CM6140车床主轴轴承精度标准
CA6140车床主轴标准精度要求(GB4020—83):
主轴的轴向窜动0.01mm。
主轴轴肩支承面的跳动0.02mm。
主轴定心轴颈的径向跳动0.01mm。
主轴锥孔轴线的径向跳动:①靠近主轴端面0.01mm;②距主轴端面在300mm 测量长度上为0.02mm。
主轴轴线对床鞍移动轨迹的平行度:①在铅垂平面内300mm测量长度上为0.02mm(只许向上偏);②在水平面内300mm测量长度上为0.015mm(只许向前偏)。
CA6140车床主轴、轴承结构特点:
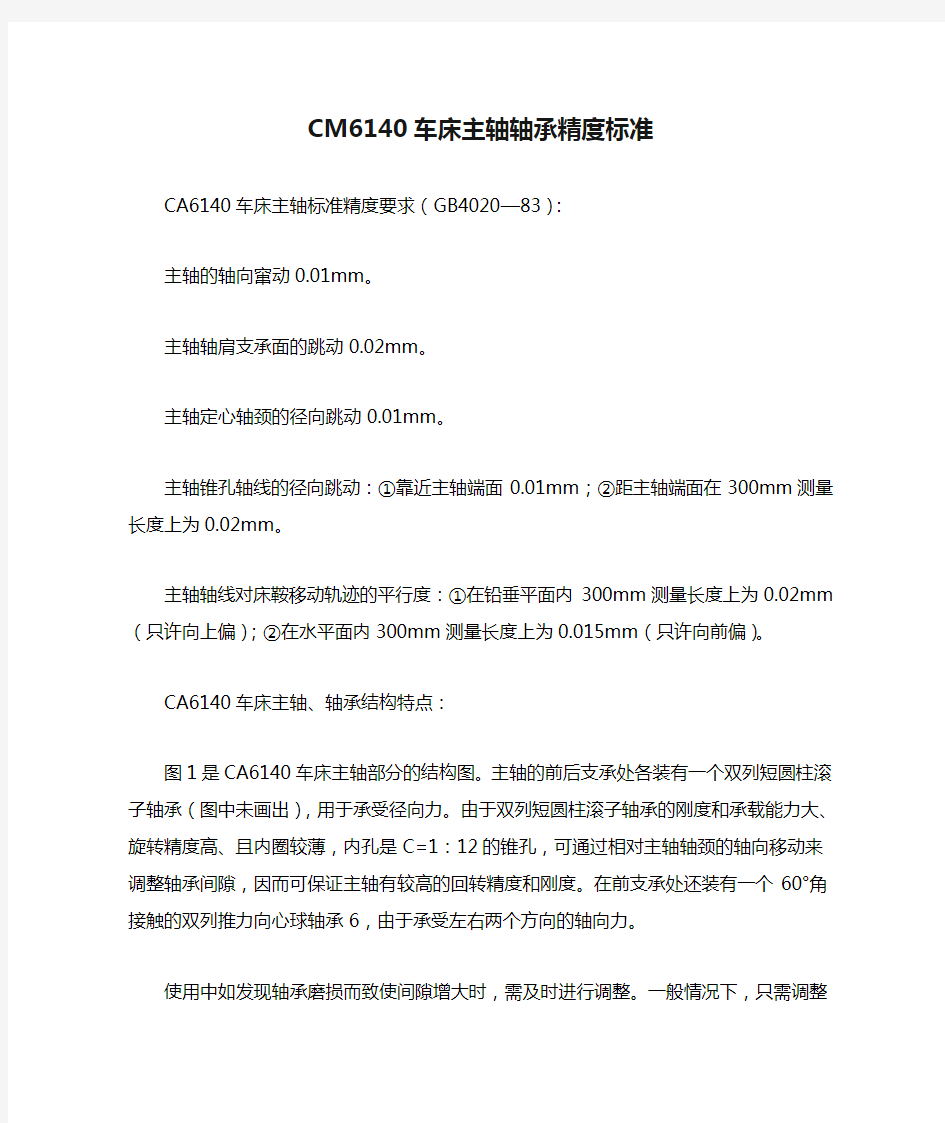
图1是CA6140车床主轴部分的结构图。主轴的前后支承处各装有一个双列短圆柱滚子轴承(图中未画出),用于承受径向力。由于双列短圆柱滚子轴承的刚度和承载能力大、旋转精度高、且内圈较薄,内孔是C=1:12的锥孔,可通过相对主轴轴颈的轴向移动来调整轴承间隙,因而可保证主轴有较高的回转精度和刚度。在前支承处还装有一个60°角接触的双列推力向心球轴承6,由于承受左右两个方向的轴向力。
使用中如发现轴承磨损而致使间隙增大时,需及时进行调整。一般情况下,只需调整前轴承即可,只有当调整前轴承后仍不能达到要求的回转精度时,才需调整后轴承。
图2为内柱外锥式动压滑动轴承。当调节前、后螺母时,可使轴承轴向前后移动,利用轴承套的锥面和轴承自身的弹性,可使轴承内孔直径收缩或扩张,使轴承与轴颈的间隙减少或增大,以形成液体动压润滑。
共享知识分享快乐 一.写出CAK6140数控车床检验标准 1.机床外观的检查 机床外观的检查一般可按通用机床的有关标准进行,但数控机床是高技术设备,其外观质量的要求更高。外观检查内容有:机床有无破损;外部部件是否坚固;机床各部分联结是否可靠;数控柜中的MDI/CRT单元、位置显示单元、各印制电路板及伺服系统各部件是否有破损,伺服电动机(尤其是带脉冲编码器的伺服电机)外壳有无磕碰痕迹。 2.机床几何精度的检查 数控机床的几何精度综合反映机床的关键零部件组装后的几何形状误差。数控机床的几 何精度检查和普通机床的几何精度检查基本类似,使用的检查工具和方法也很相似只是检查要求更高。每项几何精度的具体检测办法和精度标准按有关检测条件和检测标准的规定进行。 同时要注意检测工具的精度等级必须比所测的几何精度要高一级。现以一台普通立式加工中心为例,列出其几何精度检测的内容: 1)工作台面的平面度。 2)各坐标方向移动的相互垂直度。 3)X坐标方向移动时工作台面的平行度。 4)Y坐标方向移动时工作服台面的平行度。 5)X坐标方向移动时工作台T形槽侧面的平行度。 6)主轴的轴向窜动。 7)主轴孔的径向圆跳动。 8)主轴沿Z坐标方向移动时主轴轴心线的平行度。 9)主轴回转轴心线对工作台面的垂直度。 10)主轴箱在Z坐标方向移动的直线度。 对于主轴相互联系的几何精度项目,必须综合调整,使之都符合允许的误差。如立式加工中心的轴和轴方向移动的垂直误差较大,则可以调整立柱底部床身的支承垫铁,使立柱适当前倾或后仰,以减少这项误差。但是这也会改变主轴回转轴心线对工作台面的垂直度误差,因此必须同时检测和调整,否则就会由于这一项几何精度的调整造成另一项几何精度不合格。 机床几何精度检测必须在地基及地脚螺栓的混凝土完全固化以后进行。考虑到地基的稳定时间过程,一般要求在机床使用数月到半年以后再精调一次水平。 检测机床几何精度常用的检测工具有:精密水平仪、900角尺、精密方箱、平尺、平行光管、千分表或测微仪以及高精度主轴心棒等。各项几何精度的检测方法按各机床的检测条件规定。各种数控机床的检测项目也略有区别,如卧式机床比立式机床多几项与平面转台有关的几何精度。在检测中要注意消除检测工具和检测方法的误差,同时应在通电后各移动坐标往复运动几次,主轴在中等转速回转几分钟后,机床稍有预热的状态下进行检测。 3.机床性能及数控功能的试验 根据《金属切削机床试验规范总则》的规定,试验项目包括可靠性、静刚度、空运转振动、热变形、抗振性切削、噪声、激振、定位精度、主轴回转精度、直线运动不均匀性及加工精度等。在进行机床验收时,各验收内容需按照机床出厂标准进行。 1.机床定位精度的检查 数控机床的定位精度是表明机床各运动部件在数控装置控制下所能达到的运动精度。因此,更具实测的定位精度数值,可以判断出该机床以后在自动加工中所能达到的最好的加工精度。.
车床保养规程 一、日保内容和要求: 班前:1. 擦净机床外露导轨面及滑动面的尘土。 2.按规定润滑各部位。 3.检查各手柄位置。 4.空车试运转。 班后:1. 将铁屑全部清扫干净。 2.擦净机床各部位。 3.部件归位。 二、一、二级保养内容和要求 1. 床头箱 一级保养内容:1 拆洗滤油器。 2 检查主轴定位螺丝,调整适当。 3 调整摩擦片间隙和刹车带。 4 检查油质保持良好。 二级保养内容:1 同上。 2 清洗换油。 3 检查并更换必要的磨损件。 2. 刀架及拖板: 一级保养内容:1 拆洗刀架、小拖板中溜板各件。 2 安装时调整好中溜板、小拖板的丝杠间隙和塞铁间隙。 二级保养内容:1 同上。 2 拆洗大拖板,疏通油路,清除毛刺。 3 检查并更换必要的磨损件。 3. 挂轮箱 一级保养内容:1 拆洗挂轮及挂轮架并检查轴套有无晃动现象。 2 安装时调整好齿轮间隙并注入新油脂。二级保养内容:1 同上。 2 检查并更换必要的磨损件。 4. 尾座 一级保养内容:1 拆洗尾座各部。 2 清除研伤毛刺,检查丝扣、丝母间隙。 3 安装时要求达到灵活可靠。
二级保养内容:1 同上。 2 检查、修复尾座套筒锥度。 3 检查,并更换必要的磨损件。 5. 走刀箱溜板箱 一级保养内容:1 清洗油线,注入新油。 二级保养内容:1 走刀箱及溜板箱整体拆下清洗检查并更换必要的磨损件。 6. 外表 一级保养内容:1 清洗机床外表及死角,拆洗各罩盖要求内外清洁、无锈蚀、无黄袍,漆见本色铁见光。 2 清洗三杠及齿条,要求无油污。 3 检查补齐螺钉、手球、手板。 二级保养内容:1 同上。 2 检查导轨面,修光毛刺,对研伤部位进行必要的修复。 7. 润滑冷却 一级保养内容:1 清洗冷却泵、冷却槽。 2 检查油质保持良好,油杯齐全。油窗明亮。 3 清洗油线、油毡,注入新油要求油路畅通。 二级保养内容:1 同上。 2 拆洗油泵,检查并更换必要的磨损件。 8. 电器 一级保养内容:1 清扫电机及电器箱内外尘土。 二级保养内容:1 同上。 2 检修电器,根据需要拆洗电机更换油脂。 9. 精度 冲床保养规程 本机实行专人操作,在工作中必须严格执行本规程,做好一二三级保养, 达到安全文明生产:
一.写出CAK6140数控车床检验标准 1、机床外观的检查 机床外观的检查一般可按通用机床的有关标准进行,但数控机床就是高技术设备,其外观质量的要求更高。外观检查内容有:机床有无破损;外部部件就是否坚固;机床各部分联结就是否可靠;数控柜中的MDI/CRT单元、位置显示单元、各印制电路板及伺服系统各部件就是否有破损,伺服电动机(尤其就是带脉冲编码器的伺服电机)外壳有无磕碰痕迹。 2、机床几何精度的检查 数控机床的几何精度综合反映机床的关键零部件组装后的几何形状误差。数控机床的几何精度检查与普通机床的几何精度检查基本类似,使用的检查工具与方法也很相似只就是检查要求更高。每项几何精度的具体检测办法与精度标准按有关检测条件与检测标准的规定进行。 同时要注意检测工具的精度等级必须比所测的几何精度要高一级。现以一台普通立式加工中心为例,列出其几何精度检测的内容: 1)工作台面的平面度。 2)各坐标方向移动的相互垂直度。 3)X坐标方向移动时工作台面的平行度。 4)Y坐标方向移动时工作服台面的平行度。 5)X坐标方向移动时工作台T形槽侧面的平行度。 6)主轴的轴向窜动。 7)主轴孔的径向圆跳动。 8)主轴沿Z坐标方向移动时主轴轴心线的平行度。 9)主轴回转轴心线对工作台面的垂直度。 10)主轴箱在Z坐标方向移动的直线度。 对于主轴相互联系的几何精度项目,必须综合调整,使之都符合允许的误差。如立式加工中心的轴与轴方向移动的垂直误差较大,则可以调整立柱底部床身的支承垫铁,使立柱适当前倾或后仰,以减少这项误差。但就是这也会改变主轴回转轴心线对工作台面的垂直度误差,因此必须同时检测与调整,否则就会由于这一项几何精度的调整造成另一项几何精度不合格。 机床几何精度检测必须在地基及地脚螺栓的混凝土完全固化以后进行。考虑到地基的稳定时间过程,一般要求在机床使用数月到半年以后再精调一次水平。 检测机床几何精度常用的检测工具有:精密水平仪、900角尺、精密方箱、平尺、平行光管、千分表或测微仪以及高精度主轴心棒等。各项几何精度的检测方法按各机床的检测条件规定。各种数控机床的检测项目也略有区别,如卧式机床比立式机床多几项与平面转台有关的几何精度。 在检测中要注意消除检测工具与检测方法的误差,同时应在通电后各移动坐标往复运动几次,主轴在中等转速回转几分钟后,机床稍有预热的状态下进行检测。 3、机床性能及数控功能的试验 根据《金属切削机床试验规范总则》的规定,试验项目包括可靠性、静刚度、空运转振动、热变形、抗振性切削、噪声、激振、定位精度、主轴回转精度、直线运动不均匀性及加工精度等。在进行机床验收时,各验收内容需按照机床出厂标准进行。 1.机床定位精度的检查 数控机床的定位精度就是表明机床各运动部件在数控装置控制下所能达到的运动精度。因此,更具实测的定位精度数值,可以判断出该机床以后在自动加工中所能达到的最好的加工精度。
国家轴承精度等级对照表时间:2008-03-28 16:03 精度TOLERANCE 轴承的精度包括尺寸精度和旋转精度,尺寸精度是将轴承安装于轴或轴承箱时所 是 游隙CLEARANCE 轴承的游隙是指轴承在未安装于轴或轴承箱之前的状态下,固定内圈或外圈的一方,使未固定的套圈做径向或轴向移动时套圈的移动量。根据移动方向,可分为
径向游隙和轴向游隙。 Bearing clearance means the value of displacement of the unfixed ring when it moves against the fixed ring in radial or axial direction before the bearing is mouted on a shaft or in a housing. According to the movement direction, it falls into radial clearance and axial clearance. 单列深沟球轴承的径向游隙 RADIAL CLEARANCE 也实施严格的监控。 Bearing vibration means bearing components’ elastic deformation that varies with time and all other movement that deviates from a theoretic position except that necessary to bearing functions. It has two modes-acceleration(dB)and velocity(μm/S), Vibration acceleration is examined according to Z, Z4, Z2, and Z3 values. Grade Z is fundamental, Z1, Z2&Z3 successively indicate the vibration level ranges fron low to high. For detailed requirements, see Table3. Simlary, viaration velocity is examined as per V, V1, V2&V3. Grade V is fundamental, V1, V2&V3
数控机床精度检测项目及常用工具 随着数控技术的进一步推广应用,越来越多的数控机床利用自身带有的测头系统来进行工件、刀具尺寸检测及进行仿形数字化。要知道上述功能的实现,与机床自身的精度密切相关,若机床精度不作定期校准,则谈不上准确地完成上述工作。 雷尼绍ML10激光干涉仪线性位移测量软件可提供按下述标准进行的数据分析:BS4656英国三测机标准;BS3800英国机床标准;ISO 230-2国际标准;VDI/DGQ 3441德国工程师学会机床标准;VDI 2617德国工程师学会三测机标准;NMTBA美国机床协会标准;GB10931-89中国国家标准;ASME B89.1.12M美国机械工程师学会标准;ASME B5.54美国机械工程师学会标准;E60—099法国标准;JISB2330日本国家标准。 2 英国雷尼绍公司先进技术 英国雷尼绍公司是专门从事设计、制造高精度检测仪器与设备的世界性跨国公司。主要产品为三坐标测量机及数控机床用测头、激光干涉仪、球杆仪等,为机械制造工业提供了序前(激光干涉仪和球杆仪)、序中(数控机床用工件测头及对刀测头)和序后(三测机用测头及配置)检测的成系列质量保证手段。她的全部技术与产品都旨在保证数控机床精度,改善数控机床性能,提高数控机床效率,可保证和改善数控机床制造厂工作母机的加工精度与质量,扩大制成品的市场。 2.1ML10激光干涉仪 雷尼绍ML10激光干涉仪为机床检定提供了一种高精度仪器,它精度高,达到±1.1PPM(在0~40℃下),测量范围大(线性测长40m,任选80m),测量速度快(60m/min),分辨率高(0.001μm),便携性好。由于雷尼绍激光干涉仪具有自动线性误差补偿功能,可方便恢复机床精度,更受到用户欢迎! 为使大家进一步了解ML10激光干涉仪在检测数控机床精度方面所具有的独特优点,下面着重介绍ML10激光干涉仪在精度检测中的应用。 (1)几何精度检测可用于检测直线度、垂直度、俯仰与偏摆、平面度、平行度等。 (2)位置精度的检测及其自动补偿可检测数控机床定位精度、重复定位精度、微量位移精度等。利用雷尼绍ML10激光干涉仪不仅能自动测量机器的误差,而且还能通过RS232接口自动对其线性误差
汽车生产设备验收标准
一、设备预验收: 预验收的目的是为了检查、验证机床能否满足用户的加工质量及生产率,检查供应商提供的资料、备件。预验收的依据是技术协议、审图纪要、有关技术问题与供应商的往来传真等。在设备预验收前,要根据技术协议规定,编制预验收计划,明确预验收通过的标准。 1.预验收过程主要包括以下内容 (1)检验机床主要零部件是否按合同要求制造。 (2)各机床参数是否达到合同要求。 (3)检验机床几何精度及位置精度是否合格。 (4)机床各动作是否正确。 (5)对合同未要求部分检验,如发现不满意处可向生产厂家提出,以便及时改进。 (6)对试件进行加工,检查是否达到精度要求。 (7)做好预验收记录,包括精度检验及要求改进之处,并由生产厂家签字。 2.预验收结束后,与设备制造厂家签订预验收纪要,在预验收纪要中,需明确预验收存在的问题、需完成的整改项及完成时间。 二、设备开箱验收及安装调试验收: 开箱验收的目的是检查供应商提供的设备在运输过程中是否有损坏,设备的技术资料是否齐备,设备零部件是否符合协议要求。 1、设备开箱验收过程主要包括以下内容: (1)设备外观包装是否完好。 (2)装箱设备的型号与技术协议的规定是否相符。 (3)按照装箱单清点零件、部件、备品备件、工具、附件、合格证、说明书和其他图纸、技术文件等是否齐全,有否缺损。 (4)检查设备外观有无严重的碰撞及表面漆皮脱落等情况,检查是否己影响到设备的精
度和技术性能。 (5)检查设备有无锈蚀现象和防锈油质量,如发现有锈蚀或发现防锈油过期变质,应彻底清除重新更换,清除旧防锈油时应使用非金属刮具。 (6)未清洗过的滑动面,严禁移动以防损坏。 (7)核对设备平面布置图和电气线路与设备实际情况是否相符,检查地脚等有关尺寸,地脚螺栓、垫铁是否符合要求,电源接回线的位置及电气有关参数是否与说明书相符。 (8)在检查中要做详细检查记录。 (9)凡不满足上述规定,设备部门应尽快会同有关部门与供货单位联系解决,未解决之前,未经批准,设备不得投入使用。 2、开箱验收完成后,设备验收项目负责人填写《设备开箱验收单》,并由设备使用部门相关人员签字确认。 3、安装调试验收: 三、设备试运行验收: 试运行的目的是进一步检查设备存在的缺陷并进行使用前最后的修理和调整,使设备的运行特性符合生产的需要。试运转的步骤是:先空载,后负荷;先单机,后联动。必须在上一步骤检查合格后,才能进行下一步骤的运转。试运转中应注意以下几点,试运行包括以下内容: (1)严格按照设备操作规程,开机试车运行,新设备磨合时间按照技术协议的规定执行;当无规定时,单机设备空运转时间至少24小时,负荷运转至少36小时。 (2)试运行期间,设备工作能力必须达到技术协议规定,设备动作准确、平稳,无明显撞击、振动、无跑、冒、滴、漏等现象。 (3)设备的附属设备、安全附件、仪表等应齐全,运行正常,无其他技术隐患,电气、液压、冷却、润滑等系统工作正常可靠。
轴承的精度等级及选用 上海辉田轴承贸易有限公司是一家具有相当规模的轴承进出口贸易公司,是上海地区具有代表性销售进口轴承的专业公司。公司与国际知名轴承生产企业保持着长期紧密的合作关系,并在国内拥有充足的现货库存,配有专业的物流、服务队伍,能充分、及时的满足客户的需求。公司主要经营:进口瑞典SKF轴承、日本NSK、NTN、IKO、KOYO、NACHI轴承、直线轴承等;德国FAG、INA轴承;美国TIMKEN、UBC轴承; 及英制轴承和绝缘轴承等品牌;并且承诺所销售产品均为正品行货。 公司口号:运行不息·服务不止 上海辉田机械设备有限公司 公司地址:上海嘉定安亭新源路155弄16号818 轴承的精度等级 1、轴承的公差等级主要根据轴对支撑的旋转精度要求来确定的。 0级:在旋转精度大于10μm的一般轴承系中,应用十分广泛。如普通机床的变速机构、进给机构、汽车、拖拉机的变速机构,普通电机、水泵及农业机械等一般通用机械的旋转机构中。 6、5级:在旋转精度在5-10μm或转速较高的精密轴承系中,如普通车床所用轴承(前支撑用5级,后支撑用6级)较精密的仪器、仪表以及精密仪器、仪表,和精密的旋转机构。 3 v l, t- @5 j* W1 L! E: H 4、2级:在旋转精度小于5μm或转速很高的超精密仪器中,例如精密坐标镗床,精密磨床的齿轮系统,精密仪器、仪表以及高速摄像机的等精密系统。 2、中国轴承以前旧代号精度等级代号 各国的制定的标准都是依据ISO标准制定,一般都是和ISO一致,个别严格于ISO标准。精度分为尺寸精度和旋转精度。分为 0 级、6X 级、6 级、5 级、4 级、2级。 中国轴承以前旧代号标准是:G 级(0 级)、E级(6 级)、D级(5 级)、C 级(4 级)、B级(2 级)。现行代号一般采用德国DIN标准。 P0级(0 级)、P6级(6 级)、P5级(5 级)、P4 级(4 级)、P2级(2 级)。 一般标准等级P0级,反应在轴承型号上是省略的,只有P6级或P6级以上的,等级代号才出现在轴承型号当中。 例如:6205和6205/P5,其中6205的精度等级是P0级,只不过是省略了。这就给人们造成了,P0级是非精度等级轴承的印象。 另外,各种精度的轴承除了区别在加工工艺上,也区别在价值上。例如:国内HRB轴承的价值,P6级精度的轴承是P0级的1.5倍,P5精度的轴承是P0的2倍,P4精度的是P5精度的2.5倍
数控车床几何精度检验表 序号检验项目简图允差mm 实测mm G1 导轨调平 a. 纵向 导轨在垂直平面 内的直线度 b. 横向 导轨的平行度(a) 500<Dc≤1000 0.02(凸) 局部公差:在任意250测量长度上为0.0075 (b) 0.04/1000 G2 溜板移动在水平 面内的直线度 (尽可能在两顶 尖间轴线和刀尖 所确定的平面内 检验)500<Dc≤1000 0.02 Dc>1000 最大工件长度每增加 1000允差增加0.005 最大允差: 0.03 G3 尾座移动对溜板 移动的平行度: a.在垂直平面内 b.在水平面内Dc≤1500 a和 b:0.03 局部公差:在任意500测量长度上为0.02 G4 主轴端部的跳 动: a.主轴的轴向窜 动 b.主轴轴肩支承 面的跳动a: 0.01 b: 0.02 (包括轴向窜动) G5 主轴定心轴径的 径向跳动 0.01 G6 主轴锥孔轴线的 径向跳动 a.靠近主轴端 部; b.距主轴端面 300处a: 0.01 b: 在 300测量长度上为: 0.02
序号检验项目简图允差mm 实测mm G7 主轴轴线对溜板 移动的平行度 a.在垂直平面 内; b.在水平面内a: 在 300测量长度上为: 0.02(只许向上偏) 冷检:-0.01~-0.02 b: 在 300测量长度为: 0.015(只许向前偏) G8 主轴顶尖的跳动0.015 G9 尾座套筒轴线对 溜板移动的平行 度 a.在垂直平面内 b.在水平面内a: 在 100测量长度上为: 0.015(只许向上偏) b: 在 100测量长度为: 0.01(只许向前偏) G10 尾座套筒锥 孔轴线对溜板移 动的平行度 a.在垂直平面 内; b.在水平面内a: 在 300测量长度为: 0.03(只许向上偏)b: 在 300测量长度为: 0.03(只许向前偏) G11 床头和尾座两顶 尖的等高度0.040 (只许尾座高) 冷检:0.05~0.07 G12 横刀架横向移动 对主轴轴线的垂 直度0.02/300 (偏差方向α≥ 90°) 操作学员(签字):指导教师(签字):年月日年月日
轴承的精度等级及其选用 轴承的精度包括尺寸精度和旋转精度,尺寸精度是将轴承安装于轴或轴承箱时所要求的项目,它包括内径、外径、宽度、倒角尺寸公差或允许值。几何精度包括内径偏差、平均内 径差、外径偏差、平均外径差、套圈端面平行差的允许值。旋转精度是规定旋转时振摆的,包括内圈及外圈径向摆动和轴向摆动,内圈侧摆及外径面垂直度公差范围。轴承的 精度等级从普通级0级到6级、5级、4级及2级,依次增高。 轴承的等级具体分为四级:PO-P6-P5-P4-P2,PO级为国家规定的标准,也是轴承行业最为普通的标准,所以也叫普通级,现国内的绝大多数的厂商也都是以生产PO级的产品,P2级为最高精密级!具体也技术参数也有标准的。简单总结如下:精度的基准 滚动轴承的精度分(主要)尺寸精度与旋转精度。精度等级已标准化,分为0级、6X级、6级、5级、4级、2级六个等级。 精度从0级起依次提高,对于一般用途0级已足够,但在用于表1所示条件或场合时,需要5级或更高的精度。 以上的精度等级虽然是以ISO标准为基准制定的,但其称呼在各国标准中有所不同。 尺寸精度(与轴及外壳安装有关的项目) 1、内径、外径、宽度及装配宽度的允许偏差 2、滚子组内复圆直径及外复圆直径的允许偏差 3、倒角尺寸的允许界限值 4、宽度的允许变动量 旋转精度(与旋转体跳动有关的项目) 1、内圈及外圈的允许径向跳动和轴向跳动 2、内圈的允许横向跳动 3、外径面倾斜度的允许变动量 4、推力轴承滚道厚度的允许变动量 5、圆锥孔的允许偏差和允许变动量 轴承类型与适用精度等级 轴承形式适用标准适用精度等级 深沟球轴承GB307 0级6级5级4级2级 角接触球轴承0级6级5级4级2级 调心球轴承0级 圆柱滚子轴承0级6级5级4级2级 圆锥滚子轴承公制系列(单列)GB307 0级6级6级5级4级 公制系列(双列、四列)SB/T5341994 0级 英制系列SB/CO/T1089 Class4 Class2 Class3 Class0 Class00 调心滚子轴承GB307 0级 推力球轴承0级6级5级4级 推力调心滚子轴承0级 GB/T30794标准将轴承等级划分为G E D C B。ISO、JIS等标准对照如下: 标准精度 GB/T30794 B C D E G ISO CLASS2 CALSS4 CLASS5 CLASS6 NORMAL CLASS DIN P2 P4 P5 P6 P0
数控切割机机床几何精度国家标准 数控机床的几何精度是综合反映机床主要零部件组装后线和面的形状误差、位置或位移误差。根据GB T 17421.1-1998《机床检验通则第1部分在无负荷或精加工条件下机床的几何精度》国家标准的说明有如下几类: (一)、直线度 1、一条线在一个平面或空间内的直线度,如数控卧式车床床身导轨的直线度; 2、部件的直线度,如数控升降台铣床工作台纵向基准T形槽的直线度; 3、运动的直线度,如立式加工中心X轴轴线运动的直线度。 长度测量方法有:平尺和指示器法,钢丝和显微镜法,准直望远镜法和激光干涉仪法。 角度测量方法有:精密水平仪法,自准直仪法和激光干涉仪法。 (二)、平面度(如立式加工中心工作台面的平面度) 测量方法有:平板法、平板和指示器法、平尺法、精密水平仪法和光学法。 (三)、平行度、等距度、重合度 线和面的平行度,如数控卧式车床顶尖轴线对主刀架溜板移动的平行度; 运动的平行度,如立式加工中心工作台面和X轴轴线间的平行度; 等距度,如立式加工中心定位孔与工作台回转轴线的等距度; 同轴度或重合度,如数控卧式车床工具孔轴线与主轴轴线的重合度。 测量方法有:平尺和指示器法,精密水平仪法,指示器和检验棒法。 (四)、垂直度 直线和平面的垂直度,如立式加工中心主轴轴线和X轴轴线运动间的垂直度; 运动的垂直度,如立式加工中心Z轴轴线和X轴轴线运动间的垂直度。 测量方法有:平尺和指示器法,角尺和指示器法,光学法(如自准直仪、光学角尺、放射器)。(五)、旋转 径向跳动,如数控卧式车床主轴轴端的卡盘定位锥面的径向跳动,或主轴定位孔的径向跳动; 周期性轴向窜动,如数控卧式车床主轴的周期性轴向窜动; 端面跳动,如数控卧式车床主轴的卡判定位端面的跳动。 测量方法有:指示器法,检验棒和指示器法,钢球和指示法。 此资料来源于北京海宝得武汉分公司https://www.doczj.com/doc/517700475.html,/
下面以CA6140型卧式车床为例,介绍其总装配方法及其工艺要点: (1)床身导轨 床身导轨是床鞍移动的导向面,是保证刀具移动直线性的关键,图7-53所示为卧式车床床身导轨的截面图,其中2、6、7为床鞍用导轨,3、4、5为尾座用导轨,1、8为压板用导轨。 床身与床脚用螺钉连接,床身是车床的基础,也是车床总装配的基准部件。床身导轨精加工往往也是在床身与床脚结合后再进行,以消除连接时变形造成的误差,床身最终应达到的要求如下: 1)床身导轨的几何精度 ①床鞍导轨的直线度在竖直平面内,全长上为0.03mm,在任意500mm 测量长度上为0.015mm,只许凸;在水平面内,全长上为0.025mm。 ②床鞍导轨的平行度(床身导轨的扭曲度)全长上为0.04mm。 ③床鞍导轨与尾座导轨的平行度在竖直平面与水平面均为全长上0.04mm,任意500mm测量长度上为0.03mm。 ④床鞍导轨对床身齿条安装面的平行度全长上为0.03mm,在任意500mm测量长度上为0.02mm,只许床头处厚。 2)接触精度 刮削导轨每25mm×25mm范围内接触点应大于10点,磨削导轨则以接触面积大小来评定接触精度的高低。 3)表面粗糙度 刮削导轨表面粗糙度一般在Ra1.6μm以下;磨削导轨表面粗糙度值在Ra0.8μm以下。 4)硬度 一般导轨表面硬度应在170HB以上,并且在全长范围内硬度一致;与之相配合件的硬度应比导轨硬度稍低。 5)导轨几何形状的稳定性 导轨在使用中应不变形。除采用刚度大的结构外,还应进行良好的时效处理,以消除内应力,减少装配和使用中的变形。 (2)床身与床脚结合的装配工艺 1)床身装到床脚上,先将各结合面的毛刺清除并倒角。在床身、床脚连接螺钉上垫等高垫圈,以保证结合面平整贴合,防止床身紧固时产生变形。同时在结合面间加入1~2mm 厚纸垫,以防止漏油。 2)当床身导轨精度由磨削来达到时,可将已磨好的床身部件直接置于可调的机床调整垫铁上,用水平仪指示读数来调整各垫铁使床身平导轨面处于自然水平位置,用桥板和水平仪指示读数将床鞍用导轨的扭曲误差调整至最小值。 3)床身导轨刮起削是单件小批生产或机修中常用的方法,刮削前应将可调垫铁置于床脚地脚螺钉附近,用水平仪调整床身处于水平位置,使各垫铁均匀受力,床身放置稳定后即可开始刮削。刮削时按下列步骤进行: ①选择刮削量最大,导轨中最重要的和精度最高的床鞍用导轨6﹑7作为刮削基础(见图7-53)。用角度平尺或桥形平尺研点,凹V行部等边垫铁和水平仪测量导轨再竖直面上的自直线度并绘导轨曲线度。对于精密车床刮研时,还需用光学平直仪导轨再水平面内的直线度误差。待刮削至导轨直线度,接触研点数和表面粗糙度均符合要求为止。 ②以6﹑7面为基础,用平直研点刮平面导轨面2。要保证其直线度及与基准导轨面6﹑7的平面度要求。 ③测量导轨再竖直平面内直线度及床鞍导轨平行度(扭曲),方法如图7-54所示,使
轴承的精度等级 精度的基准 滚动轴承的精度分(主要)尺寸精度与旋转精度。精度等级已标准化,分为0级、6X级、6 级、5级、4级、2级六个等级。 精度从0级起依次提高,对于一般用途0级已足够,但在用于表1所示条件或场合时,需要 5级或更高的精度。 以上的精度等级虽然是以ISO标准为基准制定的,但其称呼在各国标准中有所不同。 尺寸精度(与轴及外壳安装有关的项目) 1、内径、外径、宽度及装配宽度的允许偏差 2、滚子组内复圆直径及外复圆直径的允许偏差 3、倒角尺寸的允许界限值 4、宽度的允许变动量 旋转精度(与旋转体跳动有关的项目) 1、内圈及外圈的允许径向跳动和轴向跳动 2、内圈的允许横向跳动 3、外径面倾斜度的允许变动量 4、推力轴承滚道厚度的允许变动量 5、圆锥孔的允许偏差和允许变动量 轴承类型与适用精度等级 轴承形式适用标准适用精度等级 深沟球轴承 GB307 0级 6级 5级 4级 2级 角接触球轴承 0级 6级 5级 4级 2级 调心球轴承 0级 圆柱滚子轴承 0级 6级 5级 4级 2级 圆锥滚子轴承公制系列(单列) GB307 0级 6级 6级 5级 4级公制系列(双列、四列) SB/T5341994 0级 英制系列 SB/CO/T1089 Class4 Class2 Class3 Class0 Class00 调心滚子轴承 GB307 0级 推力球轴承 0级 6级 5级 4级 推力调心滚子轴承 0级 GB/T30794标准将轴承等级划分为G E D C B。ISO、JIS等标准对照如下: 标准精度 GB/T30794 B C D E G ISO CLASS2 CALSS4 CLASS5 CLASS6 NORMAL CLASS DIN P2 P4 P5 P6 P0 ANSI ABEC9 ABEC7 ABEC5 ABEC3 ABEC1 JIS JIS2 JIS4 JIS5 JIS6 JIS0 精度的选定 性能要求用例适用精度等级 要求放置体具有高跳动精度音响、影像机器主轴(录像机、录音机) 雷达、抛物面天线转轴 机床主轴 电子计算机、磁盘主轴 铝箔辊颈
数控机床精度检测 数控机床的高精度最终是要靠机床本身的精度来保证,数控机床精度包括几何精度和切削精度。另一方面,数控机床各项性能的好坏及数控功能能否正常发挥将直接影响到机床的正常使用。因此,数控机床精度检验对初始使用的数控机床及维修调整后机床的技术指标恢复是很重要的。 1、检验所用的工具 1.1、水平仪 水平:0.04mm/1000mm 扭曲:0.02mm/1000mm 水平仪的使用和读数 水平仪是用于检查各种机床及其它机械设备导轨的直线度、平面度和设备安装的水平性、垂直性。 使用方法: 测量时使水平仪工作面紧贴在被测表面,待气泡完全静止后方可读数。水平仪的分度值是以一米为基长的倾斜值,如需测量长度为L的实际倾斜值可以通过下式进行计算: 实际倾斜值=分度值×L×偏差格数
水平仪的读数:水平仪读数的符号,习惯上规定:气泡移动方向和水平移动方向相同时读数为正值,相反时为负值。 1.2、千分表
1.3、莫氏检验棒
2、检验内容 2.1、相关标准(例) 加工中心检验条件第2部分:立式加工中心几何精度检验JB/T8771.2-1998 加工中心检验条件第7部分:精加工试件精度检验JB/T8771.7-1998 加工中心检验条件第4部分:线性和回转轴线的定位精度和重复定位精度检验JB/T8771.4-1998 机床检验通则第2部分:数控轴线的定位精度和重复定位精度的确定JB/T17421.2-2000 加工中心技术条件JB/T8801-1998 2.2、检验内容 精度检验内容主要包括数控机床的几何精度、定位精度和切削精度。 2.2.1、数控机床几何精度的检测 机床的几何精度是指机床某些基础零件本身的几何形状精度、相互位置的几何精度及其相对运动的几何精度。机床的几何精度是综合反映该设备的关键机械零部件和组装后几何形状误差。数控机床的基本性能检验与普通机床的检验方法差不多,使用的检测工具和方法也相似,每一项要独立检验,但要求更高。所使用的检测工具精度必须比所检测的精度高一级。其检测项目主要有: 直线度 一条线在一个平面或空间内的直线度,如数控卧式车床床身导轨的直线度。 部件的直线度,如数控升降台铣床工作台纵向基准T形槽的直线度。 运动的直线度,如立式加工中心X轴轴线运动的直线度。 平面度(如立式加工中心工作台面的平面度) 测量方法有:平板法、平板和指示器法、平尺法、精密水平仪法和光学法。 平行度、等距度、重合度 线和面的平行度,如数控卧式车床顶尖轴线对主刀架溜板移动的平行度。 运动的平行度,如立式加工中心工作台面和X轴轴线间的平行度。 等距度,如立式加工中心定位孔与工作台回转轴线的等距度。 同轴度或重合度,如数控卧式车床工具孔轴线与主轴轴线的重合度。 垂直度 直线和平面的垂直度,如立式加工中心主轴轴线和X轴轴线运动间的垂直度; 运动的垂直度,如立式加工中心Z轴轴线和X轴轴线运动间的垂直度。 旋转 径向跳动,如数控卧式车床或主轴定位孔的径向跳动。 周期性轴向窜动,如数控卧式车床主轴的周期性轴向窜动。 端面跳动,如数控卧式车床主轴的卡判定位端面的跳动。 2.2.2、机床的定位精度检验 数控机床的定位精度是测量机床各坐标轴在数控系统控制下所能达到的位置精度。根据实测的定位精度数值判断机床是否合格。其内容有:
各种轴承的精度等级 滚动轴承的精度分(主要)尺寸精度与旋转精度。 精度等级已标准化,分为0级、6X级、6级、5级、4级、2级六个等级。 精度从0级起依次提高,对于一般用途0级已足够,但在用于表1所示条件或场合时,需要5级或更高的精度。 以上的精度等级虽然是以ISO标准为基准制定的,但其称呼在各国标准中有所不同。尺寸精度(与轴及外壳安装有关的项目) 1、内径、外径、宽度及装配宽度的允许偏差 2、滚子组内复圆直径及外复圆直径的允许偏差 3、倒角尺寸的允许界限值 4、宽度的允许变动量 旋转精度(与旋转体跳动有关的项目) 1、内圈及外圈的允许径向跳动和轴向跳动 2、内圈的允许横向跳动 3、外径面倾斜度的允许变动量 4、推力轴承滚道厚度的允许变动量 5、圆锥孔的允许偏差和允许变动量 轴承类型与适用精度等级 轴承形式适用标准适用精度等级 深沟球轴承 GB307 0级6级5级4级2级 角接触球轴承0级6级5级4级2级调心球轴承0级 圆柱滚子轴承0级6级5级4级2级 圆锥滚子轴承公制系 列(单 列) GB307 0级6级6级5级4级 公制系 列(双 列、四 列) SB/T53419 94 0级 英制系 列 SB/CO/T10 89 Class4 Class2 Class3 Class0 Class00 调心滚子轴承 GB307 0级 推力球轴承0级6级5级4级推力调心滚子 轴承 0级
GB/T30794标准将轴承等级划分为G E D C B。ISO、JIS等标准对照如下: 标准精度 GB/T30794 B C D E G ISO CLASS2 CALS S4 CLASS 5 CLASS6 NORMAL CLASS DIN P2 P4 P5 P6 P0 ANSI ABEC9 ABEC 7 ABEC5 ABEC3 ABEC1 JIS JIS2 JIS4 JIS5 JIS6 JIS0 精度的选定 性能要求用例适用精度等级 要求放置体具有高跳动精度音响、影像机器主轴(录像机、录音机) 雷达、抛物面天线转轴 机床主轴 电子计算机、磁盘主轴 铝箔辊颈 多级轧钢机支承轴承 P4 P5、P4、P2、 ABEC9 P5、P4、P2、 ABEC9 P5 P4 高速旋转增压器 喷气式发动机主轴、辅机 离心分离机 液化天然气泵 涡轮分子泵主轴、保护轴承 机床主轴 涨紧轮 P5、P4 P5、P4 P5、P4 P5 P5、P4 P5、P4、P2、 ABEC9 P5、P4 要求摩擦及摩擦变化小控制机器(同步马达、伺服马达、陀螺万向架) 计量仪表 机床主轴 P4、ABMA 7P P5 P5、P4、P2、 ABEC9 一般精度小型马达、齿轮传动装置、凸轮传动装置、发 电器、低感应同步伺服电机、压力转子、打印 机、复印机、检测仪器 P0、P6
最新文件---------------- 仅供参考--------------------已改成-----------word文本 --------------------- 方便更改 一、数控机床的精度检验 数控机床的高精度最终是要靠机床本身的精度来保证,数控机床精度包括几何精度和切削精度。另一方面,数控机床各项性能和性能检验对初始使用的数控机床及维修调整后机床的技术指标恢复是很重要的。 1. 几何精度检验 几何精度检验,又称静态精度检验,是综合反映机床关键零部件经组装后的综合几何形状误差。数控机床精度的检验工具和检验方法类似于普通机床,但检测要求更高。 几何精度检测必须在地基完全稳定、地脚螺栓处于压紧状态下进行。考虑到地基可能随时间而变化,一般要求机床使用半年后,再复校一次几何精度。在几何精度检测时,应注意测量方法及测量工具应用不当所引起的误差。在检测时,应按国家标准规定,即机床接通电源后,在预热状态下,机床各坐标轴往复运动几次,主轴按中等转速运转十多分钟后进行。常用的检测工具有精密水平仪、精密方箱、直角尺、平尺、平行光管、千分表、测微仪及高精度主轴心棒等。检测工具的精度必须比所设的几何精度高一个等级。 以卧式加工中心为例,要对下列几何精度进行检验: 1)X、Y、Z坐标轴的相互垂直度; 2)工作台面的平行度; 3)X、Z轴移动时工作台面的平行度; 4)主轴回转轴线对工作台面的平行度; 5)主轴在Z轴方向移动的直线度; 6)X轴移动时工作台边界与定位基准的平行度; 7)主轴轴向及孔径跳动; 8)回转工作台精度。
2. 定位精度的检验 数控机床的定位精度是表明所测量的机床各运动部位在数控装置控制下,运动所能达到的精度。因此,根据实测的定位精度数值,可以判断出机床自动加工过程中能达到的最好的工件加工精度。 (1)定位精度检测的主要内容 机床定位精度主要检测内容如下: 1) 直线运动定位精度(包括X 、Y 、Z 、U 、V 、W 轴); 2) 直线运动重复定位精度; 3) 直线运动轴机械原点的返回精度; 4) 直线运动失动量的测定; 5) 直线运动定位精度(转台A 、B 、C 轴); 6) 回转运动重复定位精度; 7) 回转轴原点的返回精度; 8) 回转运动矢动量的测定。 (2)机床定位精度的试验方法 检查定位精度和重复定位精度使用得比较多的方法是应用精密线纹尺和读数显微镜(或光电显微镜)。以精密线纹尺作为测量时的比较基准,测量时将精密线纹尺用等高垫按最佳支架(见图5.1)安装在被测部件例如工作台的台面上,并用千分表找正。显微镜可安装在机床的固定部件上,调整镜头使与工作台垂直。在整个坐标的全长上可选取任意几个定位点,一般为5~15个,最好是非等距的。对每个定位点重复进行多次定位。可以从单一方向趋近定位点,也可以从两个方向分别趋紧,以便揭示机床进给系统中间隙和变形的影响。每一次定位的误差值X 可按下式计算: ()()00y y s s X L L ---= 式中 0s ——基准点或零点时显微镜的读数; L s ——工作台移动L 距离后显微镜的读数; 0y 、L y ——相应于0s 和L s 时机床调位读数装置或数码显示装置的读数,对于数
国际标准 ISO 8636-2:1998(E) 1988-12-01出版 龙门铣床检验条件精度检验 第二部分:移动式龙门铣床
龙门铣床检验条件精度检验 第二部分:移动式龙门铣床 1.应用范围 与ISO230-1相比,ISO8636的本部分规定了一般用途和普通精度的移动式龙门铣床包括合金板加工机床(航空用)的几何精度、工作精度以及相应的公差。 本部分仅用于机床的精度检验,不用于机床的运转检查(如振动、噪声、运动部件的爬行等),也不适用机床的参数检查(速度、进给量等)。这些检查应在精度检验前进行。 本部分给出了机床主要部件的术语并命名了轴线。 2.参考书目 ISO 230-1 机床检验通则第一部分:在无负载或精加工条件下机床的几何精度 ISO 7552 机床上设有工装夹具的检验条件 ISO 8636-1 龙门铣床检验条件—精度检验—第一部分:固定式龙门铣床 3. 准备性的观察 3.1 本部分所有尺寸都用厘米和英寸表达 3.2 应用ISO8636本部分需参考ISO230-1,尤其是检验前机床的安装、主轴和其它运动部件的温升、测量方法的描述和测量装置的推荐。 3.3检验时的温度条件应由用户和制造商协定。 3.4 几何精度检验的顺序 3.5 在检验机床时,ISO8636本部分的所有检查项目不一定都进行,由用户选择并与制造商协定。所检验的相关性能对用户很有意义,在检验时应仔细进行。 3.6 工作精度应在精加工时进行,而不在粗加工时进行,粗加工将导致切削力的增大。3.7 在测量范围内确立的公差与ISO8636给定的不同时,最小公差值应为 0.005mm(0.0002in). 3.8 为方便起见,本部分示意图以一个机床型号为基础。 4 定义和说明 4.1 龙门铣床加工工序的定义 4.1.1 铣削工序 通常采用的铣削过程有“平面铣削”和“端面铣削”,铣削2个或3个平面用侧铣刀和面铣刀。刀具安装在主轴锥孔内或主轴前端面上。 4.1.2 镗削工序 镗削是指将圆柱孔、锥孔、盲孔或通孔的直径加工到所要求的尺寸的一种加工工序。 4.1.3 钻削和攻丝工序 这些工序包括钻削和/或攻丝盲孔或通孔。 4.2移动式龙门铣床的定义和型式
轴承的精度等级及选用 1、轴承的公差等级主要根据轴对支撑的旋转精度要求来确定的。 0级:在旋转精度大于10μm的一般轴承系中,应用十分广泛。如普通机床的变速机构、进给机构、汽车、拖拉机的变速机构,普通电机、水泵及农业机械等一般通用机械的旋转机构中。 6、5级:在旋转精度在5-10μm或转速较高的精密轴承系中,如普通车床所用轴承(前支撑用5级,后支撑用6级)较精密的仪器、仪表以及精密仪器、仪表,和精密的旋转机构。 4、2级:在旋转精度小于5μm或转速很高的超精密仪器中,例如精密坐标镗床,精密磨床的齿轮系统,精密仪器、仪表以及高速摄像机的等精密系统。 2、中国轴承以前旧代号精度等级代号 各国的制定的标准都是依据ISO标准制定,一般都是和ISO一致,个别严格于ISO标准。 精度分为尺寸精度和旋转精度。分为0 级、6X 级、6 级、5 级、4 级、2级。 中国轴承以前旧代号标准是:G 级(0 级)、E级(6 级)、D级(5 级)、C 级(4 级)、B级(2 级)。 现行代号一般采用德国DIN标准。 P0级(0 级)、P6级(6 级)、P5级(5 级)、P4 级(4 级)、P2级(2 级)。 一般标准等级P0级,反应在轴承型号上是省略的,只有P6级或P6级以上的,等级代号才出现在轴承型号当中。 例如:6205和6205/P5,其中6205的精度等级是P0级,只不过是省略了。这就给人们造成了,P0级是非精度等级轴承的印象。 另外,各种精度的轴承除了区别在加工工艺上,也区别在价值上。例如:国内HRB轴承的价值,P6级精度的轴承是P0级的1.5倍,P5精度的轴承是P0的2倍,P4精度的是P5精度的2.5倍。