《飞机装配工艺》总复习
第一部分:飞机装配的基本原则和方法
1、飞机装配和通用机械产品装配的区别?
综合技术指标要求高
外形复杂,尺寸大
零部件数量多,连接面多,工艺刚性小
薄壁零件多
所用材料多
空间布局有限
2、简述集中装配原则和分散装配原则的概念、区别和应用。
集中装配原则:装配工作主要集中在部件总装型架进行
3、简述飞机装配的两种基准。
1、以蒙皮为基准:误差积累由外向
主要误差有:骨架零件外形制造误差,骨架装配误差,蒙皮厚度误差,蒙皮与骨架贴合误差,装配后变形误差
适用于:外形准确度要求较低的部件或者机翼高度较小,不便采用结构补偿的翼型
2、以骨架为基准:误差积累由向外
主要误差:装配型架卡板外形误差,蒙皮与骨架贴合误差,装配后变形
适用于:外形准确度要求高的部件,且结构布置和连接通路都能满足要求
4、设计分离面和工艺分离面的定义和区别。
设计分离面:根据使用、运输、维护等方面的需要将整架飞机在结构上进行划分多个部件、段件和组件,这些部件、段件和组件之间一般采用可拆卸的连接,这样所形成的可拆卸的分离面就是设计分离面。
工艺分离面:即使飞机被划分成多个部件,这样的部件还是十分复杂的,由于部件的划分是按照功能、实用等划分的,因此在部件装配的时候还需要将部件进一步划分从而形成更小的板件、段件、组合件等等;
这些组合件在装配时一般采用不可拆卸的连接,他们之间的分离面称为工艺分离面
5、飞机装配准确度的主要技术要求。
(1)飞机空气动力外形的准确度
(2)各部件之间相对位置的准确度
(3)部件各零件和组合件的位置准确度
定义:各零件和组合件对基准轴线的位置要求,例如大梁轴线、隔框轴线等实际装配位置相对于理论轴线的位置偏差。
(4)其他技术性能要求,例如部件功能性准确性要求,包括重量平衡、密封性、表面性等要求。
6、下面的装配件需要设计补偿环节吗?如需要,请说明理由,并设计之并在图中标示出来。
7、制造准确度和协调准确度的定义及其区别。制造准确度、协调准确度和互换性三者之间
的关系。
制造准确度为飞机零件、组合件或部件的实际尺寸与图纸上所规定的名义尺寸相符合程度。
协调准确度:两零件、组合件或部件之间相互配合的实际几何形状和尺寸相符合的程度
在通用机械中,通过控制零部件的制造准确度保证协调准确度;零部件的制造准确度越高,装配时的协调准确度越高;达到了互换性的零部件必然具有协调性,而达到了协调性的零部件,并不一定具有互换性。无论是采用一般机械制造中的公差配合制度,还是采用模线样板方法作为飞机制造中保证互换性的方法,产品互换性的基础都是保证制造准确度与协调准确度。
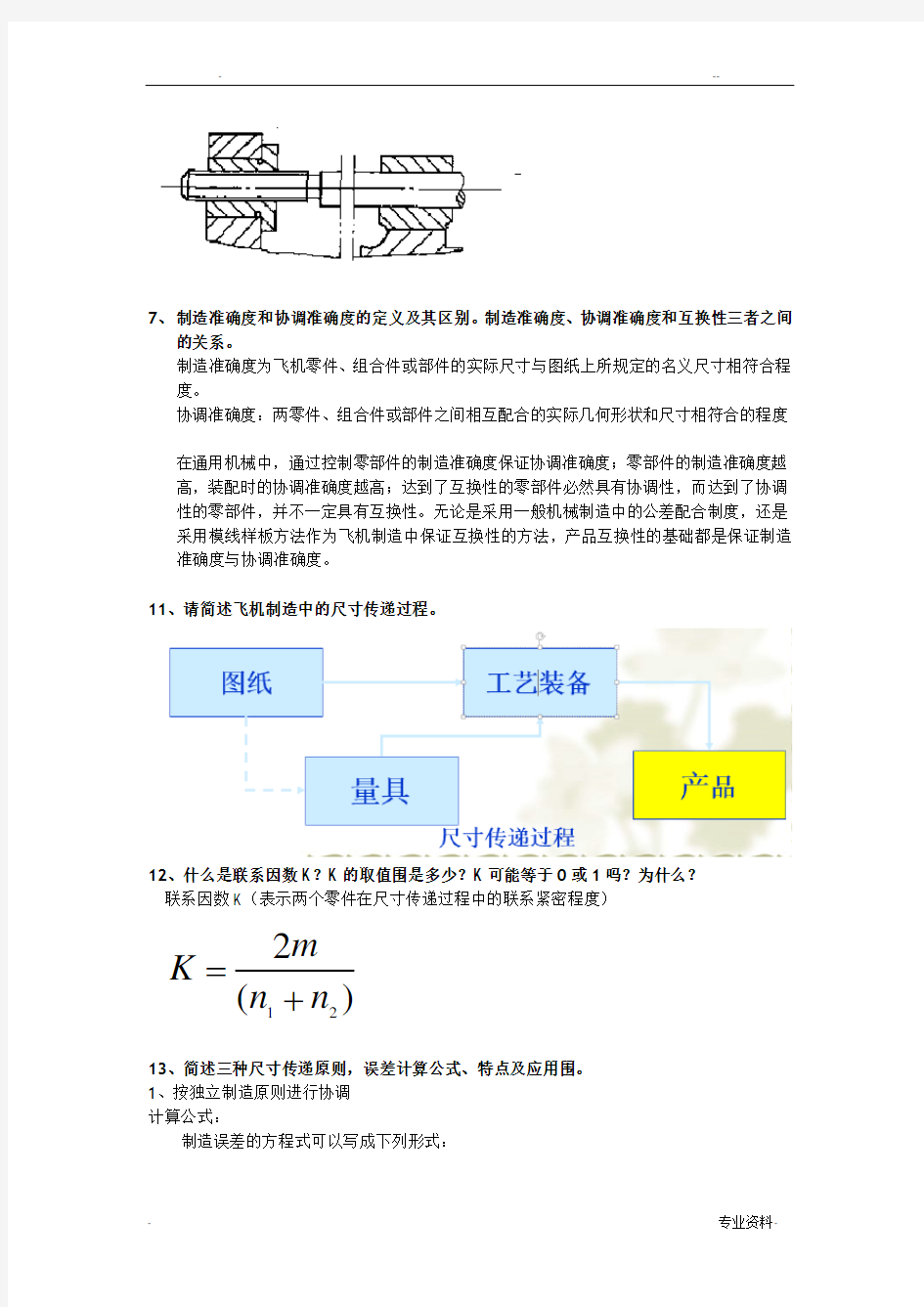
11、请简述飞机制造中的尺寸传递过程。
12、什么是联系因数K?K的取值围是多少?K可能等于0或1吗?为什么?
联系因数K(表示两个零件在尺寸传递过程中的联系紧密程度)
)
(
2
2
1
n
n
m
K
+
=
13、简述三种尺寸传递原则,误差计算公式、特点及应用围。
1、按独立制造原则进行协调
计算公式:
制造误差的方程式可以写成下列形式:
∑=?+?=?1
1
0n i i A ∑=?+?=?2
10n j j
B
因此,A 和B 零件尺寸的协调误差可由下式确定:
∑∑==?-?=?-?=?2
1
1
1
n j j
n i i B A AB
协调误差带公式为:
∑∑==+=2
11
1
n j j
n i i AB ωωω
特点:相互配合的零件,按独立制造原则进行协调时,协调准确度实际上要低于各个零件本身的制造准确度。为保证两个零件具有比较高的协调准确度,就要求各个零件应具有更高的制造准确度。
应用围:独立制造原则仅适用于那些形状比较简单的零件,如起落架、操纵系统等机械加工件零件。
2、按相互联系原则进行协调 计算公式:
制造误差的方程式可以写成下列形式:
∑∑+==?+?+?=?1
1
1
0n m i i m k k A
∑∑+==?
+
?
+
?=?2
1
10n m j j
m
k k
B
因此,A 和B 零件尺寸的协调误差可由下式确定:
∑∑+=+=?
-?=
?-?=?2
1
1
1
n m j j
n m i i
B A AB
协调误差带公式为:
∑∑+=+=+=
2
1
1
1
n m j j
n m i i
AB ω
ωω
特点:当零件按相互联系制造原则进行协调时,零件之间的协调准确度只取决于各零件尺寸单独传递的那些环节,尺寸传递过程中的公共环节的准确度并不影响零件之间的协调准确度。
如果其它条件相同,采用独立制造和相互联系制造两种不同的协调原则时,即使零件制造准确度相同,但却得到不同的协调准确度。按相互联系制造原则能得到更高的协调准确度。而且在尺寸传递过程中公共环节越多,协调准确度也就越高。
应用围:形状复杂的零件采用相互联系制造原则。在制造过程中,将那些技术难度大、制造准确度不可能达到很高的环节,作为尺寸传递的公共环节,这样就能显著地提高零件之间的协调准确度。由于飞机构造上的特点,采用这种原则保证协调具有特别重要的现实意义。 3、按相互修配原则进行协调 计算公式:
制造误差的方程式可以写成下列形式:
∑=?+?=?m
k k A 1
1
11
0++=?+?=?+?+?=?∑m A m m
k k B
因此,A 和B 零件尺寸的协调误差可由下式确定:
1
+?=?-?=?m B A AB
协调误差带公式为:
1
+=m AB ωω
特点:采用相互修配原则进行协调时,协调准确度仅决定于将A 零件的尺寸传递给B 零件时这一环节的准确度。
应用围:按相互修配原则进行协调,虽然能够保证零件之间有很好的协调性,但不能达到零件互换性的要求。同时,修配劳动量大,装配周期长。只有在其它协调原则在技术上和经济上都不合理,而且不要求零件具有互换性时,才采用这种协调原则。一般在飞机成批生产中尽量少用,在飞机试制中应用较多。
14、理论模线、结构模线和样板的定义。
模线--将飞机部件、组合件的外形和结构,按1:1的尺寸在专门的图板上准确地画出的飞机真实外形和结构形状。
理论模线:控制飞机各个部件理论外形的模线;
结构模线--由理论模线生成,是飞机部件某个切面1:1的结构装配图。 样板--根据模线加工出的具有工件真实外形的平板。在生产中作为加工或检验各种工艺装备、测量工件外形的量具。
15、请分析图示零件制造过程是遵循什么原则?该原则有何特点,用在什么场
合?画出尺寸传递简图,并写出其协调误差带。
相互修配原则
特点:采用相互修配原则进行协调时,协调准确度仅决定于将A 零件的尺寸传递给B 零件时这一环节的准确度。 适用场合:只有在其它协调原则在技术上和经济上都不合理,而且不要求零件具有互换性时,才采用这种协调原则。一般在飞机成批生产中尽量少用,在飞机试制中应用较多。 尺寸传递简图:
协调误差带:
1+=m AB ωω
16、写出飞机装配准确度的补偿方法。
补偿方法就是零件、组合件或部件的某些准确度要求高的尺寸,在装配时或装配后,通过修配、补充加工或调整,部分消除零件制造和装配误差,最后达到规定的准确度要求。 包括:
装配后相互修配 装配后精加工 垫片补偿 连接件补偿 可调件补偿
第二部分:飞机装配中的连接技术
1、对比分析铆接、胶接、胶焊三种连接技术的优缺点。
铆接:用铆钉将两件及以上的工件连接起来的连接方法,一般不可拆卸。
优缺点:操作简单可靠,连接质量易于检查,适用于复杂结构的连接。
密封性差、疲劳强度低。
2、分析影响铆接质量的主要因素。
基材性能,底孔尺寸,铆接方式。
3、为什么干涉配合可以提高疲劳强度?
4、影响干涉量的因素有哪些?
钉、孔间隙、埋头窝深度等形状几何参数;
钉杆的外伸量;
铆模形状、压铆力、闭合高度等。
5、对比分析锤铆和压铆。
6、何为固化?为什么会产生应力?
7、画出单搭接头胶接件的胶层应力的分布情况。
8、飞机结构胶接用胶粘剂主要种类有哪两类?可以列举2个代表性的胶粘剂。
9、请分析图示试验件的拉伸试验过程,并画出其载荷——位移曲线。
(σ
铝-屈服强度<σ
胶层-剥离强度
<σ
铝-抗拉强度
)
10、焊接可以分为哪几大类?
11、手工电弧焊的焊点部位组织变化及对焊接性能的影响。
12、简述点焊中焊点的形成过程。
13、先胶后焊的工艺过程、关键工序及控制措施。
14、先焊后胶的工艺过程。
15、手工电弧焊焊条的结构及其功能。
16、列举胶接的几种作用机理。
第三部分:飞机装配型架
1、飞机装配型架的功用。
保证进入型架的低刚度飞机零件、装配件能准确、迅速地定位、夹紧,保证其有正确的