汽车线束生产管理系统
第二章系统总体结构
2.1 系统说明
系统主要分四大块:基础信息管理、生产计划管理、下线作业订单管理、报表及查询系统。
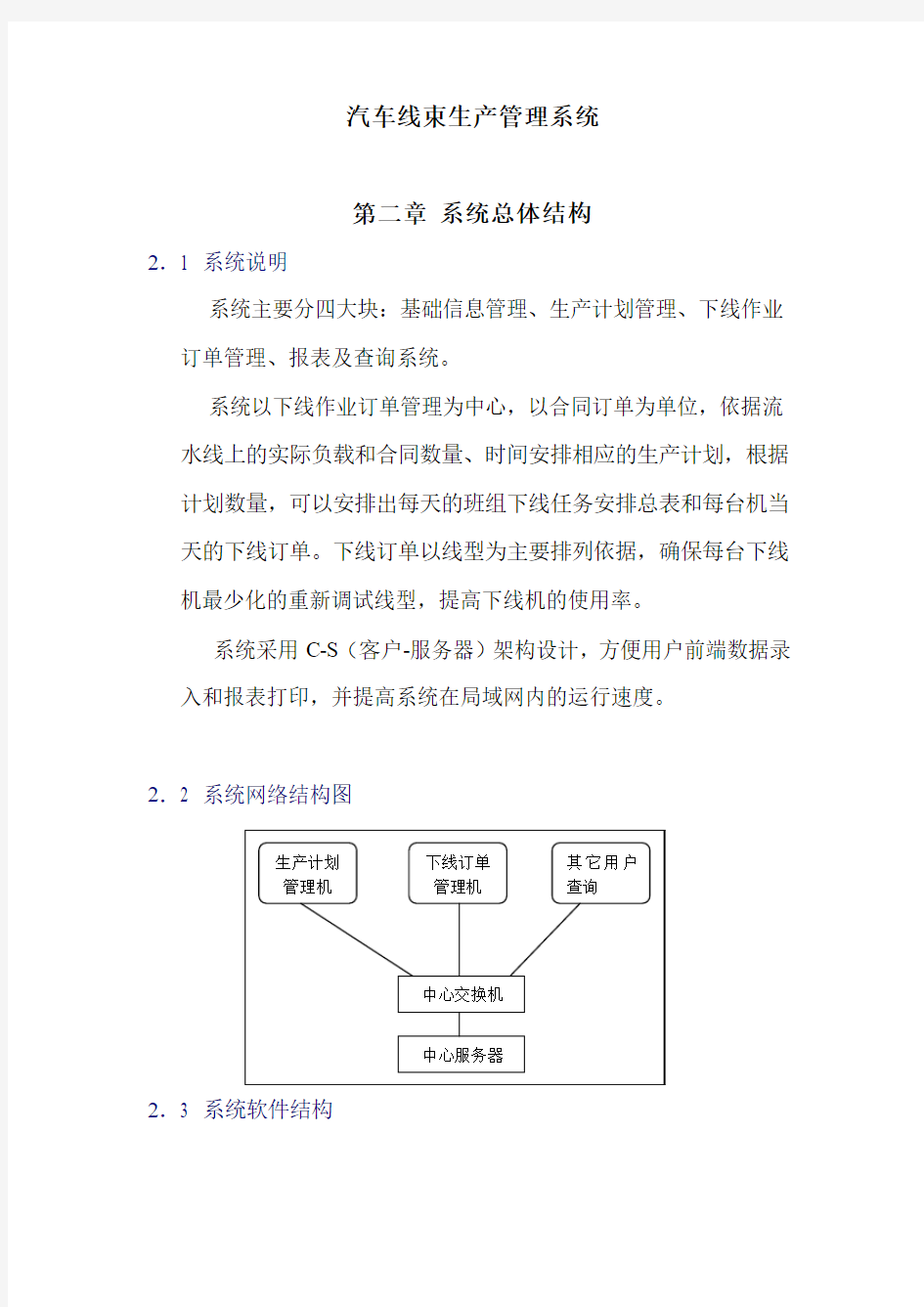
系统以下线作业订单管理为中心,以合同订单为单位,依据流水线上的实际负载和合同数量、时间安排相应的生产计划,根据计划数量,可以安排出每天的班组下线任务安排总表和每台机当天的下线订单。下线订单以线型为主要排列依据,确保每台下线机最少化的重新调试线型,提高下线机的使用率。
系统采用C-S(客户-服务器)架构设计,方便用户前端数据录入和报表打印,并提高系统在局域网内的运行速度。
2.2 系统网络结构图
2.3 系统软件结构
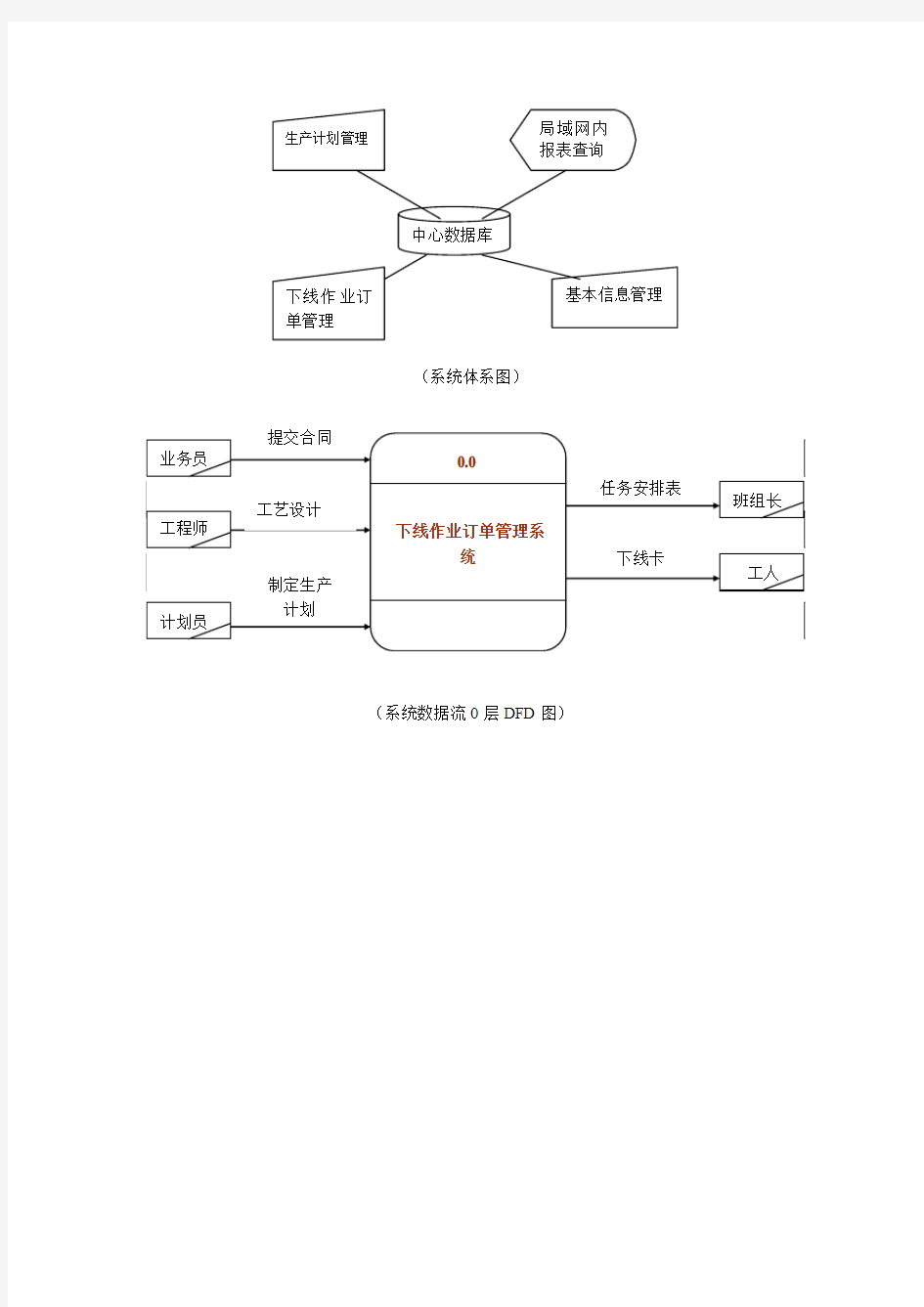
(系统体系图)
(系统数据流0层DFD图)
第三章软件系统功能结构说明
(软件功能树型图)
3.1 基本信息管理
3.1.1产品定额参数设置
根据工时计算逻辑设置生产线上工人的平均生产能力
3.1.2设备参数设置
设置生产线上每个设备能生产的产品类别,生产每个单位产品的时耗及设备的基本情况(包括:设备名称、设备型号、设备购买日期、维修情况等)
3.1.3下线压接表导入
提供将以EXCEL表形式保存的下线压接表导入到本管理系统当
中
3.1.4工序生产能力设置
设置每个工序的生产能力,本功能辅助生产计划制定过程,工序生产能力设置的数据将作为生产计划制定的依据之一
3.2下线业务订单管理
3.2.1生产能力评估
根据合同要求与生产线上任务状况评估合同制定完成日期是否合理,以此得出生产计划是否可以下达
3.2.2生产工艺BOM
依据基础信息管理中导入的下线压表(EXCEL文件)中的产品工艺要求和合同中的产品名称、产品型号,生成生产工艺BOM,为生产计划制定提供重要依据
3.2.3生产计划管理
为保证合同计划得以实现的同时,提高生产线上的设备使用效率,根据设备当前状态、工序生产能力数据、产品定额表、生产工艺BOM 等数据,综合评测,合理安排生产线的设备任务表
3.2.4物料替代管理
如原定原材料缺料的情况下,系统支持更改为替代物料,同时可
查看历史物料情况
3.2.5分工表打印
打印出各班组(下线班组、压接班组、共压班组等)任务分配表,任务分配表根据班组具体情况表示出准确信息,防止任务分配失调和任务在流水线上周转失控
3.2.6周转卡打印
依据生产计划表的要求及工艺BOM的工艺逻辑表述,打印出周转卡(下线工人的任务单),周转卡上记录有该类线需走过工艺的全流程相关信息,以防止任务周转过程失控
3.2.7材料配送管理
依据生产工艺BOM的要求,打印出当天的生产线上每台设备的材料需求单,单据上标示设备号、材料编号、数量等信息
3.3系统报表
3.3.1生产计划查询
可查询近期合同的相应生产计划安排情况,也可以按时间查询某天或某段时间内的生产任务安排情况
3.3.2用料查询
可按查询出某天、某周、某月的材料使用情况数据,或根据要求
查询某材料的使用情况
3.3.3其它数据查询
可查询本系统内相关数据(可以根据要求提供)
3.4 系统管理工具
3.4.1用户管理
仅为系统管理员使用,可以分派各职能的管理用户3.4.2密码更改
每个系统用户可以更改自己的登录密码
3.4.3数据备份与恢复
提供数据的安全备份,及系统失效或重装后的数据恢复
生产管理系统解决方案1、生产管理系统解决方案框
2、 生产管理系统是针对制造型企业的生产运营而开发的管理系统。生产管理系统主要包括订单管理、生产计划管理、成本管理、物料需求计划、采购管理、
库存管理、付款管理、质量管理、生产绩效等核心管理系统,实施生产管理系统能够提高了各组织部分管理的准确性,指导原材料定购,及时掌控各方数据信息,优化资金的合理使用,提高生产的效率和节省生产成本。 二、生产管理系统解决方案需求分析
社会的信息化的深入发展,各企业都在加快建设特信息网络平台的步伐。企业在处理采购、生产、成本管理、质量管理等重要环节方面,正在逐步加强 对利用信息化网络平台和计算机的利用。在企业生产管理中,对可视化信息的 需求十分迫切。比如,在安全防卫方面,企业需要再厂区、厂房、仓库以及各 交界处实施全天候视频监控及预警、录像系统;监管人员需要及时掌握各厂房 车间的流水线的生产情况;领导层也有了解各生产环节实时生产情况,现场语 音交流指导和处理突发状况的需求。 此外,制造行业的人力成本不断上升,而且人工处理缓慢,出错率高,因此企业对于生产管理软件开发提出了更高的要求,企业通过实施生产管理系 统解决方案,不仅促进企业生产社会化自动化要求,也是企业发展、减少成本 需要。另一方面,我国正处在粗放式经济增长方式向集约型转变的道路上,利 用生产管理软件来实现车间生产管理的信息化和生产管理的信息化,用生产管 理软件的精确管理控制代替手工的粗放式管理,更好的节约物料资源,降低产 品的成本,创造出最大的经济效益,不断地增强企业的核心竞争力。 三、生产管理系统解决方案 生产流程越来越复杂,使得企业越来越难以控制生产过程,对流程的 管理也随之缺乏灵活性;同时,社会分工越来越细化,生产工人对所从事的生 产的全过程也缺乏了解,因此也缺乏改变已有条件的积极主动性。 现在,企业生产有一种趋势向小型化、自治化的制造和装配单元发展,生产管理系统的生产计划和控制可以只对制造或者其他部门规定某个时间段应 该完成的粗略生产计划;具体的生产调度,如技术、分配、质量管理等功能都 分开控制完成,企业可以采用生产控制方法可以减轻负荷。
线束培训教程 一、电器设备: 汽车主要是由四大部分组成,即:底盘、发动机、车身、电器设备。 以下是电器设备的组成结构图 供电电源蓄电池、发电机 起动系点火开关、起动继电器、起动机 点火系(多见于汽油机上) 照明和和信号装置喇叭、灯具、报警 用电设备仪表装置水温表、机油压力表、燃油电器设备表、转速表、里程表等 辅助电器雨刮器、空调器、预热装置、 音响、防盗装置等 电子控制系统利用微电脑控制的电子 系统:制动防抱死系统 全球定位系统、电喷等 配电控制装置线束、接插件、继电器、电路开关、 电器控制盒、熔断装置(保险)等 二、汽车电器设备的特点: 汽车电器设备尽管形式多样、结构不同,但它们都有一些共同的特点,概括为: 1、两个电源:汽车上电能供给是由蓄电池和发电机两个直流电源共同来完成的,其供电电压一般为12V或24V。 2、低压直流: 3、并联单线:一般情况下,电器设备与电源之间都是用两根导线连接才能构成回路,而汽车上的电器设备与电源之间只有一根导线连接,另一条导线利用底盘或发动机上的金属体来代替。 4、负极接地:汽车采用单线制后,电源或电器设备的一端必须与金属机体相连,这种连接方式称为“负极接地”。 总之,用一句话概括为“负极搭铁单线制”。 三、汽车线束: 1、概论: 线束主要是由导线、端子、接插件以及护套等组成,是车辆电器元件工作的
桥梁和纽带,整车电器要达到正常、稳定工作,除了各电器元件的自身质量以外,与线束在车辆上的铺设情况也是密切相关的。 2、汽车线束的分类: 汽车线束根据其功能可分为:底盘线束、空调线束、加热器线束、ABS线束、发电机线束、启动机线束、蓄电池的正、负极线、特殊配置状态下还有饮水机线、冰箱线、门泵线等。 3、线束铺设的原则及规范要点: 目前,根据现场所生产的车型种类、特征可以看出:前置发动机的线束多铺设在车架槽型梁内,根据用电设备的具体位置确定线束分布,后置发动机的一个总原则就是:右侧铺设加热器线、其他线束多铺设于左侧。 实际上,线束居左居右的问题也可以通过以下的原则来确认: 线束分一根整体线束,其上又分为若干分支,它们将连接到车辆的电源或其他用电设备,形成一个完整的系统。 大家是否注意到这样一个现象:车辆在向左或向右转向行驶时,两侧都会有一个或多个呈琥珀色闪烁状的灯光信号,这就是转向灯。转向灯的线束代号为左侧5#,右侧4#,这样,在铺设线束前,5#线所在的线束就铺设于左侧,4#线所在的线束就铺设于右侧。 以下是助记词便于记忆:“左五右四”或“左单右双”。 线束对于车辆的重要性毋庸置疑,所以线束铺设时一定要严格遵守相应的工艺规范。请认真学习以下内容: 1、根据车型使用相应的底盘线束。 2、核对流程卡配置,确定特殊配置。 3、所有线束与任何金属件干涉处均需保护。主要采取以下措施:过车架上 圆孔一般用槽型圈,过车架上、下翼面及半圆孔处用龙骨条。保护的目 的是为了防止车辆的震动,线束与车架或其他金属件磨擦造成线束胶皮 破损,因搭铁产生故障或失火。 4、除后置发动机系列外,线束一般都铺设在车架槽形梁内。 5、线束接插件一定要对插牢靠,防止接插件松动或脱开,造成接触不良。 6、线束不能与高温部件固定在一起,防止烫坏。如有难以布置的情况,需 加以保护。一般采用隔热纸或隔热棉。 7、线束不能与发动机或其他运动件接触,防止线束被卷入造成事故。 8、线束由静止状态向发动机等运动件过渡时,需将线束保留约20mm左右 的运动长度,防止发动机等运动件运动时将线束拉断。 9、线束不能与制动管路、燃油管路捆扎在一起,防止线束短路产生火花造 成气管路漏气和燃油管路漏油,造成制动失效和火灾。一般规定:油管 居下,气管居中,线束居上。 10、线束在捆扎时不可松旷。规定:相邻两线扣之间距离为300mm,在悬空 处应适当加扎线扣。 11、线束捆扎不可偏紧,松紧适度。 12、线束捆扎不可过“死“,应略成”几“字形状。因为绷得太直,当车辆 振动时接线端子松动易造成接触不良,其次在维修时拔、插也会不便。有一个线束捆扎原则:安全比美观更重要。 13、负极线应接在车架上,接触面上的油漆应刮去,露出金属光亮,接触面 与车架接触面间入剧齿垫片。
毕业设计论文ERP的生产管理系统开发 学院: 专业: 姓名: 学号: 指导教师: 完成时间:
毕业设计(论文)报告纸 ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ 装 ┊ ┊ ┊ ┊ ┊ 订 ┊ ┊ ┊ ┊ ┊ 线 ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ 摘 要 ERP(Enterprise Resource Planning ,企业资源计划)是现代企业管理的一种管理方法,它与计算技术和计算机应用技术相结合,为企业提供了一套全方位的整体经营管理控制方法。将企业各方面资源充分优化调配,能对生产企业的各个环节实施有效管理,减少库存积压,加快资金周转,降低运营成本,提高顾客服务水平,也为高层领导者提供科学的决策依据。从我国ERP 应用的现状看,诸多方面都存在一些急需解决和完善的问题。要提高ERP 实施的成功率,必须对ERP 实施过程中可能产生的问题作全面、系统地研究,才能提供一整套应用方法体系。 论文介绍了ERP 模式下生产管理系统,主要包括计划生产、订单生产、订单组装等。 论文还介绍了生产管理系统的研究现状以及研究意义,论述了生产管理系统在ERP 系统框架中的地位和作用。通过对企业生产管理的要求进行科学细致的需求分析,对基于ERP 的生产管理系统建设进行了初步研究,并通过对系统建模设计,最终实现了生产管理系统下的产品物料清单管理、生产订单管理、生产领料管理、生产产品管理、质量检验、查询系统、系统管理、关于等功能模块的开发设计。 【关键词】:企业资源计划,生产管理系统,系统建模
毕业设计(论文)报告纸 ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ 装 ┊ ┊ ┊ ┊ ┊ 订 ┊ ┊ ┊ ┊ ┊ 线 ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ABSTRACT ERP(Enterprise Resource Planning) is a management method of modern enterprise management combined with computing technology and computer application technology, providing a comprehensive overall management control methods. Enterprises will be the resources to fully optimize the allocation of production enterprises to various aspects of the implementation of effective management,reducing inventory backlog, accelerating cash flow, lover operating costs, improve customer service levels, as well as senior leaders providers provide scientific basis for decision-making.Based on the current status of ERP applications in China, there exist problems which need to be resolved in many aspects.To increase ERP application implementation sueeess possibility, a thorough and systematical study must be done to provide a whole systematical set of application methods. The paper introduces the production management system on mode of ERP, including make to stock,make to order,assemble to order .etc. The paper also introduces the current research and research significance of the production management system, discusses the status and roles of a production management system in the framework of the ERP system. Through the scientific and detailed needs analysis of the requirements of the enterprise production management, a preliminary study for the ERP production management system construction and modeling and design for the system, we ultimately realize the design of products material list management, production order management, production material management, production product management, quality inspection, inquires the system, system management, and about of production management system. KEY WORDS: enterprise resource planning, production management system,system modeling
制造企业生产管理系统详细设计书 目录 第一章引言 --------------------------------------------1 第一节选题意义 --------------------------------------------------1 第二节开发的目标-------------------------------------------------1 第二章开发环境 ----------------------------------------2 第一节系统建设的平台选择-----------------------------------------2 第二节系统的开发环境---------------------------------------------2 第三章信息系统分析-------------------------------------3 第一节信息系统的可行性分析 --------------------------------------3 第二节企业现行系统的调查及用户需求分析---------------------------5 一、企业现行系统的调查--------------------------------------------5 二、用户需求分析--------------------------------------------------6 第三节新系统逻辑模型的提出 --------------------------------------6 一、生产管理信息系统关联图--------------------------------------6 二、生产管理信息系统顶层图--------------------------------------7 三、生产管理信息系统数据流图--------------------------------------7 第四章信息系统设计-------------------------------------8 第一节信息系统的概要设计-----------------------------------------8 一、系统总体流程设计----------------------------------------------8 二、系统功能模块设计----------------------------------------------9 第二节信息系统的详细设计-----------------------------------------10 一、数据库设计----------------------------------------------------10 二、用户界面及功能的具体实现--------------------------------------15 第五章测试报告 ----------------------------------------24 第六章系统开发总结-------------------------------------24 附录:参考文献-----------------------------------------25
生产管理系统设计与实现 摘要:计算机语言是互联网发展的重要基础语言,在计算机编程语言里也分不同的方向,比如Java、Android、PHP等各种不同的语言,而在我的系统中主要用到的语言,就是Java。Java作为一款目前十分火爆的编程语言,因其简单性,面向对象、分布性、编译和解释性、稳健性、安全性、可移植性、高性能、多线索性、动态性等等特性受到大量程序员的青睐。而本次我要介绍的系统主要是以Eclipse为开发工具,Java的框架现在最常用的有五种Mybatis、Spring、Hibernate、Struts2、SpringMVC,各个框架之间可以集成,我主要使用的框架有Spring、SpringMVC、Hibernate而前端我的界面我采用的是HTML、CSS、JavaScript (Jquery)等页面技术,前端框架框架使用Jquery和Bootstrap。 关键词:后台开发;Java;Bootstrap;Spring;Hibernate Abstract:Computer language is the important basis for the development of the Internet, in the computer programming language also points in different directions, such as Java, android, a variety of different languages such as PHP, and mainly used in language in my system, it is Java.Java as a very popular programming languages at present, because of itssimplicity,object-oriented,distributed, compile and explanatory, robustness, security, portability, high performance, multiplewirealtogether, dynamic, and so on characteristics favored by a lot of programmers.And this I want to introduce the system is mainly based on the eclipse development tools, Java framework is now the most commonly used there are five mybatis, spring, hibernate, struts 2, for springmvc, between each frame can be integrated, I mainly use the spring framework, for springmvc, hibernate and front-end interface I use HTML, CSS, JavaScript, jquery) page, such as technology,The front-end frame framework USES Jquery and Bootstrap. Key words:The background and development; Java; Bootstrap; Spring; Hibernate
生产管理系统解决方案一、生产管理系统解决方案框
二、 生产管理系统是针对制造型企业的生产运营而开发的管理系统。生产管理系
统主要包括订单管理、生产计划管理、成本管理、物料需求计划、采购管理、库存管理、付款管理、质量管理、生产绩效等核心管理系统,实施生产管理系统能够提高了各组织部分管理的准确性,指导原材料定购,及时掌控各方数据信息,优化资金的合理使用,提高生产的效率和节省生产成本。
二、生产管理系统解决方案需求分析 社会的信息化的深入发展,各企业都在加快建设特信息网络平台的步伐。企业在处理采购、生产、成本管理、质量管理等重要环节方面,正在逐步加强对利用信息化网络平台和计算机的利用。在企业生产管理中,对可视化信息的需求十分迫切。比如,在安全防卫方面,企业需要再厂区、厂房、仓库以及各交界处实施全天候视频监控及预警、录像系统;监管人员需要及时掌握各厂房车间的流水线的生产情况;领导层也有了解各生产环节实时生产情况,现场语音交流指导和处理突发状况的需求。 此外,制造行业的人力成本不断上升,而且人工处理缓慢,出错率高,因此企业对于生产管理软件开发提出了更高的要求,企业通过实施生产管理系统解决方案,不仅促进企业生产社会化自动化要求,也是企业发展、减少成本需要。另一方面,我国正处在粗放式经济增长方式向集约型转变的道路上,利用生产管理软件来实现车间生产管理的信息化和生产管理的信息化,用生产管理软件的精确管理控制代替手工的粗放式管理,更好的节约物料资源,降低产品的成本,创造出最大的经济效益,不断地增强企业的核心竞争力。
三、生产管理系统解决方案 生产流程越来越复杂,使得企业越来越难以控制生产过程,对流程的管理也随之缺乏灵活性;同时,社会分工越来越细化,生产工人对所从事的生产的全过程也缺乏了解,因此也缺乏改变已有条件的积极主动性。 现在,企业生产有一种趋势向小型化、自治化的制造和装配单元发展,生产管理系统的生产计划和控制可以只对制造或者其他部门规定某个时间段应该完成的粗略生产计划;具体的生产调度,如技术、分配、质量管理等功能都分开控制完成,企业可以采用生产控制方法可以减轻负荷。 生产管理系统解决方案——工厂结构体系图
生产管理系统解决方案、生产管理系统解决方案框
生产管理系统是针对制造型企业的生产运营而开发的管理系统。生产管理系 统主要包括订单管理、生产计划管理、成本管理、物料需求计划、采购管理、库 * 希燮孜测 设计中心 <产品、工艺) 生产计划 贬会管逵 * 采嗚计划 〔采购 计划 资金菁求 计划 能力需求 计划 牝源零求 计対 主产线 {隨工 生产作业 计划 更量管逢 亘定资A 人员工资 圭龙成本 寿户誉至
存管理、付款管理、质量管理、生产绩效等核心管理系统,实施生产管理系统能 够提高了各组织部分管理的准确性,指导原材料定购,及时掌控各方数据信息, 优化资金的合理使用,提高生产的效率和节省生产成本。 、生产管理系统解决方案需求分析 社会的信息化的深入发展,各企业都在加快建设特信息网络平台的步伐。 企业在处理 采购、生产、成本管理、质量管理等重要环节方面,正在逐步加强对 利用信息化网络平台和计算机的利用。 在企业生产管理中,对可视化信息的需求 十分迫切。比如,在安全防卫方面,企业需要再厂区、厂房、仓库以及各交界处 实施全天候视频监控及预警、录像系统;监管人员需要及时掌握各厂房车间的流 水线的生产情况;领导层也有了解各生产环节实时生产情况, 现场语音交流指导 和处理突发状况的需求。 此外,制造行业的人力成本不断上升,而且人工处理缓慢,出错率高, 因此企业对于 生产管理 软件开发提出了更高的要求,企业通过实施生产管理系统 解决方案,不仅促进企业生产社会化自动化要求, 也是企业发展、减少成本需要。 另一方面,我国正处在粗放式经济增长方式向集约型转变的道路上, 利用生产管 订单管理 作业指示 车间離 储区管理 设备管理 8$订单昨 xan 制HI 际 WKSttSSB AVI 壕冲删齟 iSfigffVESS? 的删整 工作胴般 柞1?标单豹8 自榊£1$ ma 砸时计 <4-HA l-W JW MB] gsat^H 脚T 草酣 低业计鵬产 SETH aas^it#) 作业拒示 生产 设备管 车间监控
汽车线束的生产工艺大揭秘线束工艺 在线束二维产品图纸出来以后,要编排线束的生产工艺,工艺是服务于生产的两者密不可分,因此将两者结合起来一起分析。 开线工艺 开线是线束生产的第一个工位,开线工艺的准确性直接关系到整个生产进度,一旦出现错误特别是开线尺寸偏短,会导致所有工位的返工,费时费力影响生产效率。所以在编制开线工艺是一定要根据图纸的要求合理确定导线的开线尺寸,剥头尺寸。制作开线操作说明书,制作流程跟踪卡。 压接工艺 开线之后的第二个生产工位,根据图纸要求的端子类型确定压接参数,制作压接操作说明书,对于有特殊要求的需要在工艺文件上注明并培训操作工。比如:有的导线需要先穿过护套后才可压接,它需要先预装导线然后从预装工位返回再压接;还有刺破式压接用到专用的压接工具,这种压接方式具有良好的电接触性能。 预装工艺 编制预装工艺操作说明书,为了提高总装效率,复杂的线束都要设置预装工位,预装工艺的合理与否直接影响到总装配的效率也反映出一个工艺人员的技术水平高低。如果预装部分装配的偏少或者装配的导线路径不合理会加大总装配人员的工作量,放慢流水线的速度所以工艺人员要经常呆在现场不断总结经验,这样才能编制出合理的生产工艺。 总装工艺
根据产品开发部门设计的装配台板,设计工装设备、物料盒规格尺寸并将所有装配护套和附件的编号贴于物料盒上以提高装配效率。编制各个工位装配内容和要求,平衡整个总装工位防止出现一点工作量过大,拉下整个流水线速度的情况。要做到工位平衡,工艺人员必须对每个操作了熟于心并现场测算工时,随时调整装配工艺。线束工艺还包括编制材料消耗定额明细表、工时测算、工人培训等。 汽车线束主要以端子线为主,焊接,成型的都不太多,所以投资主要是端子机,而且通常来说半自动端子机就完全可以满足了,要全自动的端子机太浪费,还有就是成型机(两万左右一台),测试机,拉力机,脱皮机,裁线机,焊锡机,电子称,冲床 汽车线束的生产工艺和生产流程 1)电线剪切将所需各种电线剪切至所需长度 2)端子压接将端子压接至电线上 3)分装sub assembly 安装接插件等成为小股分线 4)总装assembly 将各种小股分线在大的工装板上组装,用胶带包扎,安装各种保护件(波纹管,保护支架等) 5)检测在专设检测板上检测各个电路是否畅通,外观检测,grommet防水检测等 线束的生产流程就是开线——压接——预装——总装——检验——电测试——打包——发运 在目前,不管是高级豪华汽车还是经济型普通汽车,线束编成的形式基本上是一样的,都是由电线、联插件和包裹胶带组成。 汽车电线又称低压电线,它与普通家用电线是不一样的。普通家用电线是铜质单蕊电线,有一定硬度。而汽车电线都是铜质多蕊软线,有些软线细如毛发,几条乃至几十条软铜线包裹在塑料绝缘管(聚氯乙烯)内,柔软而不容易折断。
加密狗生产管理系统 届别*** 系别*** 专业*** 姓名*** 指导教师*** 二○一一年五月
加密狗生产管理系统 学生姓名:*** 指导教师:*** 摘要加密狗是一种通过USB串口插在计算机上的软硬件结合的加密产品,是目前被广泛应用的依赖于硬件的加密手段。本文参考国内外加密软件形势并结合实际企业应用介绍了自主设计开发的加密狗生产管理系统,本系统使用简单但功能强大的VB语言设计开发,通过Access数据库处理数据,采用TEA算法实现字符串的加密,对加密狗的帐号、项目、生产、注销、查询、日志功能进行了详细阐述。本系统已通过测试成功使用,将企业的不同软件进行分类加密同时对所有项目进行统一管理,具有极高的可行性,并且实现了对软件产品的有效控制和授权使用,极大的解决了安全问题。 关键字加密狗TEA算法VB Access 1
目录 一、绪论 (5) 1.1论文写作背景 (5) 2
1.2国内外研究概况 (5) 1.3文论写作目的和意义 (6) 二、加密狗生产管理系统理论综述 (6) 2.1 开发环境和工具 (6) 2.1.1Microsoft Visual Studio (6) 2.1.2Visual Basic6.0 (6) 2.1.3Access (6) 2.1.4VB编程语言 (6) 2.2 加密算法 (7) 2.2.1加密原理 (7) 2.2.2加密算法 (7) 2.2.3开发方法 (7) 三、加密狗生产管理系统总体论述 (7) 3.1加密狗生产管理系统总体规划 (7) 3.2加密狗生产管理系统模块功能论述 (8) 3.2.1账户管理论述 (8) 3.2.2项目管理论述 (8) 3.2.3生产管理论述 (8) 3.2.4注销管理论述 (9) 3.2.5查询管理论述 (9) 3.2.6日志管理论述 (9) 四、加密狗生产管理系统详细设计论述 (9) 4.1加密狗生产管理系统设计流程图 (9) 4.1.1新增账户模块流程图 (9) 4.1.2修改账户模块流程图 (10) 4.1.3删除账户流程图 (11) 3
课程设计 题目:生产管理信息系统 学院:湖南科技大学潇湘学院专业:会计五班 学号:0965030513 姓名:倪丹
ERP生产管理系统 概要设计说明书1引言 1.1编写目的 此文档对ERP生产管理系统概要设计进行说明。 预期的读者有的需求提供者、项目负责人、相关技术人员等 项目组成员 包括项目经理、客户经理、分析设计开发测试等人员。1.2背景 生产管理系统的任务有通过生产组织工作,按照企业目标的要求,设置技术上可行、经济上合算、物质技术条件和环境条件允许的生产系统;通过生产计划工作,制定生产系统优化运行的方案;通过生产控制工作,及时有效地调节企业生产过程内外的各种关系,使生产系统的运行符合既定生产计划的要求,实现预期生产的品种、质量、产量、出产期限和生产成本的目标。生产管理的目的就在于,做到投入少、产出多,取得最佳经济效益。 1.3定义 无 1.4参考资料 ERP生产管理系统需求规格说明书 ERP生产管理系统详细设计说明书
2总体设计 2.1需求规定 ERP生产管理系统按模块可以分成三部分,一是一般用户浏览的内容管理模块, 二是系统管理,三是内容和审核管理,而它们各自又有具体的小模块组成。具体需求见ERP生产管 理系统需求规格说明书。 2.2运行环境 ?.NET3.5框架 ?windows XP系统 ?sql2005; 2.3基本设计概念 1 系统整体方案 (1) ERP生产管理系统主要特性 我们从以下五个方面确定目标系统特性如下: ● 用户界面的复杂度: 数据的静态显示/可定制视图 (customizable view) ● 用户界面的部署约束: 基于独立的桌面电脑或专用工作站的 浏览器 ● 用户的数量和类型: 组织内的日常使用者,总共几百人 ● 系统接口类型: 通过HTTP协议提供服务,未来可以使用SOAP 的SOA技术
制造企业生产管理系统详细设计书第一章引言 中小企业是我国国民经济中,数量最多,解决就业最多的经济实体.在我国乡镇及乡(镇)以上的工业企业中,中小企业在我国加入“WTO”之后,这些企业面临者国外两大市场的竞争压力,由于这些企业自身大多经济技术实力较为薄弱.生产制造和开发设计能力落后,对市场的承受能力较低,在把握稍纵即逝的市场机遇方面。显得力不从心,需与其它企业各种方式加强合作发挥各自特长,集体面对市场的考验,风险共担,利润同享[24]。 制造企业生产管理信息系统(Production Management Information system for Manufacturing Enterprises.PMISME)是用于解决企业核心企业和各成员之间生产任务的分发、生产进度的控制、产品运输和库存管理等工作的协调和管理系统。本系统是以生产计划为主,涉及到采购与库存的信息管理系统。 第一节选题意义 随着信息的迅速发展,给各个大中小企业的发展带来了不可否认的巨大变化,公司开始关注信息社会。在社会的推动下,信息管理风靡整个。在制造企业中,生产信息数据量大,处理条件复杂,人工处理困难。生产管理信息系统借助计算机强大的处理能力以及大大的降低管理人员的工作量,利用系统做好决策,准确性也得到充分的提高。 在这一背景下,生产管理系统就成为一个非常好的课题。我这次的毕业设计主要针对中小企业,做一个适合中小企业使用的系统。 第二节开发的目标 在互联网上查阅资料后,再根据中小型企业的特点:信息的处理缺乏规、中小企业由于发展时间短、计算机和网络技术的普及应用率低、管理观念和管理模式比较传统、中小企业规模相对较小等,本着实用、够用,不盲目求全求大的原则,设计开发简单易用,符合人们使用习惯和技术能力的生产管理信息系统,总结出需要解决的问题大致有以下二点:
龙源期刊网 https://www.doczj.com/doc/66850763.html, 基于信息化的生产管理系统的开发与应用 作者:胡愈刚赵勇军谢泓基 来源:《CAD/CAM与制造业信息化》2013年第08期 信息技术的飞速发展,赋予了管理新的内涵。通过将信息技术和管理的有机融合,实现了业务流程的信息化管理,给企业的管理与发展带来了新的机遇。在此指导思想上开发的生产管理系统,有效地将某企业的生产管理流程信息化,充分利用信息技术高效、快捷、准确的特点,实现了信息资源共享,网络办公。 一、企业生产管理的发展趋势 随着管理方法和科学技术的不断进步,产品的生产周期不断缩短,升级换代速度加快,生产由少品种大批量向多品种小批量甚至是单件生产的生产类型过渡,上市时间缩短,质量日益提高,成本日趋降低,售后服务日趋完善,现代企业的生产经营也发生了巨大的变化,主要表现在以下几个方面。 1.生产计划精确化 近年来,企业相继开发出MRPⅡ等生产管理软件。MRPⅡ系统把企业各个系统都有机结合起来,形成面向整个企业的一体化系统。这个系统在统一数据环境下工作,从而使企业能够进行迅速、准确、高效的计划管理。 2.生产过程最优化 现代生产管理,树立了“零”的观念,即要求一切不利于企业生产的副效应趋近于“零”,使得企业的人流、物流、资金流和信息流处于最佳结合状态,这种观念正激发人们向管理的极限迈进。 3.准时化 准时化(Just-In-Time)生产方式是根据有效地利用多种资源、最大限度地降低成本的生 产准则,在需要的时间和地点,生产必要数量和完善质量的产品和零部件,以杜绝任何超量生产,消除一切无效劳动和浪费,达到以最少的投入实现最大产出目的的一种先进生产方式。 4.精益化 精益生产(LeanProductin)是以整体优化为基础,科学合理地组织与配置企业拥有的生产要素,重点是精简一切不必要的生产环节和组织机构,消除生产过程中的一切不产生附加价值的劳动和资源,以人为中心,以尽善尽美为最终目标的一整套与企业内外环境相适应,将企业
基于GMP中小制药企业ERP生产管理系统设计与实现 1 引言 制药企业与其他行业企业相比,生产过程有其自身的特殊性,国家对其质量体系有特殊要求。最近,国家食品药品监督管理局再次申明:从今年7月1日起,凡未取得药品制剂和原料药GMP(《药品生产管理规范》)证书的生产企业,将一律勒令其停止生产,但在6月30日前还可接受企业的认证申请,如果在年底通过GMP认证之后,可以重新开工生产。因为随着新药审批、药品生产许可证换发及药品定价等限制性、倾斜性政策的执行,能否通过GMP认证已关系到我国制药企业的生存和发展。如何通过机制创新,优化流程,加强管理来通过GMP认证是制药企业当前最重紧要的目标,同时,先进的管理思想ERP也逐渐被广大制药企业重视,信息化提到了日程。数据表明:在国内大中型的制药企业中,20%的企业已经实施完成了ERP,主要模块有进、销、存及财务等,未来的重点是将生产管理纳入到ERP系统中;50%的企业正在实施或推进ERP,主要财务,人事,营销模块;30%懂得企业目前还没有计划建设ERP,主要原因是改制或ERP认证。在医药企业信息化大潮中对于中小制药企业,如何通过ERP建设来弥补与大中型企业相比—品种少,竞争力不强的弱点,加快GMP认证步伐便成了迫在眉睫的问题。 2 系统分析
2.1 ERP建设与GMP认证 ERP是一种先进管理思想,ERP建设是以这种先进管理思想为指导,利用当今先进的信息技术对企业物流,资金流和信息流进行管理,强调事前控制能力,通过规范化的业务流程将采购,生产,质量,财务,库存及销售各环节集成起来,提供各种可用性强,准确及时的信息,帮助企业管理层进行生产销售等方面的决策。 GMP是药品生产企业的质量管理规范,它是通过科学合理规范化的方法在药品生产全过程中保证药品质量的一整套管理程序。GMP的思想是对企业的药品生产全过程进行严格管理,也包括企业物流、信息流,确保药品质量。制药企业通过GMP认证说明企业已经规范了药品生产流程,是对企业在药品生产活动中管理的认可,由此看来,医药生产企业的 GMP管理思想与ERP管理思想有着高度的一致性,重点是规范企业的业务流程,同时对企业的物流和信息流进行规范管理,只是GMP更加具有医药行业特点及行业的特殊要求。 融入GMP管理思想的ERP系统成为医药生产企业的必然选择。医药生产企业在实施ERP时,必须融入GMP的管理思想,才能贴近企业实际,更好地为生产经营服务。GMP是医药企业的管理规范,实施规范就需要标准化、规范化工作的体系,主要包括确立各种管理标准及操作标准。GMP认证中质量管理体系文件的认证是重点,文件体系是企业有效规范业务流程的重要手段,同时规范的业务流程是标准文件得
汽车线束设计综述 汽车上的电源和各种电气零件通过线束来实现电路物理连接,线束分布遍布全车。如果把发动机比作汽车心脏的话,那么线束就是汽车的神经网络系统它负责整车各个电器零件之间的信息传递工作。随着人们对舒适性、经济性、安全性要求的不断提高,汽车上的电子产品种类也在不断增加,汽车线束越来越复杂线束的故障率也相应增加。这就要求提高线束的可靠性和耐久性等性能,在这里笔者就汽车线束设计、工艺、生产及检验方面的知识同各位同仁探讨一下。 1、电气原理图的设计、计算 汽车线束是全车汽车电气原理的物理表现形式,因此应先有电气原理图再有线束图进而根据线束图生产线束,在设计电气原理图前应具备以下条件: 1.1掌握《电气设计任务书》的技术要求和全车电气配置情况; 1.2根据电气负载功率消耗确定熔断器容量大小、计算导线线径并根据负载工作原理和功能要求进行载荷分配,确定电路的保护方式及确定总保险的容量。《电气设计任务书》的技术要求和全车电气配置情况是由各个汽车制造厂自己制定的,不再多说。下面重点介绍一下1.2的相关内容: 1.2.1如何确定熔断器容量大小 熔断器按保护形式分,可分为:过电流保护与过热保护。用于过电流保护的熔断器就是平常所说的保险丝。采用熔断器保护电路时,用电设备的最大持续电流应小于熔断器额定电流的80%。根据每一路的最大工作电流来选定熔断器的额定电流,其关系式为:熔断器的额定电流=每一路的最大工作电流÷0.8。例如:众泰2008右前照灯远光灯功率60w,稳态最大工作电流5A,按此关系式得出熔断器的额定容量为6.25A,考虑到安全系数熔断器容量确定为10A。对于一些感性原件比如点火线圈、怠速步进电机其瞬时自感电动势产生的峰值电流远远超过正常工作时的最大电流,熔断器可以在短时间内通过很大的峰值电流,因此对于带有感性原件的电路一般不考虑自感电动势产生的电流。 1.2.2导线线径的确定 在确定导线截面积时要考虑电压降和导线的发热 (1)用电设备的电流强度为: I=P/UN(P—负载功率; UN—额定电压) (2)导线截面积计算公式为: A=IρL/UVL(I--电流,安培;P---功率,瓦;A—导线截面积,平方毫米;ρ—铜导线电阻率,一般取值0.0185Ω.mm2/m;L--导线长度,米;UVL--导线允许的电压降,伏特) (3)为避免导线过渡发热,应该检查电流密度其公式为: S=I/A
生产系统的设计 很有意思的是,作为管理科学学派的代表人物,伯法并不一味追求“高精尖”。他特别强调,在进行生产系统的设计时应当根据实际情况、实际条件来寻求适当的系统设计方法,更注重方法的适用性。他甚至明确指出,有时候,鉴于情况与条件的特殊性,使用传统的方法会收到意想不到的效果。也许,这种思想,是给我们那些“不求最好,但求最贵”的管理者的清醒剂。 在生产分析基础上,进行生产设计是必要的。生产设计与成本分析息息相关。根据成本效益比,管理者能够从各种不同的成本费用方案中选出成本费用最小、效用相对最大的方案来进行生产。生产系统中存在各种各样的问题,不同的问题需用不同的方法来分析和设计。例如,在具体生产的数控过程中,采用计算机数字和信息处理功能进行控制,所有的过程是在自动化的状态中进行。而在规模较大的工程项目中,网络计划模型就显得极为有效,它们适用于连续型生产过程的规划问题。此外,启发式模型、线性规划、统计分析、图解等方法,都有相应的适用领域。总之,生产系统的设计方法应该根据实际情况来确定,唯有对症下药,才能达到预期效果和目的。 生产一个部件或者产品的预期最小成本,起初由产品的设计者来决定,即便是最灵巧的一线工人也无法改变这种状况,他只能根据设计来生产,在设计的限度内行使自主权,使生产成本最小化。所以说,是产品设计师限制了生产系统设计师的工作范围。的确,产品设计师的首要职责就是创造出功能上适合要求的某些东西,当这点达到后,通常存在着可以满足功能要求的多种可供选择的方案,如何从这些方案中选出使生产成本最小的方案来,就需要设计师从功能和成本两方面来考虑。一个构思良好的产品设计,能够大大缩小各种可行方案的选择范围,并且规定其主要内容。因此,当产品处于设计阶段时,就应该着手考虑生产的基本模型。 生产设计首先通过对材料、公差、基本结构、各个部件的连接方法等加以规定,追求具体环节的最小成本。然后,通过流程规划,设计出能满足产品功能要求的过程及其顺序。伯法认为,在决定选择材料和初次加工形式(如铸造、锻制、压铸)的产品设计阶段时,就必须开始着眼于基本流程规划。基本流程主要是从细节上确定各个生产环节的衔接顺序。生产设计
汽车线束的生产工艺大揭秘 线束工艺 在线束二维产品图纸出来以后,要编排线束的生产工艺,工艺是服务于生产的两者密不可分,因此将两者结合起来一起分析。 开线工艺 开线是线束生产的第一个工位,开线工艺的准确性直接关系到整个生产进度,一旦出现错误特别是开线尺寸偏短,会导致所有工位的返工,费时费力影响生产效率。所以在编制开线工艺是一定要根据图纸的要求合理确定导线的开线尺寸,剥头尺寸。制作开线操作说明书,制作流程跟踪卡。 压接工艺 开线之后的第二个生产工位,根据图纸要求的端子类型确定压接参数,制作压接操作说明书,对于有特殊要求的需要在工艺文件上注明并培训操作工。比如:有的导线需要先穿过护套后才可压接,它需要先预装导线然后从预装工位返回再压接;还有刺破式压接用到专用的压接工具,这种压接方式具有良好的电接触性能。 预装工艺 编制预装工艺操作说明书,为了提高总装效率,复杂的线束都要设置预装工位,预装工艺的合理与否直接影响到总装配的效率也反映出一个工艺人员的技术水平高低。如果预装部分装配的偏少或者装配的导线路径不合理会加大总装配人员的工作量,放慢流水线的速度所以工
艺人员要经常呆在现场不断总结经验,这样才能编制出合理的生产工艺。 总装工艺 根据产品开发部门设计的装配台板,设计工装设备、物料盒规格尺寸并将所有装配护套和附件的编号贴于物料盒上以提高装配效率。编制各个工位装配内容和要求,平衡整个总装工位防止出现一点工作量过大,拉下整个流水线速度的情况。要做到工位平衡,工艺人员必须对每个操作了熟于心并现场测算工时,随时调整装配工艺。线束工艺还包括编制材料消耗定额明细表、工时测算、工人培训等。 汽车线束主要以端子线为主,焊接,成型的都不太多,所以投资主要是端子机,而且通常来说半自动端子机就完全可以满足了,要全自动的端子机太浪费,还有就是成型机(两万左右一台),测试机,拉力机,脱皮机,裁线机,焊锡机,电子称,冲床 汽车线束的生产工艺和生产流程 1)电线剪切将所需各种电线剪切至所需长度 2)端子压接将端子压接至电线上 3)分装subassembly 安装接插件等成为小股分线 4)总装assembly将各种小股分线在大的工装板上组装,用胶带包扎,安装各种保护件(波纹管,保护支架等) 5)检测在专设检测板上检测各个电路是否畅通,外观检测,grommet防水检测等 线束的生产流程就是开线——压接——预装——总装——检验——电测试——打包——发运 在目前,不管是高级豪华汽车还是经济型普通汽车,线束编成的形式基本上是一样的,都是由电线、联插件和包裹胶带组成。 汽车电线又称低压电线,它与普通家用电线是不一样的。普通