车削加工
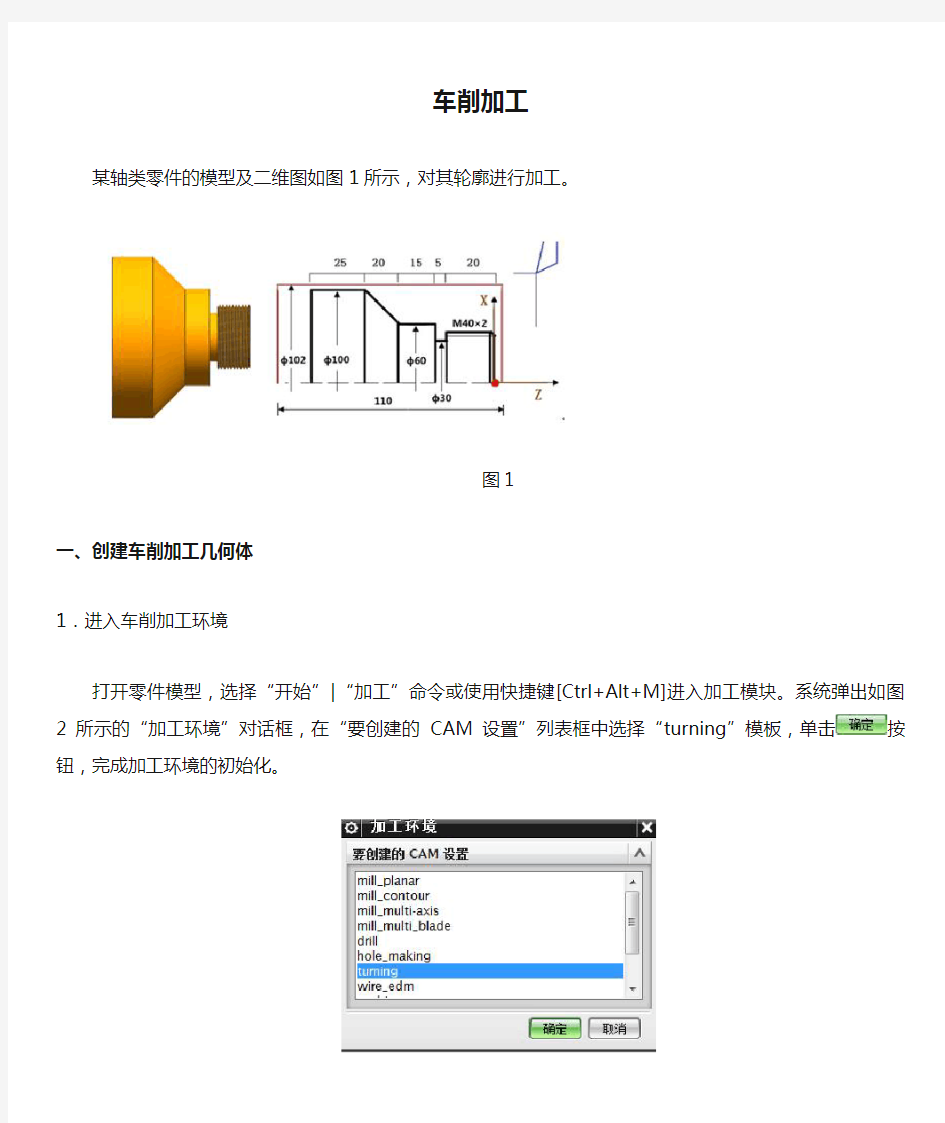
某轴类零件的模型及二维图如图1所示,对其轮廓进行加工。
图1
一、创建车削加工几何体
1.进入车削加工环境
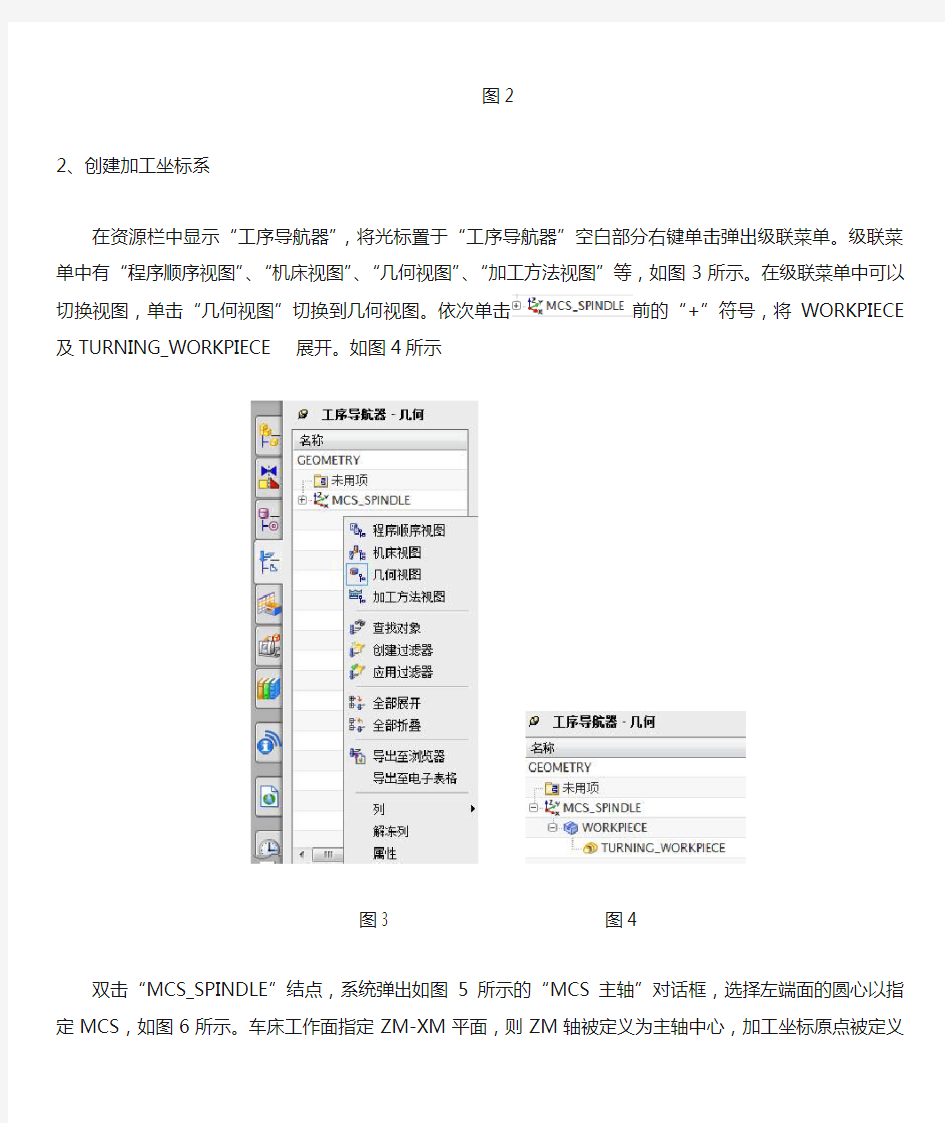
打开零件模型,选择“开始”|“加工”命令或使用快捷键[Ctrl+Alt+M]进入加工模块。系统弹出如图2所示的“加工环境”对话框,在“要创建的CAM设置”列表框中选择“turning”模板,单击按钮,完成加工环境的初始化。
图2
2、创建加工坐标系
在资源栏中显示“工序导航器”,将光标置于“工序导航器”空白部分右键单击弹出级联菜单。级联菜单中有“程序顺序视图”、“机床视图”、“几何视图”、
“加工方法视图”等,如图3所示。在级联菜单中可以切换视图,单击“几何视图”切换到几何视图。依次单击前的“+”符号,将WORKPIECE及TURNING_WORKPIECE 展开。如图4所示
图3 图4
双击“MCS_SPINDLE”结点,系统弹出如图5所示的“MCS主轴”对话框,选择左端面的圆心以指定MCS,如图6所示。车床工作面指定ZM-XM平面,则ZM轴被定义为主轴中心,加工坐标原点被定义为编程零点。单击按钮,完成设置。
图5 图6
3、定义工件
在“工序导航器—几何”视图中双击“WORKPIECE”结点,弹出如图7所示的“工件”对话框,完成几何体的指定。其中,
图7
单击“指定部件”按钮,弹出“部件几何体”对话框,选择零件轴,如图8所示。单击按钮,完成设置。
图8
单击“指定毛坯”按钮,弹出“毛坯几何体”对话框,选择“包容圆柱体”类型,轴方向选择“+ZM”,按如图9所示设置参数,则可以指定一个长110mm,直径102mm的圆柱体作为毛坯。单击按钮,完成对零件轴毛坯的指定。
图9
4、创建部件边界
在“工序导航器—几何”视图中双击“TURNING_WORKPIECE”结点,弹出如图10所示的“车削工件”对话框。
图10
在“部件旋转轮廓”类型中选择“无”,单击“指定部件边界”的按钮,弹出如图11所示的“部件边界”对话框,过滤类型默认为“曲线边界”。定义边界需要按照一定的方向依次选取工件横截面的边界线。显示轴的草图,顺时针依次选择草
图曲线。选择“自动”、“封闭”和“左”单选项,单击按钮,完成车削加工部件边界的定义。
图11
单击“指定部件边界”的“显示”按钮,显示部件边界,如图12所示.
图12
单击“指定毛坯边界”的按钮,弹出“选择毛坯”的对话框,选择棒料,点的位置设置为“在主轴处”,长度为110mm,直径为102mm,如图13所示。单击
按钮,弹出的“点”对话框,输入如图14中所示的参数。
图13 图14
单击按钮,返回“选择毛坯”对话框,单击显示毛坯,则显示出如图15所示的毛坯边界。指定完部件及毛坯边界即完成了对车削工件的指定。
图15
二、创建车削加工刀具
此零件的加工需要4道工序,分别是:
○1、对其轮廓进行粗加工
○2、对其轮廓进行精加工
○3、车槽
○4、车螺纹
1、创建粗车加工刀具
将“工序导航器”切换到“机床视图”,光标置于“GENERIC_MACHINE”上右键单击弹出如图16所示的级联菜单,单击“插入”下的“刀具”,弹出“创建刀具”的对话框,如图17所示。类型中选择“turning”,刀具子类型中选择
“OD_80_L”。
图16 图17
单击按钮,弹出的“车刀—标准”的对话框,在“工具”选项卡中,按图18设置参数;
图18
在“夹持器”选项卡中,按图19设置参数,同时图形界面会显示出刀具。单击
按钮,即可完成对粗车加工刀具的设置。
图19
2、创建精车加工刀具
同“创建粗车加工刀具”的步骤类似,设置不同之处有:
(1)、刀具子类型选择“OD_55_L”;
(2)、“车刀—标准”对话框中的“刀具”和“夹持器”选项卡分别按图20和图21中的参数进行设置
图20
图21
3、创建车槽加工刀具
同“创建粗车加工刀具”的步骤类似,设置不同之处有:
(1)、刀具子类型选择“OD_GROOVE_L”;
(2)、在“车刀—标准”对话框中的,“刀具”选项卡中修改“(IW)刀片宽度”为4mm,按图22设置“夹持器”选项卡中的各参数
图22
4、创建车螺纹加工刀具
同“创建粗车加工刀具”的步骤类似,设置不同之处有:
(1)、刀具子类型选择“OD_THREAD_L”;
(2)、在“车刀—标准”对话框中的,按图23设置“刀具”选项卡中的各参数,默认“夹持器”选项卡中的参数。
图23
三、创建加工程序
1、创建粗加工程序
在“工序导航器—机床”视图中,光标置于“GENERIC_MACHINE”上右键单击弹出如图16所示的级联菜单,单击“插入”下的“工序”,弹出“创建工序”的对话框。选择“turning”类型,“外侧粗车”工序子类型,“位置”选项组中各选项按图24设置。
图24
单击按钮,弹出“外侧粗车”的对话框,如图25所示。单击“几何体”选
项组中的“切削区域”按钮,弹出“切削区域”的对话框,在“轴向修剪平面
1”的“限制选项”中选择“点”,如图26所示。指定点为右端面的圆心。单击
按钮,完成切削区域的指定。
图25 图26 单击“刀轨设置”选项组中“切削参数”按钮,弹出“切削参数”对话框,在“余量”选项卡中设置粗加工余量,如图27所示。
图27
单击“刀轨设置”选项组中“非切削移动”按钮,弹出如图28所示的“非切
削移动”对话框,切换到“逼近”选项卡。单击“出发点”中的“指定点”按钮,弹出“点”的对话框,按图29设置,即设定远离实体外的一点作为出发点。
图28 图29
选择“运动到起点”中的运动类型为“直接”,指定WCS坐标系下的点x,y,z (5,52.5,0)作为起点,如图30所示。切换到“离开”选项卡,在“离开刀轨”选项组中,如图31所示,“运动到返回点/安全平面”中运动类型设为“直接”,指定点为指定WCS坐标系下的点x,y,z(100,75,0)。单击按钮完成。
图30 图31
单击“刀轨设置”选项组中“进给率和速度”按钮,弹出“进给率和速度”对话框,按图32设置主轴速度及切削速度
图32
单击“外侧粗车”对话框“操作”选项组中的“生成”按钮,生成如图33(a)所示的刀轨。单击“确认”按钮,可将刀轨可视化,如图34(b)所示。单
击按钮,即可完成对粗车加工工序的创建。
(a)(b)
图33
2、创建精加工工序
创建精加工工序的步骤和创建粗加工工序类似:
在“工序导航器—机床”视图中,光标置于“GENERIC_MACHINE”上右键单击弹出如图16所示的级联菜单,单击“插入”下的“工序”,弹出“创建工序”的对话框。选择“turning”类型,“外侧精车”工序子类型,“位置”选项组中各选项按图34设置。
图34
单击按钮,弹出“外侧精车”的对话框。
单击“几何体”选项组中的“切削区域”按钮,弹出“切削区域”的对话框,在“轴向修剪平面1”的“限制选项”中选择“点”,指定点为右端面的圆心。单击按钮,完成切削区域的指定。单击“刀轨设置”选项组中“切削参数”按
钮,弹出“切削参数”对话框,在“余量”选项卡中设置粗加工余量为0,如图35所示。
图35
单击“刀轨设置”选项组中“非切削移动”按钮,弹出的“非切削移动”对
话框,切换到“逼近”选项卡。单击“出发点”中的“指定点”按钮,弹出“点”的对话框,指定点为WCS坐标系中的x,y,z(100,75,0)点,即设定远离实体外的一点作为出发点。选择“运动到起点”中的运动类型为“直接”,指定WCS坐标系下的点x,y,z(5,22.5,0)作为起点。切换到“离开”选项卡,在“离开刀轨”选项组中,“运动到返回点/安全平面”中运动类型设为“直接”,指定点为指定WCS坐标系下的点x,y,z(100,75,0)。单击按钮完成。
单击“刀轨设置”选项组中“进给率和速度”按钮,弹出“进给率和速度”对话框,设置主轴速度为800RPM及切削速度为100mmpr。
单击“外侧精车”对话框“操作”选项组中的“生成”按钮,生成如图36所
示的刀轨。单击“确认”按钮,可将刀轨可视化,如图37所示。单击按钮,即可完成对粗车加工工序的创建。
图36 图37
3、创建车槽加工工序
在“工序导航器—机床”视图中,光标置于“GENERIC_MACHINE”上右键单击弹出如图16所示的级联菜单,单击“插入”下的“工序”,弹出“创建工序”的对话框。选择“turning”类型,“外侧开槽”工序子类型,“位置”选项组中各选项按图38设置。
图38
单击按钮,弹出“外侧开槽”的对话框。
单击“几何体”选项组中的“切削区域”按钮,弹出“切削区域”的对话框,在“修剪点1”的“点选项”中选择“指定”,指定点为槽一端面圆的象限点,在“修剪点2”的“点选项”中选择“指定”,指定点为槽另一端面圆的象限点,如图39所示。单击按钮,完成切削区域的指定。
图39
设置“刀轨设置”选项组中,“步进”的“最大值”为刀具的5%。
单击“刀轨设置”选项组中“切削参数”按钮,弹出“切削参数”对话框,“余量”选项卡中粗加工余量为默认0。单击“刀轨设置”选项组中“非切削移动”按钮,弹出的“非切削移动”对话框,切换到“逼近”选项卡。单击“出发点”中的“指定点”按钮,弹出“点”的对话框,指定点为WCS坐标系中的
x,y,z(100,75,0)点,即设定远离实体外的一点作为出发点。选择“运动到起点”中的运动类型为“轴向—径向”,指定WCS坐标系下的点x,y,z(-25,32,0)作为起点,指定“运动到进刀起点”类型为“轴向—径向”。切换到“离开”选项卡,在“离开刀轨”选项组中,“运动到返回点/安全平面”中运动类型设为“直接”,指定点为指定WCS坐标系下的点x,y,z(100,75,0)。单击按钮完成。
单击“刀轨设置”选项组中“进给率和速度”按钮,弹出“进给率和速度”对话框,设置主轴速度为800RPM及切削速度为80mmpr。
单击“外侧车槽”对话框“操作”选项组中的“生成”按钮,生成如图40所示的刀轨。单击“确认”按钮,可将刀轨可视化,如图41所示。单击按
钮,即可完成对粗车加工工序的创建。