陶瓷复合弯头设计及技术要求
(一)生产工艺:
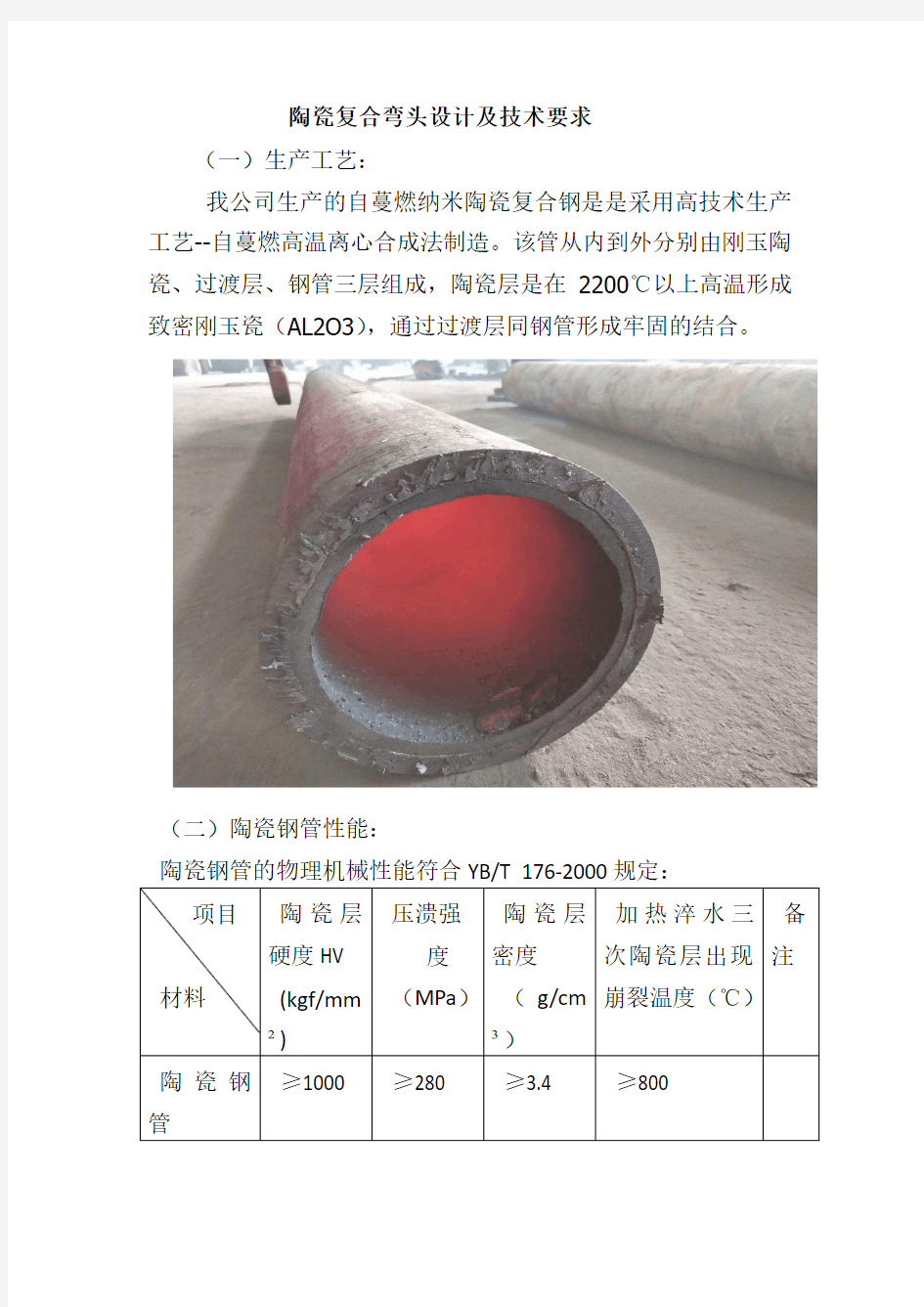
我公司生产的自蔓燃纳米陶瓷复合钢是是采用高技术生产工艺--自蔓燃高温离心合成法制造。该管从内到外分别由刚玉陶瓷、过渡层、钢管三层组成,陶瓷层是在2200℃以上高温形成致密刚玉瓷(AL2O3),通过过渡层同钢管形成牢固的结合。
陶瓷钢管的物理机械性能符合YB/T 176-2000规定:
(三)该产品的性能特点是:陶瓷复合管充分发挥了钢管强度高、韧性好、耐冲击、焊接性能好以及刚玉瓷高硬度、高耐磨、耐蚀、耐热性好,克服了钢管硬度低、耐磨性差以及陶瓷韧性差的特点。因此,陶瓷复合管具有良好的耐磨、耐热、耐蚀及抗机械冲击与热冲击、可焊性好等综合性能。是输送颗粒物料、磨削、腐蚀性介质等理想的耐磨、耐蚀管道。我公司纳米SHS陶瓷复合钢管产品具有国内领先地位,达到同类产品国际先进水平。
纳米SHS自蔓燃陶瓷复合管的应用
(四) 陶瓷复合弯头设计
陶瓷符合弯头耐磨直段设计:
根据耐磨管道管线图的介质流向,确定耐磨弯头的进口直段、出口至段,一般设计进口直段比出口直段短,进口直段设计200mm,出口直段设计400mm。
陶瓷耐磨弯头的弯曲半径设计:
曲率半径尺寸,一般以管径的倍数确定。如DN100,曲率半径R10D,那么该弯头曲率半径为R1000。如:热压弯头一般是一到两倍弯的,火煨弯管一般是三到四倍弯,这样的弯曲倍率多用于低磨损管道上,如吹气等管路上。
1、电厂的锅炉送粉管道上的弯头的曲率半径要根据图纸要求确定,一般是六到十倍弯的。输灰管道长期磨损厉害,曲率半径尽量大点,如果曲率很小,使用寿命会很低,甚至1、2天就要维修。
2、矿山输送尾矿泥浆一般曲率半径为2D~5D。
3、水泥厂输送煤粉一般使用的陶瓷耐磨弯头曲率半径为10D~15D。
4、化工输灰管道弯头曲率半径为10D。
如果陶瓷耐磨弯头安装部位有空间限制,我们建议最小不低于R3.5D,另外在背部做一个加厚背包,来增加小半径弯头的使用寿命。
道路部分技术要求 一、本次道路工程招标范围仅包含道路土方、路基、路面结构层道路面层。不含交通工程、标识标牌。 二、本项目道路工程施工应严格遵循本项目的道路工程施工图纸,且应符合国家、海南省、琼海市颁布的有关道路工程施工验收等现行规范。包括但不限于《城镇道路工程施工与质量验收规范》、《公路桥涵施工技术规范》、《公路路基施工技术规范》、《公路路面基层施工技术规范》、《公路土工试验规程》、《公路工程水泥混凝土试验规范》、《公路工程石料试验规范》、《公路工程质量检验评定标准》、《公路工程施工安全技术规范》、《市政道路工程质量检验评定标准》、《建筑地基技术规范》等 三、基本规定。 1、投标单位应具备相应的道路工程施工资质。从事道路工程施工的技术管理人员、作业 人员应认真学习并执行国家现行有关法律、法规、标准、规范。 2、投标单位应建立健全施工技术、质量、安全生产管理体系,制定各项施工管理制度, 并贯彻执行。 3、施工前,施工单位应组织有关施工技术管理人员深入现场调查,了解掌握现场情况, 做好充分的施工准备工作。 4、工程开工前,施工单位应根据合同文件、设计单位提供的施工界域内地下管线等建(构) 筑物资料,工程水文地质资料等踏勘施工现场,依据工程特点编制施工组织设计,并按其管理程序进行审批。 5、施工单位应按合同规定的、经过审批的有效设计文件进行施工。未经批准的设计变更、 工程洽商严禁施工。 6、施工中应对施工测量及其内业经常复核,确保准确。投标人应以招标人提供的水准点、 数据作为道路定位和标高控制的唯一依据,负责完成工程施工所需的全部施工测量放线工作,按国家测绘标准和本工程施工精度的要求设置用于工程的控制网,并报送监理工程师审批。投标人应在不受施工影响的位置引测辅助基线,设平面控制桩,以备施工过程中及时补桩。投标人应沿路线方向在不受施工影响的位置设置临时水准点,临时设置的水准点距离应以测高不加转点为原则,不得大于100m。临时设置的水准点必须坚固稳定。投标人应在中心桩两侧不受施工影响的位置设桩,定出路中心(或路肩边缘)标高。投标人的测量人员应按中心桩位置复测原横断面,加桩处应补测横断面,并计算土石方量。施工过程中投标人员对平面和水准测量应准确及时,并应及时向施工人员提供测量数据并进行现场交桩。测量标志应坚固稳定,施工人员对测量标志应认真保护。路基工程基本完工后,工地测量人员必须进行全线的竣工测量。竣工测量包括:中心线的位置、标高、横断面图式、附属结构和地下管线的实际位置和标高。测量成果应在竣工图中标明。 7、施工方应按照国家、省和琼海市、行政主管部门有关施工安全防护的规定以及招标人 要求的和中标人的施工组织设计提出的措施做好现场安全防护设施,确保工程安全施工无事故。中标人应根据现场实际情况编制有针对性的安全文明施工方案和保障措施,并经监理工程师或发包人认可后严格执行。施工中必须建立安全技术交底制度,并对作业人员进行相关的安全技术教育与培训。作业前主管施工技术人员必须向作业人员进行详尽的安全技术交底,并形成文件。 8、遇雨期、台风天气、高温天气等特殊气候施工时,应结合工程实际情况,制定专项施 工方案,并经审批程序批准后实施。施工中,前一分项工程未经验收合格严禁进行后一分项工程施工。 9、与道路同期施工,敷设于道路下的新管线等构筑物,应按先深后浅的原则与道路配合
文章编号:100025889(2004)0620005204 热喷涂高性能陶瓷复合涂层的研究进展 徐海燕1,周惠娣1,陈建敏1,冯治中1,张翠芳2 (1.中国科学院兰州化学物理研究所固体润滑国家重点实验室,甘肃兰州 730000;2.南京工程学校,江苏南京 211135) 摘要:论述了陶瓷复合涂层的种类、制备方法及应用.采用表面涂层热喷涂技术,能在金属基体上制备金属基陶瓷复合涂层、陶瓷与陶瓷复合涂层、梯度功能陶瓷复合涂层和纳米陶瓷复合涂层,这样就把陶瓷材料的特点与金属材料的特点有机结合在一起,赋予材料新的功能.这些复合材料已广泛应用于航天、航空、医学、生物和电子等领域. 关键词:复合涂层;热喷涂;纳米涂层;梯度功能涂层 中图分类号:TB332;TG174.453 文献标识码:A Investigative progression of thermo2sprayed high2performance ceramic composite coatings XU Hai2yan1,ZHOU Hui2di1,CHEN Jian2min1,FEN G Zhi2zhong1,ZHAN G Cui2fang2 (1.State K ey Laboratory of Solid Lubrication,Lanzhou Institute of Chemical Physics,Chinese Academy of Science,Lanzhou 730000,China;2. Nanjing Engineering School,Nanjing 211135,China) Abstract:The category,preparation,and application of composite ceramic coating were introduction in this ar2 ticle.The composite ceramic coating such as metal2based ceramic composite coating,ceramic2ceramic composite coating,graded functional ceramic composite coating and nanometer ceramic composite coating,were prepared by surface2coated technology2thermal spraying.Those ceramic composite coating had many good properties applied in many fields such as spaceflight,aviation,medicine,biology and electron. K ey w ords:thermal spray;composite coating;nano2coating;functionally graded coatings 陶瓷是金属元素和非金属元素组成的晶体或非晶体化合物,它与金属材料、高分子聚合物材料构成了固态工程材料的三大支柱.陶瓷材料是离子键和共价键极强的材料,与金属和高分子材料相比,其具有熔点高,抗腐蚀和抗氧化性强,耐热性好,弹性模量,硬度和高温强度高的特点.由于陶瓷材料的抗冲击性能差、塑性变形能力低、脆性大,因此成形加工和安装困难,易发生破裂,这成为陶瓷材料应用的致命弱点.然而,应用新型陶瓷复合粉末,采用表面涂层技术,在金属基体上制备陶瓷涂层,能把陶瓷材料的特点与金属材料的特点有机地结合起来,获得复合材料结构及制品,正成为当代复合材料及制品高科技领域的重要分支[1].1958年,世界上第一台等离子喷涂设备在美国问世,为喷涂高熔点陶瓷涂层 收稿日期:2004201218 基金项目:国家自然科学基金(59925513),国家杰出青年科学基金(59925513),中科院“百人计划”资助(科发人教 字[1999]0381号) 作者简介:徐海燕(19752),女,甘肃景泰人,硕士生.提供了理想的高温热源,迅速在航空发动机、火箭等尖端科技领域得到了成功的应用.自20世纪80年代以来,它又迅速向传统民用工业部门扩展,其应用遍及能源、交通、冶金、轻纺、石化等领域,成效非常显著.据报道,美国在20世纪90年代以来,陶瓷涂层的应用年增长率在12%以上.这表明在先进发达国家,陶瓷涂层高科技技术已成为一个新兴产业.由各种材料复合获得的陶瓷复合涂层种类主要有金属基陶瓷复合涂层、陶瓷与陶瓷复合涂层、多层复合涂层、梯度功能陶瓷复合涂层和纳米陶瓷复合涂层等[2].这些复合材料不仅具有单一材料所具有的性能,还由于复合材料的不同而获得了许多特殊性能或具有多功能性的涂层,已广泛应用于航天、航空、医学、生物、电子等领域[3]. 1 复合陶瓷涂层的制备 复合陶瓷涂层具有许多其它材料所不具有的优良性能,所以科学家研究开发了许多陶瓷涂层的制 第30卷第6期2004年12月 兰 州 理 工 大 学 学 报 Journal of Lanzhou University of Technology Vol.30No.6 Dec.2004
摘要 近年来,随着现代化工业的不断进步与发展,人们对于材料的性能要求越来越高,其中较为重要的一点便是材料的耐磨性。众所周知,磨损现象不论在科研实践还是日常生活中都是很常见的,并且若不及时更换调整便极有可能造成严重的安全事故。因此,如何提高易磨损材料的耐磨性能便显得尤为重要。 锌锅沉没辊是热浸镀锌设备中一种重要零件,我国锌锅沉没辊的辊轴与辊套需要从国外进口,不仅价格昂贵而且磨损严重,平均一周就需要更换一次设备,导致轧制的成本很高。所以锌锅沉没辊辊轴与辊套的耐磨性是一个越来越受到重视的问题。本设计旨在制备316L不锈钢表面的耐磨陶瓷涂层来缓解锌锅沉没辊的辊轴与辊套过于严重的磨损,以此延长锌锅沉没辊的辊轴与辊套的寿命,提高生产效率。 我们通常用表面合金化、表面形变强化、表面涂层强化等方法来提高材料耐磨性。本设计借助钎涂原理,分别以氧化铝和碳化钨作为陶瓷增强相材料,Ni82CrSiB合金为钎料,利用真空钎涂的方法制作出较为耐磨的陶瓷涂层,从而达到提高不锈钢表面耐磨性的要求。试验结果表明:氧化铝与钎料的润湿效果不够理想,在涂层中没能发现氧化铝相,即以氧化铝作为陶瓷增强相材料无法达到预期目标;而碳化钨颗粒在涂层中分布较均匀,涂层表面光滑,有金属光泽,并且与不锈钢表面冶金结合良好,硬度达到了不锈钢基体的6倍以上,有望大幅提高材料的耐磨性能。 关键词:金属陶瓷涂层;钎涂技术;硬度
Brazing Process of Metal-ceramic Coating on Stainless Steel Abstract In recent years, with the continuous progress and modernization of industrial development, people are increasingly demanding high-performance materials, one of the important points is the wear resistance. As we all know, the wear phenomena both in research and practice is still very common in daily life, and if not timely replacement of adjustments it is very likely result in serious accidents. Therefore, how to improve the wear resistance of the material is particularly important. The zinc pot sink roll is one of the important parts of hot dip galvanizing equipments. The bush of zinc pot sink rolls needs to be imported from abroad, and it is not only expensive but also badly worn., it needs to be replaced once per week, and that would lead to the high cost of rolling. Therefore, the wear resistance of the zinc pot sink roller bearing is a question with more and more attention. This design is in order to prepare the surface of 316L stainless steel wear-resistant ceramic coating to solve the zinc pot sink roll shaft and insert wear too serious problem to extend the life of the equipment and The main methods of improving the wear resistance for material are surface strain hardening, surface alloying, surface coating strengthened and so on. In this design, we use the braze coating principle, and make the Al2O3 and WC as ceramic reinforcement materials, Ni82CrSiB as the brazing. The method of using the vacuum braze coating to produce more wear-resistant ceramic coating, so as to improve wear resistance of the stainless steel surface requirements. The results showed that: The wetting effect of Al2O3 and brazing filler is not satisfactory, and we could not find alumina phase in the coating, that is to say, Al2O3 as the ceramic reinforcement materials can not achieve the desired goal. However, WC particles in the coating are distributed more evenly. The coating surface is smooth, with a metallic luster, and it is a good metallurgical bond with the stainless steel surface. Its hardness is more than 6 times the stainless steel substrate, and it can be required to improve the wear resistance. Key Words:metal-ceramic coating; braze coating process; hardness
陶瓷涂层 一、金属基陶瓷涂层简介 金属基陶瓷涂层是指涂在金属表面上的耐热无机保护层或表面膜的总称。他能改变金属底材料外表面的形貌、结构及化学组成,并赋予底材料新的性能。涂层的种类很多;按其组成可分为硅酸盐系涂层、氧化物涂层、非氧化物涂层及复合陶瓷涂层等,按工艺方法可分为熔烧涂层、喷涂涂层、气相沉积及扩散涂层、低温烘烤涂层、电化学工艺涂层、溶胶-凝胶涂层及原位原位反应涂层等;按其性能与用途可分为温控涂层(包括温控、隔热、红外辐射涂层等)、耐热涂层(包括抗高温氧化、抗腐蚀、热处理保护涂层等)、摩擦涂层(包括减磨、耐磨润滑涂层)、电性能涂层(包括导电、绝缘涂层等)、特种性能涂层(包括电磁波吸收、防原子辐射涂层等)及工艺性能涂层等。 二、金属基陶瓷涂层制备技术 1.喷涂法(等离子喷涂法) 2.化学气相沉积法(CVD):在相当高的温度下,混合气体与基体的表面相互作用,使混合气体的某些成分分解,并在基体表面形成一种金属或化合物的固态薄膜镀层。 3.物理气相沉积法(PVD):离子镀法、溅射法、蒸镀法、离子注入等,离子化使镀层更致密。目前CVD和PVD的界限已不明显,两者相互渗透,CVD技术引入等离子活化等物理过程,出现了PACVD技术,PVD技术也引入反应气体产生化学过程。 4.复合镀层 5.溶胶-凝胶法 6.原位反应法 三、应用 航天航空工业:航天飞机机身外皮发动机涡轮叶片燃烧室内壁齿轮箱传送装置 电力电子工业:增加介电常数 汽车工业:为了减轻重量而开发新一代汽车发动机,欧洲、日本的汽车制造厂已经采用了合金上电解沉积Ni-SiC复合镀层,这种镀层还能大大提高耐膜性能、润滑性能和耐高温氧化性能。将氧化锆陶瓷粉末喷涂在内燃机的燃烧室内壁,可提高内燃机的工作温度、节省燃料和简化结构。 切削刀具上的应用:硬度高、耐热粘结性强、化学稳定性高、切削韧性好、切削性能优良等特点。单双三层刀具,陶瓷镀层刀具寿命是原来的1-2倍,多镀层刀具是陶瓷镀层刀具寿命的0.5-1倍, 冶金和机械工业:金属的冶炼热加工和热处理都要在高温下进行,防止金属的高温氧化、渗氮、渗氧,往往在金属表面涂热处理保护涂层。 生物医学的应用:改善人体与金属的生物相容性。 石油化工:防腐 陶瓷、玻璃生产:增加强度和寿命 食品包装:耐热、高阻隔、透明度
耐磨陶瓷弯头耐磨弯头 国家“863”高科技计划项目、国家“九五”重点支持和推广的高技术新材料产品—自蔓燃陶瓷复合钢管,采用自蔓燃高温离心合成法制造。由刚玉陶瓷层、过渡层、钢三层组成。 陶瓷内衬钢管性能介绍 陶瓷钢管与传统的钢管、耐磨合金铸钢管、铸石管以及钢塑、钢橡管等有着本质性区别。陶瓷钢管外层是钢管,内层是刚玉。刚玉层维氏硬度高1100~1500(洛氏硬度为90-98),相当于钨钴硬金。耐磨性比碳钢管高20倍以上,它比通常粘接而成的刚玉砂轮性能优越得多。现在刚玉砂轮仍是各种磨床削淬火钢主要砂轮。陶瓷钢管中刚玉层可把刚玉砂轮磨损掉。陶瓷钢管抗磨损主要是靠内层几毫米厚的刚玉层,其莫氏硬度为9,仅次于金刚石和碳化硅,在所有氧化物中,它的硬度是最高的。而铸石管成分中只有20%左右是刚玉,大部分为SiO2,SiO2莫氏硬度为7。高铬或稀土耐磨合金管,维氏硬度400左右(洛氏硬度为50左右);不足刚玉硬度的三分之一。所以耐磨合金铸钢管,铸石管抗磨既靠成分和组织,又靠厚度,陶瓷钢管抗磨能力与它们相比,有了质的飞跃。 陶瓷内衬钢管是采用自蔓延高温合成;离心法制造的,陶瓷钢管中刚玉熔点为2045°C,刚玉层与钢层由于工艺原因结构特殊,应力场也特殊。在常温下陶瓷层受压应力,钢层受到拉应力,二者对立统一,成一个平衡的整体。只有温度升高到400°C以上,由于二者热膨胀系数不一样,热膨胀产生的新应力场和使陶瓷钢管中原来存在的应力场相互抵消,使陶瓷层与钢铁层两者处于自由平衡状态。当温度升高到900℃把陶瓷内衬钢管放入泠水内,反复浸泡多次,复合层不裂缝或崩裂,表现出普通陶瓷无可比拟的抗热冲击性能。这一性能在工程施工中大有用处,由于其外层是钢铁,加之内层升温也不崩裂,在施工中,对法兰、吹扫口、防爆门等能进行焊接,也可用直接焊接方法进行连接,这比耐磨铸石管、耐磨铸钢管、稀土耐磨钢管、双金属复合管、钢塑管、钢橡管在施工中不易焊接或不能焊接更胜一筹。陶瓷内衬钢管抗冲击性能也好,在运输、安装敲打以及两支架间自重弯曲变形时,复合层均不破裂脱落。 工业耐磨陶瓷弯头的磨损一直是影响安全文明生产的一个因素,特别是弯头。随着科学技术不断发展,材料也不断创新,相继出现铸石、铸钢、合金、粘贴陶瓷等材料。其中管道内衬陶瓷以其高耐磨性、高硬度、耐氧化、耐腐蚀性好和极高的耐高低温强度性能,已成为一种应用最广泛耐磨材料,占据了世界特种陶瓷市场份额(耐磨材料)的80%左右。 国内“建湖远达”耐磨弯头及耐磨管道,致力于该项目生产和研究已达十余年,目前各项性能指标已处于国际领先水平。产品已销往全国30多个省市的400余家客户,广泛分布在火电、钢铁、冶炼、水泥、机械、煤炭、矿山、化工、港口码头等磨损严重的行业。 刚玉层维氏硬度高达1100—1500(洛氏硬度为90-98),相当于钨钴硬金。耐磨性比碳钢管高20倍以上,它比通常粘接而成的刚玉砂轮性能优越得多。目前,使用建湖县远达特种材料有限公司生产的陶瓷内衬复合钢管的数十家火电厂实践表明:陶瓷内衬复合钢管抗磨损能力高,抗流体冲刷能力强。 离心浇铸复合陶瓷管 离心浇铸复合管是采用“自蔓燃高温合成-高速离心技术”制造的复合管材,在高温高速下形成均匀、致密且表面光滑的陶瓷层及过渡层。另外工作常温850~900度陶瓷都不会掉落,重量较轻,复合陶瓷以硬度防磨,解决过去以厚度防磨。目前直管、弯头、弯管、三通等在磨损严重行业使用效果非常好。
道路工程施工技术规范 市政道排工程施工遵循的基本顺序是:先地下,后地上;先深后浅。按照这个顺序,正常的施工顺序为基础处理、排水管道(涵)施工(雨、污水)、道路基层(常见的为水泥稳定碎石基层)、道路面层(水泥混凝土、沥青混凝土)、站卧石施工、配套设施施工(电力、电信、公安、交管、园林、路灯。配套设施施工由相关单位负责施工)、人行道施工。 一、基础处理: 基础处理主要是因为道路土基承载力不满足设计承载力要求,而采取一系列工艺 进行处理。处理方法常见的有开挖换填法、堆载预压法、深层搅拌桩固结法、强夯法等。开挖换填法根据换填方式的不同可分为:换填土、抛石挤淤法。 1、换填土施工就是讲承载力不够的软土挖弃然后换填承载力好的黄土进行分层回填碾压的工艺。换填法是常用的软基处理方法之一,在市政道路工程中应用最多,但换填处理只能在软土层厚度较薄的情况下使用,软土层较厚时,换填处理 的工程量大,施工比较困难,造价也很高,且开挖出来的软土还要找地方堆放,对环境也会造成不良影响。
2、抛石挤淤法就是用块石通过挤压的办法将淤泥置换出来从而提高基础承载力 的办法。 二、市政排水管道(涵)施工: 市政排水市政排水管道(涵)施工流程包括测量放线、开挖沟槽、施工管基管座、铺设管道、管道接口处理、砌井、闭水试验、回填土方。 1、测量放线: (1)中线测量 在施工中,根据设计设定的路线控制点,在现场测中线的起点、终点控制中心桩 (用木桩固定,桩顶钉中心钉设定)。 (2)坡度板 埋设坡度板间距设为10米左右,当机械挖槽时应在人工清槽前埋设坡度板。坡 度板应埋设牢固,不应高出地面,伸出槽帮长度不小于30 cm。坡度板的截面尺 寸为8 X20 cm。坡度板上的管线中心钉和高程板的高程钉保持垂直。 2、沟槽开挖:
纳米陶瓷涂层的一些典型应用领域: 飞机发动机、燃气轮机零部件: 热障涂层(TBC)被广泛地应用在飞机发动机、涡轮机和汽轮机叶片上,保护高温合金基体免受高温氧化、腐蚀,起到隔热、提高发动机进口温度和发动机推重比作用的一种陶瓷涂层材料。8YSZ材料被用做热障涂层材料在军用发动机已应用几十年了,它的缺点是不能突破1200o C的使用温度,但现在军用发动机的使用温度已经超过1200o C,因此急需材料方面的突破。另外,地面燃气轮机的热障涂层材料基本受制于国外,也亟待国产化。国内外研究指出含锆酸盐的双陶瓷热障涂层被认为是未来发展长期使用温度高于1200o C的最有前景的涂层结构之一。用纳米结构锆酸盐粉体喂料制备的纳米结构双陶瓷型n-LZ/8YSZ热障涂层的隔热效果明显好于其它现有涂层,与相同厚度的传统微米结构单陶瓷型8YSZ 热障涂层相比,隔热效果提高了70%。而且,纳米结构的双陶瓷型涂层具有比其它两种涂层层更好的热震性能。 军舰船舶零部件: 纳米结构的热喷涂陶瓷涂层早已广泛应用于美国海军装备(包括军舰、潜艇、扫雷艇和航空母舰)上的数百种零部件。纳米结构陶瓷涂层的强度、韧性、耐磨性、耐蚀性、热震抗力等均比目前国内外商用陶瓷涂层材料中质量好、销量大的美科130涂层的性能显著提高。有着高出1倍的韧性,高出4-8倍的耐磨性,高出1-2倍的结合强度和抗热震性能和高出约10倍的疲劳性能。表1给出了纳米结构的热喷涂陶瓷涂层在美国海军舰船上的一些典型应用。 表1 一些美国海军舰船上应用的热喷涂纳米Al2O3/TiO2陶瓷涂层 零部件船上系统基体材料使用环境 水泵轴储水槽NiCu合金盐水 阀杆主柱塞阀不锈钢蒸汽 轴主加速器碳钢盐水 涡轮转子辅助蒸汽碳钢油 端轴主推进发动机青铜盐水 阀杆主馈泵控制不锈钢蒸汽 膨胀接头弹射蒸汽装置CuNi合金蒸汽 支杆潜艇舱门不锈钢盐水 流量泵燃料油碳钢燃料油 柴油机、工程机械零部件: 高性能纳米结构陶瓷涂层可以大幅度提高材料或零部件的硬度、韧性、耐磨性、抗腐蚀性和耐高温性能,因此可广泛应用于柴油发动机、工程机械等领域。如缸体、泵轴、机轴、曲轴、凸轮轴、轴瓦、连杆瓦、柱塞、阀杆、阀座、液压支杆、缸盖、活塞销、活塞和活塞环等零部件。如:纳米陶瓷涂层来大幅度提高曲轴的抗疲劳强度、硬度和耐磨性;纳米陶瓷涂层用于活塞无疑会是最具有高性价比的工艺技术;纳米陶瓷涂层将给与主轴瓦及连杆瓦以更高的强度、硬度和韧性,显著提高其耐磨性能,极大地减小曲轴的磨损、有效地防止烧瓦、抱瓦及烧
陶瓷涂层技术知识 一、金属基陶瓷涂层简介 金属基陶瓷涂层是指涂在金属表面上的耐热无机保护层或表面膜的总称。他能改变金属底材料外表面的形貌、结构及化学组成,并赋予底材料新的性能。涂层的种类很多;按其组成可分为硅酸盐系涂层、氧化物涂层、非氧化物涂层及复合陶瓷涂层等,按工艺方法可分为熔烧涂层、喷涂涂层、气相沉积及扩散涂层、低温烘烤涂层、电化学工艺涂层、溶胶-凝胶涂层及原位原位反应涂层等;按其性能与用途可分为温控涂层(包括温控、隔热、红外辐射涂层等)、耐热涂层(包括抗高温氧化、抗腐蚀、热处理保护涂层等)、摩擦涂层(包括减磨、耐磨润滑涂层)、电性能涂层(包括导电、绝缘涂层等)、特种性能涂层(包括电磁波吸收、防原子辐射涂层等)及工艺性能涂层等。 二、金属基陶瓷涂层制备技术 1.喷涂法(等离子喷涂法) 2.化学气相沉积法(CVD):在相当高的温度下,混合气体与基体的表面相互作用,使混合气体的某些成分分解,并在基体表面形成一种金属或化合物的固态薄膜镀层。 3.物理气相沉积法(PVD):离子镀法、溅射法、蒸镀法、离子注入等,离子化使镀层更致密。目前CVD和PVD的界限已不明显,两者相互渗透,CVD技术引入等离子活化等物理过程,出现了PACVD技术,PVD技术也引入反应气体产生化学过程。 4.复合镀层 5.溶胶-凝胶法 6.原位反应法 三、应用 航天航空工业:航天飞机机身外皮发动机涡轮叶片燃烧室内壁齿轮箱传送装置 电力电子工业:增加介电常数 汽车工业:为了减轻重量而开发新一代汽车发动机,欧洲、日本的汽车制造厂已经采用了合金上电解沉积Ni-SiC复合镀层,这种镀层还能大大提高耐膜性能、润滑性能和耐高温氧化性能。将氧化锆陶瓷粉末喷涂在内燃机的燃烧室内壁,可提高内燃机的工作温度、节省燃料和简化结构。 切削刀具上的应用:硬度高、耐热粘结性强、化学稳定性高、切削韧性好、切削性能优良等特点。单双三层刀具,陶瓷镀层刀具寿命是原来的1-2倍,多镀层刀具是陶瓷镀层刀具寿命的0.5-1倍, 冶金和机械工业:金属的冶炼热加工和热处理都要在高温下进行,防止金属的高温氧化、渗氮、渗氧,往往在金属表面涂热处理保护涂层。 生物医学的应用:改善人体与金属的生物相容性。 石油化工:防腐 陶瓷、玻璃生产:增加强度和寿命 食品包装:耐热、高阻隔、透明度 四、发展方向 1.发展新涂层:研究解决陶瓷涂层与金属基体的热膨胀系数匹配问题,从而提高涂层与金属的结合力。 2.发展新工艺:简便、成本低、生产效率高以及产生无缺陷涂层的工艺 3.无损探伤方法,韧性、粘结强度等。 五、金属陶瓷镀膜技术在车用内燃机上的应用 为降低内燃机活塞环与气缸套表面的摩擦因数,提高发动机的机械效率,进而提高内燃机的性能,在内燃机活塞环上应用了金属陶瓷镀膜技术。采用此项技术后,发动机成本仅增加3%-5%,而整机动力性和经济性得到了明显改善,实用价值很高。
自蔓延管道和陶瓷贴片管道的区别: 自蔓燃陶瓷复合管 1、耐磨性好 a-AL2O38.0相当于HRC70以上。因此对冶金、电力、矿山、煤炭等行业所输送的磨削性介质均具有高耐磨性。经工业运行证实,其耐磨寿命是淬火钢的十倍甚至几十倍 2、运行阻力小 凸状螺旋线存在。经有关检测单位对内表面粗糙度及清水阻力特性测试, 清阻力系数为0.0193,可减少运行费用。3、耐腐蚀、防结垢 a-AL2O3 有防垢等特性。 4、耐温性能与耐热冲缶性能好 a-AL2O3-50--700℃温度范围内长期正常运行。材料线膨胀系数约为钢管的二分之一左右。材料具有良好的热稳定性。 5、工程造价低 50 耐磨合金管重量轻20-30%,且耐磨、耐蚀性好. 安装费以及运行费用降低。经有关设计院和施工单位工程预算和工程实际比较,该管工程造价与铸石相当,与耐磨合金管相比,程造价下降20%左右。 6、安装施工方便 缺点 1 27-15mm 管道重量要高出20-30% 3 4 陶瓷贴片管道 序号项目单位及符号参数 1 耐磨陶瓷贴片AL2O3含量≥92% 2 体积密度g/cm3.6- 3.65 3 气孔率% ≤0.1 4 硬度HRA ≥88 5 粘结后的耐磨陶瓷贴片耐温℃260 6 抗压强度Mpa ≥560 7 弯曲强度Mpa ≥300 280180.5倍。由于其制作
的特性重量最轻。 三、耐磨陶瓷贴片应用范围 是工程技术人员极为关注、急待解决的问题。目前已经采用的抗磨材料有耐磨合金铸钢、铸石、自蔓延烧结刚玉等。实践证明,以上耐磨材料存在着明显的不足之处。如耐磨合金,焊接:, , 而耐磨陶瓷贴片硬度高,具有优异的耐磨性能, 受有关厂家的欢迎。将该材料应用于火电厂制粉系统的设备、管道上及水泥厂的选粉 既 难题,取得了很好的效果。 四、耐磨陶瓷贴片典型应用 0.10.2mm/23mm 层脱落的问题,该项技术将为您带来更好的经济效益和社会效益。 20 护运行提供了可靠的保证。 1 总结如下: 600mm.
公路工程施工安全技术规范1总则 1.0.1为规范公路工程施工安全技术,保障施工安全,制定本规范? 1.0.2本规范适用于各等级新建?改扩建?大中修公路工程? 1.0.3公路工程施工安全生产应贯彻“安全第一?预防为主?综合治理”的方针? 1.0.4公路工程施工应制定相应的安全技术措施? 1.0.5公路工程施工除应符合本规范的规定外,尚应符合国家和行业现行有关标准的规定? 2术语 2.0.1危险源 可能造成人员伤害?疾病?财产损失?作业环境破坏或其他损失的因素或状态? 2.0.2危险源辨识 发现?识别危险源的存在,并确定其特性的过程? 2.0.3事故隐患 可能导致事故发生的人的不安全行为?物(环境)的不安全状态和管理上的缺陷? 2.0.4应急预案 针对可能发生的事故,为迅速?有序地开展应急行动而预先制定的行动方案?应急预案由综合应急预案?专项应急预案?现场处置方案组成? 2.0.5风险评估 对工程中存在的各种安全风险及其影响程度进行综合分析,包括风险辨识?风险估测?风险评价和防控措施? 2.0.6特种设备 涉及生命安全?危险性较大的锅炉?压力容器(含气瓶)?压力管道?电梯
?起重机械和场(厂)内专用机动车辆等? 2.0.7特殊作业人员 从事容易发生事故,对操作者本人?他人的安全健康及设备?设施的安全可能造成重大危害的作业的从业人员? 2.0.8危险性较大工程 在施工过程中存在的?可能导致作业人员群死群伤或造成重大财产损失?作业环境破坏或其他损失的工程? 2.0.9警戒区 作业现场未经允许不得进入的区域? 3基本规定 3.0.1公路工程施工必须遵守国家有关法律法规,符合安全生产条件要求,建立安全生产责任制,健全安全生产管理制度,设立安全生产管理机构,足额配备具相应资格的安全生产管理人员? 3.0.2公路工程施工应进行现场调查,应在施工组织设计中编制安全技术措施和施工现场临时用电方案,对于附录A中危险 性较大的工程应编制专项施工方案(内容见附录B),并附具安 全验算结果,或组织专家进行论证?审查? 附录A危险性较大的工程
表面改性技术在陶瓷材料中的应用 引言: 材料表面处理是材料表面改性和新材料制备的重要手段,材料表面改性是目前材料科学最活跃的领域之一。传统的表面改性技术,方法有渗氮、阳极氧化、化学气相沉积、物理气相沉积、离子束溅射沉积等。随着人们对材料表面重要性认识的提高,在传统的表面改性技术和方法的基础上,研究了许多用于改善材料表面性能的技术,主要包括两个方面:利用激光束或离子束的高能量在短时间内加热和熔化表面区域,从而形成一些异常的亚稳表面;离子注入或离子束混合技术把原子直接引进表面层中。陶瓷材料多具有离子键和共价键结构,键能高,原子间结合力强,表面自由能低,原子间距小,堆积致密,无自由电子运动。这些特性赋予了陶瓷材料高熔点、高硬度、高刚度、高化学稳定性、高绝缘绝热性能、热导率低、热膨胀系数小、摩擦系数小、无延展性等鲜明的特性。但陶瓷材料同样具有一些致命的弱点,如:塑性变形差,抗热震和抗疲劳性能差,对应力集中和裂纹敏感、质脆以及在高温环境中其强度、抗氧化性能等明显降低等。 正文: 一、陶瓷材料表面改性技术的应用 1.不同添加剂对陶瓷材料性能的影响。 由于陶瓷材料的耐高温特性经常被应用到高温环境中,特别是高温结构 陶瓷,其高温抗氧化性受到人们的关注。Si 3N 4 是一种强共价结合陶瓷,具有高 硬度、高强度、耐磨和耐腐蚀性好的性能。但是没有添加剂的Si 3N 4 几乎不 能烧结,陶瓷材料的高温强度强烈地受材料组成和显微结构的影响,而材料的显微结构特别是晶界相组成是受添加剂影响的,晶界相的组成对高温力学性能的影响极其敏感。对致密氮化硅而言,坯体中的物质传递对材料的氧化起着决定性作用,一般认为,在测试条件下,具有抛物线规律的氮化硅材料,其决定氧化的主要因素取决于晶界的添加剂离子和杂质离子的扩散速率,不同的添加剂对氮化硅陶瓷的氧化行为影响有所不同[1,2,3]。 2.离子注入技术。 离子注入就是用离子化粒子,经过加速和分离的高能量离子束作用于材料表面,使之产生一定厚度的注入层而改变其表面特性。可根据需要选择要注入的元素,并根据工艺条件控制注入元素的浓度分布和注入深度,形成所需要的过饱和固溶体、亚稳相和各种平衡相,以及一般冶金方法无法得到的合金相或金属间化合物,可直接获得马氏体硬化表面,得到所需要的表面结构和性能由于形成的改性表面不受热力学条件的限制(相平衡、固溶度),所以具有独特的优点。离子注入表面处理技术有:金属蒸汽真空弧离子源离子注入,等离子源注入等。在相同的条件下,重离子比轻离子有更强烈的辐射硬化,因此其对抗弯强度的增加更显著;由于单晶的表面缺陷少所以增加效果 更好]7,6[。
河北德昊管道制造有限公司https://www.doczj.com/doc/8618666357.html, 工业耐磨管的磨损一直是影响安全文明出产的一个要素,跟着科学技术不断发展,资料也不断创新,相继呈现铸石、铸钢、合金、张贴陶瓷等资料。其间管道内衬氧化铝陶瓷以其高耐磨性、高硬度、耐氧化、耐腐蚀性好和极高的耐高低温强度功能,已成为一种运用最广泛耐磨资料,占有了国际特种陶瓷市场份额(耐磨资料)的80%左右。 刚玉层维氏硬度高达1100—1500(洛氏硬度为90-98),相当于钨钴硬金。耐磨性比碳钢管高20倍以上,它比一般粘接而成的刚玉砂轮功能优越得多。当前,运用山东华星电力辅机有限公司出产的陶瓷内衬复合钢管的数十家火电厂理论标明:陶瓷内衬复合钢管抗磨损才能高,抗流体冲刷才能强。在一次风管中,弯管磨损最快,陶瓷内衬复合钢管弯管的耐磨性比厚壁的耐磨铸钢弯管进步5倍以上。在理论中,陶瓷内衬复合钢管运用1-2年后翻开调查并丈量,复合层均无显着的磨损或掉落,在一样标准和单位长度的管道方面,陶瓷内衬复合钢管分量只要耐磨铸钢管或双金属复合管的1/2左右,其每米工程造价下降30-40%,只要铸石管和稀土耐磨钢管分量的2/5左右,每米工程造价下降20%以上。在腐蚀或高温场所下运用的陶瓷内衬复合钢管,其价钱只要不锈钢管、镍钛管的几分之一陶瓷内衬复合钢管除运用于燃煤电厂除灰、排渣、送粉、回粉外,还广泛用于以下职业:1、矿山:1.1煤炭工业中水煤浆、洗煤泥、矿山充填料、矿煤粉 1.2金属矿山:精矿和尾矿的管道运送。2、冶金:2.1钢铁厂的炼铁的高炉喷煤、输渣等管道、2.2炼钢的运送铁合金、炉外精粹等优选的管道。3、水泥厂:旋窑湿法出产线的生料浆运送、煤粉运送、提升机的下料、混凝土运送管道。
目录 第一章工程概况 第二章施工总体部署 第一节指导思想 第二节组织合理的管理体系(详见项目组织机构框图)第三节配备合理机械 第四节总体安排 第三章临时设施及现场平面布置 第一节临时设施 第二节临时供电供水 第三节通讯设施 第四节临时道路 第四章施工总进度计划 第一节施工进度横道图 第二节施工进度说明 第三节确保工期保证措施 第五章施工方法 第一节测量导线点及水准点 第二节道路工程 1. 路基防护施工 2. 填方筑堤工程施工 3. 特殊路基处理 4、路面做法 5.施工测量 第六章确保工程质量的技术组织措施 第一节质量管理 第二节质量监控 1. 工程质量控制措施及办法 2. 监控依据与执行标准 第三节主要施工项目质量控制 第七章安全施工措施 第一节安全生产方针 第二节安全生产的目标 第三节建立健全生产组织 第四节坚持不懈的进行安全生产教育 第五节严格执行安全防范措施 第八章文明施工措施
第一章工程概况 1、本工程为开发区东区四川路工程,路面宽度9m,路基土石方以百格网为准,污水井六口,其中四口污水井已堵塞塌陷需要清污修复。 2、本项目建设单位(业主)为山海关船舶重工有限公司。 3、本标段路线处于山海关船舶重工有限公司管子加工区东侧。
第二章施工总体部署 第一节指导思想 本标路段建设工期短,质量要求高。根据我公司的质量方针:“管理科学、技术先进、施工精心、产品优良、顾客满意”的要求,我们在施工中必须采取强有力措施,牢固树立“质量第一,用户至上”的思想,精心组织、统一部署,确保在一个月内将该工程建成优良工程,交付使用。 第二节组织合理的管理体系 本工程配备具有丰富实践经验和专业知识的项目经理和工程师,组织精干高效的管理班子,利用管理优势,取得工程优质、安全、快速的进展。 第三节配备合理机械 配备合理机械,充分发挥施工机械、设备种类齐全、数量充足的优势,使工程施工快速、高效、优质、文明。土方工程采用液压反铲配自卸汽车,推土机整平,压路机分层碾压。 第五节总体安排 1、在开工前组织人员进行生产临时设施和生活设施的建设,以最快的速度搞好准备工作,为工程开工创造条件。 2、合理安排工序,本路段工程主要是路基路面工程及人行道和路缘石工程,路基主要是填方,填土最高处为管子加工车间东入口,因此,将整个路段分两个施工区,流水作业,统筹施工。路基施工段,要抓住关键的土方回填工序,充分利用土方设备资源,确保土方回填按进度要求进行,同时特殊路基的处理,配合土方回填,保证总进度的实现。 3、定期召开现场调度协调会,及时协调资源配置,加强管理周计划、日调度,确保施工计划的落实和提前。
复合材料加工工艺综述 前言: 复合材料(Composite materials),是由两种或两种以上不同性质的材料,通过物理或化学的方法,在宏观上组成具有新性能的材料。各种材料在性能上互相取长补短,产生协同效应,使复合材料的综合性能优于原组成材料而满足各种不同的要求。 复合材料的基体材料分为金属和非金属两大类。金属基体常用的有铝、镁、铜、钛及其合金。非金属基体主要有合成树脂、橡胶、陶瓷、石墨、碳等。增强材料主要有玻璃纤维、碳纤维、硼纤维、芳纶纤维、碳化硅纤维、石棉纤维、晶须、金属丝和硬质细粒等。 复合材料使用的历史可以追溯到古代。从古至今沿用的稻草增强粘土和已使用上百年的钢筋混凝土均由两种材料复合而成。20世纪40年代,因航空工业的需要,发展了玻璃纤维增强塑料(俗称玻璃钢),从此出现了复合材料这一名称。50年代以后,陆续发展了碳纤维、石墨纤维和硼纤维等高强度和高模量纤维。70年代出现了芳纶纤维和碳化硅纤维。这些高强度、高模量纤维能与合成树脂、碳、石墨、陶瓷、橡胶等非金属基体或铝、镁、钛等金属基体复合,构成各具特色的复合材料。 复合材料是一种混合物。在很多领域都发挥了很大的作用,代替了很多传统的材料。复合材料按其组成分为金属与金属复合材料、非金属与金属复合材料、非金属与非金属复合材料。按其结构特点又分为:①纤维复合材料。将各种纤维增强体置于基体材料内复合而成。如纤维增强塑料、纤维增强金属等。②夹层复合材料。由性质不同的表面材料和芯材组合而成。通常面材强度高、薄;芯材质轻、强度低,但具有一定刚度和厚度。分为实心夹层和蜂窝夹层两种。③细粒复合材料。将硬质细粒均匀分布于基体中,如弥散强化合金、金属陶瓷等。④混杂复合材料。由两种或两种以上增强相材料混杂于一种基体相材料中构成。与普通单增强相复合材料比,其冲击强度、疲劳强度和断裂韧性显著提高,并具有特殊的热膨胀性能。分为层内混杂、层间混杂、夹芯混杂、层内/层间混杂和超混杂复合材料。 60年代,为满足航空航天等尖端技术所用材料的需要,先后研制和生产了以高性能纤维(如碳纤维、硼纤维、芳纶纤维、碳化硅纤维等)为增强材料的复合材料,其比强度大于4×106厘米(cm),比模量大于4×108cm。为了与第一代玻璃纤维增强树脂复合材料相区别,将这种复合材料称为先进复合材料。按基体材料不同,先进复合材料分为树脂基、金属
龙源期刊网 https://www.doczj.com/doc/8618666357.html, SiC晶金属陶瓷复合涂层制备技术的研究 作者:于美玲赵林 来源:《城市建设理论研究》2013年第10期 【摘要】随着科学技术与制造技术日新月异的发展,氧化铝陶瓷在现代工业中得到了深入 的发展和广泛的应用。本文介绍了SiC晶金属陶瓷在各个研究领域的应用及其制备工艺,以SiC 晶金属陶瓷性能为基础,综述了它在所应用领域的发展状况。采用泥浆预涂层反应法在C/SiC 复合材料表面制备Si/SiC涂层。通过理论计算和实验确定了制备致密不开裂涂层的泥浆配比;研究了埋粉烧结和气相硅真空反应烧结2种不同烧结气氛对Si/SiC涂层微观形貌和成分的影响;分析了不同涂层的工艺过程、工艺特点、性能以及优缺点,提出了高温反应合成涂层技术存在的问题,展望了研究发展方向。 【关键词】SiC涂层,金属陶瓷,复合涂层 中图分类号:TU74 文献标识码:A 文章编号: 一.前言 高新技术和工业现代化的持续高速发展使得各种机械零件的工作条件日益苛刻。由于零部件的破坏往往从表面开始,表面的局部破坏又会导致零件的整体失效,因此, C/C和SiC复合材料具有诸多优异的高温性能,如高温稳定性、较高温度下低的线膨胀系数、强度随温度升高而增加、摩擦系数稳定等,在航天、化工、冶金、交通和机械工业等领域备受青睐采用包埋法在C/C 复合材料表面制备了SiC高温防氧化涂层。涂层主要由β-SiC和少量的游离Si组成,涂层表面有裂纹存在,涂层与C/C和SiC复合材料基体结合良好,呈现犬牙状结合, 在SiC晶金属陶瓷复合涂层制备技术方面得到了完美体现。 二.SiC晶金属陶瓷复合涂层 采用料浆法在C/C复合材料siC内涂层表面制备出分别适用于900℃、1300℃和1500℃长 期防氧化的陶瓷外涂层。当siC内层为采用两步包埋法制备的致密涂层时,适用于900℃的 siC/陶瓷涂层具有较好的防氧化性能,涂层试件在900℃静态空气中氧化100小时后失重率仅为0.14%, 涂层在试件在氧化过程中表现为微量失重的主要原因是陶瓷涂层在氧化温度下的缓慢挥发。陶瓷的涂层适用1400℃左右的防氧化陶瓷密封层结构为MOSIZ相分散于硼硅酸盐玻璃相之中。而且该涂层具有非常好的的抗氧化性能和抗热震性能的特点,在1400℃左右的静态空气中氧化中放置160小时和经19次1400℃。室温急冷急热循环后,涂层试样的氧化失重率可能达到仅仅的2.16%。