刀塔技术专题,伺服动力,动力伺服刀,转塔刀塔类技术资料[AT13140-0034-0001] 具有刀盘角度定位装置的车床伺服刀塔
[摘要] 一种具有刀盘角度定位装置的车床伺服刀塔,包括在一车床伺服刀塔上设置驱动部与刀盘部;此刀盘部是设置刀盘旋转轴带动位于刀盘承座上的刀盘,此刀盘承座具有相互垂直的纵向滑道及横向滑道;刀盘旋转轴具有数个围绕于其径向部位的角度定位槽;一刀盘角度定位装置是设置电磁驱动部控制纵向推动元件与横向推动元件,使纵向推动元件可于纵向滑道内滑动;并推动横向定位元件于相对应的横向滑道内滑动;使横向定位元件上的角度定位件与相对应的角度定位槽相互嵌卡,而将该刀盘固定于预定的旋转角度。本实用新型可准确的将刀盘部停止于预定角度。[AT13140-0040-0002] 旋转刀塔
[摘要] 本实用新型涉及一种用于数控车床车、铣、复合刀塔及加工中心机转塔式的旋转刀塔,它包括刀塔,所述刀塔中的一字形扁头刀柄座与导向座上的一字形导槽配合且沿导向座旋转转动。优点:一是V型槽刀柄更换时间短、速度快且便于更换;二是可安装多轴器及更换多轴器的功能,其钻孔、攻牙可一次性完成,作业时间缩短,大幅提高加工效率;三是承载力大、结构刚性好、使用寿命长、加工简单、制造成本低,便于设备维护、保养及维修的优点;四是旋转精度高,稳定性能佳。
[AT13140-0035-0003] 电气液复合自动刀塔
本实用新型涉及一种电气液复合自动刀塔,包括机座,其特征在于:所述机座内仅设有一根轴即主轴,所述主轴中部与机座上的缸体配合形成环形内腔,所述主轴中部外周对应连接有圆环形活塞使缸体内腔被分割成可与进、排气或液压管路连通的进、排气或液压腔,以实现圆环形活塞带动主轴做轴向往复运动,所述主轴一端连接有用于可安装多把刀具的刀盘,另一端设有主轴旋转驱动装置,所述刀盘和圆环形活塞之间的主轴外周部上设有两个可相对啮合和分离的端齿盘,靠近刀盘的端齿盘与主轴连接,另一端齿盘连接在机座上。本实用新型结构紧凑、传动机构简单、体积小,利用气或液压推动活塞缸实现主轴的轴向往复运动,污染小。
[AT13140-0048-0004] 立式液压伺服刀塔
[摘要] 一种立式液压伺服刀塔,壳体内有圆柱形腔体,腔体口有固定端齿盘,固定端齿盘与腔体之间有圆环形液压缸,腔体内有刀盘轴,刀盘轴的前端连有刀盘,刀盘上有活动端齿盘,刀盘轴的后端连有直齿轮,刀盘轴上有环形活塞,壳体上有与刀盘轴平行的蜗轮轴,蜗轮轴上有蜗轮和与刀盘轴直齿轮啮合的直齿轮,壳体上有与上述蜗轮相啮合的蜗杆,蜗杆连有伺服电机。本实用
新型是用伺服电机驱动刀盘轴旋转,伺服电机驱动的速度快,把下一加工步骤所用的新刀较转到工作位置很准确,由于转位快,定位精度高,能够有效的提高劳动生产率,缩短生产准备时间,特别是在加工几何形状较复杂的零件时,加工工艺适应性和连续稳定的工作能力明显提高。[AT13140-0011-0005] 电脑数控车床的多功能复合式动力刀塔
[摘要] 本发明是有关于一种电脑数控车床的多功能复合式动力刀塔,包含有一组基座单元、一组刀盘单元及一组动力传动单元;该刀盘单元装设有一个具有回转切削功能的刀具,该动力传动单元具有一个设在基座单元外部的壳座、一个装设在壳座上的马达、一个设在壳座内部接受马达驱转的主动轮、以及一个设在壳座内部接受主动轮以预定减速比作传动的从动轮,从动轮最后再带动刀具运转,使刀具能以大扭力输出进行切削。本发明藉由在基座单元的外部设置有一个壳座,提供主动、从动轮能够以复杂轮系达到减速效果,让刀具获得高扭力动力输出,借此可以顺利地进行各种旋削作业。
[AT13140-0013-0006] 旋转刀塔及旋转方法
[摘要] 本发明涉及一种用于数控车床车、铣、复合刀塔及加工中心机转塔式的旋转刀塔及旋转方法,刀柄采用锁紧螺母锁紧结构,利用V型槽刀柄V型槽,锁紧螺母顺时针方向锁紧,逆时针松开,便于安装、固定、取出V型槽刀柄及更换多轴器的功能;主轴传动采用一字凹凸连接传动方式;刀塔旋转采用高精密蜗轮、蜗杆配合三片式离合器带动旋转的结构。优点:一是V型槽刀柄更换时间短、速度快且便于更换;二是可安装多轴器及更换多轴器的功能,其钻孔、攻牙可一次性完成,作业时间缩短,大幅提高加工效率;三是承载力大、结构刚性好、使用寿命长、加工简单、制造成本低,便于设备维护、保养及维修的优点;四是旋转精度高,稳定性能佳。
[AT13140-0033-0007] 车床刀塔分度装置
[摘要] 本实用新型公开了一种车床刀塔分度装置,其设有能容纳各构件的主壳,构件包括:入力分度装置,设有由马达传动的入力轴,轴身串固回转分度构件;出力轴,前端穿出主壳并连接刀盘;末端结合有出力转塔,出力转塔上设置有多数个滚子;离合器定位装置,设有三片式曲齿离合器,前片固定于主壳;中片串结于出力轴的轴身;后片结合于松紧槽轮前端面,并穿于出力轴上,与中片呈曲齿面相对;松紧槽轮结合于摆臂组,摆臂组末端以摆臂转轴结合固定于主壳中,臂身由与液压缸连动的推杆推动;回转分度构件为筒形凸轮,具有螺旋状的轮槽;出力轴的出力转塔以其滚子对应啮合行走于轮槽。借由上述入力分度装置,达到造价低廉、噪音低、分度精确等效果与目的。
资[AT13140-0036-0008] 刀塔旋转结构
[摘要] 本实用新型涉及一种用于数控车床车、铣、复合刀塔及加工中心机转塔式的刀塔旋转结构,它包括刀塔,所述刀塔旋转采用三片式离合器结构且由分度齿盘A、分度齿盘B、分度齿盘C和摩擦片构成,分度齿盘A紧固在刀塔上,分度齿盘C紧固在底座上,分度齿盘B可作活塞运动,分度齿盘A和分度齿盘C的齿片对齐安置,分度齿盘B对分度齿盘A和分度齿盘C进行齿片咬合锁紧,伺服电机与蜗杆且通过蜗杆带动蜗轮转动,蜗轮被安装在圆柱斜齿轮轴上,分度齿盘A 的外圆斜齿与圆柱斜齿轮轴齿轮啮合带动刀塔一起旋转。
料[AT13140-0046-0009] 一种刀塔分度盘的锁定机构
[摘要] 本实用新型提供了一种刀塔分度盘的锁定机构,属于机械技术领域。它解决了现有刀塔分度盘的锁定机构存在结构复杂、定位精度差、稳定性能差等技术问题。本刀塔分度盘的锁定机构,包括输出分度盘和设置在输出分度盘上的凸轮分度盘,所述的输出分度盘中固连有分度转轴,所述的输出分度盘上还设有能同时驱动凸轮分度盘和分度转轴转动的动力机构,所述的输出分度盘上具有锁定孔,所述的凸轮分度盘上具有凹槽,在输出分度盘上还设有定位销、具有凸块的摆杆,所述的摆杆一端与定位销相连,另一端通过固定座铰接在刀塔的支架上,所述的凸块抵靠在凸轮分度盘上。本实用新型具有结构简单、稳定性能高、成本较低等优点。
来[AT13140-0016-0010] 动力刀塔
[摘要] 一种集车铣加工于一体的动力刀塔,属于数控机床用的刀塔,包括箱体,箱体内安装有电机,电机包括电机定子和电机转子,电机定子固定安装在箱体上,电机转子中间固定连接有中空花键轴,中空花键轴一端传动连接有离合器,离合器包括有离合器活动转齿和离合器固定转齿,离合器活动转齿与所述中空花键轴相连,离合器活动转齿能沿中空花键轴的轴向移动,离合器固定转齿传动连接有第一传动轴,第一传动轴从中空花键轴内穿过,第一传动轴另一端传动连接有第一螺旋伞齿轮;箱体一端相对旋转连接有刀盘,刀盘上安装有旋转刀具,旋转刀具一侧传动连接有第二传动轴,第二传动轴另一端传动连接有第二螺旋伞齿轮,第二螺旋伞齿轮与所述第一螺旋伞齿轮相啮合。
源[AT13140-0051-0011] 数控木工车床用刀塔
:[AT13140-0025-0012] 加工机的动力刀塔
资[AT13140-0042-0013] 一种刀塔分度盘的传动装置
讯[AT13140-0021-0014] 伺服动力刀塔控制装置
麦[AT13140-0027-0015] 自动任意旋转360度动力伺服刀塔座
网[AT13140-0049-0016] 数字伺服刀塔控制器
[AT13140-0004-0017] 双刀塔的刀塔座结构
W [AT13140-0045-0018] 一种与数控车铣中心匹配的旋转刀塔
W [AT13140-0023-0019] 电动自动刀塔
W [AT13140-0018-0020] 立式液压伺服刀塔
. [AT13140-0019-0021] 卧式液压伺服刀塔
Z [AT13140-0017-0022] 动力刀塔的离合器减速装置
X [AT13140-0024-0023] 双刀塔数控车床
M [AT13140-0007-0024] 双面加工复式刀塔
W [AT13140-0002-0025] 转塔刀塔中的主传动装置
. [AT13140-0009-0026] 改进的车床的刀塔定位固紧驱动结构
C [AT13140-0041-0027] 旋转刀塔
O [AT13140-0014-0028] 一种与数控车铣中心匹配的旋转刀塔及加工方法M [AT13140-0001-0029] 转塔刀塔中转盘的锁定装置
[AT13140-0020-0030] 数字伺服刀塔控制器
联[AT13140-0026-0031] 刀塔的转动定位机构
系[AT13140-0029-0032] 转塔刀塔中的主传动装置
电[AT13140-0012-0033] 刀塔旋转结构及旋转方法
话[AT13140-0043-0034] 一种刀塔
:[AT13140-0015-0035] 车铣数控中心专用旋转刀塔及旋转方法
0 [AT13140-0050-0036] 具有双工作台与双刀塔的中心加工机
7 [AT13140-0032-0037] 一种多功能刀塔
5 [AT13140-0031-0038] 自动回转刀塔
5 [AT13140-0010-0039] 双刀盘动力刀塔座结构
| [AT13140-0039-0040] 旋转刀塔专用锁紧螺母
2 [AT13140-0030-0041] 转塔刀塔中转盘的分度装置
8 [AT13140-0008-0042] 加工机刀塔切削液导水装置
5 [AT13140-0038-0043] 动力刀塔刀具座
2 [AT13140-0047-0044] 动力刀塔
6 [AT13140-0022-0045] 数控自动回转动力刀塔
1 [AT13140-0028-0046] 转塔刀塔中转盘的锁定装置5 [AT13140-0005-0047] 双刀盘动力刀塔座
3 [AT13140-0052-0048] 数控木工车床可移动刀塔[AT13140-0006-0049] 刀塔
[AT13140-0044-0050] 车铣数控中心专用旋转刀塔[AT13140-0003-0051] 转塔刀塔中转盘的分度装置[AT13140-0037-0052] 卧式液压伺服刀塔
[AT13140-0053-0053] 平面垂向双刀塔双端车床
ST Lathe Turret Service
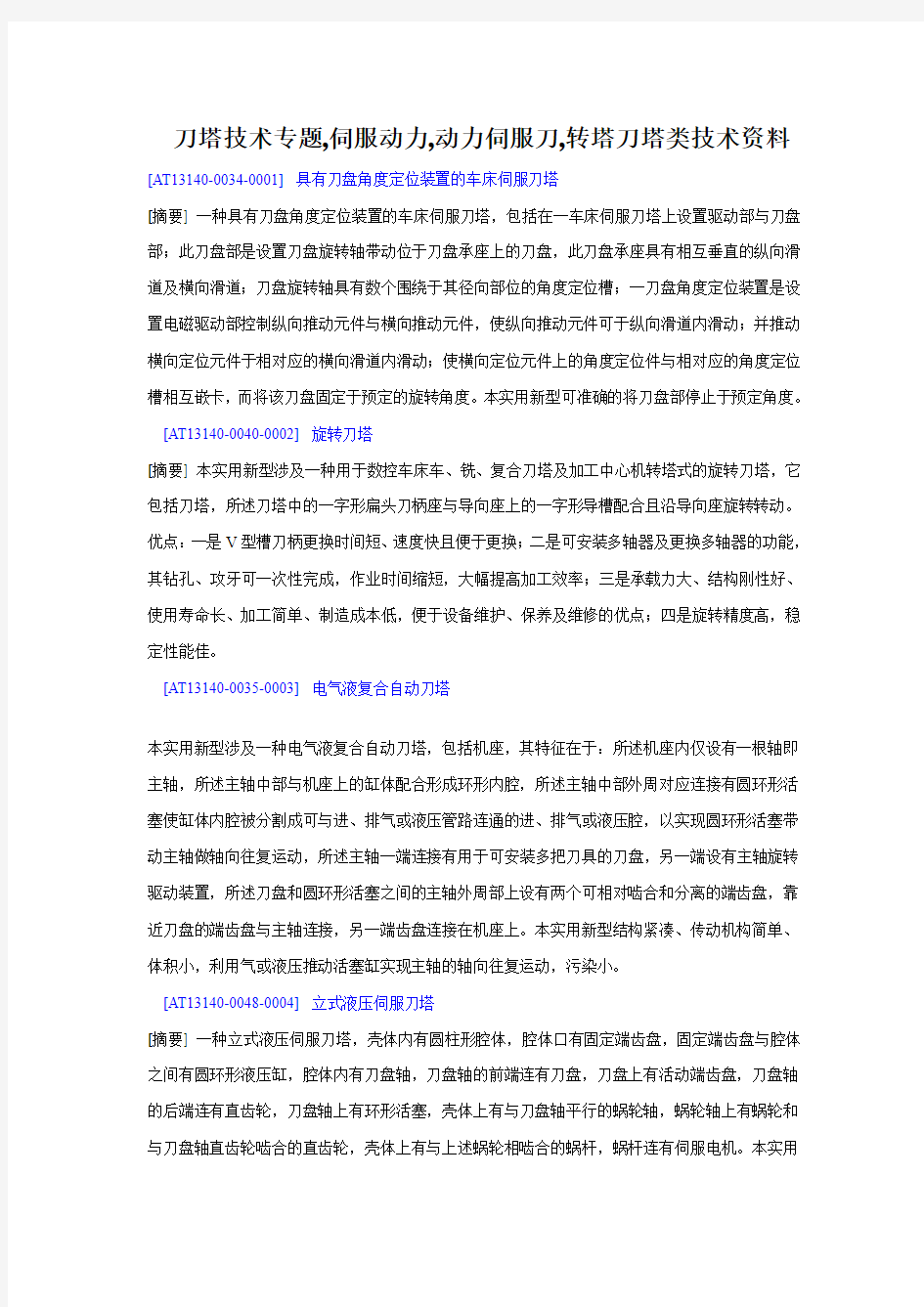
Turret at tool and press Emergency Stop 3) Disconnect the air supply from the machine. 4) Discharge the residual air pressure in the turret clamp/unclamp system by triggering the solenoid valve with a small screwdriver or a ball point pen several times until the air pressure has been released. Solenoid valve - manual trigger location Gearbox Disassemble 1) Mark and disconnect turret clamp/unclamp air hoses. Air hose marked with zip ties.
2) Remove the air hose fittings. Note: It is possible that when the fitting is taken out, a short piece of pipe may come out with it. Removing clamp and unclamp fittings. 3) Disconnect the coolant hose and its fittings from the keyed coolant manifold tube. Remove coolant fittings 4) Disconnect turret clamp and unclamp switch connectors. Disconnect all plugs from the connector bracket on the back of the turret, then. Remove the connector bracket from the casting. Disconnect and remove bracket
优秀设计 本科毕业设计(论文)开题报告 题目:CK6130车削中心动力转塔刀架设计与三维制作 专业:机械设计制造及其自动化 班级: 学生姓名 指导教师
本科毕业设计(论文)开题报告 学生姓名学号专业机械设计制造及其自动化指导教师姓名职称所在院系 课题来源自拟课题课题性质 课题名称CK6130车削中心动力转塔刀架设计及三维制作
毕业设计的内容和意义 毕业设计的具体内容: 1、动力转塔刀架的整体结构,换刀的步骤,刀具的传动方式 2、间隙分度机构中圆柱凸轮分度机构的设计和计算(八个工位) 3、单作用液压缸的计算及设计(刀架的轴向力夹紧力) 4、减速电机的选择,变频电机的选择用于刀具的旋转(500-750W,2极) 5、端齿盘的设计及刀位的检测装置选用并掌握其工作原理 6、三维制作及装配 7、撰写毕业论文 本课题研究的意义: 在机械领域中,数控机床解决了很多普通机床所不能加工的复杂、精密的各种零件,有效的提高了生产效率。随着我国综合国力的进一步加强和加入世贸组织,我国经济全面与国际接轨,并逐步成为全球制造中心,从数控技术这行业体现出了我国的“效率”和“创新”两大特点,注重科学实验,理论与实际相结合。 数控转塔刀架是加工中心、数控车床必备的机床附件,尤其适用全功能数控车床。当前,数控机床发展迅猛,一方面向高速、高效、高精度方面发展,同时,在制造行业中广泛存在原有设备的数控改造和系统升级问题。作为关键附件,高性能的数控转塔刀架对于提高机床整体运行的可靠性、稳定性和效率有着重要意义,数控转塔刀架是由数控系统来控制的,因此,在转塔刀架本身性能提高的情况下,如何实现控制任务就显得十分重要了。国内数控车床转塔刀架的设计和生产都是依赖先进国家的,而且产品的性能方面跟国外还有一定的差距,期待开发设计一种性能最优,最有实用价值的转塔刀架,来适应市场,替代进口产品低价位的数控车床用转塔刀架,占领国内市场,并达到国际领先水平,为国产机床工业的发展作出贡献。 本次设计的动力转塔刀架的刀架抬起和夹紧是通过气液增压缸来实现的,成本比较低,而且自锁可靠、密封性好、安全。刀架转位采用圆柱凸轮分度机构,用单作用液压缸抬起刀架,同时通过碟形弹簧复位压紧;采用端齿盘来进行精确定位;用变频电机通过齿轮传动带动刀具旋转。
LGMAZAK伺服刀塔原点丢失故障处理方法 4.1 利用操作面板和软体键来恢复原点 利用操作面板和软体键来恢复原点的处理步骤如下: (1)在手动状态下,按“刀箱拆散”使刀塔处于松开状态。 (2)同时按“MACHINE”→“OPTION”→“MFI+TURRET MODE”,使“TuRRET MODE”菜单反转显示。 (3)按手动转动刀具让刀具编号1的位置向主轴中心线方向移动。通过目测使刀盘和刀塔底座的上面基本对正。在操作过程中最好把1号刀装上中心钻,这样便于对正位置。 (4)再次选择“TURRET MODE”,使反转解除。 (5)选择“刀箱拆散”,将刀塔锁紧,此时要确认刀塔是否能顺利锁紧。锁紧时,如果发出异常声音或者振动时,需从步骤(1)开始重新操作。 (6)再次选择“刀箱拆散”使刀塔处于松开状态。 (7)再次同时按“MFI+TURRET MODE”,使菜单反显。 (8)选中“POSlTlON SET”,然后按刀塔旋转按扭,刀塔旋转.到达最初位置时会自动停止,参考点绝对位置即可确定。 (9)执行步骤(6)。 (10)执行步骤(4)。 (11)执行步骤(5)。 (12)选择“TURRET MODE”,使反转解除。 (13)选择“刀箱拆散”,将刀塔锁紧。 (14)关NC电源,断总电源开关。 再度通电,确认刀塔转动是否正常。 4.2 利用MR—J2—100CT软件来恢复原点 利用软件设定刀塔原点,需要知道刀塔丢失的是机械原点还是电气原点。电气原点丢失是非法断电引起的机床记忆原点丢失,刀塔实际机械位置正确;机械原点丢失是刀塔实际机械位置偏离。 4.2.1 电气原点设定 电气原点设定步骤如下: (1)在HOME模式下点刀箱拆散,使之红色反衬显示。 (2)将鼠标置于位置画面左下角,调出Windows(开始]菜单.按顺序选择[程序]→(MR—J2
自动回转刀架的工作原理 自动回转刀架的换刀流程如图2.1所示。 图2.1自动回转刀架的换刀流程 图2.2表示自动回转刀架在换刀过程中有关的销的位置。其中上部的圆柱销2和下部的反靠销6起着重要作用。 当刀架处于锁紧状态时,两销的情况如图a所示,此时反靠销6落在反靠圆盘7的十字槽内,上刀体4的端面齿和下刀的端面齿处于啮合状态(上下端面齿在图a中未画出)。 需要换刀时,控制系统发出刀架的转位信号,三相异步电动机正向旋转,通过蜗杆副带动螺杆正向转动,与螺杆配合的上刀体4逐渐抬起,上刀体4与下刀体之间的端面齿慢慢脱开;与此同时,上盖圆盘1也随着螺杆正向转动(上盖圆盘1通过圆柱销与螺杆联接),当转过约150度时,上盖圆盘1直槽的另一端转到圆柱销2的正上方,由于弹簧3的作用,圆柱销2落入直槽内,于是上盖圆盘1就通过圆柱销2使得上刀体4转动起来(此时端面齿已完全脱开),如图b所示。 上盖圆盘1、圆柱销2以及上刀体4在正转的过程中,反靠销6能够从反靠圆盘7中十字槽的左侧斜坡滑出,而不影响上刀体4寻找刀位时的正向转动,如图c所示。 上刀体4带动磁铁转到需要的刀位时,发信盘上对应的霍尔元件输出低电平信号,控制系统收到后,立即控制刀架电动机反转,上盖圆盘1通过圆柱销2带动上刀体4开始反转,反靠销6马上就会落入反靠圆盘7的十字槽内,至此,完成粗定位,如图d所示。此时反靠销6从反靠圆盘7的十字槽内爬不上来,于是上刀体4停止转动,开始下降,而上盖圆盘1继续反转,其直槽的左侧斜坡将圆柱销2的头部压入上刀体4的销孔内,之后,上盖圆盘1的下表面开始与圆柱销2的头部滑动。在些期间,上、下刀本的端面齿逐渐啮合,实现定位,经过设定的延时时间后,刀架电动机停转,整个换刀过和结束。
方圆牌 AK21 136X4型数控转塔刀架技术文件 使用说明书 合格证明书 中华人民共和国 瓦房店机床附件厂
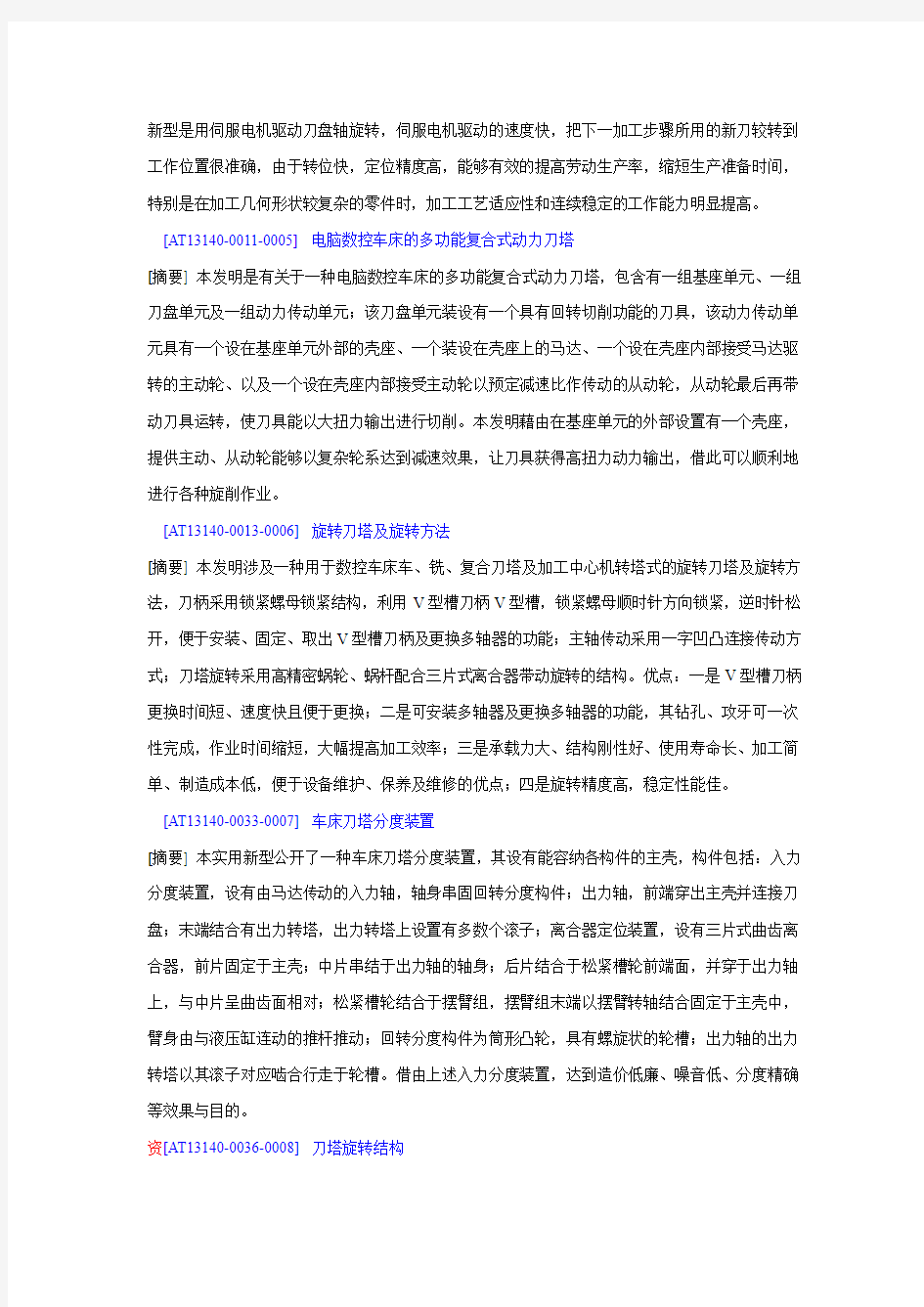
使用说明书 1.产品外形照片 2.主要用途和特点 该刀架是卧式数控车床的功能部件之一,具有四个工作位置,以电动机作动力。 该刀架与数控车床控制系统联用,能完成车床自动加工工件的功能,刀架采用了三齿盘结构,并设有减震装置,刀台旋转时不需抬起,转动平稳,噪音小,刚性好,重复定位精度高。 该刀架改变了传统的外冷却方式,采用内冷却系统,使刀架外观结构更加紧凑,使用更加方便。 发讯元件采用无触点的磁性开关传感器,具有寿命长,动作可靠等优点。还可以通过改变调整垫厚度调整刀尖高度,以适用于不同回转直径的车床使用。 3.基本结构和动作说明: 3.1基本结构见图1 3.2动作说明(参看图1) 动作传动路线是由电动机(1)→传动套(3)→蜗杆轴(4)→蜗轮(7)→螺杆(16)→螺母(14)→传动盘(17)→传动销(13)→夹紧齿盘(12)→连接盘(18)→方刀台(11)(来完成方刀台的松开、转动和夹紧)。 基本动作是主机控制系统发出指令,电动机(1)转动,螺母(14)带动夹紧齿盘(12)升起,传动销(13)与螺杆上的传动盘(17)接合,从而带动夹紧齿盘,连接盘和方刀台一起旋转。当方刀台转动到预先选好的位置时,永久磁铁(19)感应磁性开关(20)发出信号,主机控制系统发出指令,电动机反向旋转,螺母带动夹紧齿盘下降,三个齿盘啮合锁紧后,主机控制系统发出指令,电机停止转动。 4.主要技术参数和外形(参见图1) 见表1
图1 1电动机、2电机座、3传动套、4蜗杆轴、5调整垫、6底座、7蜗轮、8定齿盘、9动齿盘、10定位盘、11方刀台、12夹紧齿盘、13传动销、14螺母、15定位销、16螺杆、17传动盘、18连接盘、19固定环、20垫、21螺母、22覆铜板、23永久磁铁、24磁性开关、25罩
目录 引言 (1) 第1章绪论 (3) 1.1国内外数控车床的研究状况与成果 (3) 1.2数控刀架的发展趋势 (4) 1.3 数控转塔刀架的开发应用 (4) 第2章数控车床自动换刀装置 (6) 2.1概述 (6) 2.2 刀具自动换刀形式 (7) 2.3 数控车床刀架的功能、类型和满足的要求 (8) 2.3.1数控车床刀架的功能 (9) 2.3.2数控机床刀架的类型 (9) 2.3.3数控机床刀架应满足的要求 (10) 第3章 12刀位盘型伺服刀塔的总体方案设计 (12) 3.1调查研究与资料收集 (12) 3.1.1 课题的调查研究 (12) 3.1.2资料收集 (12) 3.2盘型伺服刀塔的整体方案设计与选择 (12) 3.2.1 盘型伺服刀塔的整体方案设计 (12) 3.2.2液压驱动的刀架工作原理 (13) 3.2.3 刀架定位精度及重复定位精度 (14)
3.3盘型伺服刀塔传动部分方案设计 (14) 3.4 盘型伺服刀塔的分度机构方案设计 (15) 3.5盘型伺服刀塔动力刀具方案设计 (17) 3.5.1 齿轮传动的分类和特点 (17) 3.5.2 齿轮传动类型选择的原则 (18) 第4章典型零件的设计和选用 (19) 4.1 盘型伺服刀塔传动部分 (19) 4.1.1 刀架轴的结构设计及计算[10] (19) 4.1.2 液压缸的设计 (20) 4.1.3 碟形弹簧的计算及选用[10] (22) 4.1.4 轴承的选用 (24) 4.1.5 端齿盘的选用 (25) 4.2 动力刀塔的分度机构部分 (27) 4.2.1伺服电机的选用 (28) 4.2.2凸轮机构的选用及计算 (32) 4.3 盘型伺服刀塔动力刀具部分 (33) 4.3.1交流伺服电动机的选择 (34) 4.3.2 齿轮设计计算及选用 (35) 4.3.3 轴承的选用 (37) 第5章12位盘型伺服刀塔三维制作 (38) 5.1 典型零部件实体制作 (38) 5.1.1刀架轴的实体制作 (38)
XXXX大学 毕业设计说明书 设计Q扣1:1459919609Q扣2:1969043202 学院: 专业: 题目:CK6130车削中心动力转塔刀架设计与三维制作 指导教师:职称: 职称: 20**年**月**日
本科毕业设计(论文)开题报告 学生姓名学号专业 指导教师姓名职称所在院系课题来源自拟课题课题性质工程设计课题名称CK6130车削中心动力转塔刀架设计及三维制作 毕业设计的内容和意义 毕业设计的具体内容: 1、动力转塔刀架的整体结构,换刀的步骤,刀具的传动方式 2、间隙分度机构中圆柱凸轮分度机构的设计和计算(八个工位) 3、单作用液压缸的计算及设计(刀架的轴向力夹紧力) 4、减速电机的选择,变频电机的选择用于刀具的旋转(500-750W,2极) 5、端齿盘的设计及刀位的检测装置选用并掌握其工作原理 6、三维制作及装配 7、撰写毕业论文 本课题研究的意义: 在机械领域中,数控机床解决了很多普通机床所不能加工的复杂、精密的各种零件,有效的提高了生产效率。随着我国综合国力的进一步加强和加入世贸组织,我国经济全面与国际接轨,并逐步成为全球制造中心,从数控技术这行业体现出了我国的“效率”和“创新”两大特点,注重科学实验,理论与实际相结合。 数控转塔刀架是加工中心、数控车床必备的机床附件,尤其适用全功能数控车床。当前,数控机床发展迅猛,一方面向高速、高效、高精度方面发展,同时,在制造行业中广泛存在原有设备的数控改造和系统升级问题。作为关键附件,高性能的数控转塔刀架对于提高机床整体运行的可靠性、稳定性和效率有着重要意义,数控转塔刀架是由数控系统来控制的,因此,在转塔刀架本身性能提高的情况下,如何实现控制任务就显得十分重要了。国内数控车床转塔刀架的设计和生产都是依赖先进国家的,而且产品的性能方面跟国外还有一定的差距,期待开发设计一种性能最优,最有实用价值的转塔刀架,来适应市场,替代进口产品低价位的数控车床用转塔刀架,占领国内市场,并达到国际领先水平,为国产机床工业的发展作出贡献。 本次设计的动力转塔刀架的刀架抬起和夹紧是通过气液增压缸来实现的,成本比较低,而且自锁可靠、密封性好、安全。刀架转位采用圆柱凸轮分度机构,用单作用液压缸抬起刀架,同时通过碟形弹簧复位压紧;采用端齿盘来进行精确定位;用变频电机通过齿轮传动带动刀具旋转。
数控车床刀塔原理及改造 【摘要】本文主要介绍电动刀塔的结构和液压刀塔的改造。MJ-460数控刀塔原采用的电动刀塔,发生故障后,严重影响生产,采用国产液压刀塔成功地实现了进口意大利DUPLOMATIC电动刀塔的国产化改造,而且早期引进的数控车床刀塔大部分已经到达使用寿命,本次改造极大的提高了生产效率。 【关键词】刀塔;控制方式;可编程控制器 1.数控车床刀塔改造 MJ-460数控刀塔原采用的电动刀塔故障后,严重影响生产的情况,尤其是早期引进的数控车床刀塔大部分已经到达使用寿命,改造极大的提高了生产效率。 1.1 液压刀塔的工作原理及控制方式 结合图1.1举例说明一个8工位液压刀塔的工作原理。例如由一号刀换到四号刀。电磁阀A通电,刀盘松开。确认刀盘锁紧信号G没有感应,(刀盘已松开)电磁阀B通电液压马达带动刀盘开始旋转。开始刀位信号检测,当刀塔到达四号刀时,通过软件进行奇偶校验检测正确,电磁阀B立即断电刀塔旋转停止。 电磁阀A断电刀盘锁紧,刀盘锁紧信号G得到,确认刀盘锁紧,换刀过程结束[1]。 1.2 液压刀塔的控制方式 该液压刀塔的刀号识别:三个接近开关的状态排列组合代表不同的刀号,根据接近开关的状态确认当前的刀位。并通过相应电磁阀来执行控制的动作。(如表1.2是刀号与接近开关的对应关系表) 2.数控车床刀塔PMC控制程序编写 2.1 PMC编写过程 (1)将数控机床的PMC程序,使用CF卡从数控机床的ROM中传出。 (2)将PMC中原来的刀塔控制部分删除,重新编写刀塔的控制程序。 (3)将编写好的程序重新传入机床,对机床进行调试。使之符合要求,完成改造任务。 2.2 机床的PMC硬件
优秀设计 目录 前言 (1) 第一章绪论 (3) 1.1国内外数控车床的研究状况与成果 (3) 1.2数控刀架的发展趋势 (4) 1.3 数控转塔刀架的开发应用 (4) 第二章数控车床自动换刀装置 (5) 2.1概述 (5) 2.2 ATC刀具自动换刀形式 (6) 2.3 数控车床刀架的功能、类型和满足的要求 (7) 2.3.1数控车床刀架的功能 (8) 2.3.2数控机床刀架的类型 (8) 2.3.3数控机床刀架应满足的要求 (9) 第三章车削中心动力刀架总体方案设计 (11) 3.1调查研究与资料收集 (11) 3.1.1 课题的调查研究 (11) 3.1.2资料收集 (11) 3.2动力刀架的整体方案设计与选择 (11) 3.2.1 动力刀架的整体方案设计 (12) 3.2.2液压驱动的刀架工作原理 (12) 3.2.3 刀架定位精度及重复定位精度 (13) 3.3动力刀架传动部分方案设计 (13) 3.4 动力刀架的分度机构方案设计 (14) 3.5动力刀架动力刀具方案设计 (15) 3.5.1 齿轮传动的分类和特点 (16) 3.5.2 齿轮传动类型选择的原则 (17) 第四章典型零件的设计和选用 (18)
4.1 动力刀架传动部分 (18) 4.1.1 刀架轴的结构设计及计算 (18) 4.1.2 液压缸的设计 (19) 4.1.2.1 选择液压缸类型 (19) 4.1.2.2 液压缸内径D和活塞直径d的计算 (20) 4.1.3 碟形弹簧的计算及选用 (21) 4.1.4 轴承的选用 (22) 4.1.5 端齿盘的选用 (23) 4.1.5.1端齿盘的应用 (23) 4.1.5.2端齿盘的特点 (24) 4.1.5.3 端齿盘的设计 (24) 4.2 动力刀架的分度机构部分 (25) 4.2.1伺服电机的选用 (25) 4.2.1.1伺服电机的分类 (26) 4.2.1.2 伺服电机的一般选择原则 (26) 4.2.1.3伺服电机的选用 (26) 4.2.2凸轮机构的选用及计算 (30) 4.2.2.1凸轮式间歇运动机构的特点及应用 (30) 4.2.2.2圆柱凸轮分度机构参数确定 (31) 4.3 动力刀架动力刀具部分 (31) 4.3.1交流伺服电动机的选择 (32) 4.3.1.1概述 (32) 4.3.1.2 伺服电机的性能 (32) 4.3.2 齿轮设计计算及选用 (33) 4.3.3 轴承的选用 (35) 第五章 CK6130车削中心动力转塔刀架三维制作 (36) 5.1 典型零部件实体制作 (36) 5.1.1刀架轴的实体制作 (36) 5.1.2刀盘的制作 (36) 5.1.3齿轮制作 (37)
刀塔技术专题,伺服动力,动力伺服刀,转塔刀塔类技术资料[AT13140-0034-0001] 具有刀盘角度定位装置的车床伺服刀塔 [摘要] 一种具有刀盘角度定位装置的车床伺服刀塔,包括在一车床伺服刀塔上设置驱动部与刀盘部;此刀盘部是设置刀盘旋转轴带动位于刀盘承座上的刀盘,此刀盘承座具有相互垂直的纵向滑道及横向滑道;刀盘旋转轴具有数个围绕于其径向部位的角度定位槽;一刀盘角度定位装置是设置电磁驱动部控制纵向推动元件与横向推动元件,使纵向推动元件可于纵向滑道内滑动;并推动横向定位元件于相对应的横向滑道内滑动;使横向定位元件上的角度定位件与相对应的角度定位槽相互嵌卡,而将该刀盘固定于预定的旋转角度。本实用新型可准确的将刀盘部停止于预定角度。[AT13140-0040-0002] 旋转刀塔 [摘要] 本实用新型涉及一种用于数控车床车、铣、复合刀塔及加工中心机转塔式的旋转刀塔,它包括刀塔,所述刀塔中的一字形扁头刀柄座与导向座上的一字形导槽配合且沿导向座旋转转动。优点:一是V型槽刀柄更换时间短、速度快且便于更换;二是可安装多轴器及更换多轴器的功能,其钻孔、攻牙可一次性完成,作业时间缩短,大幅提高加工效率;三是承载力大、结构刚性好、使用寿命长、加工简单、制造成本低,便于设备维护、保养及维修的优点;四是旋转精度高,稳定性能佳。 [AT13140-0035-0003] 电气液复合自动刀塔 本实用新型涉及一种电气液复合自动刀塔,包括机座,其特征在于:所述机座内仅设有一根轴即主轴,所述主轴中部与机座上的缸体配合形成环形内腔,所述主轴中部外周对应连接有圆环形活塞使缸体内腔被分割成可与进、排气或液压管路连通的进、排气或液压腔,以实现圆环形活塞带动主轴做轴向往复运动,所述主轴一端连接有用于可安装多把刀具的刀盘,另一端设有主轴旋转驱动装置,所述刀盘和圆环形活塞之间的主轴外周部上设有两个可相对啮合和分离的端齿盘,靠近刀盘的端齿盘与主轴连接,另一端齿盘连接在机座上。本实用新型结构紧凑、传动机构简单、体积小,利用气或液压推动活塞缸实现主轴的轴向往复运动,污染小。 [AT13140-0048-0004] 立式液压伺服刀塔 [摘要] 一种立式液压伺服刀塔,壳体内有圆柱形腔体,腔体口有固定端齿盘,固定端齿盘与腔体之间有圆环形液压缸,腔体内有刀盘轴,刀盘轴的前端连有刀盘,刀盘上有活动端齿盘,刀盘轴的后端连有直齿轮,刀盘轴上有环形活塞,壳体上有与刀盘轴平行的蜗轮轴,蜗轮轴上有蜗轮和与刀盘轴直齿轮啮合的直齿轮,壳体上有与上述蜗轮相啮合的蜗杆,蜗杆连有伺服电机。本实用
摘要 专用转塔车床是采用液压控制,采用多刀、可以多工位加工方法的数控机床。本文主要是设计一种可以用于大批量零件加工和专用零件加工的专用转塔车床。 机床的设计主要是在原有的普通机床上进行改进,对其液压系统、转塔刀架以及机床床身进行改进设计。其优点是降低了机床的设计成本,更加便于维修,同时能够更好的适用于生产实践,对一些比较复杂的专业零件也可以加工,满足其加工精度的要求。本文主要设计的内容不要包括转塔机床的机械部分和液压系统传动部分。机床的机械部分主要是对其转塔刀架的结构设计,其主要由转塔头、转塔滑座、转塔导轨以及其他辅助元件组成。在设计过程中运用了类比的设计方法和大胆组合设计创新方法,改善了转塔车床加工零件的精度。 该机床的传动方式采用机械传动与液压传动相结合的方式实现了加工过程的自动化,提高了机床的工作效率。 关键词:专用转塔车床;转位机构;回转盘;转塔刀架
Abstract Special turret lathe is a adopts hydraulic control, using many knives, multistage processing method semi-automatic machine tools. This paper mainly content that is design of such a turret lathe lot processing required for spare parts. After the request processing parts and analyzing the reference other special turret lathe structure, so as to determine the design turret lathe concrete structure. This design is the machine by ordinary lathe bed and the head of a bed, a modified into the box is its design with low cost, convenient in maintenance and can better satisfy the requirements of precision machining parts. This paper mainly involves turret lathe turret cutter parts design, and design the turret cutter hydraulic system. In the design process using the design method and analogy method, bold combination design innovation improves turret lathe machining parts precision. This machine adopts mechanical drive transmission mode of combined with hydraulic drive means to realize the processing procedure automation, improve the working efficiency of machine. Keyword: Special turret lathe; Turning mechanism; Rotary disk; Revolving tool
12刀位星型伺服刀塔设计毕业论文设计 目录 前言 1 1 绪论3 1.1 数控机床发展历程以及国内外发展现状的思考 3 1.2 数控机床的发展趋势 4 1.3 研究方法 5 1.4 设计内容 5 2 运动学与动力学计算9 2.1 伺服电机的选择计算9 2.1.1选择电动机的类型9 2.1.2选择电动机的功率9 2.2 计算总传动比及分配各级传动比10 2.3 计算传动装置的运动和动力参数11 2.3.1计算各齿轮的转速11 2.3.2计算各齿轮的功率12 2.3.3计算各齿轮的转矩12 3 传动零件的设计计算13 3.1 齿轮的设计计算13 3.1.1电机到刀盘的传动链的设计计算 13
3.1.2电机到刀具的传动链的设计计算 20 3.2 轴的设计计算 30 3.2.1轴1的设计计算 30 3.2.2轴2的设计计算 33 3.2.3轴3的设计计算 34 3.3 刀盘的设计36 4液压系统的设计与计算38 4.1 液压油泵的选择38 4.2 液压缸的设计 38 4.2.1 选择液压缸类型38 4.2.2液压缸主要尺寸的计算38 4.3 拟定液压系统图40 5箱体的设计与计算41 5.1 确定箱体内传动件轮廓及其相对位置41 5.2 箱体内壁位置的确定42 5.3 箱体主要结构尺寸的确定42 总结44 致谢45 参考文献46 毕业设计(论文)原创性声明和使用授权说明 原创性声明 本人郑重承诺:所呈交的毕业设计(论文),是我个人在指导教师的指导下
进行的研究工作及取得的成果。尽我所知,除文中特别加以标注和致谢的地方外,不包含其他人或组织已经发表或公布过的研究成果,也不包含我为获得及其它教育机构的学位或学历而使用过的材料。对本研究提供过帮助和做出过贡献的个人或集体,均已在文中作了明确的说明并表示了谢意。 作者签名: 日期: 指导教师签名: 日期: 使用授权说明 本人完全了解大学关于收集、保存、使用毕业设计(论文)的规定,即:按照学校要求提交毕业设计(论文)的印刷本和电子版本;学校有权保存毕业设计(论文)的印刷本和电子版,并提供目录检索与阅览服务;学校可以采用影印、缩印、数字化或其它复制手段保存论文;在不以赢利为目的前提下,学校可以公布论文的部分或全部内容。 作者签名: 日期: 学位论文原创性声明 本人郑重声明:所呈交的论文是本人在导师的指导下独立进行研究所取得的研究成果。除了文中特别加以标注引用的内容外,本论文不包含任何其他个人或集体已经发表或撰写的成果作品。对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式标明。本人完全意识到本声明的法律后果由本人承担。 作者签名: 日期:年月日
数控车床转塔刀架常见故障与维修浅析 [摘要] 随着数控技术的不断发展,经济型数控车床已经得到了广泛的应用,数控转塔刀架故障频发也是用户头痛的一大问题,就关于此类数控刀架故障和维修谈谈。 [关键词] 刀架简介 发讯盘 联轴器 故障与维修 [中图分类号] G642 [文献标识码] A 随着我国职业教育事业的不断蓬勃发展。实训教学越来越被重视。目前,职业类学校中数控车床被广泛用于实训教学中,且一般设备数量都比较多。学生在操作练习中难免会发生撞刀等事故,以及长时间使用后会产生各种刀架故障。刀架产生故障后就不能正常使用了,如果要等厂家或专业维修人员前来维修,那将要等较长的时间及花较昂贵的维修费用,对学生的正常实训会产生较大的影响。如果一些小故障我们带班老师能自己动手解决的话将大大缩短维修等待时间,减小对学生实训的影响。 一、数控转塔刀架简介 转塔刀架一般为四工位电动刀架,它是以脉冲 电波的形式接受指令的,刀架内部有一端带涡轮的 蜗杆刀架和底座接触面上各有一个端面齿轮和两个 限位块正常情况下两个端面齿轮时咬合的底座上面 装有马达并有连轴蜗杆当接收到换刀指令时马达正 传蜗杆带动涡轮同时刀架蜗杆转动使刀架上升端面 齿轮分离当刀架升高到一定程度时刀架连同刀架蜗 杆一起旋转旋转90°后遇到限位块阻挡由于马达受 阻力量达到一定时开始反转自然刀架下降于底座端 面 齿轮咬合限位块锁死完成换刀。即松开—换刀— 定位—锁紧四个动作完成一次换刀指令。 二、刀架发讯盘工作原理 发信盘内部根据刀架工位数设有四个或六个霍尔元件,并与固定在刀架上的磁铜共同作用来检测刀具的位置。 1、 发信盘内部结构和工作原理。四工位发信盘共有六个接线端子,两个端子为直流电源端,其余四个端子按顺序分别接四个刀位所对应的霍尔元件的控制端,根据霍尔传感器的输出信号来识别和感知刀具的位置状态。 2、 霍尔器件结构和检测。刀架发信盘内部核心元件是霍尔器件(hall-effectdevices ),它是由电压调整器、霍尔电压发生器、差分放大器、史密特触发器和集电极开路的输出级集成的磁敏传感电路,其输入为磁感应强度,输出是一个数字电压信号。检测霍尔开关器件时,将器件的1、引脚分别接到直流稳压电源2(可选20v )的正负极,指针式万用表在电阻档(×10)上,黑表笔接3引脚,红表笔接2引脚,此时万用表的指针没有明显偏转。当用磁铁贴近霍尔器件标志面时,指针有明显的偏转(若无偏转可将磁铁调换一面再试),磁铁离开指针又恢复原来位置,表明该器件完好,否则该器件已坏。 三、数控车床刀架常见故障及诊断和维修 刀架常见故障一般有:1、刀架转不到位。2、刀架奇偶报警。3、刀架定位不准。4、刀架不转位。 1、 刀架转不到位: 图1 转塔刀架简介
转塔刀架故障分析与诊断 【摘要】转塔刀架有不同种类、不同结构、不同控制方式。本文简要介绍不同刀架运行过程中的几则实列,从刀架工作原理分析故障产生的原因,诊断问题的解决方法。故障原因有刀架自身的因素,也有应用过程中的因素,论述具有一定的代表性。 【关键词】数控;转塔刀架;原理分析;故障诊断 一、引言 转塔刀架是数控车床的核心部件,换刀过程的好坏关系到机床加工和运行的可靠性,直接影响到数控车床的使用效率。就目前而言,转塔刀架种类繁多,更新快,从早期的液压、霍尔元件控制,发展到至今的编码器电动控制、伺服控制。控制方式虽然存在差异,但工作过程大致相同,基本控制原理为:数控系统发出选刀指令→PLC逻辑分析处理→刀架松开→刀位抬起转位选刀指令与目标刀位比较→符合到位应答→反转定位锁紧→换刀完成。 二、故障的原理分析与诊断 数控车床采用SIEMENS或FANUC数控系统;配置(4-8)工位德国SAUTER、意大利DUPLOMATIC或沈阳SLD170A04N转塔刀架。 1.某一刀位不到位 在刀架运转过程中,4工位刀架有3个刀位换刀正常,只有其中一个刀位不能正常换刀,表现为刀架在此刀位不能到位。 沈阳数控转塔刀架采用霍尔元件控制,霍尔元件信号采集范围宽是导致此故障的主要原因,在刀架换刀过程中数控系统发出选刀指令,PLC逻辑分析刀架锁紧信号松开,此时刀架可以运转,当刀位接近所选刀位之时锁紧信号先接通,锁紧信号接通即可切断刀架运转指令,就会导致某一刀位不到位现象出现。此情况只需将转塔刀架刀盖打开,将刀架霍尔元件电气信号电路板松开轻轻移动少许位置,让刀位信号在锁紧信号之前检测即可解决此问题。 2.刀架无动作 刀架无论是手动/自动状态均无动作,故障一般发生在电气或机械部分,是刀架较容易处理的故障现象之一。遇到这种情况,首先检查刀架电机及电机电源线有没有问题,由于到位锁紧开关与PLC存在互锁的逻辑关系,此时也需要检查锁紧开关的输出状态是否正常。 确认电气部分无误后,仍不能排除,此时可考虑机械部分原因。按使用说明
南京工程学院 先进制造技术工程中心 本科毕业设计(论文)开题报告题目:CK6130车削中心动力转塔刀架设计与三维制作专业:机械设计制造及其自动化 班级: D机加工041学号:231040232 学生姓名:张志伟 指导教师:周明虎/关芳芳 2008年3月28日
本科毕业设计(论文)开题报告 学生姓名张志伟学号231040232 专业机械设计制造及其自动化指导教师姓名周明虎/关芳芳职称高工/助教所在院系先进制造技术工程中心课题来源自拟课题课题性质工程设计 课题名称CK6130车削中心动力转塔刀架设计及三维制作 毕业设计的内容和意义 毕业设计的具体内容: 1、动力转塔刀架的整体结构,换刀的步骤,刀具的传动方式 2、间隙分度机构中圆柱凸轮分度机构的设计和计算(八个工位) 3、单作用液压缸的计算及设计(刀架的轴向力夹紧力) 4、减速电机的选择,变频电机的选择用于刀具的旋转(500-750W,2极) 5、端齿盘的设计及刀位的检测装置选用并掌握其工作原理 6、三维制作及装配 7、撰写毕业论文 本课题研究的意义: 在机械领域中,数控机床解决了很多普通机床所不能加工的复杂、精密的各种零件,有效的提高了生产效率。随着我国综合国力的进一步加强和加入世贸组织,我国经济全面与国际接轨,并逐步成为全球制造中心,从数控技术这行业体现出了我国的“效率”和“创新”两大特点,注重科学实验,理论与实际相结合。 数控转塔刀架是加工中心、数控车床必备的机床附件,尤其适用全功能数控车床。当前,数控机床发展迅猛,一方面向高速、高效、高精度方面发展,同时,在制造行业中广泛存在原有设备的数控改造和系统升级问题。作为关键附件,高性能的数控转塔刀架对于提高机床整体运行的可靠性、稳定性和效率有着重要意义,数控转塔刀架是由数控系统来控制的,因此,在转塔刀架本身性能提高的情况下,如何实现控制任务就显得十分重要了。国内数控车床转塔刀架的设计和生产都是依赖先进国家的,而且产品的性能方面跟国外还有一定的差距,期待开发设计一种性能最优,最有实用价值的转塔刀架,来适应市场,替代进口产品低价位的数控车床用转塔刀架,占领国内市场,并达到国际领先水平,为国产机床工业的发展作出贡献。 本次设计的动力转塔刀架的刀架抬起和夹紧是通过气液增压缸来实现的,成本比较低,而且自锁可靠、密封性好、安全。刀架转位采用圆柱凸轮分度机构,用单作用液压缸抬起刀架,同时通过碟形弹簧复位压紧;采用端齿盘来进行精确定位;用变频电机通过齿轮传动带动刀具旋转。
1 LGMAZAK伺服刀塔的工作过程 LGMAZAK生产的QT200系列数控车床,其刀塔采用绝对值编码器进行位置反馈的半闭环伺服控制系统,用3.6V锂电池记忆刀塔位置数据。数控车床刀台采用伺服分度、牙盘定位的结构。刀塔的工作过程是:刀塔在不旋转时,由液压缸锁定在刀塔体上,此时分度盘相互啮合,刀具得以正确分度和定位。一旦收到数控系统发出的换刀指令,分度盘解除啮合,刀盘松开,在伺服电机带动下旋转,编码器确认刀盘到达指定刀具位置后。电机停止旋转,刀盘再度被锁紧。 2 刀塔故障现象 LGMAZAK数控车刀塔采用的伺服单元为MR—J2—100CT,该伺服单元正常启动时,伺服单元上的LED显示如图1所示。 MR—J2—]OOCT内置了各种自诊断功能,如果自诊断功能检测到故障。指示灯将显示报警分类编号和报警号,其显示顺序如图2所示。当出现第一组报警显示S1—25时,说明发生绝对位置丢失,需要回原点。此时在显示器上可以看到下列两种现象:①如果执行换刀动作,机床出现272号报警,刀盘分度超时;②仔细观察显示器上的刀具资料,LGMAZAK在显示器上有关于刀具号码的显示,出报警刀具号码为0,而且只有这一个刀号。 3 刀塔故障产生的原因 3.1 后备电池失效 和所有的伺服驱动系统一样,伺服参数需要后备电池来保存,一旦电池电压降低,而没有在规定的时间内更换电池,数据就会丢失。 3.2 外界的干扰 机床在加工过程中,特别是在换刀过程中,如果出现外界干扰将会导致数据丢失。 3.3 突然断电 如果机床在换刀过程中突然断电,再开机时就会发现没有刀号,也就是数据丢失。
3.4误操作 LGMAZAK数控车床是基于WINDOWS系统下开发的,所有的刀具资料也就是WINDOWS下的一个文件,如果操作者误操 作删除了刀具资料,也会导致数据丢失。 4 故障的处理 4.1 利用操作面板和软体键来恢复原点 利用操作面板和软体键来恢复原点的处理步骤如下: (1)在手动状态下,按“刀箱拆散”使刀塔处于松开状态。 (2)同时按“MACHINE”→“OPTION”→“MFI+TURRET MODE”,使“TuRRET MODE”菜单反转显示。 (3)按手动转动刀具让刀具编号1的位置向主轴中心线方向移动。通过目测使刀盘和刀塔底座的上面基本对正。在操作过程中最好把1号刀装上中心钻,这样便于对正位置。 (4)再次选择“TURRET MODE”,使反转解除。 (5)选择“刀箱拆散”,将刀塔锁紧,此时要确认刀塔是否能顺利锁紧。锁紧时,如果发出异常声音或者振动时,需从步骤(1)开始重新操作。 (6)再次选择“刀箱拆散”使刀塔处于松开状态。 (7)再次同时按“MFI+TURRET MODE”,使菜单反显。 (8)选中“POSlTlON SET”,然后按刀塔旋转按扭,刀塔旋转.到达最初位置时会自动停止,参考点绝对位置即可确定。 (9)执行步骤(6)。 (10)执行步骤(4)。 (11)执行步骤(5)。 (12)选择“TURRET MODE”,使反转解除。 (13)选择“刀箱拆散”,将刀塔锁紧。 (14)关NC电源,断总电源开关。 再度通电,确认刀塔转动是否正常。 4.2 利用MR—J2—100CT软件来恢复原点 利用软件设定刀塔原点,需要知道刀塔丢失的是机械原点还是电气原点。电气原点丢失是非法断电引起的机床记忆原点丢失, 刀塔实际机械位置正确;机械原点丢失是刀塔实际机械位置偏离。 4.2.1 电气原点设定 电气原点设定步骤如下: (1)在HOME模式下点刀箱拆散,使之红色反衬显示。 (2)将鼠标置于位置画面左下角,调出Windows(开始]菜单.按顺序选择[程序]→(MR—J2一CT SetupSoftware3→CMR-J2-CT Setup Sohware3。 (3)打开CMR-J2-CT Setup Software3软件画面。 (4)选择轴:数控车床[Setup-Axis]→(Axisselect)→(TURRET3(刀塔)。 (5)选择Operation下拉菜单中的CJ093方式。 (6)点击Absolute position initial set(A)前方框,将该项目击活。 (7)单击[Origin—Set]后,点击[Normal Rot(.G](正转),直到Initial set菜单下出现[Completion]。 (8)点击(End3关闭CTest—operation3画面,点击(File]→[End]退出(MR-J2-CT SETUP S—W)软件,刀盘电气原点记忆完成。 (9)刀箱锁紧,关闭机床电源及主电源。 (10)机床重新启动,确认画面显示刀号是否与实际刀号一致,如不一致,将1号刀位旋转到当前刀位,然后重复上述步骤。 4.2.2 机械原点调整
目录 前言 (1) 第一章绪论 (3) 1.1国内外数控车床的研究状况与成果 (3) 1.2数控刀架的发展趋势 (4) 1.3 数控转塔刀架的开发应用 (4) 第二章数控车床自动换刀装置 (5) 2.1概述 (5) 2.2 ATC刀具自动换刀形式 (6) 2.3 数控车床刀架的功能、类型和满足的要求 (7) 2.3.1数控车床刀架的功能 (8) 2.3.2数控机床刀架的类型 (8) 2.3.3数控机床刀架应满足的要求 (9) 第三章车削中心动力刀架总体方案设计 (11) 3.1调查研究与资料收集 (11) 3.1.1 课题的调查研究 (11) 3.1.2资料收集 (11) 3.2动力刀架的整体方案设计与选择 (11) 3.2.1 动力刀架的整体方案设计 (11) 3.2.2液压驱动的刀架工作原理 (12) 3.2.3 刀架定位精度及重复定位精度 (13) 3.3动力刀架传动部分方案设计 (13) 3.4 动力刀架的分度机构方案设计 (14) 3.5动力刀架动力刀具方案设计 (15) 3.5.1 齿轮传动的分类和特点 (16) 3.5.2 齿轮传动类型选择的原则 (17) 第四章典型零件的设计和选用 (18) 4.1 动力刀架传动部分 (18)
4.1.1 刀架轴的结构设计及计算 (18) 4.1.2 液压缸的设计 (19) 4.1.2.1 选择液压缸类型 (19) 4.1.2.2 液压缸内径D和活塞直径d的计算 (20) 4.1.3 碟形弹簧的计算及选用 (21) 4.1.4 轴承的选用 (22) 4.1.5 端齿盘的选用 (23) 4.1.5.1端齿盘的应用 (23) 4.1.5.2端齿盘的特点 (24) 4.1.5.3 端齿盘的设计 (24) 4.2 动力刀架的分度机构部分 (25) 4.2.1伺服电机的选用 (25) 4.2.1.1伺服电机的分类 (26) 4.2.1.2 伺服电机的一般选择原则 (26) 4.2.1.3伺服电机的选用 (26) 4.2.2凸轮机构的选用及计算 (30) 4.2.2.1凸轮式间歇运动机构的特点及应用 (30) 4.2.2.2圆柱凸轮分度机构参数确定 (31) 4.3 动力刀架动力刀具部分 (31) 4.3.1交流伺服电动机的选择 (32) 4.3.1.1概述 (32) 4.3.1.2 伺服电机的性能 (32) 4.3.2 齿轮设计计算及选用 (33) 4.3.3 轴承的选用 (35) 第五章 CK6130车削中心动力转塔刀架三维制作 (36) 5.1 典型零部件实体制作 (36) 5.1.1刀架轴的实体制作 (36) 5.1.2刀盘的制作 (36) 5.1.3齿轮制作 (37) 5.1.4圆柱凸轮制作 (37)