,还决定于刀具切削部分的几何参数。刀具的切削部分是一个由几何参数确定的几何体。由于刀具切削部分直接参与切削过程,其几何参数关系着切削时金属的变形、切屑与刀具的摩擦、工件已加工表面与刀具的摩擦等,从而影响切削力、切削热及刀具的磨损;此外,还影响工件已加工表面的形状和质量、切屑的卷曲、折断和流向的控制等,从而对刀具的切削性能和切削效果起重大的作用。因此,了解刀具几何参数与切削性能和切削过程的关系是设计刀具和合理使用刀具的前提。 刀具切削部分的具体形状因不同的刀具类别有很大的区别,但是它们参加切削的部分在几何特征和各几何要素的功能上却具有共性。下面就以车刀为例表示刀具的主要几何要素(图6)。图6的左边是刀具切削部分的工作状态,右边表示构成切削部分的几何要素,包括前刀面、主后面、副后面、主切削刃、副切削刃、刀尖,其作用如下: 前刀面是直接挤压金属形成切屑并引导切屑排出的表面,它与切屑产生剧烈的摩擦,金属变形的热量和与切屑摩擦的热量是刀具两个主要的热源,因此前刀面刀尖附近区域的温度很高。前刀面的形状、倾角是刀具控制切屑卷曲、折断和流向的要素。 主后面是与前刀面共同构成刀具切削楔和主切削刃的表面,主后面与过渡表面或切削表面之间的摩擦是切削过程的第三个热源。为了减少摩擦,在切削楔与工件的过渡表面或切削表面之间须形成必要的隙角。 主切削刃是前刀面与主后面相交形成的刀刃,起着对金属的切入、切离的作用,是切削过程中载荷和热量最集中的部位。 副后面是与主后面相连并与前刀面一起三者共同构成刀尖和副切削刃的表面。除某些类型的刀具以外,对于大多数刀具它为实现走刀、进行连续切削和刀具的实际应用提供了可能,副后面对着已加工表面并与已加工表面之间有一个隙角,以减少副后面与已加工表面的 摩擦。常用刀具参数设置表
刀具参数表
刀具主要参数及应用
相关主题
文本预览