电烙铁焊接作业规范
1.目的:
使作业人员焊接规范化,保障产品焊接质量,降低不良品的发生及延长烙铁的使用寿命。
2.适用范围:
本规范适用于福建省中科光汇激光科技有限公司生产部电烙铁焊接作业管理,各种产品的焊接操作以及作为制作工艺文件、现场工艺控制的依据。
3.职责:
3.1 作业员:严格按照操作规范作业。
3.2 产线组长:负责监督所有作业人员的操作规范。
4.名词解释:
4.1 空焊——焊点未沾到焊锡。
4.2 虚焊——即在振动过程中时好时坏。
4.3 冷焊——未与焊点熔合或完全熔合。
4.4 锡尖——焊锡面不光滑,有锥形状。
4.5 短路——焊锡点与两个不在同一铜箔点相连。
4.6 断路——一条相通之铜膜有断裂或相通之过路不通电。
5.烙铁与锡线的种类:
5.1 目前我们车间用的是恒温电烙铁。
5.2 锡丝分为和两种,目前车间主要用的锡丝。
6.焊接工具及要求:
6.1 电烙铁
6.恒温电烙铁除了插座接地外还需另外安装一地线连接在设备的接地线上。6.电烙铁绝缘电阻应大于10MΩ电源线绝缘层不得有破损。
6.使用万用表电阻档测试表笔分别接触烙铁头部和电源插头接地端接地电阻值应小于2Ω,否则接地不良。
6.新烙铁在使用前先加热给烙铁前端镀上一层锡,使作业时具有良好导热性和吸锡性。
6.2 电烙铁支架
6.烙铁放入烙铁支架后应能保持稳定、无下垂趋势。
6.支架上的清洁海绵加适量清水加水量以按压海绵厚度1/2时不溢水为宜。
6.3 烙铁头
6.烙铁头不得有氧化、烧蚀、变形等缺陷。
6.更换新的烙铁头需要先在烙铁头镀上一层焊锡。具体方法:将焊台烧热待温度上升后用焊锡均匀地涂布在烙铁头上。
7.焊接前准备工作:
7.1保证焊接人员戴防静电手腕。
7.2 使用万用表测量烙铁头部和电源插头接地端接地电阻值应小于2Ω确保恒温烙铁良好接地。
7.3 观看烙铁头是否氧化或有脏物,如有可在湿海绵上擦去脏物,烙铁头在焊接前应涂上一层光亮的焊锡。
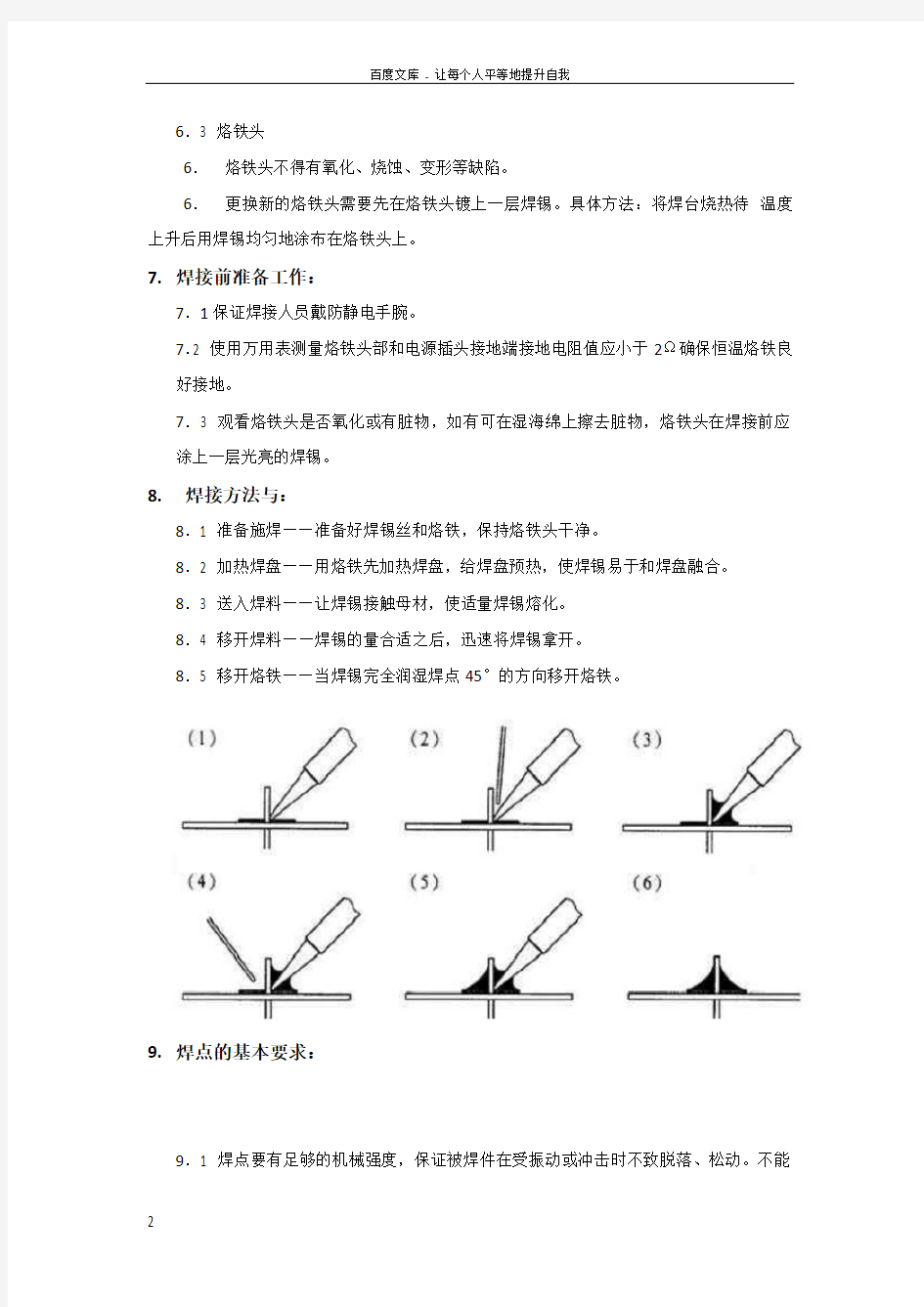
8.焊接方法与:
8.1 准备施焊——准备好焊锡丝和烙铁,保持烙铁头干净。
8.2 加热焊盘——用烙铁先加热焊盘,给焊盘预热,使焊锡易于和焊盘融合。
8.3 送入焊料——让焊锡接触母材,使适量焊锡熔化。
8.4 移开焊料——焊锡的量合适之后,迅速将焊锡拿开。
8.5 移开烙铁——当焊锡完全润湿焊点45°的方向移开烙铁。
9.焊点的基本要求:
9.1 焊点要有足够的机械强度,保证被焊件在受振动或冲击时不致脱落、松动。不能
用过多焊料堆积,这样容易造成虚焊、焊点与焊点的短路。如图:
9.2 焊接可靠,具有良好导电性,必须防止虚焊。虚焊是指焊料与被焊件表面没有形成合金结构。只是简单地依附在被焊金属表面上。如图:
9.3 焊点表面要光滑、清洁,焊点表面应有良好光泽,不应有毛刺、空隙、无污垢,尤其是焊剂的有害残留物质,要选择合适的焊料与焊剂。
9.4 焊点对比图:
9.5 焊接部分有孔,裂缝等可靠性能低的要补焊。如图:
其他因焊接不良产生的情形如图:
10.焊接后续工作:
10.1手工焊完后,先检查一遍所焊元器件有无错误,有无焊接质量缺陷,确认无误后将已焊接的线路板或部件转入下道工序的生产。
10.2 将未用完的材料或元器件分类放回原位,将桌面上残余的锡渣或杂物扫入指定的周转盒中,将工具归位放好,保持台面整洁。
10.3 关掉电源,按照电烙铁使用要求放好电烙铁,并做好防氧化保护工作。
11.电烙铁使用注意事项:
11.1使用过程中不要任意敲击电烙铁头以免损坏。内热式电烙铁连接杆钢管壁厚度只有,不能用钳子夹以免损坏。在使用过程中应经常维护,保证烙铁头涂有一层薄锡。
11.2 新买的烙铁在使用之前必须先给烙铁头镀上一层锡,通电加热升温并将烙铁头沾上一点松香,待松香冒烟时在上锡,使在烙铁头表面先镀上一层锡。
11.3 不用时应放在烙铁架上,但较长时间不用时应切断电源,防止高温“烧死”烙铁头(被氧化)。
11.4 切勿将烙铁敲击工作台来清除焊剂残余,应在清洗海绵上清除。
11.5 切勿弄湿电焊台或手湿时使用电焊台。
11.6 切勿擅自改动、拆卸电焊台。
11.7 焊接时会有烟雾,此烟雾对人体是有害的,车间应保持良好的通风,同时在焊接时鼻子离烙铁的距离至少30cm以上。
11.8 电烙铁在使用一段时间后,烙铁头因长时间高温工作而氧化导致与手柄接地不良当烙铁头有氧化物时要及时清理。
11.9 焊锡丝中含有对人体有害的重金属,焊接操作时应戴手套,操作后洗手,避免食入。